Способ непрерывного предварительного нагрева шихтовых материалов для сталеплавильной печи и установка для его осуществления - RU2086869C1
Код документа: RU2086869C1
Чертежи


Описание
Изобретение относится к металлургии, а более точно касается непрерывного предварительного нагревания, главным образом, металлической шихты для получения расплавленного стального изделия. В частности, изобретение касается непрерывного предварительного нагревания шихтовых материалов, загрязненных органическими соединениями, для непрерывной выплавки стали во взаимодействующей электродуговой печи, которое уменьшает эмиссию ядовитых газов, образующихся в печи.
В некоторых странах существуют очень строгие стандарты на эмиссию. Изобретение адресует проблему сталеплавильным установкам при соответствии указанным стандартам.
Процесс непрерывной выплавки стали имеет преимущества, в частности, в тех местах, где существует концентрация производства или имеется в наличии лом и/или железо прямого восстановления, а также где имеется дешевая электроэнергия.
Неметаллические вещества в содержащей металл шихте часто создают проблему для окружающей среды, когда они сгорают при низких температурах, что приводит к неполному сгоранию. При таких условиях электродуговая сталеплавильная печь образует ядовитые излучения, включающие диоксины. Эти диоксины образуются в печи или в трубопроводах пылесборников от сгорания пластмассы труб и машин, синтетических волокон, красок, смазочно-охлаждающих жидкостей и т. п. Диоксины образуются при температурах порядка 300 520oC, при этом наиболее благоприятным для них диапазоном температур является 420 470oC. Диоксины в основном образуются в присутствии хлора. Реакция катализируется за счет наличия меди или другого катализатора. Вообще, температура, требующаяся для образования диоксина, составляет порядка 320 520oC. Диоксины легко образуются, когда сгорание происходит при низких температурах. Использование хлорированных соединений в процессах производства чугуна и стали, а также в оборотном ломе, загрязненном смазочно-охлаждающей жидкостью, и пластмассах, содержащих хлор, например ПВХ, создают все факторы, требующиеся для образования хлорированных ароматических соединений, многохлористых дибензо диоксинов и многохлористых дибензо фуранов.
Такие вредные соединения не образуются в процессе непрерывного предварительного нагревания металлического лома и подачи в данный процесс, поскольку органическое вещество в завалке лома сгорает при высоких температурах прежде, чем оно достигает печи, а атмосфера в подогревателе тщательно контролируется. Камера прокаливания, идущая следом за подогревателем, обеспечивает достаточно высокую температуру, достаточную турбулентность и избыток кислорода, в результате чего диоксины и предвестники разрушаются. Если разрушение диоксинов на этом этапе является полным, то образование последних в системе не возможно.
Исторически работа электродуговой сталеплавильной печи была периодической, где последовательность была следующей: загрузка стального скрапа и/или железа прямого восстановления, чушкового чугуна, шлакообразователей и легирующих элементов; воспламенение или установление электрической дуги между электродами в печи для создания условий для плавления шихты и образования ванны расплавленного металла, покрытой расплавленным шлаком; рафинирование в течение периода времени, во время которого часть расплавленного металла ванны рафинируется для образования стали требуемого состава и качества; и периодический подъем электродов, чтобы вывести их из контакта с ванной, а также чтобы они не мешали выпуску плавки и затем выпуску плава. Кроме того, шлак может удаляться путем скачивания или спуска шлака в зависимости от того, что требуется.
Изобретение, в частности, хорошо подходит для использования в процессе непрерывной выплавки стали (см. Патенты США N 4.543.124 и 4.609.400, кл. C 21 C 7/00, 75-46).
