Способ очистки поверхности огнеупорных структур и способ керамической сварки - RU2098390C1
Код документа: RU2098390C1
Чертежи
Описание
Изобретение относится к способу очистки огнеупорных структур, в частности, являющемуся стадией в ремонте поврежденных огнеупорных структур.
Огнеупорные конструкции различного типа, такие как металлургические печи, коксовальные печи, стекловаренные печи, имеют тенденцию к загрязнению, корродированию или повреждению (разрушению) в течение их рабочей кампании.
Например, повреждение может выглядеть как сдвиг одного или более огнеупорных блоков относительно основной конструкции, результат которого выразится в неровности поверхности профиля, или как растрескивание огнеупорной структуры. Это в основном хорошо при воссоздании (восстановлении) проектного профиля огнеупорной конструкции и также, когда желательно предотвратить дальнейший сдвиг (проскальзывание) блока(ов) и заполнить любой зазор, исключив (опередив) их перемещение или растрескивание. Для этого может возникнуть необходимость или стать желательным удалить любую вздувшуюся часть огнеупорной конструкции. Альтернативно или дополнительно может стать необходимым или желательным вырезать шпоночную канавку в сдвинувшемся и/или соседнем блоке так, чтобы шпонка могла быть образована или введена в шпоночную канавку для предотвращения дальнейшего сдвига. Альтернативно или дополнительно может стать необходимым или желательным увеличить или спрофилировать любой зазор, остановив такое проскальзывание или растрескивание образованием или введением подходящей пробки. Повреждение может быть также вызвано эрозией материала огнеупорной конструкции. Такая эрозия имеет тенденцию вызывать неровности поверхности профиля конструкции, и часто становится желательным изменить эту поверхность профиля, прежде чем осуществлять ремонт конструкции.
Огнеупорные материалы могут загрязняться или подвергаться действию коррозии материалов, которые прилипают к ним, например, шлака, стекла, минеральных отходов, сульфидов и сульфатов.
Конечно, огнеупорную конструкцию можно очистить механически, например, распылением газа или жидкости, пескоструйного с использованием аппарата (струей воздуха с песком) или обработкой ультразвуком. В определенных случаях, когда материал, возгоняющийся или горючий, можно очистить с помощью горелки (в случае коксовальных печей, например). В других случаях, когда необходимо обработать или очистить поверхность, можно использовать, например, шлифовальный круг, сверла и другой режущий инструмент, но все эти способы имеют определенные недостатки для последующего ремонта огнеупора. Чтобы очистить огнеупорную конструкцию или оборудование и получить поверхность, пригодную для получения продукции хорошего качества или для последующего ремонта, оператор должен приблизиться к очищаемому месту очень близко, и это означает, что это место должно иметь такую температуру, которую может выдержать оператор в течение времени, необходимого для очистки. И это также означает, что огнеупорная конструкция должна быть охлаждена от нормальной рабочей температуры или рабочих температур нормального рабочего цикла. И она должна быть снова разогрета после очистки и ремонта. В случае промышленных печей различного типа, чтобы избежать повреждения печи, так как огнеупорный материал сжимается (дает усадку) или расширяется, такое охлаждение и разогрев могут растянуться на несколько дней или даже несколько недель, а это приведет к значительному снижению производительности печи.
Способ обработки огнеупорной футеровки, известный из британского патента CB 2213919-А (Глейвербал), осуществляется при повышенной температуре и состоит в том, что поток поддерживающего горения газа, несущий смесь частиц, содержащую частицы одного или более элементов, являющихся или окисляющихся до образования одного или более огнеупорных оксидов (далее будут называться горючими или топливными частицами), и частицы огнеупорных оксидов направляют на место, подлежащее ремонту, и горючие частицы вызывают или делают возможным горение, затем упомянутую смесь смешивают с флюсом, таким как фториды или соли щелочных металлов, причем флюс под действием тепла, выделяемого при горении горючих частиц, размягчает и растягивает огнеупорную футеровку, и огнеупорная футеровка выравнивается за счет удаления или перемещения материала под механическим воздействием налетающей струи.
