Способ гидроконверсии тяжелых углеводородов при низком давлении (варианты) - RU2181751C2
Код документа: RU2181751C2
Чертежи
Описание
Изобретение в целом относится к усовершенствованному процессу гидроконверсии, или гидрокрекинга, тяжелого углеводородного масляного сырья, тяжелой цельной сырой нефти и тяжелых остатков от нефтепереработки. Стабильный процесс при пониженном давлении протекает при включении в состав загружаемого в реактор сырья маслорастворимого соединения металла группы VI-B. Процесс предпочтительно проводят при общем давлении в реакторе не более чем примерно 13200 кПа (1900 изб.фунт/дюйм2) и предпочтительно примерно от 9065 кПа (1300 изб.фунт/дюйм2) примерно до 11822 кПа (1700 изб.фунт/дюйм2).
В нефтяной промышленности обычно желательно преобразовывать тяжелое углеводородное масло, которое представляет собой нефтяные фракции с температурой кипения при атмосферном давлении выше примерно 565oС (1050oF), в более легкие углеводороды, имеющие большее экономическое значение. К тому же в нефтяной промышленности сохраняется потребность в процессе, с помощью которого можно преобразовать тяжелую цельную сырую нефть в более легкую сырую нефть с существенно пониженным содержанием тяжелого углеводородного масла. Другие преимущества, ожидаемые от переработки тяжелого углеводородного масла, тяжелой цельной нефти и другого подобного сырья, в частности высококипящих остатков от нефтепереработки, включают гидродесульфурацию (HDS), гидродеазотирование (HDN), восстановление углеродистых остатков (CRR), гидродеметаллизацию (HDM) и восстановление осадков.
Процессы гидроконверсии, известные также и называемые здесь как гидрокрекинг, обеспечивают достижение вышеуказанных целей путем проведения реакции нефтяного сырья с газообразным водородом в присутствии гетерогенного катализатора на основе переходного металла. Гетерогенный катализатор на основе переходного металла, как правило, наносят на высокоразвитую поверхность огнеупорных оксидов, таких как оксид алюминия, диоксид кремния, алюмосиликаты и другие, которые должны быть известны специалистам. Такие носители катализаторов имеют сложную структуру поверхности пор, которые могут включать поры с относительно малым диаметром (т.е. микропоры) и поры с относительно большим диаметром (т. е. макропоры), что влияет на реакционные характеристики катализатора. Значительное количество исследований по изменению свойств катализаторов гидроконверсии путем модификации размеров пор, распределения по размерам пор, соотношений размеров пор и других аспектов поверхности катализатора привели к достижению многих вышеупомянутых целей гидроконверсии.
Превосходный пример таких достижений раскрыт в патенте США 5435908 (Nelson и др.), в котором с помощью катализатора на носителе достигают хорошего уровня гидроконверсии тяжелого углеводородного сырья до продуктов, имеющих точку кипения при атмосферном давлении ниже 538oС (1000oF). При этом с помощью описанных катализатора и способа получают жидкость с температурой кипения при атмосферном давлении выше 343oС (650oF) и низким содержанием осадка, а также к продукту с температурой кипения при атмосферном давлении выше 538oС (1000oF) и низким содержанием серы. Катализатор включает оксид неблагородного металла группы VIII и оксид металла группы VI-В, нанесенные на оксид алюминия. Носитель - оксид алюминия - характеризуется суммарной площадью поверхности 150-240 м2/г, суммарным объемом пор (СОП) от 0,7 до 0,98 и распределением диаметров пор, при котором ≤ 20% от СОП находится в виде первичных микропор диаметром менее или равным 100 ангстрем, по меньшей мере 34% от СОП находится в виде вторичных микропор диаметром примерно от 100 до 200 ангстрем, и примерно от 26% до 46% СОП находится в виде макропор диаметром более 200 ангстрем.
Другой способ, существенно приближающийся к решению вышеупомянутых задач по гидроконверсии тяжелого масляного сырья, раскрыт в патенте США 5108581 (Aldrich и др.). Как следует из этой ссылки, диспергируемый или разрушаемый предшественник катализатора, наряду с газообразным водородом, предпочтительно содержащим сероводород, добавляют к тяжелому масляному сырью и нагревают смесь под давлением для формирования концентрата катализатора. Этот концентрат катализатора затем добавляют ко всей массе тяжелого масляного сырья, которое вводят в гидроконверсионный реактор. Подходящие условия для формирования концентрата катализатора включают: температуру по меньшей мере 260oC (500oF) и повышенное давление от 170 кПа (10 изб.фунт/дюйм2) до 13890 кПа (2000 изб.фунт/дюйм2), а примерными условиями могут быть 380oС (716oF) и 9754 кПа (1400 изб.фунт/дюйм2). Как отмечено в описании, цель подобных условий заключается в разложении предшественника катализатора так, чтобы сформировать твердые частицы катализатора, диспергированные в углеводородном масле концентрата катализатора, прежде чем его смешают со всей массой тяжелого масляного сырья в гидроконверсионном реакторе.
Несмотря на эти достижения, процесс гидроконверсии тяжелого углеводородного масла требует повышенных температур реакции (например, выше 315oС (600oF)) и высокого давления (например, выше 13890 кПа (2000 изб. фунт/дюйм2)) водородсодержащего газа. Вследствие сочетания повышенной температуры и высокого давления газообразного водорода стоимость строительства и эксплуатации гидроконверсионного реактора значительна. Одним из путей снижения стоимости и повышения безопасности реактора является снижение давления в реакторе. На практике хорошо известно, что проведение реакции гидроконверсии при давлениях ниже 13890 кПа (2000 изб.фунт/дюйм2) вызывает формирование труднообрабатываемых остатков в реакторе и высокий уровень осадков в потоке продукта.
Скопление остатков и других осадков в реакторе и других системах процесса приводит к созданию в реакторе непредсказуемых и нестабильных условий. Во избежание этого требуется частое отключение и чистка реактора, что вызывает потери продукции, так как реактор не "в строю". Явно нестабильные и непредсказуемые условия реакции нежелательны с точки зрения качества продукта, с точки зрения эксплуатации реактора или, что еще более важно, с точки зрения безопасности. Таким образом, остается нерешенная в нефтеперерабатывающей промышленности необходимость в стабильном способе гидроконверсии тяжелого углеводородного масла, тяжелой цельной нефти и тяжелых остатков от нефтепереработки с получением более легких углеводородов под давлением ниже 13890 кПа (2000 изб.фунт/дюйм2).
Настоящее изобретение в целом относится к усовершенствованному способу гидроконверсии или гидрокрекинга тяжелого углеводородного масла, тяжелой цельной нефти и других тяжелых остатков нефтепереработки.
В последующем описании следует понимать, что при отсутствии иных указаний все значения температур кипения измерены при атмосферном давлении.
Особым признаком данного изобретения является то, что оно позволяет проводить эксплуатацию в таких условиях, при которых существенно снижается содержание осадка в потоке продукта, выходящего из зоны гидроконверсии.
Загружаемый в процессе гидроконверсии материал, как правило, характеризуется очень низким содержанием осадка, максимум 0,01 мас.%. Содержание осадка обычно измеряют тестированием образца по методике горячего фильтрования Shell Hot Filtration Solids Test (SHFST) (cm. Jour. Inst. Pet. (1951) 37, стр. 596-604, Van Kerknoort и др., приведенный в ссылках). Как правило, на практике процессы гидроконверсии обычно дают SHFST выше примерно 0,17 мас.% и порядка 1 мас. % во фракции 343oС+(650oF+) из продукта, выделенного из кубовых остатков испарительного барабана (BFD). Образование больших количеств осадка нежелательно, так как оно приводит к отложению осадка в последующих установках с необходимостью его удаления в установленном порядке. Это, конечно, потребует отключения установки на нежелательно долгий период. Осадок также нежелателен в продуктах, т.к. он осаждается на поверхности и внутри различных участков последующего оборудования по потоку установки гидроконверсии и затрудняет правильное функционирование, например, насосов, теплообменников, ректификационной колонны и т.д.
Очень высокие уровни формирования осадков (например, 1 мас.% от фракции 343oС+(650oF+) продукта, обработанного водородом), не наблюдаются, однако при эксплуатации вакуум-установок гидроконверсии кубовых остатков при стабильных умеренных уровнях конверсии компонентов сырья с температурами кипения выше 538oС (1000oF) в продукты с температурами кипения ниже 538oС (1000oF) (например, 40-65 об.% конверсии).
В настоящем изобретении методика теста IP 375/86 определения суммарного осадка оказалась очень полезной. Этот метод описан в ASTM Designation D 4870-92, включенном здесь в ссылки. Метод IP 375/86 был разработан для определения суммарного осадка в кубовых остатках топлив и весьма подходит для определения суммарного осадка в нашем продукте с температурой кипения 343oС+(650oF+). Продукт с температурой кипения 343oС+(650oF+) можно непосредственно испытывать на суммарное содержание осадка, который обозначен как "Existent IP Sediment value". Мы нашли, что метод Existent IP Sediment Test дает результаты, практически эквивалентные результатам метода Shell Hot Filtration Solids Test, описанным выше.
