Способ повышения качества серосодержащей фракции сырья (варианты) - RU2186830C2
Код документа: RU2186830C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу повышения качества углеводородов. Более конкретно, оно относится к способу повышения
качества
нефтяных фракций с пределами выкипания бензина, содержащих значительные доли бензола и примесей серы, при сведении к минимуму потерь октана, которые происходят после удаления серы путем
гидрирования.
Уровень техники
Получаемый путем каталитического крекинга бензин образует главную часть совокупности бензиновых продуктов в США. Когда крекинг-сырье содержит
серу,
продукты крекинга нафты обычно содержат примеси серы, которые, как правило, нужно удалять обычно путем гидроочистки для того, чтобы привести их в соответствие со стандартными нормами для
рассматриваемого продукта. Предполагают, что в будущем эти стандартные нормы станут более строгими, допуская не более чем 300 масс. ч/млн серы (или даже ниже) в автомобильных бензинах и других
топливах. Несмотря на то, что содержание серы в продукте может быть снижено путем гидрообессеривания крекинга нафты, процесс является дорогостоящим как с точки зрения капитального строительства, так
и
с точки зрения эксплуатационных расходов, так как расходуют значительные количества водорода.
В качестве альтернативы обессериванию крекинг-сырья продукты, которые необходимо привести в соответствие со стандартными нормами в отношении низкого содержания серы, могут быть подвергнуты гидроочистке, обычно при использовании катализатора, содержащего элемент VIII или VI группы периодической системы элементов, такой как кобальт или молибден, либо индивидуально, либо в сочетании друг с другом, на соответствующем носителе, таком как оксид алюминия. В способе гидроочистки молекулы, содержащие атомы серы, подвергают мягкому гидрокрекингу для превращения серы в неорганическую форму, сероводород, который может быть удален из жидкого углеводородного продукта в сепараторе. Хотя этот способ гидроочистки представляет собой эффективный процесс, который уже много лет применяют на практике к бензиновым и более тяжелым нефтяным фракциям с целью получения удовлетворительных продуктов, ему присущи недостатки.
Крекинг-лигроин (нафта), происходящий из установки каталитического крекинга и без всяких дальнейших обработок, таких как операции очистки, имеет относительно высокое октановое число вследствие присутствия олефиновых компонентов, и по существу крекинг-бензин является превосходным "вкладчиком" в совокупность бензинового октана. Он способствует получению большого количества продукта с высоким октановым числом смешения. В некоторых случаях эта фракция может давать вплоть до половины бензина в совокупности нефтезаводских продуктов.
Другие высоконенасыщенные фракции, кипящие в пределах выкипания бензина, которые получают на некоторых нефтеперерабатывающих заводах или нефтехимических установках, включают пиролизный бензин, получаемый в качестве побочного продукта при крекинге нефтяных фракций с образованием легких олефинов, главным образом этилена и пропилена.
Пиролизный бензин имеет очень высокое октановое число, но совершенно нестабилен в отсутствие гидроочистки, так как, кроме того, желательные олефины, кипящие в пределах выкипания бензина, также содержат значительную долю диолефинов, которые имеют тенденцию к образованию смол при хранении.
Гидроочистка этих серосодержащих крекинг-лигроиновых фракций, как правило, вызывает снижение содержания олефинов и, следовательно, уменьшение октанового числа; когда увеличивается степень обессеривания, октановое число продукта с пределами выкипания бензина уменьшается. Некоторое количество водорода также может вызывать в некоторой степени гидрокрекинг, а также насыщение олефинов, в зависимости от условий операции гидроочистки.
Были выдвинуты различные предложения по удалению серы при сохранении олефинов, которые вносят положительный вклад в октановое число. Примеси серы имеют тенденцию к концентрированию в тяжелой бензиновой фракции, как отмечается в патенте США 3957625 (Orkin), в котором предлагается способ удаления серы путем гидрообессеривания тяжелой фракции полученного путем каталитического крекинга бензина с тем, чтобы сохранить вклад октана от олефинов, которые находятся главным образом в более легкой фракции. Согласно одному типу обычной коммерческой операции тяжелую бензиновую фракцию очищают таким путем. В качестве альтернативы селективность гидрообессеривания относительно насыщения олефинов можно изменять путем выбора пригодного катализатора, например, путем использования оксида магния в качестве носителя вместо более общепринятого оксида алюминия. В патенте США 4049542 (Gibson) предлагается способ, в котором используют медный катализатор для обессеривания олефинового углеводородного сырья, также как полученного путем каталитического крекинга легкого лигроина.
В любом случае, не обращая внимания на механизм, по которому это происходит, уменьшение октанового числа, которое имеет место как следствие удаления серы путем гидроочистки, вызывает диссонанс между возрастающей необходимостью получения бензинов с более высоким октановым числом и необходимостью получения полностью сгорающих, менее загрязненных малосернистых топлив. Этот неотъемлемый диссонанс еще более заметен при современном положении с малосернистыми нефтями.
В прошлом также были предложены другие способы очистки получаемых путем каталитического крекинга бензинов. Например, в патенте США 3759821 (Brennan) описывается способ повышения качества бензина, полученного путем каталитического крекинга путем разделения его на более тяжелую и более легкую фракции и очистки более тяжелой фракции при использовании катализатора ZSM-5, после которой подвергнутую очистке фракцию смешивают с более легкой фракцией. Другой способ, в котором крекинг-бензин разделяют до очистки, описывается в патенте США 4062762 (Howard), в котором раскрывается способ обессеривания лигроина путем разделения лигроина на три фракции, каждую из которых подвергают обессериванию по различным методикам, после которого фракции объединяют.