Изобретение предусматривает способ и установку для непрерывного предварительного нагревания шихтовых материалов для непрерывного рафинирования стали во взаимодействующей сталеплавильной печи. Железосодержащий лом в раздробленном, разрезанном или гранулированном виде, железо прямого восстановления, коммерческий скрап или их смеси, содержащие в основном органические материалы или соединения, составляют главную часть шихты, непрерывно проходящей через камеру предварительного нагревания. Тепло обеспечивается за счет химического и физического тепла отходящих газов сталеплавильной печи, предпочтительно электродуговой печи, при условии, что достаточно кислорода впрыскивается в печь для образования достаточного количества окиси углерода (CO) в отходящих газах печи для достижения требуемой температуры предварительного нагревания скрапа от сгорания CO. Кислород подается за счет впрыскивания воздуха для горения в подогреватель скрапа, как требуется. Если недостаточное количество кислорода было впрыснуто в печь для обеспечения необходимого тепла для предварительного нагревания скрапа до требуемой температуры, то дополнительное тепло обеспечивается за счет имеющегося топлива через горелки в камине подогревателя, в результате чего тепло, полученное от окиси углерода в печи, окажется увеличенным для создания достаточного газа для горения с целью достижения требуемой температуры предварительного нагревания скрапа.
Воздух может использоваться для охлаждения транспортера во время предварительного нагревания, чтобы подогреть его для впрыскивания в подогреватель и для охлаждения части транспортера, контактирующего с шихтой. Процесс использует окись углерода, выделяющуюся из кислорода, впрыскиваемого в ванну расплавленного металла внутри взаимодействующей электродуговой сталеплавильной печи, или другое имеющееся топливо или их смеси в качестве источника тепла для предварительного нагревания скрапа в камере предварительного нагревания. Последняя имеет взаимодействующую вспомогательную камеру предварительного нагревания, расположенную на конце подачи материала, чтобы гарантировать термическое прокаливание любого остаточного горючего вещества. Органическое вещество в завалке лома сгорает при высоких температурах, а атмосфера внутри подогревателя тщательно контролируется, предотвращая или ограничивая образование ядовитых выделений, как то диоксинов или фуранов, среди прочих в подогревателе. За счет обеспечения избытка кислорода порядка 3 4 в течение 2 с при температуре 900 1100oC во взаимодействующей газообрабатывающей камере любые фураны и диоксины прокаливаются в газе, удаляемом из подогревателя.
Главной целью изобретения является создание способа и установки для непрерывного предварительного нагревания шихтовых материалов для электрической сталеплавильной печи.
Другой целью изобретения является создание способа и установки, обеспечивающих предварительное нагревание требуемого количества скрапа с контролируемой скоростью, соблюдая при этом местные законы в отношении окружающей среды.
Еще одной целью изобретения является создание способа и установки для уменьшения ядовитых выделений из взаимодействующей электродуговой печи в процессе непрерывного предварительного нагревания шихтовых материалов.
Кроме того, целью изобретения является также создание эффективного непрерывного подогревателя шихты, использующего отходящие газы от взаимодействующей сталеплавильной печи для обеспечения части тепла, необходимой для предварительного нагревания.
Также целью изобретения является создание установки для предварительного нагревания шихты печи, которая одновременно уменьшает или устраняет ядовитые газы.