Способ по патенту CB 2213919-А полезен при простом выравнивании (обтесывании) огнеупорной футеровки или выполнении в ней отверстий. Способ может использоваться как предварительный этап в ряде способов ремонта огнеупора, и в частности, в таких способах, когда ремонт можно осуществлять вблизи или при нормальных рабочих температурах огнеупорной футеровки (конструкции). Одна из таких ремонтных технологией известна как керамическая сварка. Этот тип способов иллюстрируется британским патентом N 1330894 и британской заявкой CB 2170191А (оба под именем Глейвербел).
В таких способах керамической сварки когерентная (связанная) керамическая масса образуется на поверхности при выбрасывании (метании) на поверхность смеси огнеупорных частиц и горючих частиц вместе с кислородом. Используемые горючие или топливные частицы имеют такой состав и гранулометрию, что они взаимодействуют с кислородом с выделением тепла, т.е. экзотермически, в результате чего образуются огнеупорные оксиды и выделяется тепло, необходимое для расплавления по крайней мере поверхности выбрасываемых огнеупорных частиц.
В практикуемых способах керамической сварки смесь огнеупорных и горючих частиц (пудра для керамической сварки) транспортируется на хранилища пудры вдоль питающей линии к копью (фурме), из которого ее выбрасывают на заданную поверхность. Газ, который выпускается из копья вместе с пудрой для керамической сварки (газ-носитель), может быть кислородом (в коммерческой степени) или может содержать в пропорции инертный газ, такой как азот, или некоторые другие газы.
Обнаружено, что когда огнеупорная футеровка (конструкция) обрабатывается в соответствии с патентом CB 2213919-А, поверхность этой конструкции (футеровки) имеет видоизмененную (модифицированную) структуру. Это происходит потому, что не весь размягченный материал удаляется с этой поверхности и что этот размягченный материал включает материал, который был выпущен в процессе выравнивания. Если необходимо, чтобы поверхность была свободна от чуждых материалов, следует выбрать переменно действующий способ. Вдобавок флюс может остаться на обрабатываемой поверхности. При присутствии флюса на поверхности огнеупорной конструкции (футеровки) последующая керамическая сварка может привести к некачественному ремонту и может не обеспечить хорошего сцепления с огнеупорной конструкцией (футеровкой), как, например, в случае высококачественных огнеупоров, используемых при высокой температуре.
Целью изобретения является создание способа очистки поверхности огнеупорной структуры (футеровки), который может быть осуществлен без необходимости охлаждения этой конструкции от нормальной рабочей температуры, и избежать, таким образом, таких длительных периодов охлаждения и разогрева и не оставить при этом никаких посторонних материалов на поверхности.
Сущность изобретения состоит в том, что в способе очистки поверхности огнеупорной структуры при повышенной температуре, включающем выбрасывание (выпуск) на упомянутую поверхность струи поддерживающего горения газа, несущего горючие частицы в кислородсодержащем газе-носителе (далее "струя пудры), посредством которой содержащиеся в ней горючие частицы вызывают или делают возможным горение в зоне столкновения с упомянутой поверхностью (далее "реакционная зона"), согласно изобретению одновременно или попеременно выпускают на упомянутую поверхность размывающую (очищающую) струю, содержащую кислород для размыва упомянутой поверхности вблизи реакционной зоны. Тепло, выделяемое при сгорании частиц, расплавляет поверхность и прилипший к ней материал, и очищающий размывающий газ выдувает расплавленный материал.
Изобретение, таким образом, предусматривает способ очистки огнеупорной структуры (конструкции), который может осуществляться без каких-либо требований к проведению определенных этапов значительного и преднамеренного охлаждения конструкции от нормальной рабочей температуры, исключив в связи с этим необходимость длительных периодов охлаждения и разогрев, и таким образом избежать или уменьшить проблемы, которые могут возрастать из-за сжатия или растяжения огнеупорных материалов. Под "очисткой" подразумевается удаление материала с желаемой площади огнеупорной конструкции, так же как и удаление отчасти и самого огнеупорного материала, если это необходимо. В этом смысле термин "очистка" также включает и термин "выравнивание", упоминаемый ранее. Например, обычно можно действовать так, чтобы не требовалось охлаждение огнеупорной конструкции, и разогревать до любой точки перехода на дилатометрической кривой материала, из которого она выполнена. При более высокой температуре огнеупорной конструкции эффективность способа по изобретению более высокая. Предпочтительно, чтобы температура огнеупорной конструкции была выше 700oC, главным образом выше 1000o C.