В патенте США 5143596 (Maxwell) и европейском патенте ЕР 420326-В1 описываются способы облагораживания серосодержащего исходного сырья в области бензинов путем риформинга при использовании устойчивого к сере катализатора, который является селективным по отношению к ароматизации. К катализаторам этого рода относятся металлсодержащие кристаллические силикаты, включая цеолиты, такие как содержащий галлий ZSM-5. Описанный в патенте США 5143596 способ относится к гидроочистке ароматического эффлюента из стадии риформинга. Конверсия нафтенов и олефинов в ароматические углеводороды составляет по крайней мере 50% в используемых жестких условиях, типично при температурах по крайней мере 400oС (750оF) и обычно выше, например, при 500oС (930оF). В подобных условиях обычный риформинг типично сопровождается значительными и нежелательными потерями выхода, обычно более чем 25%, и то же самое действительно в случае описанных в этих публикациях способов: о выходах С5+ в пределах 50-85% сообщается в европейском патенте 420326. Этому способу, следовательно, присущ традиционный недостаток риформинга, так что проблема разработки способа, при котором можно снижать содержание серы в крекинг-лигроине при минимизации потерь выхода, а также уменьшении расхода водорода, остается в прежнем состоянии.
В патенте США 5346609 описывается способ снижения содержания серы в крекинг-лигроине сначала путем гидроочистки лигроина для превращения серы в неорганическую форму, затем путем обработки с помощью катализатора, такого как ZSM-5, для восстановления потери октана в течениe стадии гидроочистки, главным образом путем избирательного крекинга низкооктановых парафинов. Этот способ, который коммерчески успешно осуществим, приводит к малосернистому лигроину с хорошим выходом, который может быть прямо введен в сборник бензина.
Сущность изобретения
В настоящее время авторами разработан способ каталитического обессеривания крекинг-фракций с
пределами
выкипания бензина, который позволяет снижать содержание серы до приемлемых уровней по существу без уменьшения октанового числа. Полезность настоящего способа заключается в уменьшении
расхода водорода
и уменьшении образования меркаптанов, по сравнению со способом, описанным в патенте США 5346609, и получении более высоких выходов, чем достигаемые при риформинге, в том числе в
способах, таких как
описанные в патенте США 5143590 и заявке на европейский патент ЕР 420326 В1.
Согласно настоящему изобретению способ повышения качества крекинг-лигроина включает первую стадию каталитической обработки, при которой происходит избирательный крекинг низкооктановых парафинов и олефинов в мягких условиях, так что ароматизация олефинов и нафтенов в сырье поддерживается на низком уровне, составляя обычно не более чем 25 масс.%. Стадия гидроочистки, которая следует за стадией каталитической обработки, приводит к снижению содержания серы и является менее вредной для октанового числа вследствие удаления олефинов в процессе первой стадии, причем в результате достигают октанового числа продукта, близкого к или даже превышающего таковое исходного лигроинового сырья. Общий выход жидких продуктов (С5+) является высоким, составляя обычно по крайней мере 90 масс.%, вследствие мягких условий, используемых в первой стадии способа, причем степень ароматизации ограничена. Путем превращения крекинг-лигроиновых олефинов до стадии гидроочистки снижаются насыщение олефина и расход водорода. Также путем осуществления последнего гидрообессеривания исключают образование меркаптанов за счет комбинации сероводорода с олефином при использовании цеолитного катализатора, что потенциально приводит к более высокой степени обессеривания или уменьшению необходимости обработки дальнейшего продукта, например, как описывается в заявке на патент США 08/001681.
Способ может быть использован для обессеривания легкой и широкой лигроиновых фракций при сохранении октанового числа с тем, чтобы устранить необходимость в риформинге таких фракций или по крайней мере без необходимости риформинга таких фракций до предварительно рассмотренной необходимой степени.
На практике может оказаться желательной гидроочистка крекинг-лигроина до введения его в контакт с катализатором в первой стадии ароматизации/крекинга с целью снижения содержания диенов в лигроине и таким образом увеличения продолжительности срока службы катализатора. Только очень ограниченной степени насыщения олефина достигают в аппарате для предварительной очистки и только незначительное количество подвергается обессериванию за это время.
Исходное сырье
Исходное сырье для способа
включает серосодержащую нефтяную фракцию, которая кипит в пределах
выкипания бензина. Сырье этого типа обычно включает легкий лигроин, обычно имеющий пределы выкипания от С6 до 166oС (330оF), широкую лигроиновую фракцию, обычно
имеющую пределы выкипания от С5, до 216oС (420оF), более тяжелые лигроиновые фракции, выкипающие в
пределах 127-211oС (260-412оF), или тяжелые
бензиновые фракции, выкипающие, или по крайней мере выкипающие, в пределах 166-211oС (330-500оF),
предпочтительно 166-260oС (330-412оF). Во многих случаях
сырье имеет 95% температур (определяют согласно ASTM D 86) по крайней мере 163oС (325оF) и
предпочтительно по крайней мере 177oС (350оF), например, 95%
температур составляют по крайней мере 193oС (380oF) или по крайней мере 220oС
(400оF).
Каталитический крекинг является пригодным источником крекинг-лигроина, обычно флюид-каталитический, однако также могут быть использованы способы термического крекинга, такие как коксование, для получения годного к употреблению сырья, такого как получаемый в процессе коксования лигроин, пиролизный бензин и другие, получаемые в процессе термического крекинга лигроины.
Способ может быть осуществлен при использовании чистой лигроиновой фракции, получаемой из стадии каталитического или термического крекинга, или, альтернативно, ее части. Так как сера имеет тенденцию концентрироваться в более высококипящих фракциях, предпочтительно, особенно когда производительность установки ограничена, отделяют более высококипящие фракции и их подвергают стадиям настоящего способа без обработки более низкокипящей фракции. Границы кипения между обработанной и необработанной фракциями могут изменяться в соответствии с присутствием соединений серы, однако обычно пригодны границы кипения фракций в диапазоне от 38oС (100оF) до 150oС (300оF), в большей степени обычно в диапазоне от 93оС (200оF) до 150oС (300оF). Точный выбор границ кипения фракций зависит от стандартных норм в отношении серы для бензина, а также от типа присутствующих соединений серы: более низкие границы кипения обычно необходимы в случае стандартных норм для более низкого содержания серы в продукте. Сера, присутствующая в компонентах, кипящих ниже 65oС (150оF), обычно находится в форме меркаптанов, которые могут быть удалены путем обработки экстрактивного типа, такой как обработка по Мероксу, однако гидроочистка является подходящей для удаления тиофена и других циклических соединений серы, присутствующих в более высококипящих компонентах, например, во фракциях компонентов, выкипающих выше 82oС (180оF). Обработка более низкокипящей фракции в способе экстрактивного типа, сочетаемая с гидроочисткой более высококипящих компонентов, следовательно, может представлять собой предпочтительный с экономической точки зрения параметр способа. Более широкие границы кипения фракций предпочтительны для минимизации количества сырья, которое проходит через установку для гидроочистки, и конечного выбора границ кипения фракций вместе с другими параметрами способа, такими как тип экстракции, следовательно, обессеривание проводят в соответствии со стандартными нормами для продукта, ограничениями исходного сырья и другими факторами.
