Способ производства олефинов и ароматических углеводородов - RU2615160C2
Код документа: RU2615160C2
Чертежи

Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к комплексному способу и, в частности, к способу производства легких олефинов и легких ароматических углеводородов с применением нафты в качестве сырья.
УРОВЕНЬ ТЕХНИКИ
Каталитический риформинг и паровой крекинг являются хорошо развитыми технологиями, которые хорошо освоены промышленностью и в которых основным назначением каталитического риформинга является получение ароматических углеводородов, высокооктанового бензина и водорода. Во время каталитического риформинга может одновременно происходить несколько конкурирующих реакций, включая дегидрогенизацию алкилциклогексана с образованием ароматического углеводорода, дегидроизомеризацию алкилциклопентана до ароматических углеводородов, дегидроциклизацию алканов до ароматических углеводородов, гидрокрекинг алканов до легких углеводородных продуктов за пределами интервала кипения бензина, деалкилирование алкилбензола и изомеризацию алканов. Чтобы получать компонент смешения бензинов с высоким октановым числом или ароматические углеводороды, желательна не только конверсия циклоалканов до ароматических углеводородов, но также максимальная конверсия алканов для увеличения выходов ароматических углеводородов.
Когда для получения ароматических углеводородов применяют каталитический риформинг нафты, ароматические углеводороды содержат значительное количество относительно менее дорогих тяжелых C9+-ароматических углеводородов вдобавок к более дорогим легким ароматическим углеводородам BTX (бензол, толуол и ксилол). Основным назначением парового крекинга является получение этилена, пропилена и бутадиена. Из-за растущего рыночного спроса на пропилен и бутадиен для химической промышленности существует серьезная проблема, как увеличить выход BTX, пропилена и бутадиена из ограниченных ресурсов нафты.
Сырьем для каталитического риформинга является нафта, которая также является основным компонентом, из которого состоит сырье для установки парового крекинга. Из-за того, что сырая нефть становится более тяжелой, что приводит к снижению выхода нафты, и из-за растущего мирового спроса на легкие олефины и ароматические углеводороды, большой проблемой становится конкуренция за сырье между каталитическим риформингом и паровым крекингом.
Нафта представляет собой смесь, состоящую из нормальных алканов, изоалканов, циклоалканов, ароматических углеводородов и т.п. Крекинг нормального алкана приводит к более высокому выходу этилена по сравнению с крекингом изоалкана и циклоалкана; крекинг циклоалкана приводит к относительно более высоким выходам пропилена и бутадиена, в то время как бензольное кольцо ароматического углеводорода относительно трудно подвергается крекингу в обычных условиях крекинга, внося небольшой вклад в выработку этилена. Однако в условиях каталитического риформинга циклоалкан легко превращается в ароматический углеводород и поэтому является хорошим сырьем для каталитического риформинга. Следовательно, проблема оптимизации сырья для установок каталитического риформинга и парового крекинга является проблемой, подлежащей решению в данной области техники, в решении которой весьма заинтересованы специалисты в данной области.
Способы выделения алкана и ароматического углеводорода из нафты включают в себя адсорбционное выделение и экстракционное разделение.
С помощью адсорбционного выделения из нафты можно выделять нормальный алкан. Например, в публикации CN1476474A описан способ производства этилена паровым крекингом нормальных алканов, включающим в себя фракционирование нафты с получением потока C5-алкана и потока C6-C9-углеводородов; проведение адсорбционного выделения C6-C9-углеводородов селективной адсорбцией нормальных алканов; последующее применение полученного при фракционировании потока C5-алкана в качестве десорбента; и подачу алканов в десорбирующем растворе после отделения от C5-алкана в зону парового крекинга для получения этилена; и подачу очищенной нефти в зону риформинга для получения бензина с высоким октановым числом.
В публикации CN101198574A описан способ производства этилена паровым крекингом нормальных алканов, включающим в себя проведение адсорбционного выделения C5-C9-углеводородов; отделение нормальных алканов от разветвленных алканов; применение C10-C16-углеводородов и их смеси в качестве десорбента; подачу нормальных алканов после адсорбционного выделения в зону парового крекинга для получения этилена; и подачу разветвленных углеводородов в зону риформинга для превращения в ароматические углеводороды.
В публикации CN1710030A описан способ оптимизации применения нафты, в котором для адсорбционного разделения нафты применяется молекулярное сито (5 A); разделение десорбированного нефтепродукта с высоким содержанием нормальных углеводородов и очищенного нефтепродукта с высоким содержанием разветвленных углеводородов, при этом содержание нормальных углеводородов в очищенной нефти составляет 80-100 масс.%. Десорбированную нефть применяют в качестве высококачественного сырья для парового крекинга или подвергают ректификации с получением узкокипящих фракций, из которых, в свою очередь, получают реагенты и высококачественные продукты-растворители; и очищенную нефть применяют в качестве высококачественного сырья для каталитического риформинга или компонента смешения чистого (без присадок) бензина с высоким октановым числом.
В публикации CN1292050C описан способ выделения нормальных алканов из всей лигроиновой фракции, включающий в себя извлечение ароматических углеводородов из всей лигроиновой фракции сырья с применением способа адсорбционного выделения и затем разделение нормальных алканов и разветвленных алканов всей лигроиновой фракции после деароматизации с применением способа адсорбционного выделения. После адсорбционного выделения компонент лигроиновых фракций с высоким содержанием нормальных алканов можно применять для ввода в установку парового крекинга, чтобы увеличить выход этилена на установке парового крекинга; компонент с высоким содержанием изоалканов можно применять в качестве сырья для установки каталитического риформинга, чтобы увеличить выход бензина риформинга или ароматических углеводородов; и компонент с высоким содержанием ароматических углеводородов можно применять для ввода в установку карбонизации или риформинга. Кроме того, в обоих из двух адсорбционных выделений согласно изобретению применяются эффективные десорбирующие агенты, которые позволяют проводить эффективную регенерацию и возврат в оборот адсорбента после его насыщения в процессе адсорбции.