Способ имеет особые преимущества, так как легко применим для очистки конструкций из достаточно высококачественного огнеупора и/или при повышенной температуре, которая, тем не менее, достаточно низкая относительно максимально выдерживаемой рабочей температуры для того сорта огнеупора, из которого она выполнена.
Для образования требуемого размывающего газа используются различные кислородсодержащие газы, но оптимальный выбор газа зависит от обстоятельств. Поскольку для образования размывающего газа может использоваться кислород с добавкой двуокиси углерода, азота, в предпочтительном варианте способа размывающий газ содержит преимущественно кислород. Предпочтительнее использовать коммерческий сорт кислорода, так как такой кислород обычно так или иначе используется в качестве газа-носителя и более эффективен для этой цели. Так как размывающий газ содержит кислород, это исключает образование густого облака дыма от горения в реакционной зоне и способствует полному сгоранию используемых горючих топливных частиц. Однако необходимо иметь в виду, что газ-носитель сам по себе содержит достаточно кислорода для полного сгорания топлива.
Удобно, чтобы струя пудры и струя размывающего газа выпускалась вместе на упомянутую поверхность из общего копья. Газ может воздействовать непосредственно на реакционную зону, но предпочтительно в ее окрестности.
Когда копье двигается по поверхности, зона воздействия размывающего газа предпочтительно следует сразу же за реакционной зоной. Предпочтительнее, чтобы размывающий газ содержал множество дискретных струй, расположенных около струи пудры. Струи газа могут выпускаться одновременно или попеременно. Например, если копье движется взад и вперед по очищаемой поверхности, одна струя размывающего газа, следующая за струей пудры, может быть покрыта, пока противолежащая струя размывающего газа, опережающая струю пудры, закрыта. Для получения множества струй удобно использовать копье с множеством выпускных отверстий, расположенных в окрестности одного или более выпускаемого(ых) отверстия(ий) для пудры.
Размывающий газ может выпускаться на поверхность огнеупорной конструкции непрерывно или импульсами (пульсирующе), тогда как пудра подается непрерывно.
Скорость выпуска размывающего газа больше, чем скорость газа-носителя. Выбор этой характеристики создает помехи в потоке материала в реакционной зоне.
Размывающий газ преимущественно холодный. Использование холодного газа, выпускаемого в реакционную зону, в которой требуется настолько высокая температура, насколько это необходимо для плавления огнеупорного материала, удивительно, так как можно ожидать, что холодный газ вызовет затвердевание расплавленного материала более быстрое, чем его удаление. В дополнение к размывающему газу на поверхность огнеупорной конструкции выпускается струя пудры, содержащая горючие топливные частицы в кислородсодержащем газе-носителе.
В качестве топлива могут использоваться различные элементы, особенно элементы, способные образовать огнеупорные оксиды, исключающие ухудшение огнеупорных свойств обрабатываемой поверхности. Поэтому в качестве топлива могут быть выбраны магний и цирконий, но предпочтительнее, чтобы упомянутые топливные частицы были из алюминия и/или кремния, так как эти элементы обеспечивают хороший компромисс между действительностью, легкостью и безопасностью использования и стоимостью. Особенно предпочтительно использовать смесь алюминиевых и кремниевых частиц, в которой кремния больше, чем алюминия. Алюминий как более легковоспламеняющийся служит для поддержания реакционной зоны, в которой плавится кремний, и выделения достаточного для этой цели тепла. В соответствии с изобретением топливные частицы выполнены из такого материала, который взаимодействует с кислородом на упомянутой поверхности с образованием огнеупорных оксидов, химический состав которых соответствует составу огнеупорной футеровки (конструкции).
