Устройство для охлаждения горячебрикетированного железа - RU2758893C1
Код документа: RU2758893C1
Чертежи
Описание
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка испрашивает приоритет на основании патентной заявки Кореи № 10-2020-0069632, поданной 9 июня 2020 г., все содержание которой включено в настоящий документ путем отсылки в любых целях.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Область техники, к которой относится изобретение
Настоящим изобретением предложено устройство для охлаждения горячебрикетированного железа. Более конкретно, настоящее изобретение относится к устройству для охлаждения горячебрикетированного железа, максимально снижающего растрескивание горячебрикетированного железа вследствие резкого изменения температуры в процессе охлаждения, предотвращающему тем самым повреждение горячебрикетированного железа, и которое обеспечивает увеличение площади охлаждаемой поверхности и эффективно удаляет паровой слой, образующийся на поверхности горячебрикетированного железа, таким образом повышая выход горячебрикетированного железа.
Раскрытие предшествующего уровня техники
Горячебрикетированное железо (ГБЖ) является заменителем лома, его производят путем переработки железа прямым восстановлением (железо прямого восстановления - ЖПВ), и получают путем удаления кислорода из железной руды с использованием оборудования для брикетирования. Поскольку горячебрикетированное железо превосходит по качеству железный лом, горячебрикетированное железо используют в основном для изготовления высококачественной продукции, в частности, двутавровых балок или листовой стали.
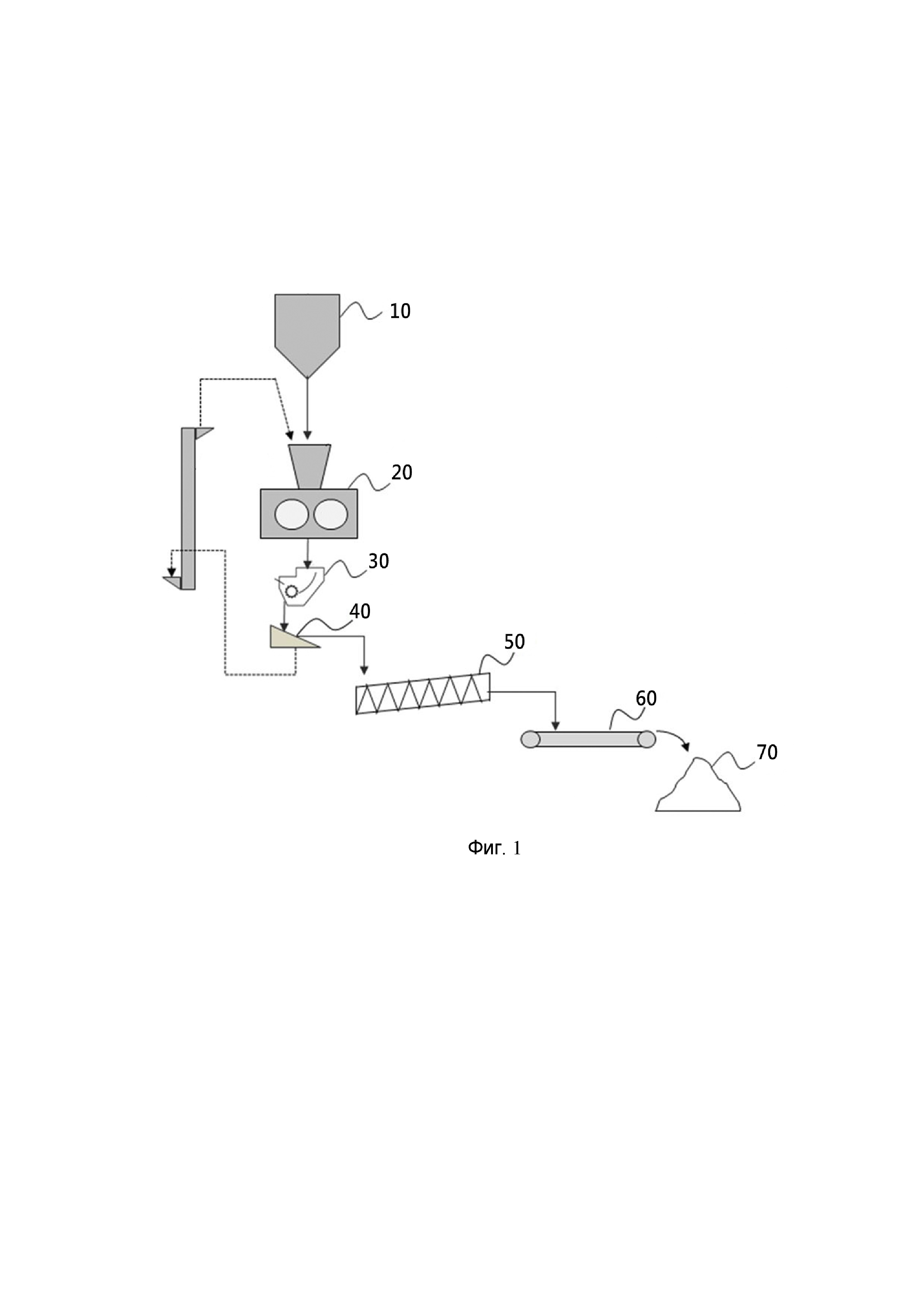
Как показано на ФИГ. 1, основной процесс производства горячебрикетированного железа состоит в получении ЖПВ путем извлечения кислорода из железной руды с использованием обработки железной руды восстановительным газом (CO, H2) или восстановительным твердым веществом (углерод). ЖПВ перемещают в бункер 10 для временного хранения или выгрузки ЖПВ, после чего вводят в процесс брикетирования. Иными словами, горячее ЖПВ, полученное в печи с восстановительной атмосферой, перемещают в машину 20 для брикетирования с целью производства горячебрикетированного железа с температурой примерно 600-700°C. После того, как полученное горячебрикетированное железо пройдет через сепаратор 30 и разделительное устройство 40, горячебрикетированное железо помещают в охлаждающее устройство 50 с целью охлаждения до температуры 100°C и менее. После этого охлажденное горячебрикетированное железо транспортируют посредством транспортера 60 в хранилище 70.