В публикации CN1277907C описан способ восстановительной обработки нафты, содержащий стадии: (1) проведения экстракционного разделения нафты с целью ее разделения на очищенную нефть и нефтяной экстракт; (2) подачи очищенной нефти в установку парового крекинга для получения этилена и (3) подачи нефтяного экстракта в установку риформинга для преобразования. Экстракционное разделение, применяемое в изобретении, фактически представляет собой экстракцию жидкости жидкостью. В приводимых примерах в качестве растворителя для экстракции применяется сульфолан с отношением растворитель/нефть, равным 11, рабочая температура составляет 95-128°C, и рабочее давление составляет 0,6-1,0 МПа. Применяемые рабочие параметры могут способствовать только разделению алканов и ароматических углеводородов, и основным компонентом очищенной нефти являются алканы.
Несмотря на то, что в описанных выше технологиях адсорбционного выделения применение нормальных алканов в качестве сырья для парового крекинга может увеличивать выход этилена, желательный выход этилена сопровождается значительным увеличением потребности в нафте, что обусловлено относительно низким содержанием в нафте нормальных алканов. В описанной выше технологии экстракционного разделения получают очищенную нефть с высоким содержанием алканов и нефтяной экстракт с высоким содержанием ароматических углеводородов и циклоалканов. Несмотря на то, что очищенная нефть с высоким содержанием алканов, применяемая в качестве сырья для парового крекинга, может увеличивать выход этилена, тяжелые циклоалканы используются неэффективно, что приводит к пониженному выходу пропилена и бутадиена. Кроме того, когда содержание алканов в нафте относительно низкое, для получения желательного выхода триенов потребность в нафте значительно увеличивается.
Сущность изобретения
Целью настоящего изобретения является обеспечение способа производства олефинов и ароматических углеводородов, при котором в качестве сырья применяют нафту, и возможно получение более легких олефинов и легких ароматических углеводородов.
Предлагаемый в настоящем изобретении способ производства олефинов и ароматических углеводородов из нафты содержит следующие стадии:
1. Проведение экстракционного разделения нафты с получением очищенной нефти, содержащей алканы и циклоалканы, и нефтяного экстракта, содержащего циклоалканы и ароматические углеводороды, при этом весовое отношение между циклоалканами, содержащимися в очищенной нефти, и циклоалканами, содержащимися в нафте, составляет 10-35%;
2. Контактирование нефтяного экстракта, содержащего циклоалканы и ароматические углеводороды, с катализатором риформинга в реакционных условиях каталитического риформинга: 0,2-3,0 МПа, 300-550°C, молярное отношение водород/углеводород 0,5-20 и объемная (волюмометрическая) скорость подачи 0,1-50 час-1, для получения риформата с высоким содержанием ароматических углеводородов;
3. Проведение реакций крекинга очищенной нефти, содержащей алканы и циклоалканы, с получением олефинов.
В способе согласно настоящему изобретению сначала проводят экстракционное разделение нафты; при экстракционном разделении тяжелые циклоалканы (C9+-циклоалканы) нафты переходят в очищенную нефть, и очищенную нефть подвергают крекингу с получением повышенных количеств пропилена и бутадиена, то есть повышенных выходов легких олефинов (этилен, пропилен и бутадиен) в продуктах крекинга, в то время как нефтяной экстракт подвергают риформингу с получением легких ароматических углеводородов. Способ согласно настоящему изобретению увеличивает степень использования нафты с помощью подходящего выделения ароматических углеводородов, циклоалканов и алканов.
Описание чертежей
На фигуре 1 представлена технологическая схема способа согласно изобретению с применением гидроочищенной нафты в качестве сырья для получения олефинов и ароматических углеводородов.
На фигуре 2 представлена технологическая схема способа согласно изобретению с применением нафты в качестве сырья для получения олефинов и ароматических углеводородов.
Варианты осуществления изобретения
В соответствии со способом согласно изобретению проводят экстракционное разделение нафты, при котором циклоалканы переходят в нефтяной экстракт, содержащий циклоалканы и ароматические углеводороды, и очищенную нефть, содержащую алканы и циклоалканы. Таким образом, циклоалканы пропорционально распределяются между очищенной нефтью и нефтяным экстрактом в соответствии с числом атомов углерода. Часть тяжелых циклоалканов переходит в очищенную нефть, а относительно более легкие циклоалканы (C6-C8- циклоалканы) переходят в нефтяной экстракт. Тяжелые циклоалканы, содержащиеся в очищенной нефти, увеличивают выходы пропилена и бутадиена в продукте крекинга. Легкие циклоалканы, содержащиеся в нефтяном экстракте, увеличивают выход легких ароматических углеводородов (BTX) в риформате. По сравнению с предыдущим уровнем техники способ согласно настоящему изобретению может превращать нафту в более легкие олефины (этилен, пропилен и 1,3-бутадиен) и более легкие ароматические углеводороды (BTX).
На стадии (1) способа согласно настоящему изобретению проводят экстракционное разделение нафты с перераспределением циклоалканов нафты таким образом, чтобы часть циклоалканов переходила в очищенную нефть вместе с алканами, а другая часть циклоалканов переходила в нефтяной экстракт вместе с ароматическими углеводородами. Способ экстракционного разделения может представлять собой экстракционное разделение жидкость-жидкость или экстрактивную перегонку.
Весовое отношение между циклоалканами, содержащимися в очищенной нефти, полученной при экстракционном разделении на стадии (1), и циклоалканами, содержащимися в нафте, составляет предпочтительно 13-35 масс.%, более предпочтительно 15-35 масс.%. В настоящем изобретении очищенная нефть содержит относительно меньшее количество C6-C8 циклоалканов. Весовое отношение между C6-C8 циклоалканами, содержащимися в очищенной нефти, полученной при экстракционном разделении, и C6-C8 циклоалканами, содержащимися в нафте, составляет предпочтительно 3-40%, более предпочтительно 3-30%. Весовое отношение между C9+-циклоалканами, содержащимися в очищенной нефти, и C9+-циклоалканами, содержащимися в нафте, составляет предпочтительно 1-48%, более предпочтительно 30-48%.