Гранулометрия частиц в струе поддерживающего горение газа оказывает очень важное влияние на ход реакции горения, происходящей во время очистки огнеупорной структуры. Обнаружено, что желательно использовать очень тонкоразмельченные топливные частицы, предпочтительно, чтобы средний размер зерен упомянутых частиц не превышал 50 мкм и преимущественно по крайней мере 80 мас. упомянутых топливных частиц имели размер зерен менее 50 мкм. Более предпочтительно, чтобы средний размер упомянутых топливных частиц не превышал 30 мкм и для оптимального результата по крайней мере 80 мас. упомянутых топливных частиц имели размер зерен менее 30 мкм.
Выражение "средний размер зерна", используемое здесь как пригодное для керамической сварки, обозначает такой размер, при котором 50 мас. ( а не количественных) частиц имеют размер меньший, чем средний.
Обычно струя пудры содержит дополнительные, помимо топливных, частицы. Этими частицами в основном являются огнеупорные оксидные частицы. Присутствие этих добавочных частиц увеличивает жидкую массу и способствует ее течению, особенно в присутствии флюса. Также добавочные частицы могут дополнить эффект механической эрозии от столкновения струи пудры с поверхностью огнеупорной конструкции. Это также делает возможным использование смесей пудры, состав которых сходен с составом пудры, используемой для последующего ремонта огнеупорной конструкции керамической сваркой. Выбор огнеупорных оксидных частиц для выпускаемой смеси не является решающим, так как они удаляются размывающим газом. Предпочтительнее поэтому выбирать материал, который в дальнейшем будет использован для керамической сварки, чтобы таким образом уменьшить количество необходимого сырья, чтобы уменьшить проблемы, возникающие из-за различия теплового расширения или сжатия на наружной поверхности между огнеупорной конструкцией и керамической наплавкой (наплавленным слоем), желательно, чтобы химические составы на поверхности огнеупорной конструкции и керамической наплавки были сходны в общих чертах. Это также обеспечивает химическую совместимость между наплавкой и огнеупорной структурой. Для способствования сцеплению и совместимости предпочтительно, чтобы упомянутые огнеупорные оксидные частицы содержали частицы хотя бы основной составляющей (их) огнеупорной структуры.
В предпочтительном варианте способа по изобретению огнеупорные частицы выбраны по крайней мере хотя бы одного из оксидов алюминия, хрома, магния, кремния и циркония.
Предпочтительно, чтобы максимальный размер зерна огнеупорных оксидных частиц не превышал 4 мм и преимущественно 80 мас. упомянутых огнеупорных частиц имели размер менее 2 мм.
Оптимальное количество топливных частиц, введенных в смесь, зависит от рабочих условий. При данной рабочей температуре желательно вводить в смесь тем больше топливных частиц, чем выше качество огнеупора. Аналогично для данного огнеупора желательно вводить больше топлива, снижающего рабочую температуру очищаемого места.
В основном смесь, используемая для очистки, имеет более высокое содержание топлива, чем смесь для керамической сварки.
Преимущественно струя пудры содержит по крайней мере 20 мас. топливных частиц, основанных на содержании твердого в струе. Это создает удовлетворительный компромисс между количеством топлива, которое нужно ввести, и промежутком времени, в течение которого реакционная зона должна действовать на очищаемом месте для его очистки. Нужно, конечно, учитывать, что для работы при низких температурах и с высококачественными огнеупорами может потребоваться больше топлива и что его требуется меньше для работы при высоких температурах и с низкосортными огнеупорами.
Обнаружено, что для удовлетворительной очистки совершенно достаточно вводить в выпускаемую смесь топливо в количестве около 30 мас. Преимущественно содержание упомянутых частиц в выпускаемой смеси не превышает 30 мас. Это создает преимущество в экономии, так как топливные частицы являются наиболее дорогой частью выпускаемой смеси. Обнаружено, также, что введение избыточного количества топливных частиц может неоправданно увеличить риск того, что вызываемая реакция может распространиться и на выпускающее (выбрасывающее) устройство.
Смесь пудры может содержать частицы и других материалов, например, перекиси или флюсы, и особенно флюсы, соответствующие упомянутому выше патенту CB 2213919-A. Это также является преимуществом в том случае, когда необходимы и очистка, и выравнивание.
