Способ выплавки стали - RU2576278C1
Код документа: RU2576278C1
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу выплавки стали в электродуговой печи (EAF), который включает следующие стадии:
- получение горячего «остатка» в EAF,
- загрузку скрапа в EAF и
- плавление скрапа в EAF.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Производство стали в EAF представляет собой чрезвычайно энергоемкий процесс. Он расходует большое количество электрической и химической энергии. Горячий остаток (или «болота») представляет собой жидкую сталь, остающуюся в печи после предыдущей операции выплавки. Такой горячий остаток оставляют во многих традиционных процессах производства стали из практических соображений. Когда процесс производства стали завершается, расплавленную сталь традиционно выгружают, наклоняя печь, при этом из-за геометрии печи часть расплавленной стали остается внутри. Другая причина сохранения горячего «остатка» заключается в том, чтобы избежать слишком больших колебаний температуры стенок печи. Дальнейший положительный эффект горячего «остатка» заключается в том, что он позволяет снизить количество электрической энергии, расходуемой на процесс выплавки.
Для обеспечения оптимальных условий процесса целесообразно использовать перемешивание расплава. Это объясняется тем, что без перемешивания расплав застаивается, вызывая серьезные проблемы. Из-за неравномерного плавления появляются холодные участки. Для того чтобы получить сталь желаемого качества, необходимо увеличивать продолжительность плавления и температуру ванны для получения ровной ванны. Это приводит к большим затратам энергии. Кроме того, расплавление больших кусков скрапа занимает много времени. Происходит сильная термическая стратификация стального расплава с высоким градиентом температуры ванны. Градиенты являются причиной неравномерной зоны реакции.
Благодаря перемешиванию вышеупомянутые и подобные проблемы могут быть устранены или по меньшей мере снижены. Известные основные способы перемешивания включают электромагнитное перемешивание (EMS) и газовое перемешивание. Газовое перемешивание имеет некоторые недостатки по сравнению с EMS.
При EMS обеспечивается поперечное перемешивание скрапа, что невозможно при газовом перемешивании. EMS дает более эффективное перемешивание для плавления скрапа. Эффект газового перемешивания также является ограниченным из-за недостаточного соответствия геометрии EAF. Газовое перемешивание имеет низкую степень надежности из-за трудностей во время обслуживания и производства и вероятности блокирования нижнего отверстия для инжектирования. Может произойти утечка расплавленной стали из отверстий для инжектирования газа.
Для эффективного EMS необходимо, чтобы существенная часть содержимого печи находилась в жидком состоянии. При использовании горячего остатка традиционного объема загрузка скрапа в горячий остаток приводит к тому, что по меньшей мере часть горячего остатка затвердевает, поскольку он охлаждается скрапом. Затем пропорция жидкого расплава постепенно увеличивается благодаря нагреванию электрической дугой, и требуется некоторое время до тех пор, пока жидкая фракция не станет достаточно большой для того, чтобы эффективно начать EMS. Такая пропорция обычно не достигается до тех пор, пока не пройдет большая часть процесса, как правило, составляющая 40-50% от общей продолжительности процесса. Под «продолжительностью процесса» обычно подразумевается период времени от первоначальной загрузки печи металлоломом до выгрузки из нее расплавленной стали, и это положение также действительно в данной заявке.
Поэтому преимущества использования EMS могут быть получены только во время части процесса.
Иллюстративный пример известного способа описан в GB 2192446 А, в котором описан сталеплавильный процесс с использованием газового перемешивания. Печь работает с горячим остатком ограниченного размера, указанного в описании, которое составляет от 10 до 30% от предыдущей плавки. Как упомянуто выше, массы такого ограниченного горячего остатка недостаточно для того, чтобы избежать затвердения участков горячего остатка при загрузке скрапа. Поэтому перемешивание на ранней стадии процесса будет неэффективным, в частности, при использовании EMS.