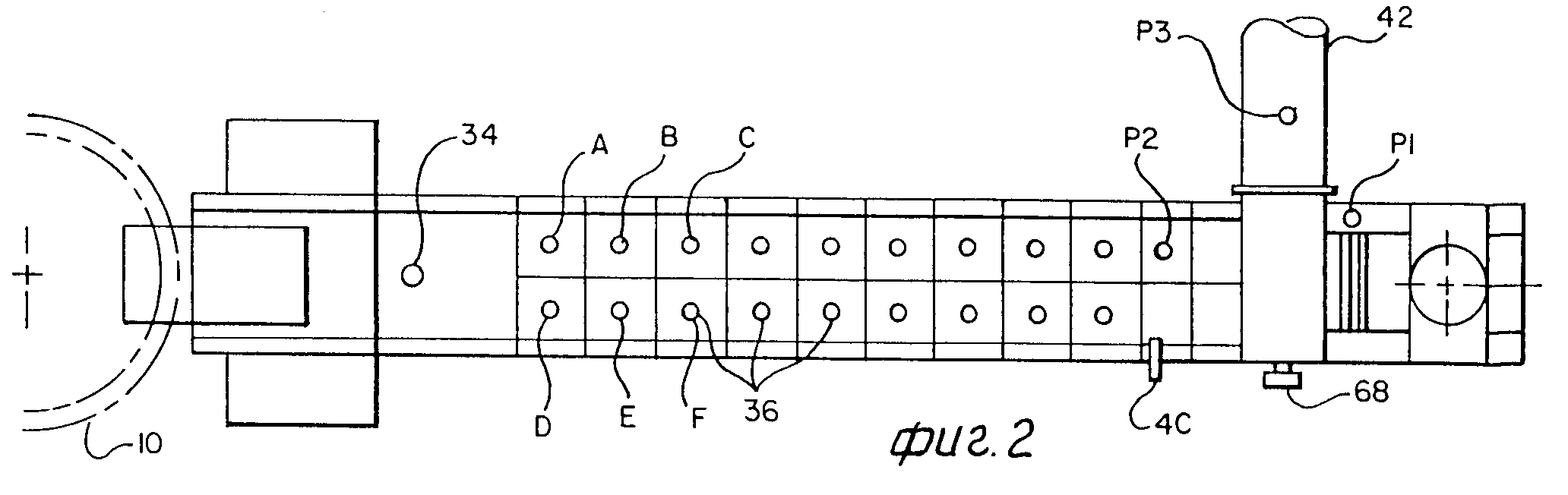
На фиг. 1 представлен вертикальный разрез предлагаемой установки, включающий соединение печи; на фиг. 2 вид сверху установки для предварительного нагревания шихтовых материалов при непрерывном процессе производства стали в соответствии с изобретением; на фиг. 3 вертикальное сечение установки на фиг. 1 в соответствии с изобретением; на фиг. 4 - схематичное изображение всей установки для предварительного нагревания шихтовых материалов и предотвращения выделения ядовитых газов при непрерывном процессе производства стали в соответствии с изобретением.
Как показано на фиг. 1 4, электродуговая сталеплавильная печь 10 имеет взаимодействующую удлиненную камеру 12 предварительного нагревания, предпочтительно в виде вибрирующего канала, для подачи шихтовых материалов, как металлических, так и неметаллических, в печь. Печь 10, хотя показана как трехфазная электродуговая печь, однако может быть электрической печью постоянного тока, плазменной или индукционной печью. Камера 12 имеет удлиненную опору 14, покрытую сопряженным удлиненным камином 16, предпочтительно имеющим огнеупорную футеровку (см. Патент США N 4.609.400). Нагревательная камера 12 имеет динамическое уплотнение 18, установленное на входном конце шихтового материала, а от этого конца нагревательная камера последовательно содержит газовую переходную секцию или зону 22, по меньшей мере одну нагревающую секцию или зону 24 и секцию 26 выгрузки материала. Печь 10 имеет выпускное отверстие 28 для отходящих газов. Разгрузочная секция камеры смонтирована на соединяющей тележке 30 для телескопического осевого перемещения во взаимодействие с отверстием 18 печи, которое эффективно герметизирует неподвижную камеру 12 с печью 10, которая может быть наклоняющейся. Соединяющая тележка подает скрап из подогревателя в печь в соответствующее место внутри нее. Соединяющая тележка преимущественно размещается на железнодорожном пути 32.