Для осуществления способа по изобретению пригодно копье с одним или более выпускными отверстиями для выпуска струи пудры и с одним или более выпускным отверстием для выпуска размывающего газа в направлении, параллельном направлению струи(й) пудры. В предпочтительном варианте множество дискретных выпускных отверстий для выпуска размывающего газа расположено таким образом, чтобы множество струй размывающего газа локализовалось вокруг струи пудры. При соблюдении этой характеристики размывающий газ бьет по поверхности огнеупорной структуры в окрестности реакционной зоны. Так как копье движется по поверхности огнеупорной структуры, размывающий газ очищает поверхность, нагретую в реакционной зоне.
В некоторых предпочтительных вариантах изобретения струи газа выпускаются из копья, охлаждаемого циркулирующей в нем жидкостью. Такое охлаждение можно легко обеспечить за счет снабжения копья кожухом для водяного охлаждения. Такой кожух для водяного охлаждения расположен вокруг центральной трубы или труб для подачи струи пудры, в то время как он сам окружен каналом или каналами для транспортирования размывающего газа. Альтернативно или дополнительно водяные кожухи могут окружать все выпускающие газ трубы в копье. При этом температура выпускающего газа в случае проведения ремонта печи при ее рабочей температуре будет значительно ниже температуры внутри окружающей его печи и сравнима с температурой газа-носителя.
Используемое для осуществления способа по изобретению копье несложно и позволяет образовать размывающий газ в зоне динамического воздействия струи газа-носителя с пудрой в нем, выпускаемой из выпускного отверстия для пудры.
Некоторые предпочтительные варианты выполнения копья первоначально предназначались для небольшого и среднего ремонта или ситуаций, при которых должны быть очищены большие площади, но время, необходимое для очистки, не является решающим, и в этом случае частицы выпускаются из копья, имеющего единственное выпускное отверстие для газа-носителя с диаметром от 8 до 25 мм. Площадь поперечного сечения такого выпускного отверстия составляет от 50 до 500 мм2. Такие копья пригодны для выпуска пудры со скоростью от 30 до 300 кг/ч и могут поэтому использоваться для керамической сварки при определенных условиях за счет регулирования состава пудры. Диаметр выпускного(ых) отверстия(й) для струи(й) размывающего газа составляет от 5 до 10 мм и меньше, чем диаметр выпускного отверстия для струи пудры.
Другие предпочтительные варианты выполнения копья первоначально предназначались для крупных ремонтов, проводимых за короткое время, и в этом случае площадь поперечного сечения выпускных отверстий для газа-носителя составляет от 300 до 2.300 мм2. Эти копья пригодны для выпуска пудры со скоростью до 1000 кг/ч и даже более, и также могут использоваться для керамической сварки. Вместо множества дискретных струй размывающего газа можно использовать струю размывающего газа, имеющую форму дуги окружности, расположенной вокруг струи пудры.
Размывающий газ можно выпускать из отверстий, расположенных на линии, параллельной линии отверстий, выпускающих струю пудры, тогда когда копье имеет гребнеобразную конструкцию для обработки больших площадей. Однако предпочтительнее, когда для выпуска размывающей струи использовалась группа разбрызгивающих отверстий, расположенных вокруг центрального отверстия для выпуска пудры. Такое устройство проще и легче.
Копье может быть прямым или изогнутым для облегчения использования в ограниченных пространствах.
Изобретение также предусматривает способ керамической сварки, в котором образуется когерентная огнеупорная масса, сцепленная с огнеупорной структурой в месте сварки, осуществляемый путем подачи струи пудры, несущей смесь топливных частиц и частиц огнеупорных оксидов, против места сварки, при этом топливные частицы вызывают или делают возможным их горение для того, чтобы размягчить или расплавить хотя бы поверхности огнеупорных оксидных частиц, так что образуется упомянутая когерентная огнеупорная масса, сцепленная с упомянутой структурой, причем место сварки предварительно очищают посредством описанного выше способа поверхности огнеупорной очистки.