В DE 9422137 U1 также описан процесс выплавки, в котором горячий остаток остается с предыдущего цикла процесса. Масса горячего остатка не указана, и в том случае, если масса горячего остатка находится в пределах традиционно используемого диапазона, его количества недостаточно для того, чтобы избежать затвердения по меньшей мере некоторых частей горячего остатка.
Электромагнитное перемешивание как таковое описано, например, в GB 1601490.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является улучшение обсуждаемого процесса производства стали. Более конкретно, его целью является снижение затрат электрической энергии для данного процесса. В частности, его целью является обеспечение возможности эффективного использования EMS во время большей части процесса, предпочтительно во время всего процесса.
Данная цель достигается за счет того, что способ такого же типа, как и способ, указанный во вступительной части данного описания, включает дополнительные специфические стадии получения горячего остатка в количестве, соответствующем следующей формуле:
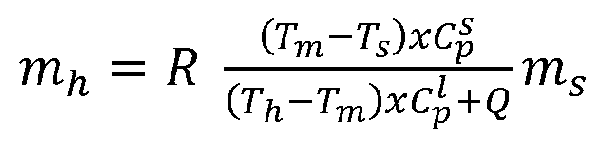
где mh представляет собой массу получаемого горячего остатка, ms представляет собой массу первоначально загружаемого скрапа, находящегося под поверхностью горячего остатка, Tm представляет собой температуру плавления скрапа, Ts представляет собой температуру cкрапа при его загрузке, Th представляет собой температуру горячего остатка при загрузке скрапа, Tm представляет собой температуру плавления скрапа, представляет собой удельную теплоемкость скрапа, представляет собой удельную теплоемкость горячего скрапа, Q представляет собой удельную теплоту плавления скрапа, а R представляет собой коэффициент, составляющий по меньшей мере 0,75; и за счет того, что в данном процессе используется электромагнитное перемешивание.
Термин «горячий остаток» традиционно означает жидкую сталь, которую оставляют в печи после разгрузки во время предыдущего процесса. Такое же значение этот термин имеет и в данной заявке. Однако в данной заявке подразумевается количество жидкого металла, присутствующего в печи независимо от источника его поступления. Таким образом, под термином «горячей остаток» в данной заявке подразумевается любая горячая сталь, первоначально загружаемая в печь в качестве добавки к жидкой стали с предыдущего процесса или даже вместо жидкой стали с предыдущего процесса.
Приведенная выше формула определяет минимум массы горячего остатка относительно массы стали в зависимости от используемого теплового режима. Такой минимум согласно данной формуле представляет собой довольно большую массу горячего остатка для получения достаточного количества жидкой массы, которая позволяет эффективно использовать EMS на более ранней стадии в процессе, чем это возможно при использовании остатка традиционного размера. Поэтому преимущества EMS используются в течение намного большей части общей продолжительности процесса, что делает процесс более эффективным относительно затрат электрической энергии.
Данная формула основана на расчете теплового баланса, с одной стороны, между теплом, необходимым для нагревания массы скрапа под поверхностью горячего остатка до температуры выплавки, и, с другой стороны, теплом, которое может быть отведено от горячего остатка без его затвердения. Теоретическое равновесие достигается при R=1.
Однако на практике теоретическое равновесие не отражает в точности явления, которые происходят во время первоначальной части процесса, а представляет собой приблизительное руководство. Существуют факторы, влияющие на процесс на данной стадии, которые приводят к затвердению, несмотря на тепловой баланс. Самым важным в данном отношении является тот факт, что передача тепла от горячего остатка скрапу является неравномерной. Поэтому некоторые участки горячего остатка могут остывать раньше, чем другие. Такое неравномерное охлаждение горячего остатка приводит к затвердеванию его участков, несмотря на наличие его достаточного количества для того, чтобы теоретически поддерживать его в жидком состоянии.