Отходящий газ из печи 10, температура которого обычно составляет порядка 1300oC, поступает в камеру 12 с огнеупорной футеровкой для нагревания скрапа через отверстие 28 выгрузки материала. Отходящий газ печи обеспечивает тепло для шихты в камере нагревателя скрапа двумя путями как физическим, так и химическим теплом, содержащимся в отходящем газе печи. Возле разгрузочного конца нагревательной камеры 12 установлена безопасная горелка 34 для воспламенения горючих газов, которые не достигли температуры сгорания. Безопасная горелка используется только тогда, когда температура в зоне 24 нагревания ниже температуры вспышки отходящих газов печи.
Нагревающие секции 24, 24A, 24B и т. д. снабжены воздушными форсунками 36 в соответствующем камине 16 каждой секции. Может использоваться любое число нагревающих секций и они могут быть одинаковой или разной длины. Воздушные форсунки направляют воздух или обогащенный кислородом воздух для сжигания газа внизу относительно скрапа под ним. Как показано на фиг. 2, большое число воздушных форсунок или окон A, B, C, D и т. д. может быть предусмотрено в камине каждой нагревающей секции для хорошего контроля за впрыском воздуха для горения. Воздушные форсунки используются в тех случаях, когда имеется достаточное количество окиси углерода в печном газе, получаемом для предварительного нагревания скрапа до требуемой температуры. В другом варианте эти камины могут быть снабжены горелками в дополнение к воздушным форсункам. Сталеплавильная печь может работать без впрыскивания кислорода, но в этом случае образуется мало или совсем не образуется CO для его использования в качестве топлива в подогревателе скрапа. В этом случае горелки, использующие имеющееся топливо, применяются вместо воздушных форсунок, чтобы производить требуемое нагревание скрапа в нагревающей зоне 24.
Распределение воздуха для горения регулируется для достижения равномерного горения по всей камере предварительного нагревания. Кислородный датчик 40, установленный в газовой переходной секции 22 удлиненной камеры 12 предварительного нагревания скрапа, определяет количество кислорода в отходящих газах около выхода из камеры 12. Этот датчик 40 контролирует поступление воздуха через форсунки 36 с тем, чтобы обеспечить в процессе работы постепенное изменение атмосферы в камере нагревания скрапа от восстановительной на конце выгрузки смеси до окислительной в газовой переходной зоне, т. е. первое восстановление в свойствах для устранения повторного окисления подаваемого материала, затем содержание кислорода в газовой смеси постепенно увеличивается до избыточного количества порядка 3 5 тем самым гарантируя, что сгорание всех горючих веществ является полным в камере подогревания скрапа. Поскольку воздух впрыскивается равномерно по всей длине нагревающей зоны 24, то атмосфера изменяется постепенно и равномерно по всей длине нагревающей камеры без какого-либо значительного изменения в какой-либо части, поддерживая тем самым равномерное распределение горения для предварительного нагрева скрапа. Неметаллическое горючее вещество в шихте сгорает и шихта нагревается по крайней мере до 500oC и до максимальной температуры порядка 800 1000oC.
Кислородный датчик 40, являющийся, предпочтительно, анализатором нескольких газов, регулирует настройку форсунок воздуха для горения и/или горелок и скорость горения в камере 12. Возле кислородно-топливной горелки 68 состав газообразного топлива включает 3 5 избыточного кислорода. Небольшое количество воздуха поступает в газовую переходную зону 22 через динамическое уплотнение 18. Это контролируется за счет регулирования давления P1 в динамическом уплотнении 18, давления P2 в газовой переходной зоне 22 и давления P3 во вспомогательной газообрабатывающей камере. Поток газа через вспомогательную газообрабатывающую камеру и давление в системе регулируются заслонкой 70. Когда отходящие газы достигают газовой переходной зоны, то их состав включает минимум 3 избыточного кислорода.