На стадии (1) экстракцию жидкости жидкостью можно проводить в экстракционной колонне для экстракции жидкости жидкостью. Условия эксплуатации экстракционной колонны для экстракции жидкости жидкостью включают в себя: весовое отношение между растворителем для экстракции и нафтой, подаваемой в экстракционную колонну для экстракции жидкости жидкостью, 3-8:1, предпочтительно 3-7:1, более предпочтительно 4-7:1; температуру верхней части экстракционной колонны для экстракции жидкости жидкостью 130-190°C, предпочтительно - не выше 180°C, более предпочтительно - не выше 170°C, подходящая температура составляет 130-150°C и давление в экстракционной колонне для экстракции жидкости жидкостью составляет не менее 0,8 МПа, предпочтительно 1,1-2,0 МПа. Альтернативно можно проводить экстрактивную перегонку в колонне экстрактивной перегонки. Условия эксплуатации колонны экстрактивной перегонки включают в себя: весовое отношение между растворителем для экстрактивной перегонки и нафтой, подаваемой в колонну экстрактивной перегонки, 3-8:1, предпочтительно 3-6:1; температура верхней части колонны экстрактивной перегонки 70-190°C и давление 0,1-0,3 МПа.
В настоящем изобретении давление в колонне экстрактивной перегонки представлено в виде абсолютного давления, в то время как все другие давления представляют собой манометрические давления.
Растворитель, применяемый на стадии (1) для осуществления экстракции жидкости жидкостью или экстрактивной перегонки нафты, представляет собой растворитель, выбранный из группы, состоящей из сульфолана, фурфурола, N-метилпирролидона, N-формилморфолина, тригликоля, тетрагликоля, пентагликоля, дифенилметана и α-метилнафталина или смеси любых двух или более описанных выше веществ. При экстрактивной перегонке растворитель, применяемый для экстрактивной перегонки, предпочтительно содержит 35-68 масс.% сульфолана, 30-63 масс.% сорастворителя и 0,2-2,0 масс.% воды. Сорастворитель выбран из группы, состоящей из алкилнафталина, бифенила, дифенилметана, дифенилэтана и диалкилфенилметана.
В частности, способ экстракционного разделения жидкости жидкостью согласно настоящему изобретению содержит: контактирование нафты с растворителем для экстракции жидкой фазы в экстракционной колонне для экстракции жидкости жидкостью с получением обогащенного растворителя с высоким содержанием ароматических углеводородов и циклоалканов в нижней части колонны и с получением раствора рафината, содержащего алканы и циклоалканы, в верхней части колонны. Раствор рафината предпочтительно очищают в скруббере и удаляют остаточное следовое количество растворителя для получения очищенной нефти, содержащей алканы и циклоалканы. Обогащенный растворитель с высоким содержанием ароматических углеводородов и циклоалканов подают в колонну регенерации растворителя, из которой ароматические углеводороды и циклоалканы отводятся в верхней части колонны регенерации растворителя, а полученный при этом обедненный растворитель отводится в нижней части колонны и возвращается в экстракционную колонну для экстракции жидкости жидкостью для циклического использования.
При разделении экстрактивной перегонкой нафту подают в колонну экстрактивной перегонки, чтобы она вступала в контакт с растворителем для экстракции в условиях образования газожидкостной фазы. Учитывая разное воздействие растворителя на алканы и циклоалканы с соответствующими летучестями, очищенная нефть, которая имеет высокое содержание алканов и содержит часть циклоалканов и меньшую часть растворителя, отводится из верхней части колонны, а обогащенный растворитель с высоким содержанием ароматических углеводородов и циклоалканов отводится из нижней части колонны в колонну регенерации растворителя. Ароматические углеводороды и циклоалканы выделяют из обогащенного растворителя, и полученный при этом обедненный растворитель возвращают в колонну экстрактивной перегонки для циклического применения.
Примеси олефинов, серы, азота, мышьяка, кислорода, хлора и т.п., содержащиеся в сырье для реакции риформинга, могут оказывать неблагоприятное воздействие на установку каталитического риформинга и катализатор риформинга, поэтому перед проведением реакции риформинга предпочтительно подвергать сырье для риформинга гидроочистке, для того чтобы насытить содержащиеся в нем олефины гидрированием и одновременно удалить примеси серы, азота, мышьяка, кислорода, хлора и т.п, получая в результате гидроочищенное сырье для риформинга.
В способе согласно настоящему изобретению как нафту со стадии (1), так и нефтяной экстракт со стадии (2) предпочтительно подвергают гидроочистке. В частности, нафту со стадии (1) предпочтительно подвергают гидроочистке перед экстракционным разделением, или нефтяной экстракт со стадии (2) подвергают гидроочистке перед проведением реакции риформинга, чтобы насытить содержащиеся в них олефины и удалить содержащиеся в них примеси. Благодаря этому содержание серы в очищенной нафте или в очищенном нефтяном экстракте составляет менее 0,5 мкг/г, содержание азота составляет менее 0,5 мкг/г, содержание мышьяка составляет менее 1,0 нг/г и содержание свинца составляет менее 10 нг/г.
При гидроочистке температура реакции составляет 260-460°C, предпочтительно 280-400°C, давление составляет 1,0-8,0 МПа, предпочтительно 1,6-4,0 МПа, объемная (волюмометрическая) скорость подачи сырья составляет 1-20 час-1, предпочтительно 2-8 час-1, и объемное отношение водород/углеводороды во время реакции составляет 10-1000:1, предпочтительно 50-600:1.
Катализатор для гидроочистки должен быть способен промотировать насыщение олефинов гидрированием и одновременно промотировать гидродесульфуризацию (обессеривание), деазотирование и дезоксидацию. Катализатор для гидроочистки содержит 5-49 масс.% активного компонента катализатора гидрирования, 0,1-1,0 масс.% галогена и 50,0-94,9 масс.% неорганического оксида-носителя. Активный компонент катализатора гидрирования представляет собой оксид одного или нескольких металлов, выбранных из группы, состоящей из Co, Ni, Fe, W, Mo, Cr, Bi, Sb, Zn, Cd, Cu, In и редкоземельного металла. Неорганический оксид носитель предпочтительно представляет собой оксид алюминия.