Другие факторы оказывают обратное действие. Электрическую дугу зажигают уже в начале процесса. Тем самым обеспечивается непрерывная подача тепла, которая увеличивает тепловой потенциал горячего остатка. Учитывая данный эффект, на тепловой баланс действуют в направлении, предотвращающем затвердение горячего остатка. Таким образом, данный эффект означает, что горячий остаток останется в жидком состоянии даже в том случае, когда величина R составляет меньше 1.
Сумма данных двух эффектов зависит от времени, а также от различных превалирующих условий. Поэтому ее трудно рассчитать и нелегко обобщить. Минимальная величина R=0,75, указанная при общем представлении настоящего изобретения, представляет собой условие, при котором второе упомянутое выше влияние является максимальным, а первое влияние является небольшим. Для оптимальных условий процесса относительно теплового баланса во время первоначальной стадии данная величина R должна быть достаточной для того, чтобы поддерживать горячий остаток в жидком состоянии. В горячем остатке могут наблюдаться некоторые незначительные локально затвердевшие участки, но не в таком объеме, чтобы существенно снижать эффект EMS.
Способ согласно настоящему изобретению, в котором EMS может быть использовано на более ранней стадии по сравнению с известными способами, может обеспечить множество преимуществ:
- большую экономию энергии благодаря эффективному плавлению скрапа во время всего рабочего цикла или по меньшей мере большей его части по сравнению с известными способами;
- повышение выхода железа и сплавов;
- повышение производительности благодаря сокращению периода времени от выпуска до выпуска;
- понижение расхода кислорода благодаря полному использованию преимуществ горячего остатка вместе с EMS;
- снижение степени износа выпускного отверстия;
- снижение расхода электродов благодаря меньшему объему движения скрапа;
- снижение вероятности поломки электродов;
- более высокая мощность может быть использована на более ранней стадии;
- улучшенная стабильность дуги;
- снижение мощности со временем;
- предотвращение выбросов шлака;
- улучшенное конечное регулирование точности и надежности;
- возможность позиционирования EMS для шлака, обеспечивающая перемещение шлака к шлаковым леткам для удаления шлака;
- более длительная продолжительность взаимодействия шлака и металла и равномерная площадь взаимодействия;
- повышенная эффективность выплавки и гомогенизации ванны;
- более короткая продолжительность цикла процесса.
Согласно предпочтительному варианту воплощения R равно по меньшей мере 1.
Это означает, что минимальная относительная масса горячего остатка несколько выше массы, обозначенной для настоящего изобретения в ее наиболее обобщенном виде. Как упомянуто выше, R=1 представляет собой тепловое равновесие с учетом только теплосодержания горячего остатка и скрапа соответственно. Поэтому данный вариант воплощения является более безопасным для того, чтобы избежать затвердения участков горячего остатка, и основан на допущении, что действие негомогенного охлаждения горячего остатка и действие тепла, обеспечиваемого электрической дугой, приблизительно уравновешивают одно другое. Таким образом, обеспечивается более высокая степень уверенности для обеспечения преимуществ, связанных с EMS.
Согласно следующему предпочтительному варианту воплощения R равно по меньшей мере 1,2.
Данный вариант воплощения обеспечивает еще больший резерв против вероятности затвердений в горячем остатке, поскольку теоретическое теплосодержание горячего остатка на 20% больше теплосодержания, теоретически необходимого для поддержания его в жидком состоянии. Даже в тех случаях, когда действие негомогенного затвердения может доминировать по сравнению с действием теплоподачи от электрической дуги, горячий остаток останется по существу жидким.
Согласно следующему предпочтительному варианту воплощения масса горячего остатка менее чем в 1,5 раза превышает минимум, указанный в настоящем изобретении.
Присутствие минимального количества горячего остатка объясняется необходимостью поддержания горячего остатка в жидком состоянии. Однако нет необходимости оставлять количество горячего остатка, намного превышающее минимальное количество относительно массы скрапа под поверхностью горячего остатка. Напротив, слишком большое количество горячего остатка приводит к излишним затратам энергии. Ограничивая относительное количество горячего остатка, учитывают производительность процессов, поэтому верхний предел согласно данному варианту воплощения является благоприятным относительно аспекта производительности.