Поскольку применение метода IP 375/86 рекомендуется ограничить образцами, содержащими менее или ровно 0,4-0,5 мас.% осадка, мы уменьшаем размер образца, если в нем наблюдается высокое содержание осадка. Это приводит к прекрасно воспроизводимым значениям даже для образцов с очень большим содержанием осадка.
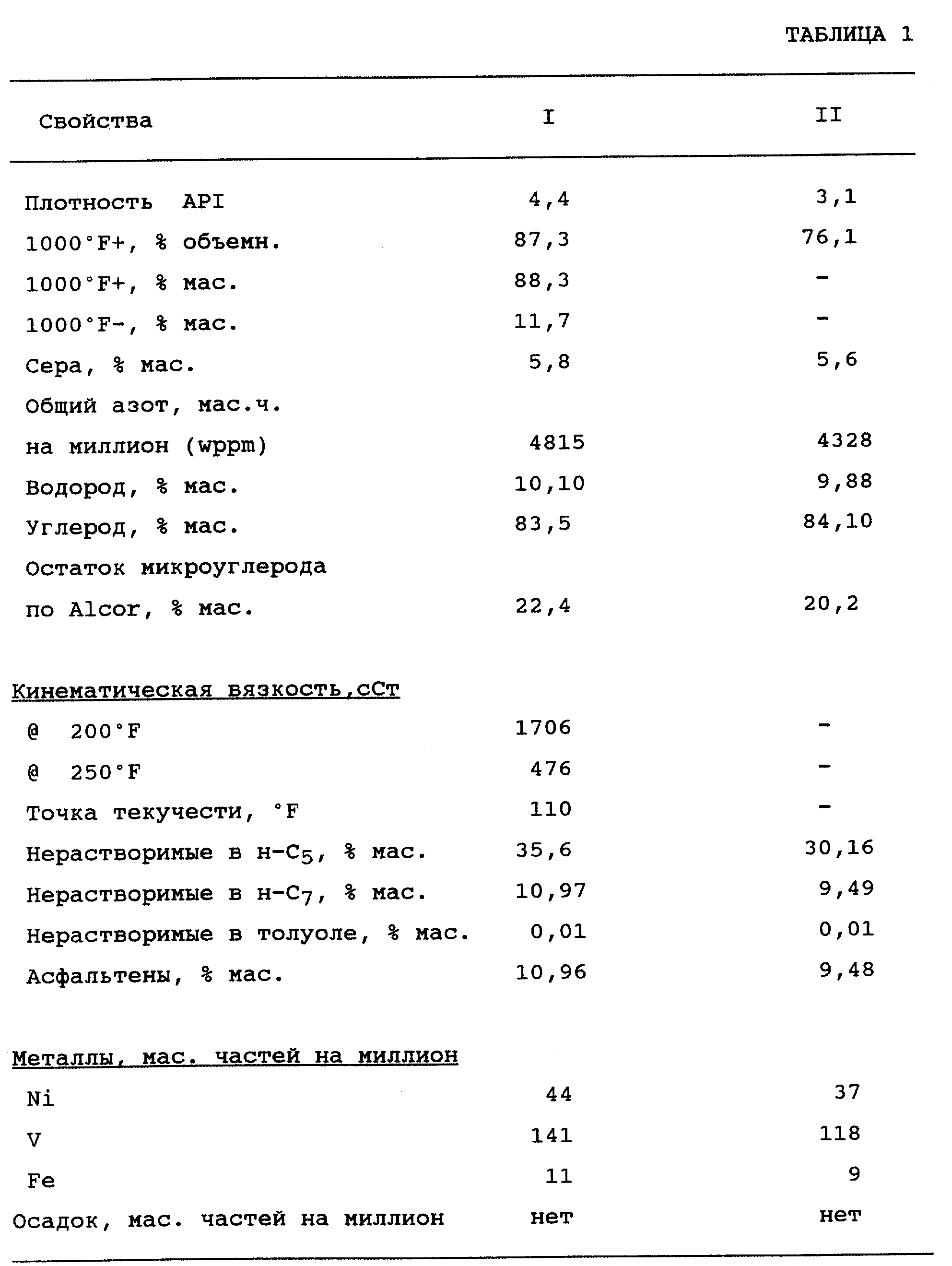
Применяемый здесь термин "тяжелое углеводородное масло" означает углеводородное масло, содержащее существенное количество компонентов с температурой кипения выше примерно 565oС (1050oF). Тяжелые углеводородные масла, которые могут быть использованы в процессе согласно данному изобретению, могут включать высококипящие нефтяные фракции, например газойли, вакуумные газойли, смеси уголь/нефть, остаточные масла, вакуумные остатки и другие подобные остатки нефтепереработки, имеющие высокие температуры кипения при атмосферном давлении. Примером, иллюстрирующим такое тяжелое углеводородное масло, является аравийский средний/тяжелый вакуумный остаток, имеющий характеристики, приведенные в первой колонке таблицы 1. Другой пример, иллюстрирующий тяжелое углеводородное масло, включает смесь жидкого крекированного тяжелого рециклового газойля (FC HCGO) с аравийским средним/тяжелым вакуумным остатком, характеристики которой даны во второй колонке таблицы 1.
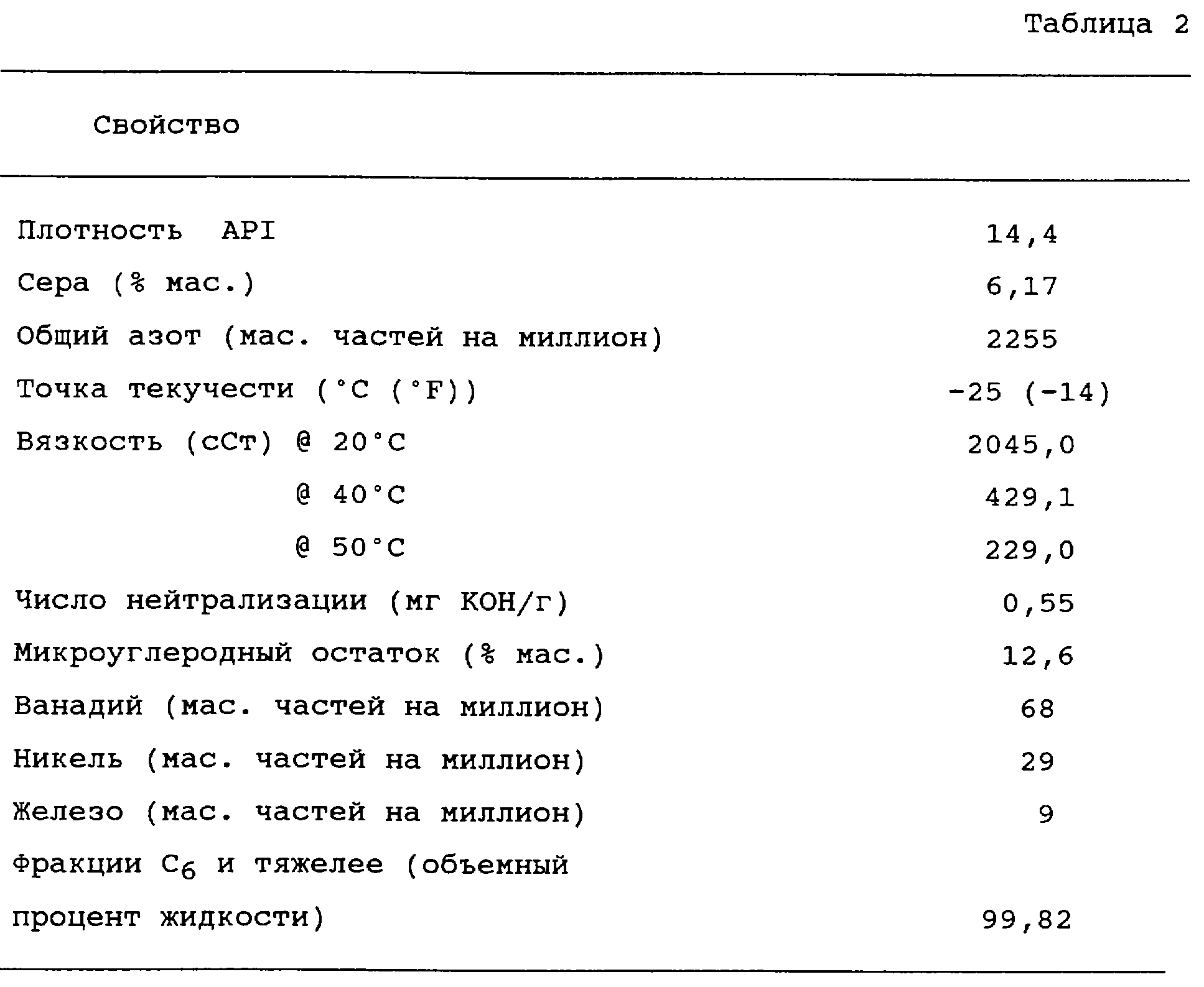
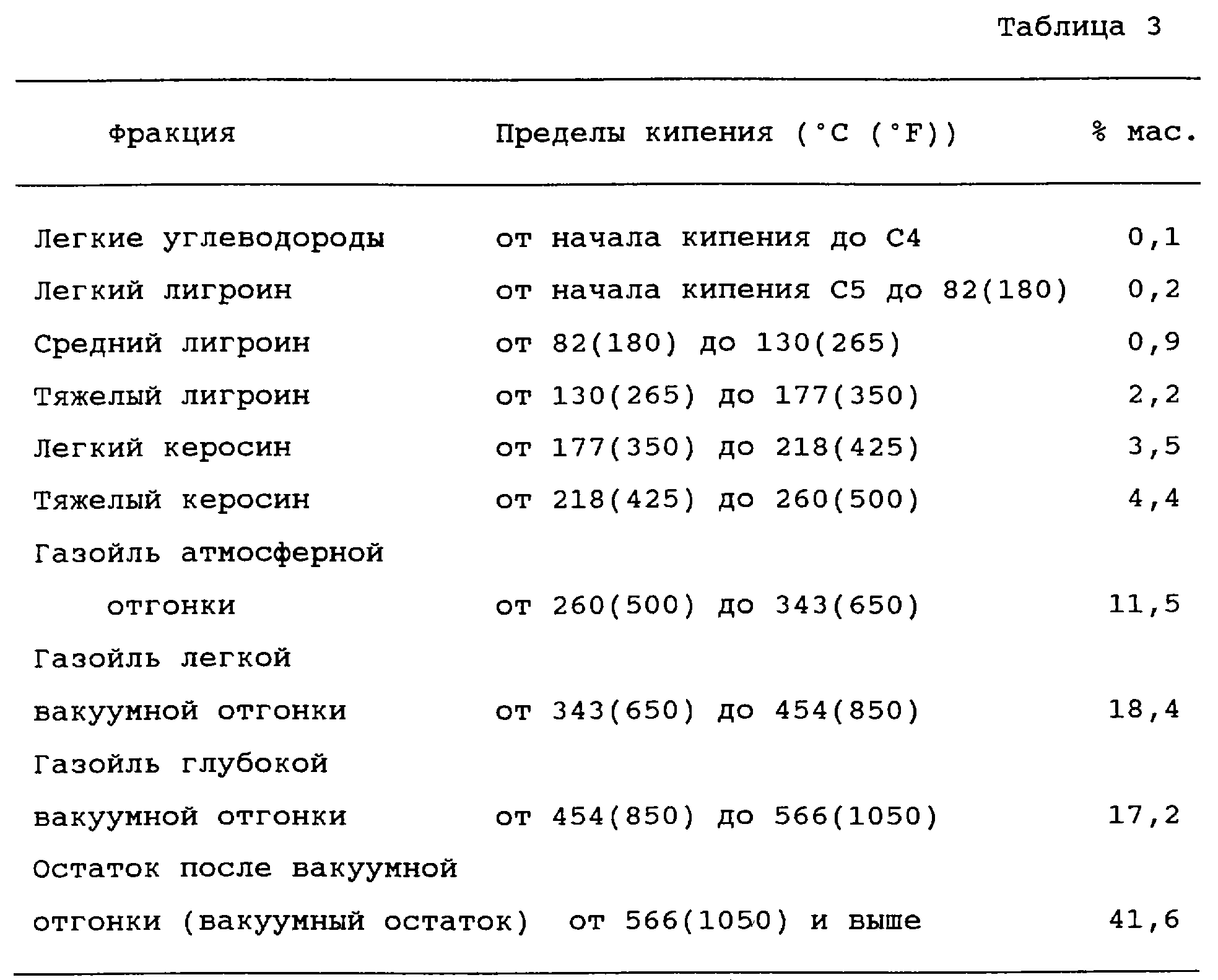
Применяемый здесь термин "тяжелая цельная сырая нефть" означает обезвоженную сырую нефть, содержащую значительное количество компонентов с температурой кипения выше примерно 565oС (1050oF). Примером тяжелой цельной сырой нефти является ближневосточная тяжелая цельная сырая нефть, некоторые характеристики которой приведены в таблице 2, а данные по фракционной перегонке приведены в таблице 3.
Способ по данному изобретению применим также для гидроконверсии других остатков нефтепереработки и высококипящих масел, которые содержат множество компонентов, кипящих выше 565oС (1050oF), превращая их таким способом в углеводородные продукты, кипящие ниже 565oС (1050oF). В таких случаях подаваемым в реактор сырьем могут быть жидкие кубовые остатки испарительного барабана, которые имеют номинально температуру кипения 343oС+(650oF+), смеси уголь/масло, экстракты из битуминозного песчаника, остатки после деасфальтирования и другие подобные углеводородные смеси с температурой кипения выше 343oС (650o F). Такие жидкости в целом могут быть охарактеризованы, как имеющие также нежелательно высокое содержание компонентов, кипящих выше 565oС (1050oF), осадкообразователей, высокое содержание металлов, серы, углеродного остатка и асфальтенов. Асфальтены здесь определяются по разнице между содержанием в сырье или в продукте веществ, не растворимых в н-гептане, и веществ, не растворимых в толуоле.
Настоящее изобретение может быть выполнено в любой зоне гидроконверсии, подходящей по условиям для описанной здесь усовершенствованной реакции гидроконверсии. В целях описания настоящего изобретения зона гидроконверсии может быть оформлена либо в виде суспензионной технологии, либо в виде технологии рыхлого слоя, известного так же, как технология кипящего слоя. Если применяют технологию кипящего слоя, гидроконверсионная зона может включать один или более реакторов, которые содержат гетерогенный катализатор на носителе в рыхлом слое. Обычно при технологии кипящего слоя слой нанесенного катализатора в реакторе разрыхляют и модифицируют