Стадия (2) способа согласно изобретению включает в себя каталитический риформинг нефтяного экстракта, содержащего ароматические углеводороды и циклоалканы. Давление при осуществлении реакции каталитического риформинга предпочтительно составляет 0,2-2,0 МПа. Температура предпочтительно составляет 350-520°C, более предпочтительно 400-520°C. Объемная (волюмометрическая) скорость подачи нафты предпочтительно составляет 1,0-30 час-1, более предпочтительно 2,0-25,0 час-1.
Молярное отношение водород/углеводороды в реакции каталитического риформинга на стадии (2) предпочтительно составляет 1-8:1.
Каталитический риформинг согласно настоящему изобретению можно применять в виде непрерывной технологии риформинга (с подвижным слоем), технологии риформинга с периодической регенерацией катализатора (с неподвижным слоем) или технологии риформинга с циклической регенерацией катализатора.
Катализатор, применяемый для каталитического риформинга на стадии (2) способа согласно настоящему изобретению, содержит 0,01-5,0 масс.% металла VIII группы, 0,01-5,0 масс.% галогена и 90,0-99,97 масс.% неорганического оксида-носителя.
Если для осуществления реакции риформинга применяется непрерывный риформинг с движущимся слоем, то катализатор предпочтительно содержит 0,01-3,0 масс.% металла VIII группы, 0,01-5,0 масс.% галогена, 0,01-5,0 масс.% Sn и 87,0-99,97 масс.% неорганического оксида-носителя. Если для осуществления реакции риформинга применяется риформинг с неподвижным слоем и периодической регенерацией катализатора, то катализатор предпочтительно содержит 0,01-3,0 масс.% металла VIII группы, 0,01-5,0 масс.% галогена, 0,01-5,0 масс.% Re и 87,0-99,97 масс.% неорганического оксида-носителя. Sn или Re служит в качестве второго металлического компонента.
Катализатор для описанного выше непрерывного риформинга или риформинга с периодической регенерацией катализатора также может включать в себя один или несколько третьих металлических компонентов, выбранных из группы, состоящей из щелочного металла, щелочноземельного металла, редкоземельного элемента, In, Co, Ni, Fe, W, Mo, Cr, Bi, Sb, Zn, Cd и Cu.
Металл VIII группы в упомянутом выше катализаторе предпочтительно представляет собой платину. Неорганический оксид-носитель предпочтительно представляет собой оксид алюминия.
Катализатор для риформинга получают общеизвестным способом. Прежде всего получают носитель определенной формы, который может быть в форме шариков или полосок. Затем методом погружения вводят в состав носителя металлический компонент и галоген. Если катализатор содержит второй и/или третий металлический компонент, предпочтительно сначала в носитель вводят второй и/или третий металлический компонент с последующим введением металла VIII группы и галогена. После введения металлического компонента носитель сушат и обжигают при температуре 450-650°C, получая при этом катализатор риформинга в окисленном состоянии. Катализатор риформинга в окисленном состоянии необходимо подвергать восстановлению при температуре 315-650°C в атмосфере водорода, чтобы получить катализатор риформинга в восстановленном состоянии. В отношении катализатора риформинга на основе платины-рения требуется дополнительная обработка путем предсульфуризации.
Стадия (3) способа согласно настоящему изобретению включает в себя крекинг очищенной нефти. Реакцию крекинга осуществляют в следующих условиях: давление 0,05-0,30 МПа, время пребывания реагента 0,01-0,6 с, весовое отношение вода/нефть 0,3-1,0, температура на выходе из печи крекинг-установки 760-900°C.
Нафта согласно настоящему изобретению представляет собой смесь углеводородов с начальной точкой кипения 40-80°C, определяемой согласно стандарту ASTM D-86, и конечной температурой разгонки 160-220°C.
Нафта выбрана из группы, состоящей из прямогонной нафты, нафты гидрокрекинговой очистки, нафты коксования, нафты, полученной каталитическим крекингом, или промыслового конденсата.
Нафта содержит 30-85 масс.% алканов, 10-50 масс.% циклоалканов и 5-30 масс.% ароматических углеводородов. Содержание C6-C8-циклоалканов в нафте составляет 12-20 масс.%.
Настоящее изобретение дополнительно будет проиллюстрировано со ссылкой на чертежи.
На фигуре 1 нафта из трубопровода 1 смешивается с дополнительным водородом из трубопровода 2 и затем вместе с возвращаемым в оборот водородом из трубопровода 9 подается в реактор гидроочистки 3. Продукт гидроочистки через трубопровод 4 подают в сепарационную емкость 5 для отделения газа от жидкости. Газ с высоким содержанием водорода, выделяемый из верхней части сепарационной емкости 5 для отделения газа от жидкости, подают через трубопровод 6 в циркуляционный компрессор 8, а вытекающий поток из нижней части сепарационной емкости 5 для отделения газа от жидкости подают через трубопровод 7 в ректификационную колонну 10. После ректификации сжиженный газ отводится через трубопровод 11 в верхней части ректификационной колонны 10, а очищенная нафта отводится из нижней части ректификационной колонны 10 и подается через трубопровод 12 в зону экстракционного разделения 13. Зона экстракционного разделения 13 может представлять собой установку для экстракции жидкости жидкостью или установку для экстрактивной перегонки. При экстракционном разделении алканы отделяются от ароматических углеводородов, в то же время часть циклоалканов при разделении переходит в компонент, обогащенный алканами, а другая часть переходит в компонент, обогащенный ароматическими углеводородами. После экстракционного разделения компонент с высоким содержанием алканов, также содержащий циклоалканы, подают через трубопровод 14 в водяной скруббер 16 (в случае экстрактивной перегонки компонент можно подавать непосредственно в зону парового крекинга 22 без мокрой очистки). После мокрой очистки компонент подают через трубопровод 17 в зону парового крекинга 22 для осуществления парового крекинга. Смесь, содержащая растворитель для экстракции и воду, отводимую из нижней части водяного скруббера 16, отводится через трубопровод 18, при этом смесь может возвращаться в зону экстракционного разделения 13 для циклического применения. Обогащенный растворитель с высоким содержанием циклоалканов и ароматических углеводородов, отводимый из зоны экстракционного разделения 13, подают через трубопровод 15 в колонну регенерации растворителя 19 для выделения растворителя. Обедненный растворитель, полученный в нижней части колонны регенерации растворителя 19, отводится через трубопровод 21, при этом обедненный растворитель может возвращаться в зону экстракционного разделения 13 для циклического применения. Поток, содержащий ароматические углеводороды и циклоалканы, полученный в верхней части колонны регенерации растворителя 19, смешивается в трубопроводе 20 с водородом, возвращаемым в оборот через трубопровод 29 со стадии риформинга, и затем подается в реактор риформинга 23 для осуществления каталитического риформинга. Реакционный продукт риформинга подают через трубопровод 24 в сепарационную емкость 25 для риформата, чтобы отделить газ от жидкости. Газ с высоким содержанием водорода, выделяемый в верхней части емкости 25, возвращается в оборот по трубопроводу 26 через циркуляционный компрессор 28, а жидкий компонент, отводимый из нижней части, подают через трубопровод 27 в ректификационную колонну 30 для риформата. Сжиженный газ, полученный при ректификации, отводится через верхний трубопровод 31, а риформат отводится через нижний трубопровод 32 и подается в зону разделения ароматических углеводородов (не показана).