В варианте воплощения, в котором минимальная масса горячего остатка определяется с R=0,75, максимальная масса согласно данному варианту воплощения определяется как R, составляющее менее 1,125. В вариантах воплощения, в которых Rmin равно 1 и 1,2 соответственно, Rmах составит 1,5 и 1,8 соответственно.
Согласно следующему предпочтительному варианту воплощения EMS начинают до того, как пройдут по меньшей мере 20% всего процесса выплавки.
Как упомянуто выше, один из важных аспектов настоящего изобретения заключается в том, что он позволяет применять EMS на более ранней стадии процесса и в результате получить преимущества EMS в течение более длительного периода времени. При использовании данного варианта воплощения период времени, в течение которого EMS не может быть использован, сокращается менее чем наполовину по сравнению с традиционным способом.
Согласно следующему предпочтительному варианту воплощения EMS начинают до того, как пройдут по меньшей мере 10% всего процесса выплавки. Продолжительность использования EMS согласно варианту воплощения таким образом увеличивается еще больше, тем самым усиливая преимущества, относящиеся к такому перемешиванию.
Согласно следующему предпочтительному варианту воплощения EMS начинают до того, как пройдут по меньшей мере 2% всего процесса выплавки. Это означает, что EMS начинают практически с самого начала процесса, что является особенно благоприятным.
Согласно следующему предпочтительному варианту воплощения совокупная масса горячего остатка и загрузки горячего металла (в частности, жидкого чугуна) составляет по меньшей мере 30% от общей массы стали в печи в конце процесса.
Это является дальнейшим критерием для удерживания достаточного количества стали в жидкой фазе в печи для обеспечения условий для эффективного EMS. При использовании данного критерия также принимаются во внимание и другие влияния, воздействующие на баланс тепла в содержимом печи, а именно влияние массы скрапа, который первоначально находится над поверхностью горячего остатка, влияние более поздней загрузки дальнейшей части скрапа во время процесса при использовании многобадьевой загрузки и влияние подачи горячего металла, то есть жидкого металла, во время процесса плавления.
Согласно следующему предпочтительному варианту воплощения масса горячего остатка и масса загрузки горячего металла составляет по меньшей мере 30% от общей массы стали в печи на любой стадии процесса.
Данный вариант воплощения еще больше подтверждает тот факт, что EMS оказывает благоприятное действие во время всего процесса.
Согласно следующему предпочтительному варианту воплощения совокупная масса горячего остатка и загрузки горячего металла составляет менее 60% от общей массы стали в печи в конце процесса.
Тем самым во внимание принимается критерий, относящийся к влиянию компонентов ванны, которые добавляют после первоначальной загрузки, для верхнего предела количества горячего остатка, для того чтобы избежать количества горячего остатка, превышающего количество, которое обеспечивает эффективное количество.
Согласно следующему предпочтительному варианту воплощения масса горячего остатка и масса загрузки горячего металла составляет менее 60% от общей массы стали в печи на любой стадии процесса.
Данный вариант воплощения соответственно еще больше подтверждает тот факт, что массу горячего остатка необходимо ограничивать для получения эффективной производительности.
Согласно следующему предпочтительному варианту воплощения определяют гранулометрический состав кусков в скрапе, первоначально загружаемом в горячее зеркало.
Масса скрапа, которая находится под поверхностью горячего остатка, зависит от структуры скрапа. Из-за неправильной формы и различных размеров кусков скрапа между кусками имеются большие пустоты, поэтому общая плотность, включая пустоты, намного ниже плотности кусков скрапа как таковых. Такая плотность обычно составляет 2-3 кг/дм3. Поэтому она может быть использована в качестве руководства при расчете массы горячего остатка, необходимой для удовлетворения критерия согласно настоящему изобретению. Благодаря определению гранулометрического состава кусков в скрапе, упомянутая общая плотность скрапа может быть установлена более точно. В результате критерий массы горячего остатка будет иметь повышенную точность, обеспечивая лучшую возможность определения оптимальной массы горячего остатка относительно, с одной стороны, использования достаточной массы горячего остатка для EMS, а с другой стороны, предотвращения использования слишком большой массы горячего остатка относительно производительности.