восходящим потоком жидкого сырья и газообразного водородсодержащего сырья при объемных скоростях, достаточно эффективных для соответствующей мобилизации и разрыхления катализатора. Тем самым контакт между катализатором и реагентами активизируют без существенного уноса нанесенного катализатора в поток продукта. Объемная плотность нанесенного катализатора является критерием выбора катализатора с точки зрения достижения соответствующего расширения слоя и его мобилизации при эффективных объемных скоростях. При осуществлении способа по данному изобретению катализатор, преимущественно в форме экструдированных цилиндров с диаметром примерно 0,76-1,27 мм (0,030-0,050 дюймов) и длиной примерно 2, 03-3,81 мм (0,08-0,15 дюймов), может быть расположен внутри реактора в количестве, достаточном для заполнения по крайней мере около 30% объема пустого реактора. Как правило, катализатор периодически удаляют и затем заменяют на новый катализатор для поддержания требуемого количества присутствующего катализатора и поддержания постоянной активности катализатора в реакторе. Особенности реакторов кипящего слоя должны быть известны специалистам, например, по патентам США 4549957, 3188286, 3630887, 2987465 и Re 25770, содержание которых включено сюда в качестве ссылки.
Гетерогенный катализатор, применяемый в способе по настоящему изобретению, подробно описан в патенте США 5435908, содержание которого включено сюда в качестве ссылки. Носителем катализатора могут служить оксид алюминия, диоксид кремния, алюмосиликаты или любой другой традиционный носитель гетерогенного катализатора, который должен быть известен специалисту. Как здесь описано, оксид алюминия предпочтителен в качестве носителя, и можно использовать альфа-, бета-, тета- или гамма-оксиды алюминия, предпочтительно применять гамма-оксид алюминия. Катализатор, который может быть использован, должен быть выбран и охарактеризован на основе следующих показателей: суммарная площадь поверхности (СПП), суммарный объем пор (СОП), распределение по диаметрам пор (распределение по размерам пор - РРП). Суммарная площадь поверхности должна составлять около 150-240, предпочтительно около 165-210. Суммарный объем пор (СОП) должен составлять около 0,70-0,98, предпочтительно 0,75-0,95.
Распределение по размерам пор (РРП) таково, что подложка содержит первичные микропоры с диаметром менее чем примерно 100 ангстрем в количестве менее 0,20 см3/г, предпочтительно менее 0,15 см3/г. Хотя может быть желательно снизить объем этих первичных микропор до 0, на практике было найдено, что преимущества данного изобретения могут быть достигнуты, когда объем первичных микропор составляет около 0,04-0,16 см3/г. Это соответствует менее чем примерно 20% от суммарного объема пор (СОП), предпочтительно менее чем примерно 18% от СОП. Преимущества в особенности достигаются примерно при 5-18% от СОП. Очевидно, что цифры, обосновывающие % от СОП, могут изменяться в зависимости от действительного СОП (в единицах см3/г). Вторичные микропоры с диаметрами в интервале около 100 - 200 ангстрем присутствуют в максимально возможном количестве, по меньшей мере около 0,33 см3/г (34% от СОП), более предпочтительно по меньшей мере около 0,40 см3/г (50% от СОП). Хотя желательно иметь объем вторичных микропор максимально возможным (вплоть до 74% от СОП), было найдено, что преимущества данного изобретения могут быть достигнуты, когда объем вторичных микропор составляет около 0,33-0,6 см3/г.