На фигуре 2 приведена схема проведения сначала экстракционного разделения и гидроочистки нефтяного экстракта с последующим каталитическим риформингом. Нафту подают через трубопровод 1 в зону экстракционного разделения 13. Зона экстракционного разделения 13 может представлять собой установку для экстракции жидкости жидкостью или установку экстрактивной перегонки. Алканы отделяют от ароматических углеводородов экстракционным разделением, при этом часть циклоалканов при разделении переходит в компонент, обогащенный алканами, а другая часть переходит в компонент, обогащенный ароматическими углеводородами. После разделения компонент с высоким содержанием алканов, содержащий циклоалканы, подают через трубопровод 14 в водяной скруббер 16 (в случае экстрактивной перегонки компонент можно подавать непосредственно в зону парового крекинга 22 без мокрой очистки). После мокрой очистки компонент подают через трубопровод 17 в зону парового крекинга 22 для осуществления парового крекинга с получением этилена. Смесь, содержащая растворитель для экстракции и воду, отводимую из нижней части водяного скруббера, 16 отводится через трубопровод 18, при этом смесь может возвращаться в зону экстракционного разделения 13 для циклического применения. Обогащенный растворитель с высоким содержанием циклоалканов и ароматических углеводородов, отводимый из зоны экстракционного разделения 13, подают через трубопровод 15 в колонну регенерации растворителя 19 для выделения растворителя. Обедненный растворитель, полученный в нижней части колонны регенерации растворителя 19, отводится через трубопровод 21, при этом обедненный растворитель может возвращаться в зону экстракционного разделения 13 для циклического применения. Поток, содержащий ароматические углеводороды и циклоалканы (то есть нефтяной экстракт), полученный в верхней части колонны регенерации растворителя 19, смешивается в трубопроводе 20 с дополнительным водородом и затем подается в реактор гидроочистки 3 вместе с водородом, возвращаемым в оборот через трубопровод 9. Продукт гидроочистки подают через трубопровод 4 в сепарационную емкость 5 для отделения газа от жидкости. Газ с высоким содержанием водорода, выделяемый из верхней части сепарационной емкости 5 для отделения газа от жидкости, подают через трубопровод 6 в циркуляционный компрессор 8, а вытекающий поток из нижней части сепарационной емкости 5 для отделения газа от жидкости подают через трубопровод 7 в ректификационную колонну 10. После ректификации сжиженный газ отводится через трубопровод 11 в верхней части ректификационной колонны 10, а очищенный нефтяной экстракт отводится в нижней части ректификационной колонны 10 и после смешивания в трубопроводе 12 с водородом, возвращаемым в оборот со стадии риформинга через трубопровод 29, подается в реактор риформинга 23 для осуществления каталитического риформинга. Реакционный продукт риформинга подают через трубопровод 24 в сепарационную емкость 25 для риформата для отделения газа от жидкости. Газ с высоким содержанием водорода, выделяемый в верхней части емкости 25, возвращается в оборот по трубопроводу 26 через циркуляционный компрессор 28, а жидкий компонент, отводимый в нижней части емкости 25, подается через трубопровод 27 в ректификационную колонну 30 для риформата. Сжиженный газ, получаемый при ректификации, отводится из колонны 30 через верхний трубопровод 31, а риформат отводится через нижний трубопровод 32 и подается в зону разделения ароматических углеводородов (не показана).
Ниже настоящее изобретение дополнительно будет проиллюстрировано с помощью примеров, в то же время настоящее изобретение не ограничивается этими примерами.
Пример 1
В данном примере показана гидроочистка нафты.
В 20 мл реактор непрерывного действия в форме неподвижного слоя загружали 20 мл катализатора А для гидроочистки, который содержал 0,03 масс.% CoO, 2,0 масс.% NiO, 19,0 масс.% WO3, 0,7 масс.% F и 78,27 масс.% Al2O3.
Нафту с составом и свойствами, описанными в таблице 1, подавали в реактор, загруженный описанным выше катализатором A для гидроочистки, со следующими условиями: температура 290°C, парциальное давление водорода 1,6 МПа, объемное отношение водород/углеводороды 200:1 и объемная (волюмометрическая) скорость подачи 8,0 час-1. Реакционный продукт подавали в теплообменник водяного охлаждения и разделяли на газовую фазу и жидкую фазу, при этом две фазы оценивали по отдельности и проводили анализ их составов. Состав и свойства очищенной нафты приведены в таблице 2.


Из результатов, приведенных в таблице 2, можно видеть, что все содержания олефинов, серы, азота, мышьяка и свинца в гидроочищенной нафте удовлетворяли требованиям к сырью для каталитического риформинга.
Пример 2
Экстракционное разделение очищенной нафты проводили по способу согласно изобретению.