Содержание серы в крекинг-фракции зависит от содержания серы в сырье для крекинга, а также пределов выкипания выбранной фракции, используемой в качестве исходного сырья в способе. Более легкие фракции, например, имеют тенденцию к более низким содержаниям серы, чем более высококипящие фракции. Практически содержание серы превышает 50 масс. ч/млн и обычно составляет более чем 100 масс. ч/млн, и в большинстве случаев более чем 500 масс. ч/млн. Для фракций, которые имеют 95% температур выше 193оС (380оF), содержание серы может превышать 1000 масс. ч/млн и может быть таким высоким, как 4000 или 5000 масс. ч/млн или даже выше, как показано ниже. Содержание азота не является характеристикой сырья, как содержание серы, и составляет предпочтительно не более чем 20 масс. ч/млн, хотя более высокие количества азота, обычно вплоть до 50 масс. ч/млн, могут быть найдены в некотором более высококипящем исходном сырье с 95% температур выше 193оС (380оF). Содержание азота, однако обычно не выше чем 250 или 300 масс. ч/млн. В результате крекинга, который предшествует стадиям настоящего способа, сырье для стадии гидрообессеривания является олефиновым, с содержанием олефинов по крайней мере 5 масс. % и более типично в диапазоне 10-20 масс.%, например, 15-20 масс. %; предпочтительно, сырье содержит олефины в количестве 10-20 масс.%, серу в количестве 100-5000 масс. ч/млн, азот в количестве 5-250 масс. ч/млн и бензол по крайней мере в количестве 5 объемн.%. В лигроинах термического крекинга часто содержатся диены, однако, как описано ниже, их предпочтительно удаляют путем гидрирования, осуществляемого в качестве стадии предварительной очистки.
Конфигурация
способа
Выбранное серосодержащее исходное сырье с пределами выкипания бензина
обрабатывают в две стадии путем пропускания сначала лигроина через селективный кислотный катализатор для
избирательного крекинга низкооктановых парафинов и превращения некоторых из олефинов и нафтенов
в ароматические углеводороды и ароматические боковые цепи путем алкилирования ароматических
углеводородов, первоначально присутствующих в сырье или образовавшихся за счет конверсии олефинов. Эффлюент
из этой стадии затем поступает в стадию гидроочистки, в которой присутствующие в
лигроиновом сырье сернистые соединения, большей частью непревращенные в первой стадии, превращаются в неорганическую
форму (H2S), которую можно удалять в сепараторе, следующем после
гидрообессеривания. Так как в первой стадии (крекинг/ароматизация) не получают никаких продуктов, которые мешают операции
второй стадии, эффлюент первой стадии может быть прямо направлен во вторую
стадию без необходимости разделения между стадиями,
В процессе первой стадии способа лигроиновое сырье сначала
обрабатывают путем введения в контакт с кислотным катализатором в условиях,
приводящих к некоторой ароматизации олефинов, которые находятся в сырье, вследствие крекинга вместе с избирательным
крекингом низкооктановых парафинов и олефинов. Так как олефины легко образуют
ароматические углеводороды в присутствии селективных катализаторов, условия в этой стадии являются относительно мягкими и
потери выхода находятся на низком уровне. Степень ароматизации ограничена,
причем содержание ароматических углеводородов в эффлюенте первой стадии сравнимо с таковым сырья. В процессе обеих стадий
способа ароматизация составляет величину ниже 50 масс.% (конверсия олефинов и
нафтенов в ароматические углеводороды). Конверсия олефинов и нафтенов в ароматические углеводороды типично ниже 25 масс.%
и часто ниже, например, составляет не более чем 10 или 15 масс.%.
При низких температурах первой стадии, когда преобладает общая химия способа, за счет гидроочистки, осуществляемой во второй стадии, конечный продукт может содержать меньше ароматических углеводородов, чем сырье, благодаря насыщению ароматических углеводородов при использовании катализатора гидроочистки. Мягкие условия, связанные с низкой степенью ароматизации, приводят к высокому выходу жидких продуктов (С5+), обычно по крайней мере 90 объемн. % или выше, например, 95 объемн. % или выше. В некоторых случаях выход С5+ может быть выше 100 объемн. % в результате низкой ароматизации, связанной с расширением объема в процессе гидроочистки.
Размер частиц и природа используемых в обеих стадиях катализаторов обычно определяются типом используемого способа, такого, как: жидкофазный способ с неподвижным слоем катализатора и нисходящим потоком сырья; способ со стекающей тонкой струйкой фазой с неподвижным слоем катализатора и восходящим потоком сырья; способ барботажного типа с псевдоожиженным слоем катализатора; или способ транспортного типа с псевдоожиженным слоем катализатора. Возможны все эти различные схемы способов, которые хорошо известны, хотя установка с неподвижным слоем катализатора и нисходящим потоком сырья является предпочтительной из-за простоты эксплуатации.
Обработка в первой стадии
Композиционно первая стадий обработки представляет собой избирательный крекинг низкооктановых
компонентов сырья, связанный с ограниченной степенью ароматизации нафтенов и олефинов, для
образования ароматических углеводородов и ароматических боковых цепей путем алкилирования ароматических
углеводородов. Олефины происходят из сырья, а также из увеличивающегося количества парафинов и
олефинов при крекинге комбинированного сырья. Может происходить некоторая изомеризация н-парафинов в
парафины с разветвленной цепью с повышением октанового числа, что вносит дальнейший вклад в
октановое число конечного продукта. Условия, используемые в этой стадии способа, являются такими, которые
приводят к контролируемой степени избирательного крекинга низкооктановых парафинов, главным
образом н-парафинов, лигроинового сырья, наряду с конверсией олефинов сырья и крекингом парафинов для
образования ароматических углеводородов и алкилирования ароматических углеводородов олефинами.