Поры с диаметром более 200 ангстрем считаются макропорами и должны присутствовать в количестве 0,18-0,45 см3/г (26-46% от СОП), тогда как макропоры с диаметром более 1000 ангстрем предпочтительно присутствуют в количестве около 0,1-0,32 см3/г (14-33% от СОП).
Очевидно, что катализаторы по данному изобретению являются бимодальными: имеется один большой пик в области вторичных микропор при 100 - 200 ангстрем и второй меньший пик в области макропор с диаметрами, равными или больше 200 ангстрем.
Носитель катализатора, который может быть использован при реализации данного изобретения, коммерчески доступен от изготовителей катализаторов или может быть изготовлен множеством способов, типичным примером которых является такой, по которому около 85-90 частей алюмосиликата псевдобомита смешивают с примерно 10-15 частями пылевидного материала из рецикла. Прибавляют кислоты, смесь перемалывают, а затем экструдируют на экструдере типа Auger через фильеру с цилиндрическими отверстиями, калиброванными для изготовления кальцинированной подложки диаметром 0,889±0,076 мм (0,035±0,003 дюйма). Экструдированный материал сушат на воздухе, как правило, при конечной температуре около 121-135oС (250-275oF), получая материал с содержанием около 20-25% твердого горючего. Воздушно-сухой экструдированный материал подвергают обжигу в обжиговой печи с непрямым обогревом в течение 0,5-4 часов в атмосфере воздуха и водяного пара, как правило, при температурах около 538-621oC (1000-1150oF).
Обычно носитель из оксида алюминия и нанесенные
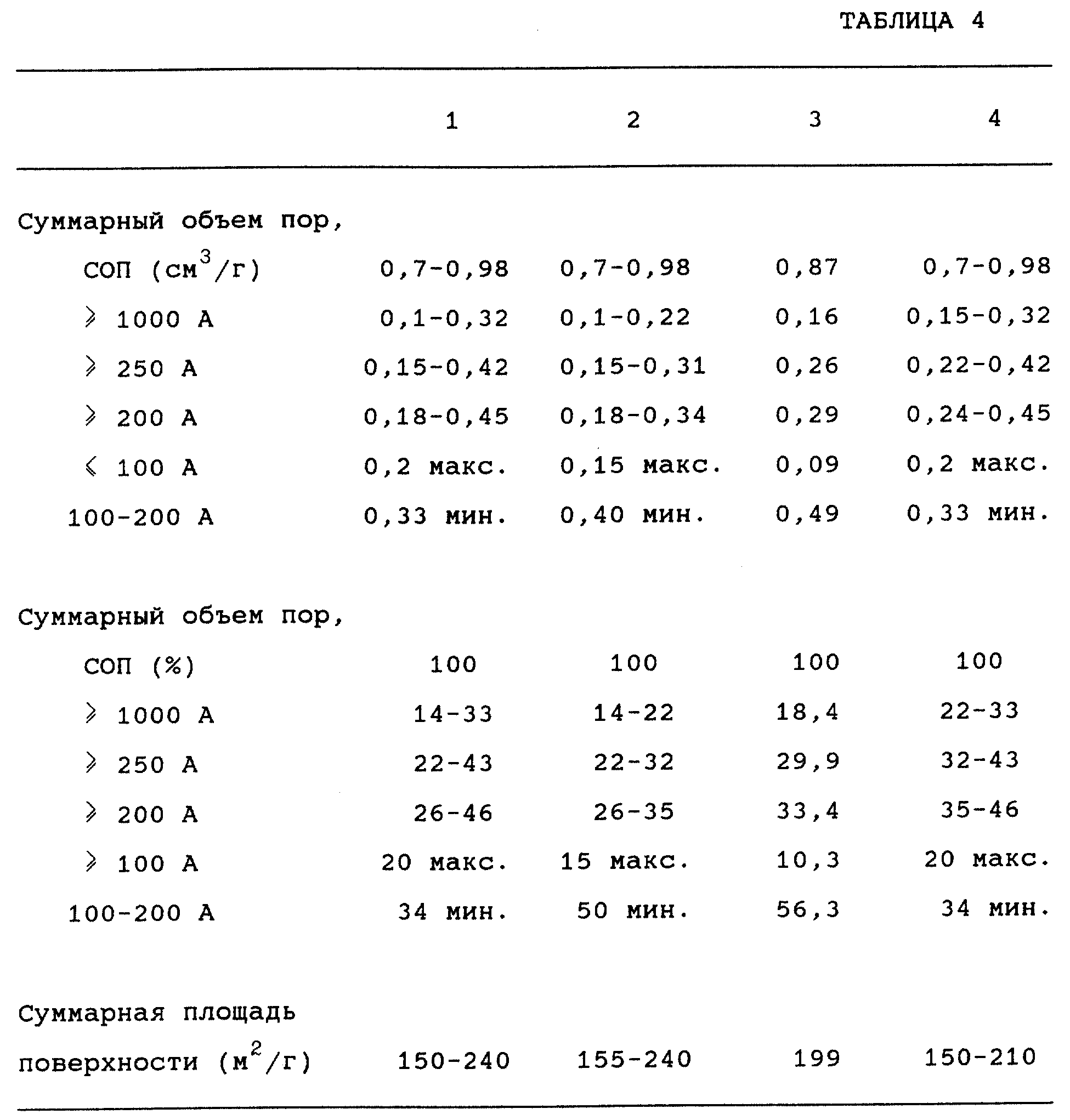
катализаторы, применяемые в способе по данному изобретению, должны иметь характеристики и свойства, приведенные в таблице 4, где следует отметить, что:
в колонке 1 перечислены общие
характеристики носителей катализаторов, включая объем пор в см3/г и в виде % от СОП; объем пор, занятый порами, относящимися к обозначенным пределам - в виде об.% от СОП, а также суммарная
площадь поверхности в см2/г;
в колонке 2 перечислен широкий диапазон характеристик для катализатора первого типа, применимого при осуществлении данного изобретения;
в
колонке 3 перечислены характеристики катализатора, которые иллюстрируют предпочтительный катализатор, использованный при осуществлении данного изобретения;
в колонке 4 перечислен широкий
диапазон характеристик для катализатора второго типа, который, как обнаружено, может быть использован для осуществления способа по данному изобретению.
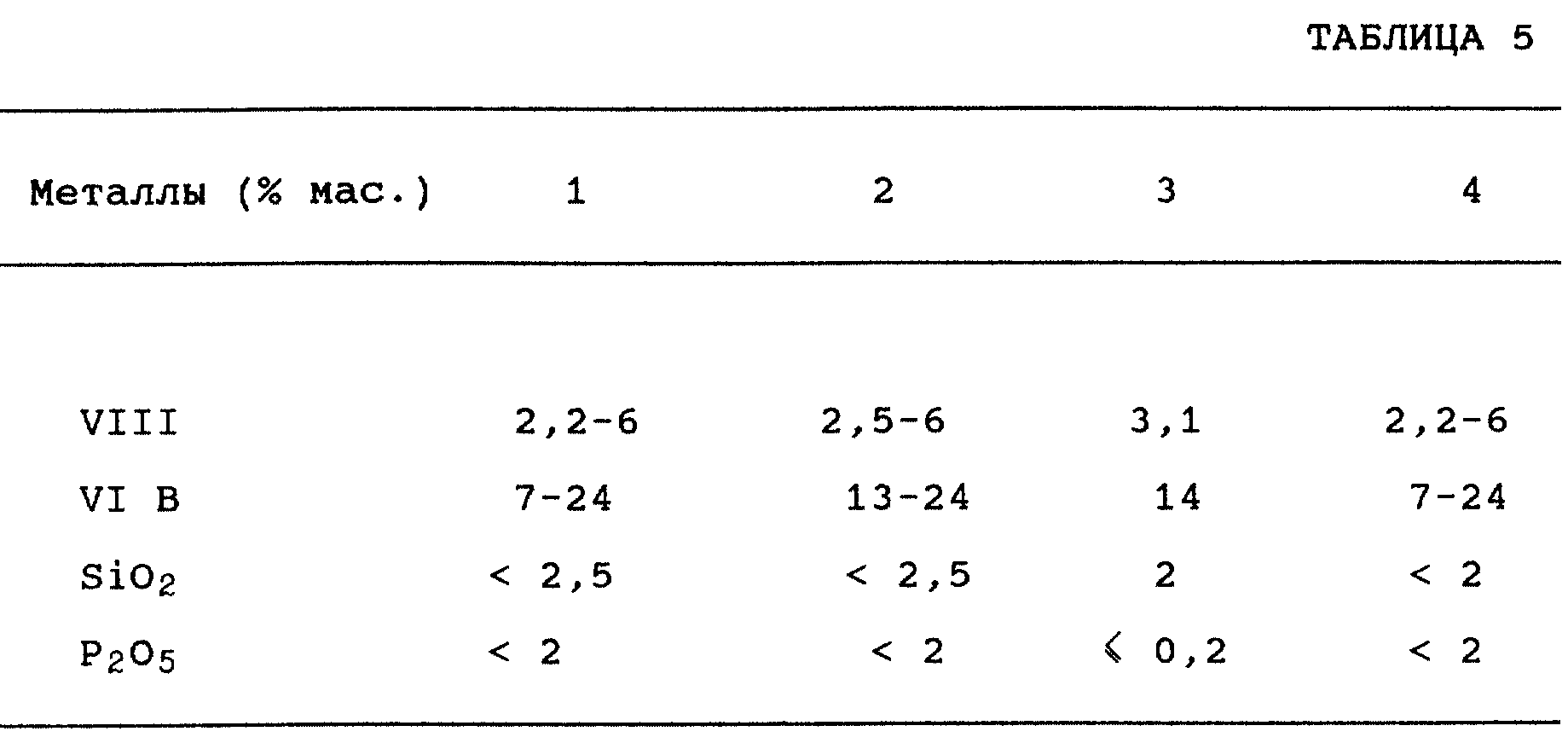
По меньшей мере часть поверхности носителя катализатора покрыта металлами или оксидами металлов с образованием катализатора, содержащего оксид неблагородного металла группы VIII в количестве от 2,2 до 6 мас.%, а также оксид металла группы VI-В в количестве от 7 до 24 мас.%. Металлом группы VIII может быть неблагородный металл, такой как железо, кобальт или никель, предпочтительно никель. Металлом группы VI-B может быть хром, молибден или вольфрам, предпочтительно молибден.