Применяя способ экстракционного разделения жидкости жидкостью, в котором в качестве растворителя применяли сульфолан, нафту, описанную в таблице 2, подвергали контактированию с сульфоланом в экстракционной колонне для экстракции жидкости жидкостью при скорости потока 100 кг/час. Весовое отношение растворитель/сырье составляло 5. Давление в верхней части экстракционной колонны для экстракции жидкости жидкостью составляло 1,2 МПа. Флегмовое число составляло 0,25. Температура верхней части экстракционной колонны для экстракции жидкости жидкостью составляла 140°C. Обогащенный растворитель с высоким содержанием циклоалканов и ароматических углеводородов получали в нижней части экстракционной колонны для экстракции жидкости жидкостью, а раствор рафината с высоким содержанием алканов, также содержащий циклоалканы, получали в верхней части колонны. Обогащенный растворитель с высоким содержанием циклоалканов и ароматических углеводородов отделяли от сульфолана перегонкой, получая при этом нефтяной экстракт с высоким содержанием циклоалканов и ароматических углеводородов. Следовое количество растворителя удаляли из раствора рафината с помощью мокрой очистки, получая при этом очищенную нефть с высоким содержанием алканов, также содержащую циклоалканы. Скорости потоков на выходе и составы нефтяного экстракта и очищенной нефти, а также коэффициенты распределения различных углеводородов между нефтяным экстрактом и очищенной нефтью приведены в таблице 3.
Пример 3
Применяя способ экстракционного разделения жидкости жидкостью, в котором в качестве растворителя применяли пентагликоль, нафту, описанную в таблице 2, подвергали контактированию с пентагликолем в экстракционной колонне для экстракции жидкости жидкостью при скорости потока 100 кг/час. Весовое отношение растворитель/сырье составляло 7. Давление в верхней части экстракционной колонны для экстракции жидкости жидкостью составляло 0,8 МПа. Флегмовое число составляло 0,2. Температура верхней части экстракционной колонны для экстракции жидкости жидкостью составляла 150°C. Обогащенный растворитель с высоким содержанием циклоалканов и ароматических углеводородов получали в нижней части экстракционной колонны для экстракции жидкости жидкостью, а раствор рафината в растворителе с высоким содержанием алканов, также содержащий циклоалканы, получали в верхней части колонны. Обогащенный растворитель с высоким содержанием циклоалканов и ароматических углеводородов отделяли от пентагликоля перегонкой, получая при этом нефтяной экстракт с высоким содержанием циклоалканов и ароматических углеводородов. Следовое количество растворителя удаляли из раствора рафината с помощью мокрой очистки, получая при этом очищенную нефть с высоким содержанием алканов, также содержащую циклоалканы. Скорости потоков на выходе и составы нефтяного экстракта и очищенной нефти, а также коэффициенты распределения различных углеводородов между нефтяным экстрактом и очищенной нефтью приведены в таблице 3.
Пример 4
С применением способа разделения экстрактивной перегонкой, в котором в качестве растворителя применяли смесь из 50 масс.% сульфолана, 49,8 масс.% дифенилметана и 0,2 масс.% воды, нафту, описанную в таблице 2, подвергали контактированию со смешанным растворителем в колонне экстрактивной перегонки при скорости потока 100 кг/час для разделения экстрактивной перегонкой. Весовое отношение растворитель/сырье составляло 3,5. Давление в верхней части колонны экстрактивной перегонки составляло 0,15 МПа. Флегмовое число составляло 0,25. Температура в верхней части колонны экстрактивной перегонки составляла 100°C. Обогащенный растворитель с высоким содержанием циклоалканов и ароматических углеводородов получали в нижней части колонны экстрактивной перегонки, а очищенную нефть с высоким содержанием алканов, также содержащую циклоалканы, получали в верхней части колонны. Обогащенный растворитель с высоким содержанием циклоалканов и ароматических углеводородов отделяли от смешанного растворителя перегонкой, получая при этом нефтяной экстракт с высоким содержанием циклоалканов и ароматических углеводородов. Скорости потоков на выходе и составы нефтяного экстракта и очищенной нефти, а также коэффициенты распределения различных углеводородов между нефтяным экстрактом и очищенной нефтью приведены в таблице 3.
Пример для сравнения 1
Экстракционное разделение жидкость-жидкость проводили согласно способу, описанному в примере 3 публикации CN1277907C (с применением сульфолана в качестве растворителя), чтобы разделить нафту, описанную в таблице 2, при скорости потока 100 кг/час на ароматические углеводороды и алканы. Получали очищенную нефть с высоким содержанием алканов и нефтяной экстракт с высоким содержанием ароматических углеводородов. Скорости потоков на выходе и составы нефтяного экстракта и очищенной нефти, а также коэффициенты распределения различных углеводородов между нефтяным экстрактом и очищенной нефтью приведены в таблице 3.

Из таблицы 3 можно видеть, что в примере для сравнения 1 после выделения ароматических углеводородов очищенная нефть содержала в основном алканы, и нефтяной экстракт содержал в основном циклоалканы и ароматические углеводороды. 3,62 масс.% циклоалканов нафты распределялось в очищенной нефти, и 96,16 масс.% циклоалканов распределялось в нефтяном экстракте. 3,01 масс.% С6-С8-циклоалканов нафты распределялось в очищенной нефти, и 96,99 масс.% С6-С8-циклоалканов нафты распределялось в нефтяном экстракте. 5,02 масс.% C9+-циклоалканов нафты распределялось в очищенной нефти, и 94,98 масс.% C9+-циклоалканов нафты распределялось в нефтяном экстракте. 9,59 масс.% ароматических углеводородов нафты распределялось в очищенной нефти, и 90,25 масс.% ароматических углеводородов нафты распределялось в нефтяном экстракте.
В примере 2 способа согласно изобретению применяли экстракцию жидкости жидкостью. 33,77 масс.% циклоалканов нафты распределялось в очищенной нефти, и 66,23 масс.% циклоалканов нафты распределялось в нефтяном экстракте. 28,10 масс.% C6-C8-циклоалканов нафты распределялось в очищенной нефти, и 71,90 масс.% C6-C8-циклоалканов нафты распределялось в нефтяном экстракте. 46,83 масс.% C9+-циклоалканов нафты распределялось в очищенной нефти, и 53,17 масс.% C9+-циклоалканов нафты распределялось в нефтяном экстракте. 0,49 масс.% ароматических углеводородов нафты распределялось в очищенной нефти, и 99,51 масс.% ароматических углеводородов нафты распределялось в нефтяном экстракте.