Типично, температура первой стадии составляет 150-455оС (300-850оF),
предпочтительно 177-425оС (350-800оF). Давление в этой реакционной зоне не критическое,
так как не происходит гидрирования, хотя более низкое давление в этой стадии способствует
благоприятному образованию олефинов путем крекинга парафинов. Давление, следовательно, зависит главным
образом от пригодности для осуществления этой стадии. Оно обычно составляет 445-10445 кПа
(50-1500 пси), предпочтительно 2170-7000 кПа (300-1000 пси), при часовых объемных скоростях жидкости обычно 0,
5-10 (час-1), как правило, 1-6 (час-1). Соотношение водорода к
углеводородному сырью обычно выбирают 0-890 л/л (при нормальных условиях) [0-5000 стандартных кубических футов на
баррель], предпочтительно 18-445 л/л (при нормальных условиях) [100-2500 стандартных
кубических футов на баррель], для сведения к минимуму старения катализатора.
В первой стадии обычно имеет место изменение объема материала с пределами выкипания бензина. Некоторое уменьшение объема жидкого продукта происходит в результате конверсии в более низкокипящие продукты (С5-), однако конверсия в продукты С5- составляет типично не более чем 10 объемн. %, и обычно ниже 5 объемн. %. Незначительное уменьшение объема жидких продуктов обычно происходит вследствие конверсии олефинов в ароматические углеводороды или включения их в ароматические углеводороды, однако вследствие ограниченной степени ароматизации в мягких реакционных условиях оно составляет типично не более чем 5%. Если сырье содержит значительные количества более высококипящих компонентов, содержание продуктов С5- может быть относительно более низким и на этом основании использование более высококипящих лигроинов является благоприятным, особенно фракций с 95% температур выше 177оС (350оF) и даже более предпочтительно выше 193оС (380оF) или, например, выше 205оС (400оF). Как правило, однако 95% температур не превышают 270оС (520оF), и обычно не выше чем 260оС (500оF).
Катализатор, используемый в первой стадии способа, обладает достаточной кислотной функциональностью для осуществления желательных реакций крекинга, ароматизации и алкилирования. Для этой цели он имеет значительную степень кислотной активности, и для этой цели наиболее предпочтительными материалами являются твердые, кристаллические каталитические материалы типа молекулярных сит, причем эти твердые материалы имеют средний размер пор и топологию ведущего себя как цеолит материала, который, в алюмосиликатной форме, имеет индекс проницаемости 2-12. Предпочтительными для этой цели катализаторами являются каталитические материалы, ведущие себя как цеолиты со средним размером пор, например, действующие как кислоты материалы, имеющие топологию алюмосиликатных цеолитов со средним размером пор. Эти цеолитные каталитические материалы представляют собой, например, такие, которые в своей алюмосиликатной форме имеют индекс проницаемости 2-12. Следует сделать ссылку на патент США 4784745 в отношении определения индекса проницаемости и описания методики измерения этой величины, а также полезности приводимых подробных сведений для некоторого количества каталитических материалов, имеющих соответствующую топологию и структуру системы пор.
Предпочтительные алюмосиликатные цеолиты со средним размером пор представляют собой таковые, имеющие топологию SZM-5, ZSM-11, ZSM-12, ZSM-21, ZSM-22, ZSM-23, ZSM-35, ZSM-48, ZSM-50 или МСМ-22, МСМ-36, МСМ-49 и МСМ-56, предпочтительно в алюмосиликатной форме. (Современные каталитические материалы, идентифицируемые номерами МСМ, раскрыты в следующих патентах: цеолит МСМ-22 описывается в патенте США 4954325; цеолит МСМ-36 описывается в патентах США 5250277 и 5292698; цеолит МСМ-49 описывается в патенте США 5236575; и цеолит МСМ-56 описывается в патенте США 5362697). Однако могут быть использованы другие каталитические материалы, обладающие соответствующей кислотной функциональностью. Особым классом каталитических материалов, которые могут быть использованы, являются, например, цеолиты с большим размером пор, которые имеют индекс проницаемости вплоть до 2 (в алюмосиликатной форме). Цеолиты этого типа включают морденит, бета-цеолит, фаязиты, также, как цеолит Y и ZSM-4. Также могут быть использованы другие огнеупорные твердые материалы, обладающие желательной кислотной активностью, структурой пор и топологией.
Катализатор должен обладать достаточной кислотной активностью для превращения соответствующих компонентов лигроинового сырья, как описано выше. Единственной мерой кислотной активности катализатора является его альфа-номер. Альфа-тест описывается в патенте США 3354078 и в J. Catalysis, 4, 527 (19655; 6, 278 (1966); и 61, 395 (1980), ссылка на которые приводится для описания этого теста. Экспериментальные условия теста, используемого для определения альфа-значений, приводимые в этом описании, включают постоянную температуру 538оС и переменную объемную скорость потока, как подробно описывается в J. Catalysis, 61, 395 (1980). Катализатор, используемый в этой стадии способа, соответственно, имеет альфа-активность по крайней мере 20, обычно в диапазоне 20-800 и предпочтительно по крайней мере 50-200. Для этого катализатора не нужна очень высокая кислотная активность, так как он желателен только для крекинга и перегруппировки такого количества лигроинового сырья, которое необходимо для поддерживания октанового числа без сильного уменьшения объема продукта с пределами выкипания бензина.
Активный компонент катализатора, как, например, цеолит, обычно используют в сочетании со связующим или носителем, так как размеры частиц ведущего себя как чистый цеолит материала слишком незначительны и приводят к чрезмерному понижению давления в каталитическом слое. Это связующее или носитель, который предпочтительно используют для осуществления этой стадии, представляет собой подходящий и огнеупорный связующий материал. Примеры таких материалов хорошо известны и обычно включают диоксид кремния, диоксид кремния-оксид алюминия, диоксид кремния-диоксид циркония, диоксид кремния-диоксид титана, оксид алюминия.