Катализаторы, используемые в способе по настоящему изобретению, должны содержать не более чем примерно 2 мас.% Р2 O5, предпочтительно менее чем около 0,2 мас.%. Фосфорсодержащие компоненты не следует преднамеренно вводить в ходе приготовления катализатора, так как наличие фосфора нежелательным образом способствует формированию осадка. Диоксид кремния SiO2 можно вводить в малых количествах, как правило, до 2,5 мас.%.
Эти металлы-катализаторы можно наносить на поверхность носителя оксида алюминия путем опрыскивания носителя раствором, содержащим соответствующие количества водорастворимых соединений металлов. Металл группы VIII можно наносить на оксид алюминия, как правило, из 10-50 мас.% водного раствора подходящей водорастворимой соли, такой как нитрат, ацетат, оксалат и других подобных подходящих соединений. Металл группы VI-B можно наносить на оксид алюминия, как правило; из 10-25 мас.% водного раствора водорастворимой соли, такой как молибдат аммония или других подходящих молибдатных солей. Можно добавить малые количества Н2O2 для стабилизации пропитывающего раствора. Предпочтительно не применять растворы, стабилизированные Н3РO4, чтобы избежать внедрения фосфора в катализатор. Напыление каждого металла можно производить путем опрыскивания носителя - оксида алюминия - водным раствором при 15-38oС (60-100oF), сопровождаемым сливом, сушкой при 104-149oС (220-300oF) в течение 2-10 ч и прокаливанием при 482-677oС (900-1250oF) в течение 0,5-5 ч.
Гетерогенный катализатор может быть охарактеризован содержанием металлов или оксидов металлов, осажденных по крайней мере на части поверхности носителя катализатора. Такие параметры даны в таблице 5. Следует заметить, что номера колонок, использованных в этой таблице, соответствуют таковым в вышеприведенной таблице 4.
На практике при проведении процесса по данному изобретению соответствующее количество гетерогенного катализатора помещают внутри реактора. Сырьевую смесь вводят в нижнюю часть реактора, которую поддерживают при температуре около 343-454oС (650-850oF), предпочтительно около 371-441oС (700-825oF). Суммарное давление в реакторе может быть примерно от 6996 кПа (1000 изб. фунт/дюйм2) до 24233 кПа (3500 изб.фунт/дюйм2), но предпочтительно его поддерживать примерно от 9065 кПа (1300 изб. фунт/дюйм2) примерно до 11822 кПа (1700 изб. фунт/дюйм2). Часто вводят водородсодержащий исходный газ в смеси с углеводородным сырьем. Как правило, водородсодержащий исходный газ вводят со скоростью примерно от 356,2 л (Н2)/л (нефти) (2000 стандартных кубических футов (Н2)/баррель (нефти) до 1781,2 л (Н2)/л (нефти) (10000 ст. куб. футов (Н2)/баррель (нефти)), предпочтительно примерно от 356,2 литров (Н2)/литр (нефти) (2000 ст. куб. футов (Н2)/баррель (нефти)) до 712,5 л (Н2)/л (нефти) (4000 ст. куб. футов (Н2)/баррель (нефти)). В реакторе кипящего слоя поток реакционной сырьевой смеси через слой следует пропускать со скоростью примерно от 0,08 до 1,5 м3 (нефти)/м3 (объема пустого ректора)/ч, предпочтительно примерно от 0,1 до 1,0 м3 (нефти)/м3(объем пустого реактора)/ч. Во время операции слой расширяется с образованием кипящего слоя с определенным верхним уровнем. Пропускание потока углеводородного сырья через реактор кипящего слоя вызывает превращение по меньшей мере части высококипящих углеводородов в более низкокипящие продукты с помощью реакции гидроконверсии/гидрокрекинга. Выделение полученного углеводородного масла, которое содержит существенную долю компонентов с температурой кипения ниже 565oС (1050oF), производят обычными средствами из той части реактора, которая выше верхнего уровня кипящего слоя, так что гетерогенный катализатор не уносится. Дополнительные известные средства, такие как пропускание через горячий сепаратор, холодный сепаратор, испарительный барабан мгновенного сброса давления, атмосферные и вакуумные ректификационные колонны и другие известные средства, позволяют разделить различные фракции потока нефтепродукта. В одном из вариантов самые высококипящие фракции потока нефтепродукта возвращают обратно в зону гидроконверсии в качестве части углеводородного сырья. Так, путем "рецикла" более высококипящих фракций продукта обратно в зону реакции получают минимальные количества отходов в реакторе. Эксплуатацию зоны гидроконверсии ведут по существу в изотермическом режиме с типичной максимальной разностью температур на входе и на выходе около 0-27oС (0-50oF), предпочтительнее около 0-16oС (0-30oF).
Неожиданно, к немалому удивлению было обнаружено, что включение соединения металла группы VI-B в тяжелое углеводородное нефтяное сырье позволяет достичь стабильной реакции гидроконверсии при результирующих давлениях ниже 13200 кПа (1900 изб.фунт/дюйм2). Как было ранее замечено, до настоящего изобретения реакции гидроконверсии или гидрокрекинга, проводимые при таких условиях, становились непредсказуемыми и нестабильными из-за накопления нагара и осадков в реакторе и связанных с ним системах. Напротив, было обнаружено, что содержание нагара и осадков существенно понизилось при осуществлении настоящего изобретения. Соединение металла группы VI-B следует выбирать так, чтобы первая температура разложения составляла по меньшей мере 222oС (431oF). Это существенно выше, чем первая температура разложения других соединений молибдена, применявшихся прежде, например нафтената молибдена (166oС (331oF)) или октоата молибдена (111oС (231oF)). К тому же соединение должно быть растворимо в тяжелом углеводородном нефтяном сырье, используемом в реакции гидроконверсии.
В одном варианте настоящего изобретения соединение металла группы VI-B смешивают с тяжелым углеводородным маслом с образованием смеси, содержащей примерно от 0,005 до 0, 050 мас. % соединения металла, присутствующего в сырьевой смеси для гидроконверсионного реактора. В пересчете на количество элементарного металла эти концентрации соединений металла соответствуют значениям примерно от 0,001 до 0,004 мас.% металла.
В другом близком варианте соединение металла группы VI-B растворяют в части тяжелого углеводородного масла с получением предварительной сырьевой смеси, в которой концентрация соединения металла составляет примерно от 0,02 до 0,42 мас.%, что соответствует концентрации примерно от 0,004 до 0,03% в пересчете на элементарный металл. Эту предварительную сырьевую смесь смешивают с дополнительным количеством углеводородного масла с получением окончательного реакционного сырья из тяжелого углеводородного масла и соединения металла группы VI-B, содержащего примерно от 0,005 до 0,050 мас.% соединения металла, что в пересчете на элементарный металл соответствует значениям примерно от 0,001 до 0,004 мас.%.
Еще в одном варианте соединение металла группы VI-B является маслорастворимым соединением молибдена. Маслорастворимое молибденовое соединение смешивают с тяжелым углеводородным маслом с получением смеси, содержащей примерно от 0,005 до 0,050 мас.% соединения металла, присутствующего в сырье для гидроконверсионного реактора. Эти концентрации соединения металла соответствуют значениям примерно от 0,001 до 0,004 мас.% в пересчете на элементарный молибден. Коммерчески доступное соединение, которое оказалось особенно полезным для реализации настоящего изобретения, - это молибден LIN-ALL (ТМ), который является патентованной смесью, включающей продукты реакции молибдена с жирными кислотами таллового масла, получаемый от OMG Americas, Inc. of Cleveland, Ohio USA.