Определение размера кусков скрапа может включать определение размера каждого куска или всего лишь репрезентативной подборки кусков.
Гранулометрический состав также влияет на теплоперенос из горячего остатка в скрап. Чем больше куски в скрапе, тем медленнее теплоперенос. Зная гранулометрический состав, его действие также может быть принято во внимание при определении оптимальной массы горячего остатка.
Согласно следующему предпочтительному варианту воплощения определяют геометрию кусков в скрапе.
Это способствует дальнейшей оценке более точной величины общей плотности скрапа, а также влияет на интенсивность теплопереноса, обеспечивая преимущества упомянутого выше рода. Может быть также определена геометрия каждого куска или только репрезентативной подборки кусков.
Описанные выше предпочтительные варианты воплощения настоящего изобретения заявлены в зависимых пунктах формулы изобретения. Подразумевается, что дальнейшие предпочтительные варианты воплощения, безусловно, могут включать любые возможные комбинации описанных выше предпочтительных вариантов воплощения и отличительные признаки, упомянутые в описании приведенных ниже примеров.
Далее настоящее изобретение разъясняется с помощью следующего подробного описания его примеров и со ссылкой на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1а-е показывают схематическое изображение видов сбоку (фиг. 1а-с и 1е) и сверху (фиг. 1d) EAF, в которой может быть реализован способ согласно настоящему изобретению.
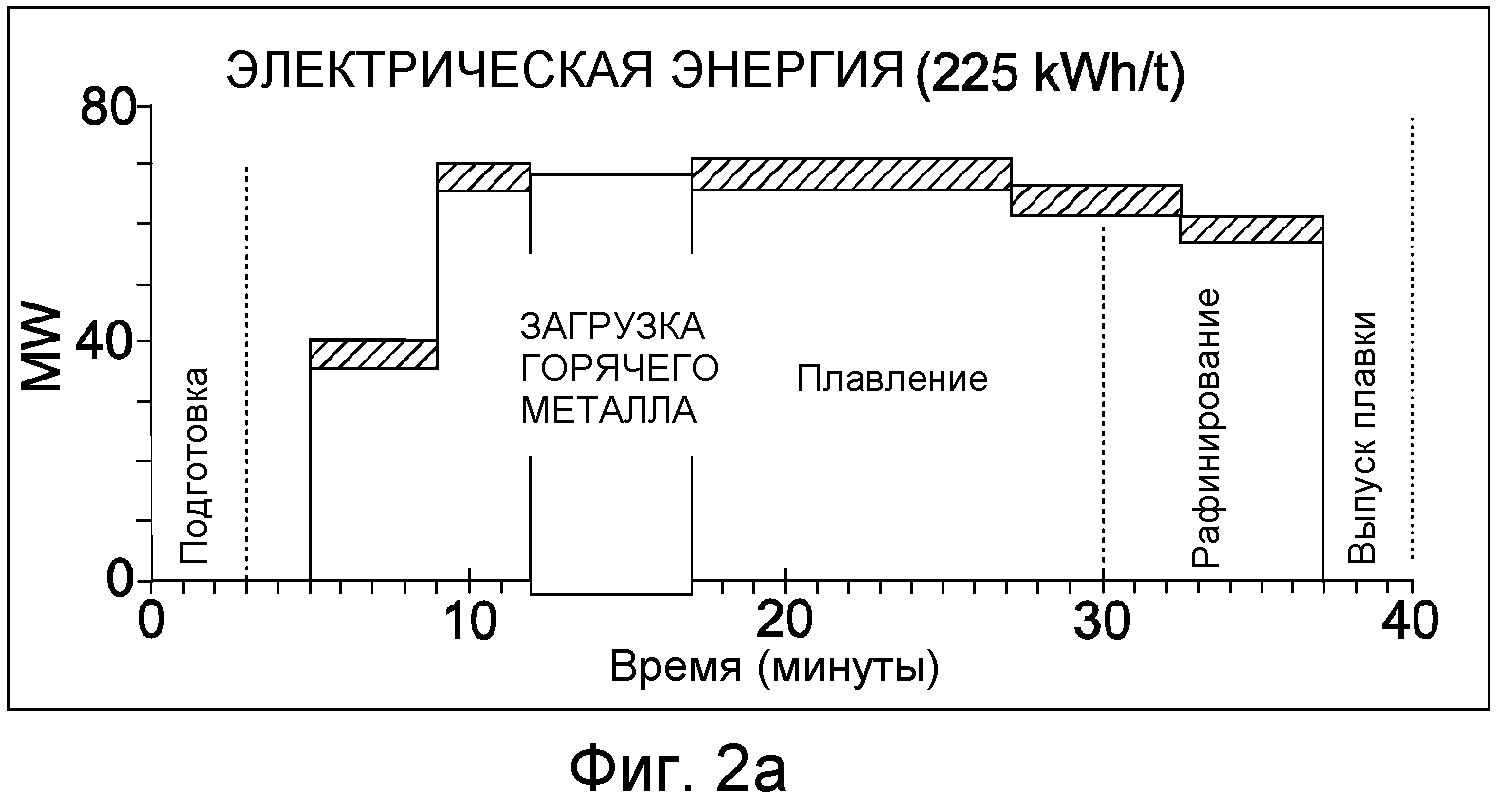
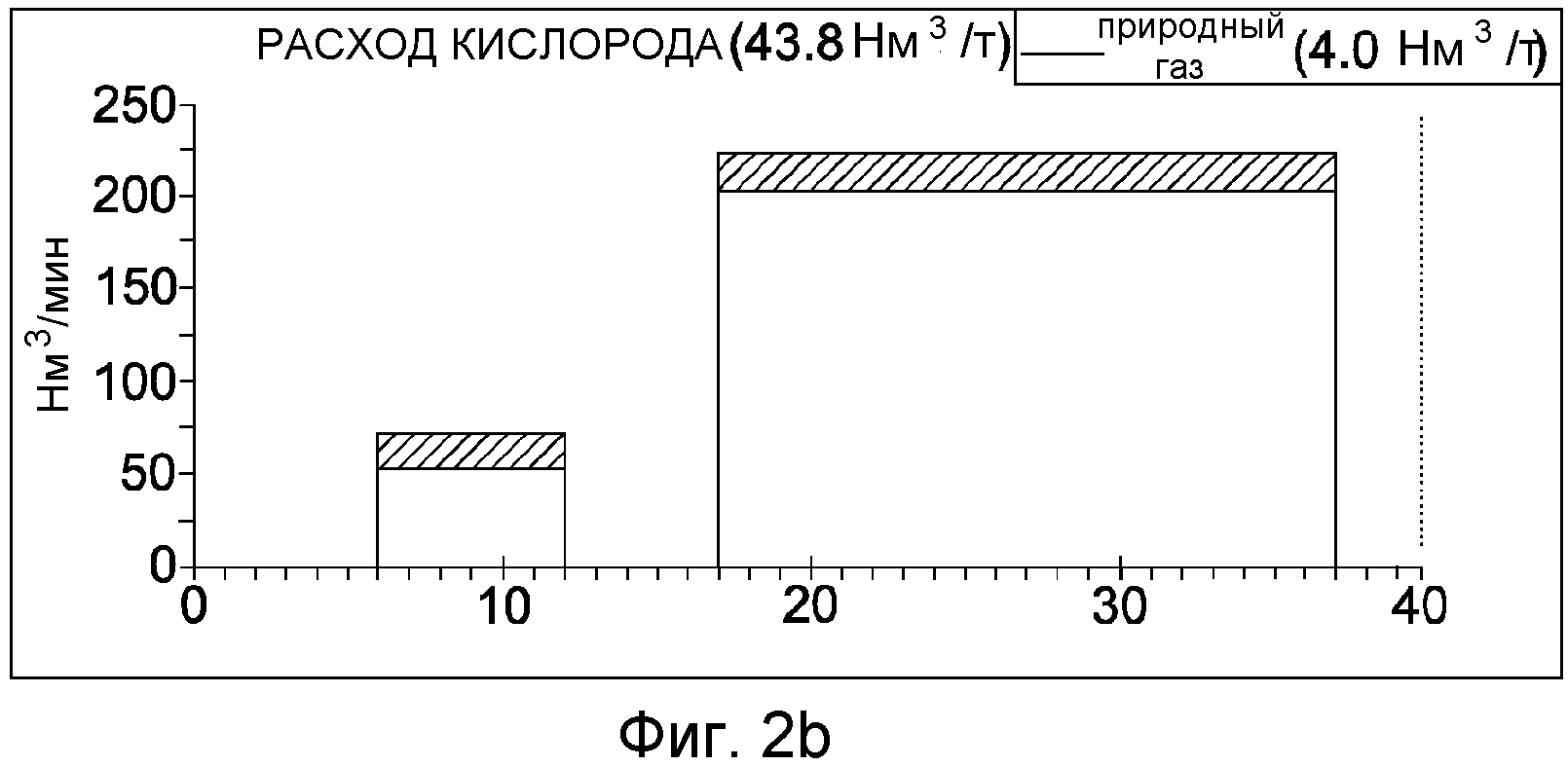
Фиг. 2а-b показывают на диаграммах потребление электроэнергии (фиг. 2а) и поток подаваемого кислорода (фиг. 2) в зависимости от продолжительности во время плавления скрапа в процессе выплавки с использованием EAF согласно варианту воплощения процесса согласно настоящему изобретению или по сравнению с известным процессом выплавки.
ОПИСАНИЕ ПРИМЕРОВ
На фиг. 1а-е проиллюстрирована электродуговая печь (EAF) во время различных стадий процесса выплавки с использованием EAF согласно варианту воплощения настоящего изобретения. EAF 10 включает электромагнитную мешалку (EMS) 11 и электроды 12. Также предусмотрены система 13 подачи электроэнергии, функционально соединенная с электродами 12, а также технологическое и контрольное устройство 14 (проиллюстрированное только на фиг. 1а), функционально соединенное с системой 13 подачи электроэнергии и EMS для ее контроля.
Благодаря технологическому и контрольному устройству 14 может быть рассчитана приемлемая масса горячего остатка на основании записанных и измеренных величин параметров в формуле, которая определяет массу горячего остатка. Горячий остаток полностью или по меньшей мере основная часть его сформирована расплавом, который остается в печи после разгрузки с предыдущего технологического цикла. Поэтому расчет приемлемой массы горячего остатка предпочтительно осуществляют непосредственно перед выгрузкой с предыдущего процесса выплавки.
Фиг. 1а иллюстрирует стадию зажигания дуги, на которой горячий остаток 15 остается в EAF 10 с предыдущего технологического цикла, то есть когда расплавленный металлолом выгружают с предыдущего технологического цикла, а контролируемое количество расплавленного скрапа, то есть горячий остаток 15, оставляют в EAF для следующего цикла выплавки. Затем в EAF 10 загружают контролируемое количество твердого скрапа. Зажигают дуги между электродами 12 и скрапом.