В примере 3 применяли экстракцию жидкости жидкостью. 10,64 масс.% циклоалканов нафты распределялось в очищенной нефти, и 89,36 масс.% циклоалканов нафты распределялось в нефтяном экстракте. 6,33 масс.% C6-C8-циклоалканов нафты распределялось в очищенной нефти, и 93,67 масс.% C6-C8-циклоалканов нафты распределялось в нефтяном экстракте. 40 масс.% C9+-циклоалканов нафты распределялось в очищенной нефти, и 60 масс.% C9+-циклоалканов нафты распределялось в нефтяном экстракте. 1,71 масс.% ароматических углеводородов нафты распределялось в очищенной нефти, и 98,29 масс.% ароматических углеводородов нафты распределялось в нефтяном экстракте.
В примере 4 применяли экстрактивную перегонку. 10 масс.% циклоалканов нафты распределялось в очищенной нефти, и 90 масс.% циклоалканов нафты распределялось в нефтяном экстракте. 19 масс.% C6-C8-циклоалканов нафты распределялось в очищенной нефти, и 81 масс.% C6-C8-циклоалканов нафты распределялось в нефтяном экстракте. 1,00 масс.% C9+-циклоалканов нафты распределялся в очищенной нефти, и 99,00 масс.% C9+-циклоалканов нафты распределялось в нефтяном экстракте. 0,8 масс.% ароматических углеводородов нафты распределялось в очищенной нефти, и 99,2 масс.% ароматических углеводородов нафты распределялось в нефтяном экстракте.
Пример 5
Данный пример иллюстрирует влияние полученной при экстракционном разделении по способу согласно настоящему изобретению очищенной нефти с высоким содержанием алканов, также содержащей циклоалканы, на проведение парового крекинга.
100 кг нафты, описанной в таблице 2, обрабатывали с помощью экстракционного разделения согласно способу по примеру 2, и полученную при этом очищенную нефть применяли в качестве сырья для парового крекинга. Паровой крекинг проводили в следующих реакционных условиях: давление на выходе из печи крекинг-установки 0,185 МПа, время пребывания 0,20 с, весовое отношение вода/нефть 0,55 и температура на выходе из печи крекинг-установки 840°C. Выход и состав легких олефинов приведены в таблице 4.
Пример для сравнения 2
Для 100 кг нафты, описанной в таблице 2, проводили экстракцию ароматических углеводородов согласно способу по примеру для сравнения 1 и полученную очищенную нефть применяли в качестве сырья для парового крекинга. Паровой крекинг проводили в следующих реакционных условиях: давление на выходе из печи крекинг-установки 0,185 МПа, время пребывания 0,20 с, весовое отношение вода/нефть 0,55 и температура на выходе из печи крекинг-установки 840°C. Выходы легких олефинов приведены в таблице 4.
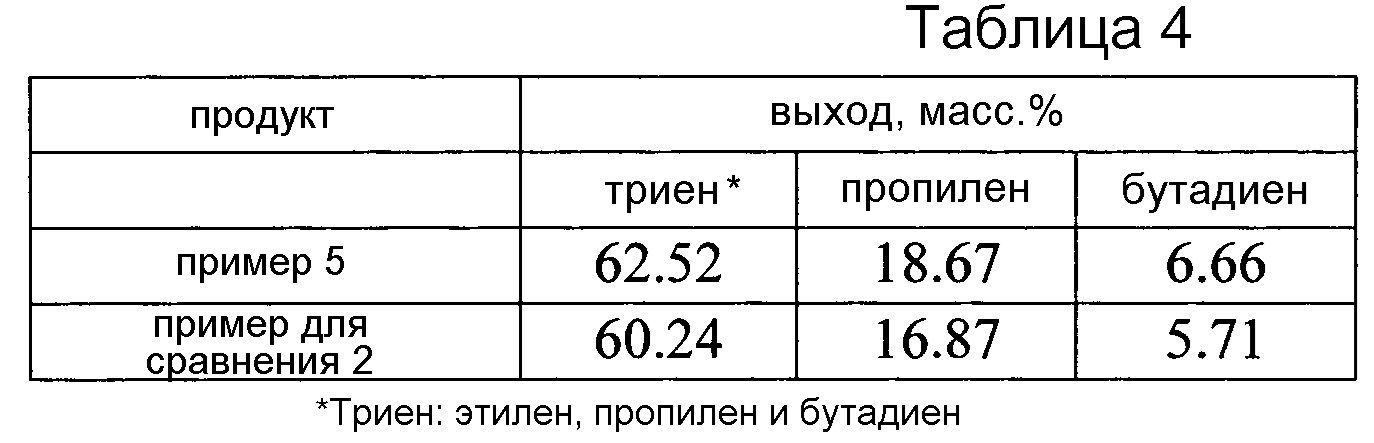
Из таблицы 4 можно видеть, что по сравнению с примером для сравнения 2 в примере 5 проведение парового крекинга очищенной нефти, полученной после экстракционного разделения по способу согласно изобретению, приводило к выходу триенов 62,52 масс.%, при этом выход триенов увеличивался на 3,78%, выход пропилена увеличивался на 10,67%, и выход бутадиена увеличивался на 16,64%. Было показано, что применение очищенной нефти, полученной после экстракционного разделения согласно настоящему изобретению, в качестве сырья для парового крекинга способствовало повышенному производству пропилена и бутадиена.
Пример 6
Данный пример иллюстрирует эффект, получаемый от применения способа производства олефинов и ароматических углеводородов из нафты согласно настоящему изобретению.
Проводили экстракционное разделение 100 кг нафты, описанной в таблице 2, согласно способу по примеру 2, и полученную очищенную нефть применяли в качестве сырья для парового крекинга. Паровой крекинг проводили в следующих реакционных условиях: давление на выходе из печи крекинг-установки 0,185 МПа, время пребывания 0,20 с, весовое отношение вода/нефть 0,55, и температура на выходе из печи крекинг-установки 840°C. Выход и состав легких олефинов приведены в таблице 5.