Завалка лома подается в камеру 12 подогревателя на транспортере через динамическое уплотнение 18. Оборудование подачи подогретого отходящего газа соединено с камерой 12 возле и выше газового уплотнения 18. Система обработки горючего отходящего газа содержит удлиненную вспомогательную камеру сгорания с огнеупорной футеровкой или термический прокаливатель 42, газоход, соединяющий прокаливатель с камерой 12, котел-утилизатор 50 тепла отходящих газов или закалочное устройство с охлаждением в потоке газа, вентилятор или воздуходувку 52, камеру пылеуловителя 54 с тканевыми фильтрами и взаимодействующие трубопроводы. Труба 56, соединяющая газовую трубу 58 между котлом и камерой пылеуловителя, соединена также с вентиляционной системой 60 здания, в котором размещена сталеплавильная печь.
Кислородный датчик 66 предусмотрен в термическом прокаливателе для определения топливо-кислородного соотношения, требующегося горелке 68 для увеличения дополнительного тепла или кислорода отходящему газу, поступающему в термический прокаливатель. Горелка 68 является кислородно-топливной горелкой в газовой переходной секции и служит для поддержания как температуры газа, так и уровня кислорода в заранее установленных пределах.
На фиг. 2 и 3 показан предпочтительный вариант подогревателя шихты, где вибрирующий канал или же лоб 44 действует как транспортер. Динамическое уплотнение 18 на конце входа материала транспортера образовано камерой, использующей воздух для предотвращения выхода отходящих газов из камеры нагревания скрапа в атмосферу в том месте за счет впуска некоторого контролируемого небольшого объема воздуха.
Термин "скрап", как он используется в описании и формуле изобретения, означает шихтовых материал для непрерывной плавки, включающий железный скрап, чушковый чугун и железо прямого восстановления в окатышах или брикетах. Скрап может быть по степени чистоты раздроблен или разрезан до соответствующего размера, если это необходимо для непрерывной подачи в печь, и храниться по качеству, пока не потребуется для загрузки. Скрап, определенный как "коммерческий скрап" Институтом лома черных металлов (ISSI), является предпочтительным. Чушковый чугун гранулируется или разбивается на соответствующий размер для загружаемой шихты.
Шихтовый материал выбирается из хранящегося скрапа и другого исходного сырья, взвешивается и подается на транспортер. Шихтовый материал предварительно нагревается в камере 12 за счет пропускания через него и поверх него отходящего газа печи в направлении, противоположном направлению движения шихты в печь.
Сталеплавильная печь работает непрерывно на полную мощность в течение длительного периода времени примерно шесть или семь дней, в течение которых производится только средний ремонт футеровки в печи. Шлак в печи поддерживается во вспененном состоянии в течение всех фаз процесса, включая фазу выпуска плавки, во время которой сохраняется также полная мощность печи. Вспенивание шлака обусловлено главным образом выделением в свободном состоянии CO в ванне и шлаке. Углерод, необходимый для реакции с кислородом шихты, впрыскивается в шлак или на поверхность раздела шлак-металл ванны в виде порошкообразного углерода или кокса через одну или более фурм под ванной. Если в ванне присутствует недостаточно кислорода, то он может быть впрыснут через фурмы под ванной для осуществления необходимой реакции с углеродом, чтобы способствовать вспениванию шлака. Углерод и/или кислород могут впрыскиваться в ванну в любое время. Впрыскивание углерода и кислорода способствует образованию окиси углерода. Порядка 70 75 CO, образованного в печи, направляются из нее в камеру предварительного нагревания скрапа в качестве топлива в отходящем газе печи.
Для того, чтобы гарантировать, что все сгорание отходящего газа завершено при его выходе из камеры предварительного нагревания, необходимо иметь длительность пребывания 2,0 с при температуре 900 100oC во вспомогательной камере сгорания. Благодаря обеспечению избытка кислорода 3 5 в прокаливающей камере по крайней мере с 2-секундным пребыванием газа при температуре 900 1100oC уровни вредной эмиссии диоксинов снижаются.