В основном рекомендуется выпускать частицы в присутствии кислорода высокой концентрации, например, используя коммерческий сорт кислорода в качестве газа-носителя. Из-за очень высокой температуры в реакционной зоне керамической сварки можно получить достаточную степень расплавления или размягчения огнеупорных частиц, что делает возможным образование высококогерентной массы с хорошей огнеупорностью.
Особое преимущество способов керамической плавки состоит в том, что они могут осуществляться на огнеупорной конструкции при ее нормальной высокой рабочей температуре. Это явно приносит пользу из-за минимизации времени простоя ремонтируемой конструкции, так же как и сокращение проблем, связанных с тепловым сжатием и расширением огнеупора. Плавка при температуре, близкой к рабочей температуре огнеупорной конструкции, также приносит пользу для качества образующегося шва. Реакции плавки способны размягчать или плавить поверхность огнеупора, что обеспечивает хорошее сращивание обрабатываемой поверхности и вновь образованной огнеупорной массы шва.
Очень удобно на стадии керамической сварки иметь тот же состав выпускаемой смеси частиц, что и на стадии огнеупорной очистки, для экономии смеси на стадии керамической сварки и снижения уровня топлива в ней. Так, например, смесь макрочастиц, которая должна выпускаться на стадии огнеупорной очистки, может быть образована простым добавлением определенного количества дополнительных топливных частиц к смеси частиц, имеющих тот же состав, что и смесь частиц, используемая на стадии керамической сварки.
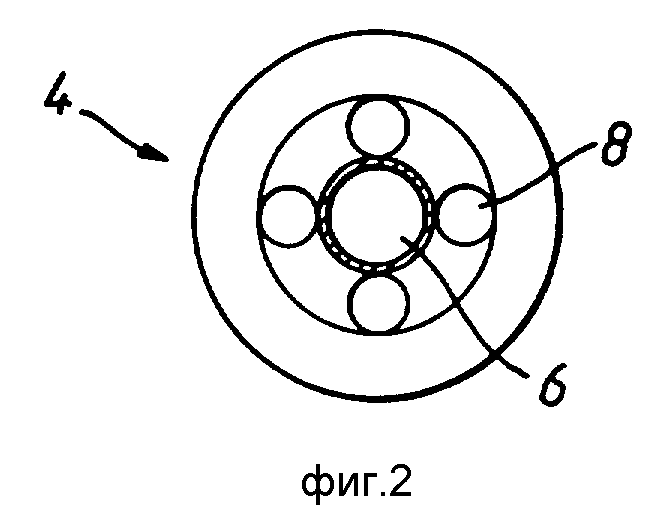
На фиг.1 схематично представлен частичный разрез разбрызгивающего копья, пригодного для использования в способе по изобретению; на фиг.2 вид на выпускающий конец копья, изображенного на фиг.1.
Распыляющая головка 4 копья 5 содержит центральное отверстие 6 для распыления струи пудры, содержащей топливные частицы, диспергированные в газ-носитель. Вместо единственного выпускного отверстия копье может содержать группу отдельных выпускных отверстий для распыления струи пудры. Распыляющее копье с группой выходных отверстий этого типа раскрыто в английской заявке Глейвербела N 2170122. Головка копья 4 содержит также в соответствии с изобретением средства для выпуска размывающего газа. В варианте, показанном на фиг.1,2, средство для выпуска размывающего газа содержит четыре выпускных отверстия 8, расположенных в виде группы вокруг центрального выпускного отверстия 6 для распыления размывающего газа четырьмя дискретными струями. Смесь частиц, диспергированных в газе-носителе, вводится через подающую трубу 10, и кислород для размывающего газа вводится через канал 11. Копье 5 также содержит наружный кожух 12 водяного охлаждения с входом и выходом для холодной воды.
Пример 1. В стекловаренной печи требовался ремонт плитовых блоков из цирконийсодержащего огнеупорного материала такого как "Zac". Этот цирконийсодержащий огнеупор имеет примерный состав, мас. окись кремния - 10-15, окись алюминия 40-55 и окись циркония 30-45.