Катализатор, используемый в этой стадии способа, может не содержать никакого металлического компонента для гидрирования или он может включать функцию металла для гидрирования. Если обнаружено, что в существующих условиях желательно использовать особое сырье, то обычно находят применение металлы, такие как обычные металлы VIII группы, главным образом молибден, или их сочетания. Благородные металлы, такие как платина или палладий, не имеют преимущества перед никелем или другими обычными металлами.
Гидроочистка во второй стадии
Гидроочистку эффлюента первой стадии можно осуществлять путем введения сырья в контакт с катализатором
гидроочистки. В
условиях гидроочистки, по крайней мере некоторые из сернистых соединений, присутствующих в лигроине, которые остались неизмененными после прохождения стадии крекинга/ароматизации,
превращаются в
сероводород, который удаляют, когда обессеренный эффлюент поступает в сепаратор, следующий за установкой для гидроочистки. Обессеренный продукт кипит по существу в тех же самых пределах
кипения, как
и сырье (пределы выкипания бензина), но который имеет пониженное содержание серы, чем сырье. Содержание серы в продукте типично ниже 300 масс. ч/млн и в большинстве случаев ниже 50 масс.
ч/млн.
Содержание азота также снижено до уровней типично ниже 50 масс. ч/млн, обычно ниже 10
масс. ч/млн, за счет конверсии в аммиак, который также удаляют в стадии разделения.
Если стадию предварительной очистки осуществляют до каталитической обработки в первой стадии, может быть использован тот же самый тип катализатора гидроочистки, как и во второй стадии способа, но условия могут быть мягче, с тем, чтобы минимизировать насыщение олефинов и расход водорода. Так как насыщение первой двойной связи в диенах кинетически/термодинамически благоприятно относительно насыщения второй двойной связи, этой цели можно достигать путем соответствующего выбора условий. Соответствующие комбинации параметров обработки, такие как температура, давление водорода и главным образом объемная скорость, могут быть найдены эмпирическими способами. Эффлюент из установки для предварительной очистки может быть прямо направлен в первую стадию обработки, причем с некоторым слегка экзотермическим результатом протекают реакции гидрирования, обеспечивающие полезное повышение температуры для инициирования большей частью эндотермических реакций во время обработки в первой стадии.
В соответствии с целью сохранения октанового числа продукта и объема конверсию в продукты, кипящие ниже пределов выкипания бензина (С5-), в процессе второй стадии обессеривания поддерживают на минимальном уровне. Температура этой стадии, соответственно, составляет 220-454оС (400-850оF), предпочтительно 260-400оС (500-750оF), причем точный выбор зависит от обессеривания, необходимого для получения сырья, при использовании выбранного катализатора. Повышение температуры происходит в условиях экзотермических реакций, причем величины 11-55оС (20-100оF) являются типичными для большинства условий, и температуры на входе в реактор предпочтительно находятся в пределах 260-400оС (500-750оF).
Так как обессеривание крекинг-лигроина обычно протекает легко, могут быть использованы от низких до средних давления, типично 445-10443 кПа (50-1500 пси), предпочтительно 2170-7000 кПа (300-1000 пси). Давления представляют собой общее давление системы на входе в реактор. Давление обычно выбирают так, чтобы поддерживать желательную скорость старения катализатора при использовании. Объемная часовая скорость жидкости (стадия обессеривания) типично составляет 0,5-10 (час-1), предпочтительно 1-6 (час-1). Соотношение водорода к углеводородному сырью составляет типично 90-900 л/л (при нормальных условиях) [500-5000 стандартных кубических футов на баррель], обычно 180-445 л/л (при нормальных условиях) [1000-2500 стандартных кубических футов на баррель]. Степень обессеривания зависит от содержания серы в сырье и, естественно, от стандартных норм серы в продукте с соответствующим образом выбранными параметрами реакции. Обычно согласно способу работают с комбинацией условий, таких, что обессеривание должно составлять по крайней мере 50% предпочтительно по крайней мере 75%, по сравнению с содержанием серы в сырье.
Катализатор, используемый в стадии гидрообессеривания, соответствует традиционному катализатору обессеривания, представляющему собой металл группы VI и/или группы VIII периодической системы элементов на соответствующем носителе. Металлом группы VIII обычно является молибден или вольфрам, а металл группы VI обычно представляет собой никель или кобальт. Типичными являются их сочетания, такие как никель-молибден или кобальт-молмоден. Для осуществления этой стадии также пригодны другие металлы, обладающие функциональностью в отношении гидрирования. Носителем катализатора обычно является пористое твердое вещество, обычно оксид алюминия, или диоксид кремния-оксид алюминия, однако также могут быть использованы в качестве пригодных другие пористые вещества, такие как оксид магния, диоксид титана или диоксид кремния, используемые либо индивидуально, либо смешанными с оксидом алюминия или диоксидом кремния-оксидом алюминия.
Размер частиц и природа катализатора обычно определяются типом осуществляемого способа конверсии, такого как: жидкофазный способ с неподвижным слоем катализатора и нисходящим потоком сырья; жидкофазный способ с неподвижным слоем катализатора и с восходящим потоком сырья; жидкофазный или газофазный способ барботажного типа с неподвижным слоем псевдоожиженного материала; или жидкофазный, или газофазный способ транспортного типа с псевдоожиженным слоем катализатора, как указано выше, причем предпочтительно функционирование по типу с нисходящим потоком сырья и неподвижным слоем катализатора.