Фиг. 1b иллюстрирует стадию заглубления, на которой электроды 12 плавят твердый металлолом 16, проникая глубже в металлолом 16. На данной стадии расплав состоит из горячего остатка 15 и некоторого количества расплавленного скрапа. Расход электроэнергии и поток подаваемого кислорода во время горения дуги и стадий заглубления, показанных на фиг. 1а-b, проиллюстрированы на фиг. 2а-b в период между примерно 6 и 12 минутами от начала процесса.
Затем осуществляют необязательную загрузку горячего металла. Для этого расплавленный металл подают в EAF из устройства для выплавки стали (не проиллюстрировано). Во время загрузки горячего металла, которая происходит в период между примерно 12 и 17 минутами от начала процесса, на электроды 12 не подают электрический ток и в EAF 10 не подают кислород.
Затем основной процесс плавления осуществляют, как показано на фиг. 1с-d, при этом электрическая мощность и поток подаваемого кислорода являются максимальными. Затем осуществляют необязательную стадию рафинирования, проиллюстрированную на фиг. 1е, используя более низкую мощность для нагревания расплава до температуры выпуска плавки. Основные стадии плавления и рафинирования осуществляют в период между примерно 17 и 37 минутами от начала цикла, во время которого электрическую мощность постепенно снижают. Цикл процесса плавления в EAF заканчивается выгрузкой расплавленного скрапа, за исключением горячего остатка, необходимого для следующего цикла выплавки.
Фиг. 2а представляет собой диаграмму расхода электроэнергии во время процесса выплавки в EAF согласно настоящему изобретению по сравнению с расходом электроэнергии при осуществлении известного процесса выплавки, представленного нижней и верхней линиями заштрихованных участков на диаграмме, соответственно. Подобным образом фиг. 2b представляет собой диаграмму подачи потока кислорода во время процесса EAF согласно настоящему изобретению по сравнению с подачей потока кислорода при осуществлении известного процесса выплавки.
Реферат
Изобретение относится к области металлургии и может быть использовано для выплавки стали в электродуговой печи. В печи обеспечивают наличие горячего остатка. Загружают металлолом и плавят его в печи. При этом минимальную массу горячего остатка устанавливают с учетом массы первоначально загружаемого скрапа, находящегося под поверхностью горячего остатка, температуры плавления скрапа, температуры скрапа при его загрузке, температуры горячего остатка, удельной теплоемкости скрапа и горячего скрапа. Изобретение позволяет производить теоретический расчет баланса тепла, необходимого для предотвращения затвердевания участков горячего остатка при загрузке скрапа, обеспечивает эффективное использование электромагнитного перемешивания расплава во время всего процесса, а также снижает затраты электрической энергии. 12 з.п. ф-лы, 2 ил.
Формула
- получение горячего остатка (15) в EAF,
- загрузку скрапа (16) в EAF и
- плавление скрапа (16) в EAF,
отличающийся тем, что минимальную массу используемого горячего остатка (15) в EAF определяют по следующей формуле:
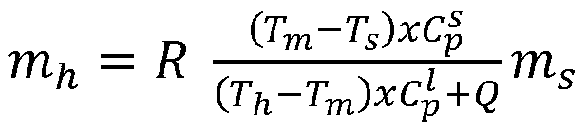
где mh представляет собой массу используемого горячего остатка; ms представляет собой массу первоначально загружаемого скрапа, находящегося под поверхностью горячего остатка; Tm представляет собой температуру плавления скрапа; Ts представляет собой температуру скрапа при его загрузке; Th представляет собой температуру горячего остатка при загрузке скрапа; представляет собой удельную теплоемкость скрапа; представляет собой удельную теплоемкость горячего скрапа; Q представляет собой удельную теплоту плавления скрапа, а R представляет собой коэффициент, составляющий по меньшей мере 0,75; причем в процессе выплавки используют электромагнитное перемешивание (EMS) (11), при этом массу используемого горячего остатка в EAF определяют с помощью технологического и контрольного устройства (14) на основании записанных и измеренных величин упомянутых параметров.
Комментарии