Если имеются необходимые химические элементы, то диоксины и фураны могут образовываться в присутствии катализаторов, например меди или железа, когда отходящий газ охлаждается после прокаливания. Для предотвращения такого образования важно, чтобы газы проходили через диапазон температур 300 - 500oC быстро, т. е. в котле утилизаторе тепла отходящего газа или в закалочном устройстве с охлаждением в потоке газа, чтобы быстро уменьшить температуру газа ниже этого диапазона.
Чтобы завершить систему и гарантировать, что огромная часть излучения обработана, имеется вентиляционная система 60 здания для сбора вторичной газовой эмиссии из печи и других газов и веществ, состоящих из частиц, из здания. Газы из вентиляционной системы проходят через трубу 58 в трубу 56, где они смешиваются с отходящими газами котла утилизатора, затем поступают в камеру 54 пылеуловителя через воздуходувку 52 с целью очистки перед удалением очищенного охлажденного газа в атмосферу.
В процессе работы железосодержащий материал и другие загружаемые материалы смешиваются, как требуется, смесь непрерывно проходит через динамическое уплотнение в удлиненную нагревающую камеру, имеющую последовательно конец подачи загружаемой смеси, газовую переходную секцию, нагревающую секцию и секцию выгрузки загружаемой смеси. Взаимодействующая электродуговая сталеплавильная печь, в которую подается смесь из загружаемых материалов, вырабатывает отходящий газ с окисью углерода, который удаляется в нагревательную камеру и сжигается в ней. Отходящий газ образуется в результате реакции углерода в ванне (из загружаемых материалов и/или углерода, впрыскиваемого в ванну с кислородом, впрыснутым в ванну). Тепло от сгорания и физическое тепло отходящих газов печи совместно нагревают камеру и находящуюся в ней смесь с помощью горячих отходящих газов, проходящих через и поверх смеси в камере. Постепенно изменяющаяся атмосфера поддерживается в нагревательной камере от восстановительной на разгрузочном конце до окислительной в газовой переходной секции. Продукты сгорания и связанные отходящие газы удаляются из газовой переходной секции камеры во взаимодействующую вспомогательную газообрабатывающую камеру с огнеупорной футеровкой, сообщающуюся с газовой переходной секцией. Температура удаляемых продуктов сгорания и взаимодействующих отходящих газов поддерживается в диапазоне 900 1100oC в течение по крайней мере 2 с во вспомогательной газообрабатывающей камере, затем они охлаждаются и удаляются. Нагретая загружаемая смесь удаляется непрерывно и непосредственно во взаимодействующую сталеплавильную печь.
При использовании CO из печи в качестве топлива для предварительного нагревания скрапа избыточное количество воздуха подается в камеру предварительного нагревания скрапа по отношению к CO. После нескольких секунд подачи воздуха ведется контроль для поддержания требуемого избытка кислорода в газовой переходной секции 22. Желательно поддерживать достаточную скорость воздуха, чтобы он достиг верха скрапа на транспортере.
Из вышесказанного следует, что способ и установка для непрерывного предварительного нагревания шихтовых материалов для использования в сочетании с работой электрической сталеплавильной печью позволяют непрерывно подогревать скрап и непрерывно или полунепрерывно загружать, при этом устраняя выделение ядовитых газов, поддерживая при этом хороший контроль за качеством и химическим составом изделия.
Реферат
Изобретение относится к металлургии, а именно к способу непрерывного предварительного нагрева шихтовых материалов для сталеплавильной печи и установке для его осуществления. Сущность изобретения: способ и установка для уменьшения образования ядовитых газов в процессе непрерывного предварительного нагревания смеси из железосодержащих шихтовых материалов для сталеплавильной электрической печи с помощью отходящих газов печи включают средства контроля за процессом сгорания в камере предварительного нагревания. Удаленные газы затем обрабатываются путем термического прокаливания горючих остаточных веществ перед их выпуском в атмосферу, чтобы гарантировать отсутствие ядовитых газов. 2 с. и 27 з. п. ф-лы, 4 ил.

Комментарии