Полученный нефтяной экстракт применяли в качестве сырья для каталитического риформинга и применяли катализатор B PtSn/y-Al2O3, содержащий 0,35 масс.% Pt, 0,30 масс.% Sn, 1,0 масс.% Cl и y-Al2O3 до баланса (до 100%). В 100 мл реактор непрерывного действия загружали 50 мл катализатора B в форме неподвижного слоя. Реакцию каталитического риформинга проводили в следующих условиях: температура реагентов на входе 514°C, давление при проведении реакции 0,34 МПа, молярное отношение водород/углеводород 2,5, и объемная (волюмометрическая) скорость подачи 2,0 час-1. RON (октановое число) C5+-риформата составляло 102. C5+-риформат получали после ректификации реакционного продукта риформинга. Выход ароматических углеводородов приведен в таблице 5.
Пример 7
Осуществляли способ по примеру 6 с получением олефинов и ароматических углеводородов из нафты, за исключением того, что полученную очищенную нефть и нефтяной экстракт получали согласно способу по примеру 3. Выход легких олефинов, получаемых после крекинга, и выход ароматических углеводородов, получаемых после риформинга, приведены в таблице 5.
Пример 8
Осуществляли способ по примеру 6 с получением олефинов и ароматических углеводородов из нафты, за исключением того, что полученные очищенную нефть и нефтяной экстракт получали согласно способу по примеру 4. Выход легких олефинов, получаемых после крекинга, и выход ароматических углеводородов, получаемых после риформинга, приведены в таблице 5.
Пример для сравнения 3
100 кг нафты, описанной в таблице 2, делили на 78,7 кг и 21,3 кг, и для 78,7 кг нафты проводили экстракцию ароматических углеводородов согласно способу по примеру для сравнения 1. Полученную очищенную нефть применяли в качестве сырья для парового крекинга. Паровой крекинг проводили в следующих реакционных условиях: давление на выходе из печи крекинг-установки 0,185 МПа, время пребывания 0,20 с, весовое отношение вода/нефть 0,55 и температура на выходе из печи крекинг-установки 840°C. Выходы легких олефинов приведены в таблице 5.
Нефтяной экстракт, полученный после описанной выше экстракции ароматических углеводородов, смешивали с 21,3 кг нафты, чтобы применять в качестве сырья для каталитического риформинга. В 100 мл реактор непрерывного действия загружали 50 мл катализатора B в форме неподвижного слоя. Реакцию каталитического риформинга проводили в следующих условиях: температура реагентов на входе 506°C, давление при проведении реакции 0,34 МПа, молярное отношение водород/углеводород 2,5 и объемная (волюмометрическая) скорость подачи 2,0 час-1. RON (октановое число) C5+-риформата составляло 102. C5+-риформат получали после ректификации реакционного продукта риформинга. Выход ароматических углеводородов приведен в таблице 5.

Из таблицы 5 можно видеть, что по сравнению с примером для сравнения 3 пример 6 приводил по существу к тому же выходу C8-ароматического углеводорода и к повышенному на 5,01% выходу триенов, при этом выход пропилена увеличивался на 11,85%, и выход бутадиена увеличивался на 17,45%; и в риформате содержание легких ароматических углеводородов (BTX) увеличивалось на 18,31%. По сравнению с примером для сравнения 3 пример 7 приводил к повышенному на 8,54% выходу C8-ароматического углеводорода и повышенному на 2,04% выходу триенов в продукте крекинга, при этом выход пропилена увеличивался на 7,74%, и выход бутадиена увеличивался на 16,78%; и в риформате содержание легких ароматических углеводородов (BTX) увеличивалось на 29,22%. По сравнению с примером для сравнения 3 пример 8 приводил к повышенному на 2,45% выходу C8-ароматического углеводорода и повышенному на 8,49% выходу триенов в продукте крекинга, при этом выход пропилена увеличивался на 4,78%, и выход бутадиена увеличивался на 8,05%; и в риформате содержание легких ароматических углеводородов (BTX) увеличивалось на 21,24%. По сравнению с примером 8 пример 6 согласно настоящему изобретению приводил к повышенному на 6,74% выходу пропилена и повышенному на 8,70% выходу бутадиена; и пример 7 согласно настоящему изобретению приводил к повышенному на 2,83% выходу пропилена и повышенному на 8,07% выходу бутадиена, при этом повышенные выходы пропилена и бутадиена в основном приписываются повышенному содержанию C9+-циклоалканов в полученной очищенной нефти.
Из таблицы 5 можно видеть, что по сравнению с примером для сравнения 3 способ согласно настоящему изобретению приводил как к повышенному выходу легких ароматических углеводородов (BTX), так и к повышенному выходу триенов, при этом выходы пропилена и бутадиена повышались в относительно высокой степени.
Реферат
Изобретение относится к способу производства олефинов и ароматических углеводородов из нафты, содержащему стадии: 1) проведения экстракционного разделения нафты с получением очищенной нефти, содержащей алканы и циклоалканы, и нефтяного экстракта, содержащего циклоалканы и ароматические углеводороды, при этом весовое отношение между циклоалканами, содержащимися в очищенной нефти, и циклоалканами, содержащимися в нафте, составляет 10-35%, 2) контактирования нефтяного экстракта, содержащего циклоалканы и ароматические углеводороды, с катализатором риформинга в реакционных условиях каталитического риформинга: давление 0,2-3,0 МПа, температура 300-550°C, молярное отношение водород/углеводороды 0,5-20 и объемная (волюмометрическая) скорость (подачи) 0,1-50 чс получением риформата с высоким содержанием ароматических углеводородов, 3) проведения реакций крекинга очищенной нефти, содержащей алканы и циклоалканы, с получением олефинов. В способе в качестве сырья применяется нафта и можно получать легкие олефины и легкие ароматические углеводороды с повышенными выходами. 13 з.п. ф-лы, 2 ил., 8 пр., 5 табл.
Комментарии