Поэтому, имея в виду вышеизложенное, одним из аспектов настоящего изобретения является способ каталитической гидроконверсии тяжелого углеводородного масла, содержащего существенную долю компонентов с температурой кипения выше примерно 565oС (1050oF) при атмосферном давлении с получением конечного углеводородного масла, содержащего существенную долю компонентов с температурой кипения ниже примерно 565oС (1050oF). Способ включает смешивание тяжелого углеводородного масла с маслорастворимым соединением молибдена с получением смеси, содержащей примерно от 0,005 до 0,050 мас.% молибденового соединения. По одному варианту это может быть достигнуто смешиванием первой порции тяжелого углеводородного масла с растворимым молибденовым соединением с получением предварительной сырьевой смеси, в которой концентрация молибденового соединения составляет примерно от 0,02 до 0,42 мас.%, и смешиванием предварительной сырьевой смеси с дополнительным количеством тяжелого углеводородного масла с получением сырьевой смеси для реактора, в которой концентрация молибденового соединения составляет примерно от 0,005 примерно до 0,50 мас.%. Молибденовое соединение выбрано так, чтобы оно имело первую температуру разложения по меньшей мере 222oС (431oF).Смесь тяжелого углеводородного масла с молибденовым соединением вводят в гидроконверсионную зону с температурой примерно от 343oС (650oF) до 454oС (850oF) и суммарным давлением от 6996 кПа (1000 изб. фунт/дюйм2) до 24233 кПа (3500 изб. фунт/дюйм2). Гидроконверсионная зона должна содержать гетерогенный катализатор, включающий оксид неблагородного металла группы VIII, оксид металла группы VI-B и не более 2 мас.% оксида фосфора, нанесенных на носитель - оксид алюминия или оксид кремния - оксид алюминия. В подварианте оксид неблагородного металла из группы VIII - это никель, а оксид металла группы VI-B - это молибден. В другом подварианте носителем катализатора служит оксид алюминия, имеющий суммарную площадь поверхности примерно от 150 до 240 м2/г, суммарный объем пор (СОП) от 0,7 до 0,98, и такое распределение по диаметрам пор, что не более 20% от СОП составляют первичные микропоры с диаметром не более 100 A; по меньшей мере около 34% от СОП составляют вторичные микропоры с диаметром примерно от 100 до 200 ангстрем, и примерно от 26 до 46% от СОП составляют макропоры с диаметром по меньшей мере 200 ангстрем. В гидроконверсионную зону реактора также вводят исходный газ, состоящий главным образом из водорода, предпочтительно по меньшей мере 93 об.% водорода, и который по существу не содержит сероводорода. Водородсодержащий исходный газ вводят со скоростью от 356,2 л (Н2)/л (нефти) (2000 ст. куб. футов (Н2)/баррель (нефти)) до примерно 1781,2 л (Н2)/л (нефти) (10000 ст. куб. футов (Н2)/баррель (нефти)). В одном подварианте этого аспекта настоящего изобретения температура гидроконверсионной зоны составляет примерно от 371oС (700oF) до 441oС (825oF), а суммарное давление составляет примерно от 9065 кПа (1300 изб.фунт/дюйм2) до 11822 кПа (1700 изб.фунт/дюйм2). Когда гидроконверсионная зона представляет собой реактор кипящего слоя, введение сырьевой смеси в конверсионную зону проводят со скоростью примерно 0,08-1,5 м3 (нефти)/м3 (объем пустого реактора)/ч. Во время осуществления любого из вышеупомянутых аспектов данного изобретения получаемое углеводородное масло выделяют из гидроконверсионной зоны известными средствами. Выделенное углеводородное масло имеет прирост плотности API более чем на 10o по сравнению с плотностью API тяжелого углеводородного нефтяного сырья, содержащего осадок. Особо отмечается, что содержание осадка во фракции продукта с температурой кипения выше 343oС (650oF) существенно ниже по сравнению с такой же фракцией продукта, получаемого при проведении процесса в отсутствие молибденового соединения. В частности, полученные значения содержания осадка ниже 1 мас.% и предпочтительно ниже 0,07 мас.%.
Другим аспектом настоящего изобретения является способ гидрокрекинга тяжелой цельной сырой нефти, содержащей по меньшей мере 40 мас.% компонентов с температурой кипения выше примерно 565oС (1050oF) с получением переработанной сырой нефти, содержащей в большинстве компоненты, кипящие ниже примерно 565oС (1050oF). В этом аспекте способ включает смешивание тяжелой цельной сырой нефти с маслорастворимым соединением металла группы VI-B, имеющего первую температуру разложения по меньшей мере 222oС (431oF), с получением сырьевой смеси для реактора, содержащей примерно от 0,005 до 0,050 мас.% соединения металла; проведение реакции реакторной сырьевой смеси с водородсодержащим исходным газом в реакторе кипящего слоя и выделение полученной переработанной сырой нефти обычными средствами. В этом аспекте в реакторе поддерживают температуру примерно от 343oС (650oF) и давление не более чем примерно 13201 кПа (1900 изб.фунт/дюйм2). Кипящий слой содержит гетерогенный катализатор на носителе, содержащий оксид неблагородного металла группы VIII, оксид металла группы VI-B, не более 2 мас.% оксида фосфора, а также носитель из оксида алюминия или оксида кремния - оксида алюминия. Одна особенность данного аспекта заключается в тон, что носитель из оксида алюминия или оксида кремния - оксида алюминия выбирают таким образом, чтобы полученный катализатор с нанесенными металлами имел суммарную площадь поверхности (СПП) примерно от 150 до 240 м2/г, суммарный объем пор (СОП) примерно от 0,7 до 0,98 и такое распределение по диаметрам пор, чтобы не более чем 20% от СОП присутствовало в виде первичных микропор с диаметрами не более 100 ангстрем, по меньшей мере около 34% от СОП - как вторичные микропоры с диаметрами примерно от 100 до 200 ангстрем, и примерно от 26 до 46% от СОП - как макропоры с диаметрами по меньшей мере 200 ангстрем. Другая особенность этого аспекта настоящего изобретения состоит в том, что соединение металла группы VI-B в реакторной сырьевой смеси является соединением молибдена и оно может быть либо непосредственно введено в сырьевую смесь, либо получено путем объединения первой порции тяжелой цельной сырой нефти с маслорастворимым молибденовым соединением с образованием предварительной сырьевой смеси с концентрацией молибденового соединения примерно от 0,020 до 0,420 мас.%, и смешиванием предварительной сырьевой смеси с дополнительным количеством тяжелой цельной сырой нефти с получением сырьевой смеси для реактора с концентрацией молибденового соединения примерно от 0,005 до 0,050 мас.%. Выделенная переработанная сырая нефть, полученная при реализации настоящего аспекта данного изобретения, имеет подъем плотности API более чем на 10o по сравнению с плотностью API тяжелой цельной сырой нефти. К тому же переработанная сырая нефть имеет пониженное количество осадка в части переработанной сырой нефти с температурой кипения выше чем примерно 343oС (650oF) по сравнению с таким же продуктом, полученным при проведении процесса без молибденового соединения в сырьевой смеси для реактора.
Следующие примеры приведены для демонстрации предпочтительных вариантов данного изобретения. Специалистам следует учесть, что технологии, раскрываемые в описанных ниже примерах, представляют собой технологии, открытые авторами для оптимальной реализации изобретения, и они могут рассматриваться как составная часть предпочтительных вариантов его выполнения. Однако специалисты должны в свете настоящего описания учесть возможность многочисленных изменений в раскрытых конкретных вариантах и все же получить похожие или подобные результаты, не выходя за рамки изобретения.
В следующих примерах тяжелое углеводородное сырье - это ближневосточная сырая нефть прямо из-под земли, не подвергнутая никакой другой обработке, кроме обезвоживания перед введением ее в процесс по данному изобретению. Свойства ближневосточной тяжелой цельной сырой нефти приведены выше в таблицах 2 и 3.