Примеры
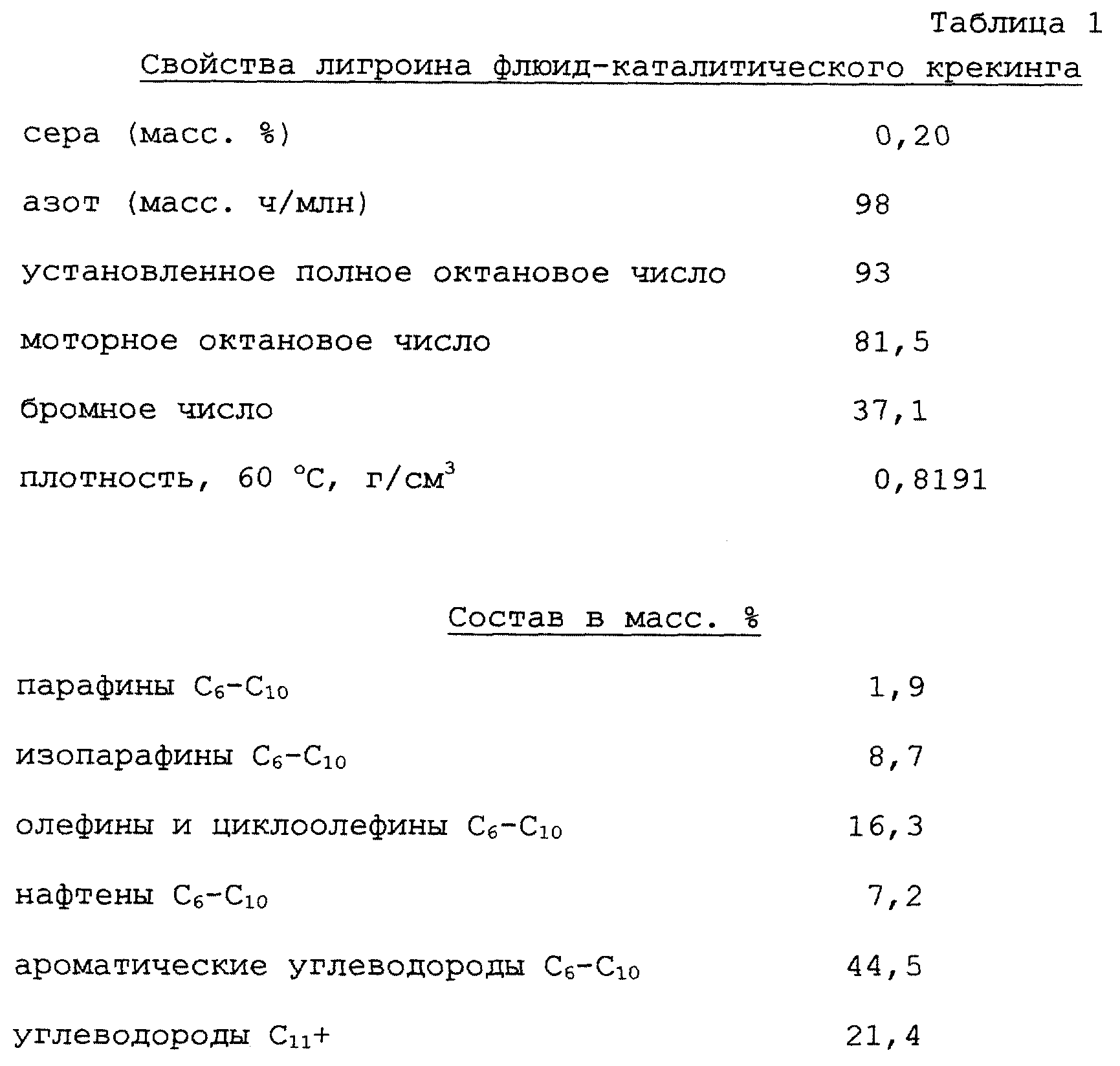
Фракцию с температурой выкипания 99оС+ (210оF+) лигроина флюид-каталитического крекинга, состав и свойства которой представлены ниже в таблице 1, вводят вместе с
водородом
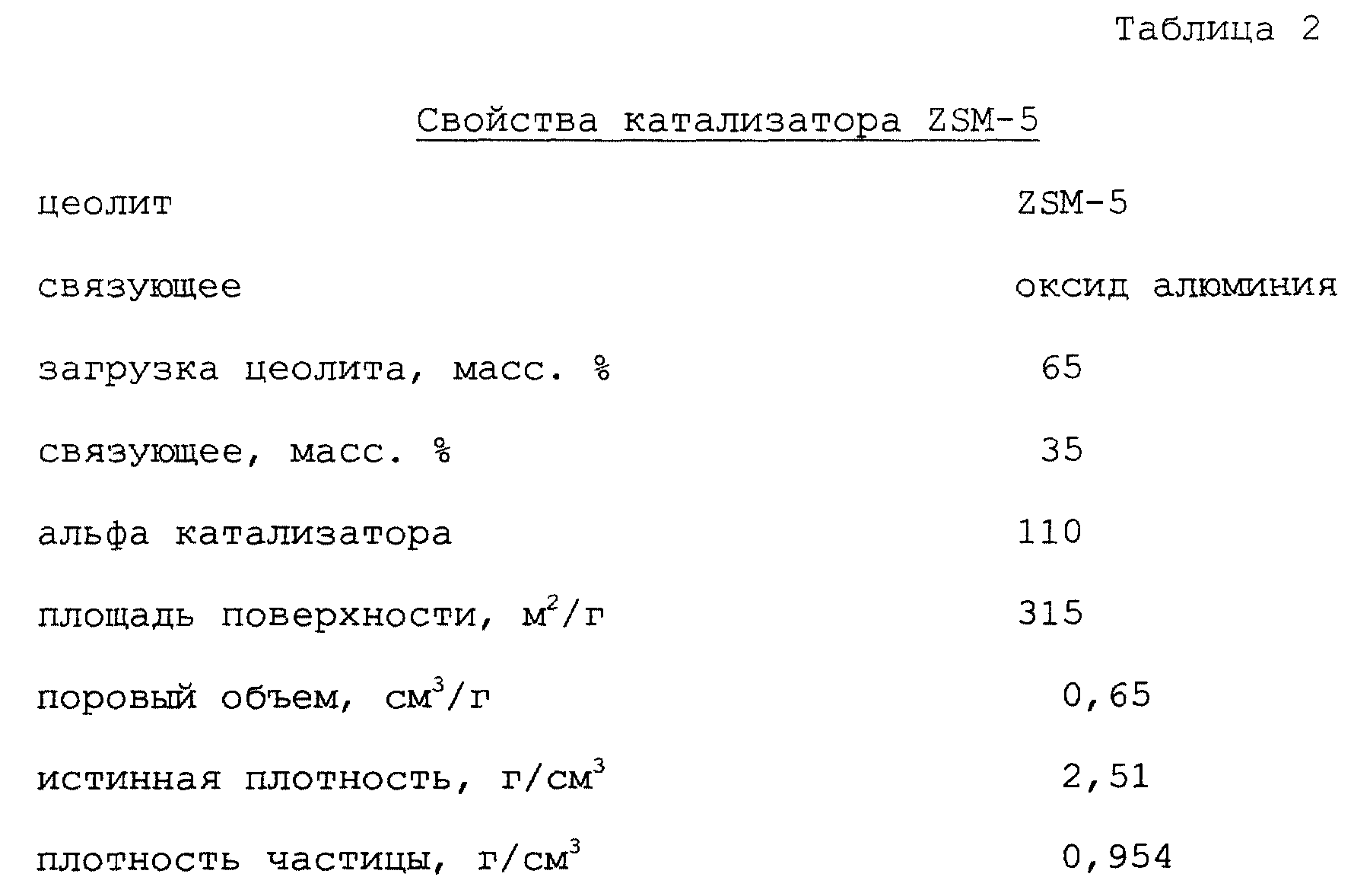
в реактор с неподвижным слоем катализатора, содержащий катализатор ZSM-5 со свойствами, указанными ниже в таблице 2.