Состав очищающей смеси частиц выбирали следующим, мас. Si 13, Al - 10, стабилизированная окись циркония 30, L- глинозем (корунд) 45.
Кремниевые и алюминиевые топливные частицы имели номинальный максимальный размер зерна менее 45 мкм. Средний размер зерна кремния был 6 мкм, средний размер зерна алюминия 5 мкм, средний размер зерна окиси циркония 150 мкм и окиси алюминия 100 мкм.
Смесь частиц, диспергированных в окисляющем газе, распылялась копьем 5, показанным на фиг.1. Температура плитовых блоков составляла примерно 1400oC. Смесь вводилась через подводящую трубу 10. Круглое центральное выпускное отверстие имело диаметр 12,5 мм. Смесь распылялась со скоростью потока 30 кг/ч, с кислородом в качестве окисляющего газа при скорости 30 нм3/ч. Струя газа-носителя, содержащего частицы смеси и окисляющий газ, ударяла по обрабатываемой зоне столкновения с поверхностью. В соответствии с изобретением эта поверхность также обрабатывалась распыленной струей размывающего газа, которая налетала на поверхность в окрестности и вокруг зоны столкновения. В этом примере струя размывающего газа была образована кислородом, распыляемым через выпускные отверстия 8 под давлением 10 бар. Каждое из четырех выпускных отверстий имело круглое поперечное сечение с диаметром 5. Способ осуществляют, выпуская струю пудры и четыре струи кислородного размывающего газа на зону очищаемой поверхности, и после этого пульсирующе выпускают только кислород для размягчения и выравнивания поверхности.
После размягчения огнеупорной структуры таким способом, модифицируют струю пудры, уменьшая уровень алюминия до 4 мас. уровень кремния до 8 мас. и соответственно уменьшая уровень окиси циркония и окиси алюминия. Прерывают (перекрывают) кислородную размывающую струю. Далее структуру ремонтируют керамической сваркой до желаемой степени. Таким образомб очистка огнеупорный структуры и керамическая сварка могут быть осуществлены с помощью одного и того же копья без необходимости удаления копья из печи между этими стадиями.
Пример 2. В печи для производства алюминия струя пудры, содержащая 30% алюминия и 70% окиси алюминия, использовалась для очистки глиноземной огнеупорной структуры при 1000oC. Другие условия описаны в примере 1.
Пример 3. В этом примере обрабатывался сталеплавильный конвертер в коротком перерыве между двумя загрузками. Огнеупорная структура выполнена из основного материала (MgO), использовалось копье с большим выходным отверстием. Диаметр отверстий для выпуска струи пудры 37,5 мм, копье способно выпускать 1 т/ч пудры. Температура поверхности огнеупора 1400oC. Очистка состоит из плавления и удаления шлака.
Состав пудры: MgO 2 мм, максимум 75% Si 45 мм, максимум 15% Al 45 мкм, максимум 10%
Размывающим газом являлся кислород, подаваемый под давлением 10 бар через
множество отверстий с
диаметром 5 мм, расположенных так, чтобы обеспечить комбинированный плоский профиль потока. После этого очищенную поверхность ремонтируют с использованием того же копья (без
размывающего) газа и
применяя пудру с составом: MgO 82% ZrO2 -10% Mg/Al сплав 5% Al 3% как описано в британской заявке 2234502-A (Glaverbel L Fosbel International Ltd.).
Реферат
Описан способ очистки поверхности огнеупорных структур при повышенной температуре, главным образом при подготовке керамической сварки. Способ включает выпуск на упомянутую поверхность струи пудры, несущей в струе кислородсодержащего газа- носителя топливные частицы, причем топливные частицы и кислород взаимодействуют в реакционной зоне на указанной поверхности, и одновременный выпуск на упомянутую поверхность очищающей струи, содержащей кислород, предпочтительно со скоростью, большей, чем скорость выпуска струи пудры, для очистки упомянутой поверхности в окрестностях реакционной зоны. Описан способ керамической сварки, включающий предварительную стадию очистки места шва по охарактеризованному выше способу. 2 с. и 11 з.п. ф-лы, 2 ил.

Комментарии