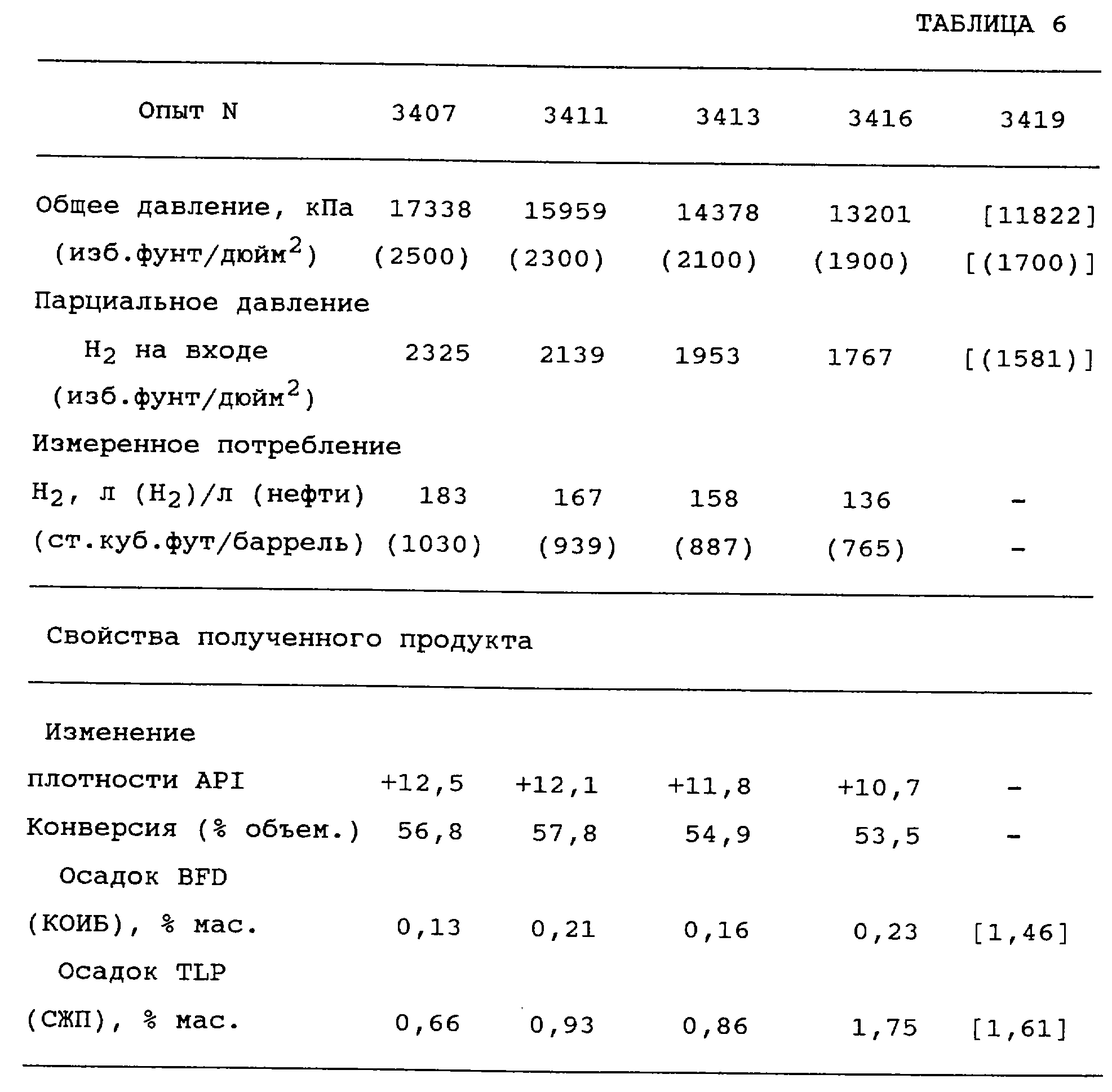
Пример 1. Пилотную установку кипящего слоя загружают гетерогенным катализатором, имеющим свойства, приведенные в колонке 3 в таблицах 4 и 5. Тяжелое углеводородное нефтяное сырье вводят в жидкой фазе при 2515 изб. фунт/дюйм2 (17445 кПа) в пилотную установку кипящего слоя с предельной жидкостной объемной скоростью (ЖОС) 0,54 в час и при предельной средней температуре 415oС (780oF) для поддержания условий в реакторе. Водородсодержащий исходный газ, содержащий по меньшей мере 93 об.% водорода, практически свободный от сероводорода, смешивают с нефтяным сырьем в количестве 623 л (Н2)/л (нефти) (3500 ст. куб. футов (Н2)/баррель (нефти)). Во время проведения эксперимента гидроконверсионную зону пилотной установки кипящего слоя поддерживают при температуре примерно 415oС(780oF). Коэффициент рециркуляции для реакции составляет около 1. Коэффициент рециркуляции определяют как отношение объемной скорости сырья для реактора, включая рецикл, к объемной скорости свежего сырья. Суммарное давление в гидроконверсионной зоне понижали до тех пор, пока реакция не стала неустойчивой.
Пример результатов приведен ниже в таблице 6, представляющей свойства продуктов реакции от каждого пилотного опыта. Следует заметить, что значения для каждого опыта были взяты примерно через семь дней после изменения суммарного давления, чтобы реакция могла стабилизироваться. Что касается таблицы 6, следует отметить, что значения изменения плотности API являются относительными по отношению к плотности API углеводородного нефтяного сырья; значения конверсии выражены в процентном уменьшении объема фракции углеводородного сырья, кипящей выше 538oС (1000oF); аббревиатура BFD (КОИБ) относится к фракции кубового остатка в испарительном барабане от полученного углеводорода, имеющей номинальную температуру кипения более 343oС (650oF); TLP (СЖП) относится к суммарному жидкому продукту, выделенному из гидроконверсионной зоны.
На основании вышеприведенных данных любой специалист должен заметить, что по мере того, как давление реакции понижается, количество осадка как в BFD (КОИБ) - фракции, так и в TLP (СЖП) увеличивается. По-видимому, это увеличение осадка вызвано неполной конверсией высокомолекулярных углеводородов, присутствующих в углеводородном сырье. Специалист также должен заметить, что количество осадков в опыте 3419 гораздо выше, чем это обычно допустимо в практике гидроконверсионного процесса, и которые обычно ниже 1 мас. %, предпочтительно ниже 0,7 мас.%.
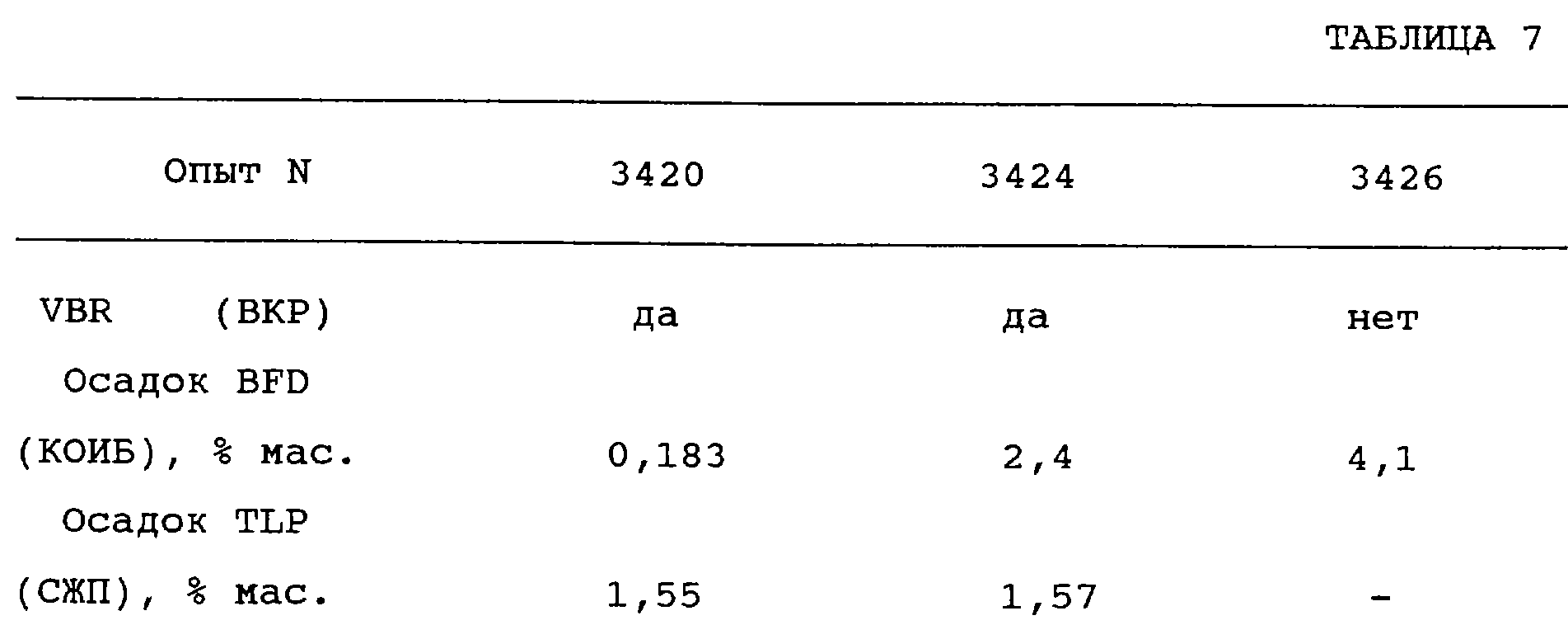
Нестабильность гидроконверсионной реакции при 1700 изб. фунт/дюйм2, как это замечено для опыта 3417, далее подтверждается данными, приведенными ниже в таблице 7, в которой детально рассмотрена возникающая проблема седиментации. В отношении таблицы 7 следует заметить, что значения приведены для реакций, которые вышли на прямую линию, иначе говоря, что параметры стали стабильными. Далее следует заметить, что VBR (ВКР) означает вакуумный кубовый рецикл, представляющий собой процесс, в котором поток продукта, кипящего выше 538oС (1000oF), снова вводят в гидроконверсионную зону как часть углеводородного сырья. Эту технологию традиционно применяют для понижения содержания осадка в углеводородном продукте.