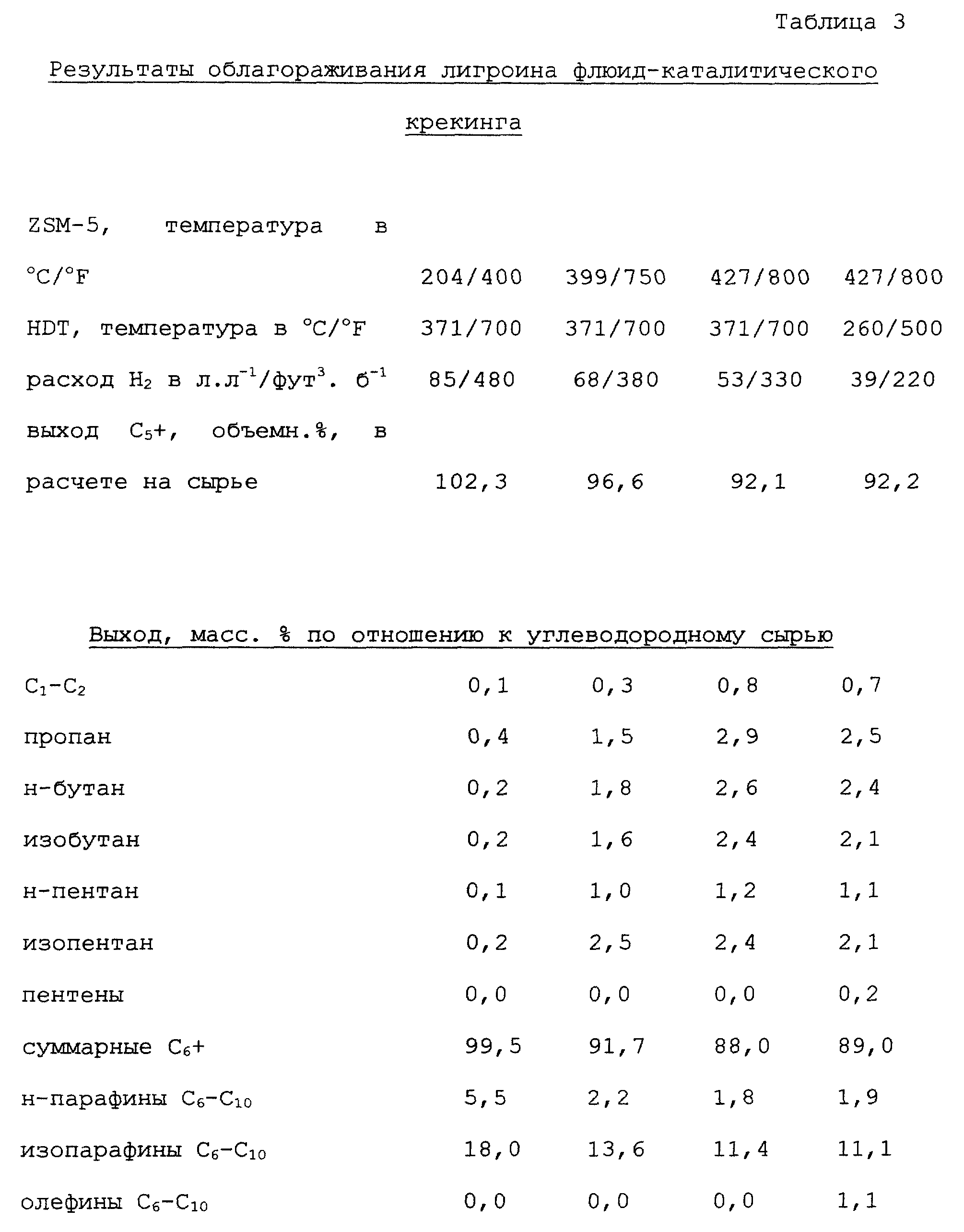
Весь эффлюент из первого реактора направляется во второй реактор с неподвижным слоем катализатора, содержащий продажный катализатор CoMo/Al2O3 (Akzo K742-3Q). Скорость подачи сырья является постоянной, такой, что часовая объемная скорость жидкости через катализатор ZSM-5 составляет 1,0 (час-1) и часовая объемная скорость жидкости через катализатор гидроочистки составляет 2,0 (час-1). Общее давление в реакторе поддерживается при 4171 кПа (590 пси) и одновременная подача водорода является постоянной, составляющей 356 л/л (при нормальных условиях) [2000 стандартных кубических футов на баррель] лигроинового сырья. Температура реактора с ZSM-5 изменяется от 205оС до 427оС (от 400 до 800оF), тогда как температура реактора гидроочистки (HDT) составляет 260-370оС (500-700оF). Результаты представлены ниже в таблице 3.