В свете вышеизложенного специалист должен учитывать, что уровень количества осадка быстро растет, если гидроконверсионную зону эксплуатируют при общем давлении 11822 кПа (1700 изб.фунт/дюйм2). Применение вакуумного кубового рецикла не снизило содержание осадка при таких условиях гидроконверсии. После остановки ВКР содержание осадка быстро достигает неприемлемо высокого уровня, что предполагает нестабильные условия.
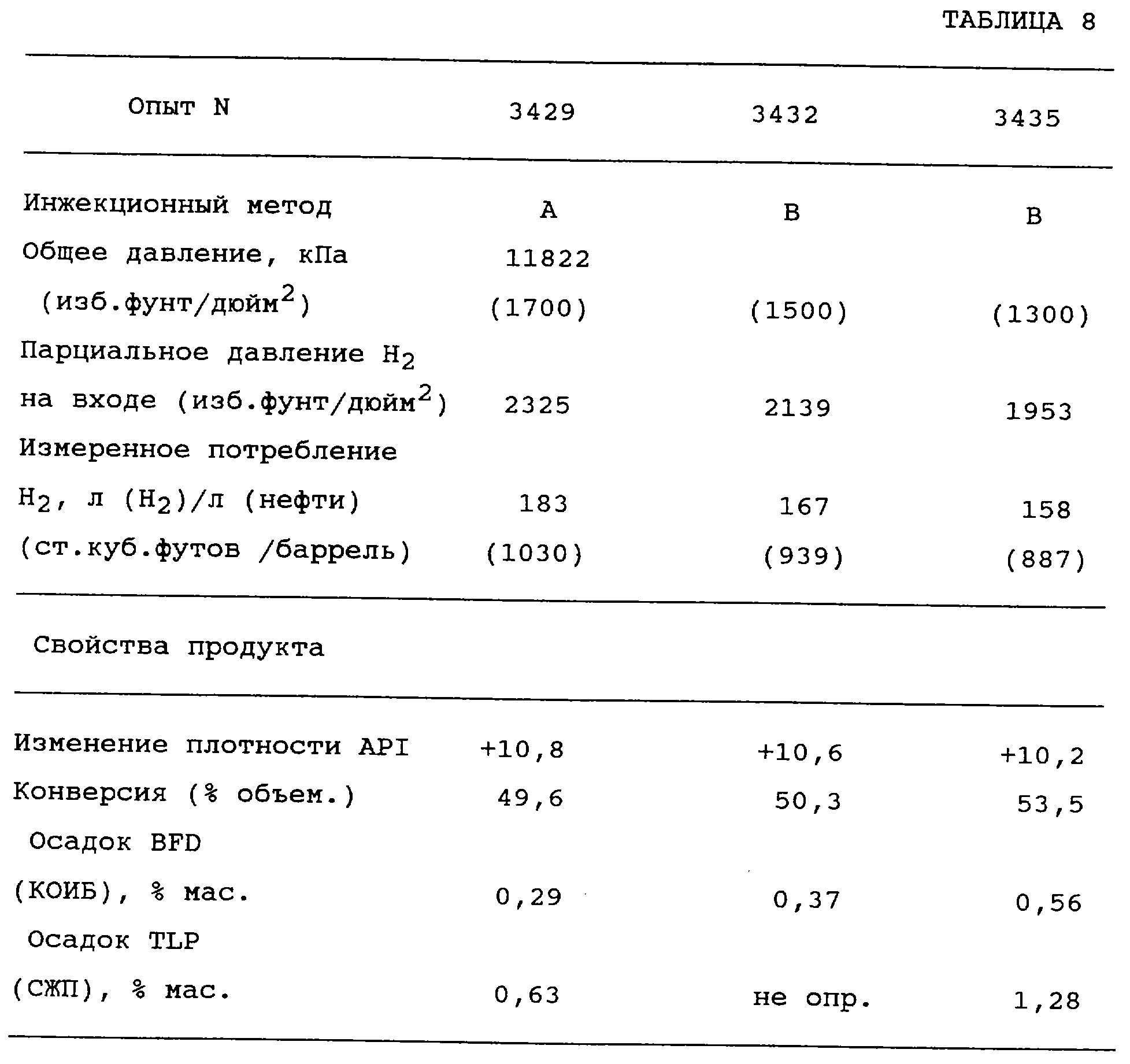
Пример 2. В этом примере использовали тот же реактор кипящего слоя, что использовали ранее в примере 1. Соединение молибдена LIN-ALL (ТМ), получаемое от OMG Americas, Inc. of Cleveland, Ohio USA, смешивали и вводили в гидроконверсионную зону по системе подачи очищенного масла через выдвижную трубку для катализатора. Концентрация молибденового соединения составляла около 1500 частей на миллион по массе от очищенного масла, что соответствует примерно 220 частям на миллион в пересчете на металл. Поток очищенного масла перед самой инжекцией в гидроконверсионную зону нагревали примерно до 200-250oF. Поток очищенного масла составляет 13,6% от свежего сырья, подаваемого на установку. Как показано ниже в таблице 8, это обозначено как инжекционный метод А. Пример характеристик продукта реакции приведен ниже в таблице 8. Следует заметить, что значения для каждого опыта были сняты приблизительно через семь дней после первого введения молибденового соединения, чтобы реакция могла стабилизироваться.
Рассматривая вышеприведенные результаты, любой специалист должен увидеть, что введение молибденового соединения в гидроконверсионную зону существенно понижает содержание осадка в потоке углеводородного продукта. Специалисту также очевидно, что количество осадка в потоке продукта оказывает прямое влияние на долговременную эксплуатацию гидроконверсионного реактора. Как указывалось ранее, высокие значения осадка BFD (КОИБ) (например, выше 1,0 мас.%) нежелательны.
Пример 3. В этом примере использовали тот же реактор кипящего слоя, что использовали ранее в примере 2. Соединение молибдена LIN-ALL (ТМ) от OMG Americas, Inc. of Cleveland, Ohio USA, вводили в гидроконверсионную зону в смеси с углеводородным сырьем. Смешивание углеводородного сырья и молибденового соединения проводили через масляный промывной насос в системе свежего сырья. Концентрация соединения молибдена LIN-ALL (TM) составляла примерно 902 части на миллион по массе, что соответствует 132 частям на миллион в пересчете на металл. Этот поток представлял 22,7% от свежего сырья, подаваемого в реактор. Углеводородное сырье смешивали с водородсодержащим исходным газом и пропускали через подогреватель сырья, где объединенное сырье подогревали до температуры примерно на 11oС (20oF) выше температуры реактора. Время пребывания объединенного сырья в подогревателе сырья оценивается примерно в 52 с при общем давлении в реакторе 11822 кПа (1700 изб. фунт/дюйм2) и около 40 с примерно при 906 кПа (1300 изб.фунт/дюйм2). Подогретое объединенное сырье затем вводили в гидроконверсионную зону реактора. Как показано выше в таблице 8, этот способ введения соединения молибдена LIN-ALL (ТМ) обозначают как инжекционный метод В. Пример характеристик продукта реакции приведен выше в таблице 8. Следует заметить, что значения для каждого опыта были сняты приблизительно через семь дней после первого введения молибденового соединения, так чтобы реакция могла стабилизироваться. В частности, настоящее изобретение позволяет осуществлять гидроконверсию при давлениях ниже 11822 кПа (1700 изб.фунт/дюйм2) и, как показано выше, при столь низком давлении, как 906 кПа (1300 изб.фунт/дюйм2). Это находится в контрасте с обычно принятыми условиями, которые, как правило, составляют 17344 кПа (2500 изб.фунт/дюйм2) или более.
Несмотря на то что рецептуры и способы по настоящему изобретению описаны на примере предпочтительных вариантов, специалистам очевидно, что могут быть применены варианты описанного здесь способа без отхода от концепции, смысла и объема притязаний настоящего изобретения. Другие преимущества настоящего изобретения могут быть реализованы при внедрении настоящего изобретения и оценены специалистами. Все подобные замещения и модификации, очевидные для специалистов, остаются в пределах смысла, объема и концепции изобретения, изложенных в формуле изобретения.
Реферат
Использование: нефтехимия. Сущность изобретения: проводят каталитическую гидроконверсию тяжелого углеводородного масла, содержащего значительную долю компонентов, имеющих температуру кипения при атмосферном давлении выше 565oС, с целью получения углеводородного масла, содержащего компоненты, имеющие температуру кипения ниже примерно 565oС. Способ включает операции смешивания тяжелого углеводородного масла с маслорастворимым молибденовым соединением, введения полученной смеси в гидроконверсионную зону, введения исходного газа для реактора в гидроконверсионную зону и выделения полученного углеводородного масла из гидроконверсионной зоны. Технический результат - повышение эффективности способа. 2 с. и 17 з.п. ф-лы, 8 табл.
Комментарии