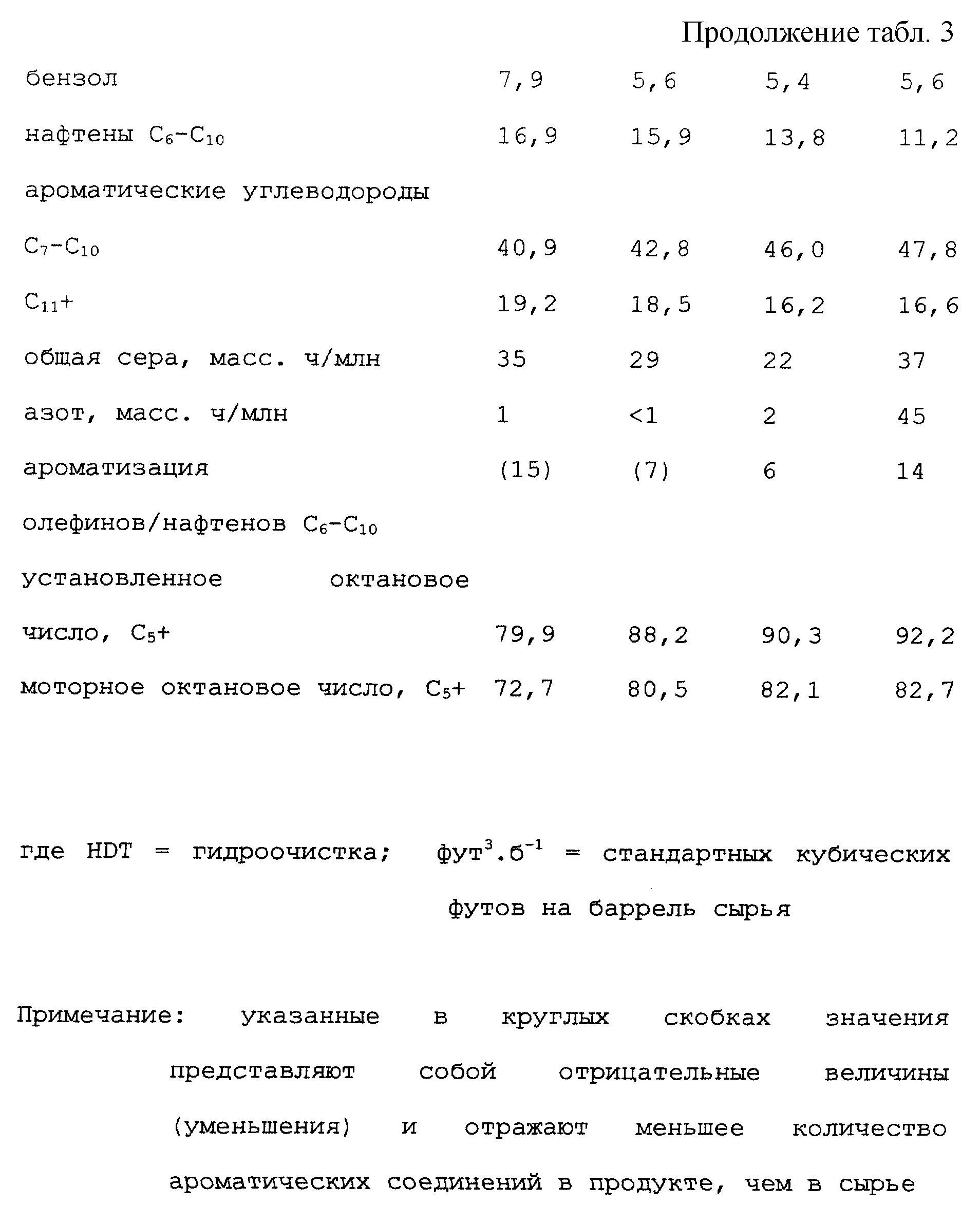
Как видно из таблицы 3, повышение температуры в случае ZSM-5 при постоянной температуре гидроочистки строго приводит к повышению октановых чисел и снижению выходов С5+. Также можно достигать степеней обессеривания выше 94%. Расход водорода увеличивается с возрастанием температуры ZSM-5 благодаря повышающейся конверсии олефинов крекинг-лигроина при использовании кислотного катализатора скорее, чем в случае расходующих водород реакций при использовании катализатора гидроочистки; расход водорода может быть снижен далее путем снижения температуры гидроочистки до 260oС (500oF) с небольшим эффектом гидрообессеривания. Эта более низкая температура гидроочистки также приводит к увеличению октанового числа продукта, тогда как снижается насыщение ароматических углеводородов. Ароматизация олефинов и нафтенов сырья происходит в низкой степени и в течение обеих стадий способа содержание ароматических углеводородов может даже быть снижено относительно сырья. Выходы жидких продуктов являются высокими во всех случаях, причем самых высоких выходов достигают при низких температурах первой стадии, когда могут быть достигнуты увеличения объема продукта.
Реферат
Использование: нефтехимия. Сущность: малосернистый бензин получают из олефинового серосодержащего крекинг-лигроина (нафты) путем обработки с помощью кислотного катализатора, предпочтительно цеолита со средним размером пор, такого как ZSM-5, для крекинга низкооктановых парафинов и олефинов в относительно мягких условиях с ограниченной ароматизацией олефинов и нафтенов. За этой обработкой следует гидрообессеривание при использованиии катализатора гидроочистки, такого как СоМо на оксиде алюминия. В первоначальной стадии очистки при использовании кислотного катализатора удаляют олефины, которые иначе насыщались бы в стадии гидрообессеривания при потреблении водорода и снижении октанового числа продукта, и превращают их в соединения, которые вносят положительный вклад в октановое число. Общий выход жидких продуктов является высоким, обычно по крайней мере 90 мас.% и выше. Содержание ароматических углеводородов в продукте обычно увеличивается не более чем на 25 мас.% относительно сырья и может быть ниже, чем в сырье. Технический результат: снижение содержания серы до приемлемого уровня без уменьшения октанового числа. 2 с. и 8 з.п. ф-лы, 3 табл.
Комментарии