Таким образом, поскольку горячебрикетированное железо, полученное в процессе горячего брикетирования, необходимо охладить до температуры примерно 100°C и менее для того, чтобы ввести в следующий процесс, устройство для охлаждения горячебрикетированного железа на заводе по производству горячебрикетированного железа является ключевым оборудованием, определяющим общую производительность системы.
Обычно в качестве устройства для охлаждения горячебрикетированного железа широко используют охлаждающий резервуар цепного типа. Тем не менее, конструкция этого устройства такова, что основные приводные компоненты устройства, в частности, цепь, подшипник, ролик или направляющая, расположены в устройстве для охлаждения, то есть работают вместе с охлаждающей жидкостью, присутствующей в нижней части устройства во время производственного процесса. Поэтому такие компоненты могут часто отсоединяться под действием охлаждающей жидкости, что снижает их долговечность и увеличивает затраты на техническое обслуживание вследствие частой замены компонентов. Таким образом, общий коэффициент использования оборудования может снизиться примерно на 50%, выход продукции может быть сокращен, а себестоимость продукции – увеличена.
Кроме того, горячебрикетированное железо может ослабляться в процессе охлаждения, и от ослабленного горячебрикетированного железа во время транспортировки через устройство для охлаждения может отделяться порошкообразное вещество таким образом, что отделенное вещество может накапливаться в этом устройстве. Следовательно, нагрузка на оборудование может возрастать, и потребуется время для технического обслуживания для удаления, что отрицательно повлияет на выход продукции.
Предшествующий уровень техники
(Патентный документ 1) Патент Кореи № 10-2077689 (10 февраля 2020 г.)
(Патентный документ 2) Патент Кореи № 10-0649732 (17 ноября 2006 г.)
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение направлено на решение вышеописанных проблем, присущих уровню техники, и имеет целью разработку устройства для охлаждения горячебрикетированного железа, в котором на внешней стороне устройства для охлаждения предусмотрен приводной компонент устройства для охлаждения, что повышает коэффициент использования оборудования и улучшает производительность.
Другой задачей настоящего изобретения является разработка устройства для охлаждения горячебрикетированного железа, в котором распределение температуры в устройстве для охлаждения регулируют с целью предельного уменьшения резкого охлаждения горячебрикетированного железа в соответствии с положением, повышая тем самым эффективность охлаждения для каждого положения в устройстве для охлаждения и существенного сокращения расхода охлаждающей жидкости.
Кроме того, другой задачей настоящего изобретения является разработка устройства для охлаждения горячебрикетированного железа, в котором горячебрикетированное железо охлаждают, изменяя режим его перемещения в устройстве для охлаждения, и таким образом обеспечивают увеличение площади охлаждаемой поверхности, и эффективно устраняют паровой слой, образующийся на поверхности горячебрикетированного железа, повышая тем самым эффективность охлаждения.
Задачи настоящего изобретения не ограничены вышеприведенными задачами, и специалистам в данной области техники из нижеследующего описания будут очевидны иные эффекты изобретения.
Для решения поставленных задач настоящим изобретением предложено устройство для охлаждения горячебрикетированного железа, содержащее цилиндрический вращающийся корпус, вращающийся будучи наклоненным таким образом, чтобы выходной участок, через который выгружают охлажденное горячебрикетированное железо, был обращен вверх, и содержащий плиту регулирования уровня жидкости, выполненную под участком загрузки горячебрикетированного железа и предназначенную для удержания заранее выбранной охлаждающей жидкости; лопасть, выполненную вдоль внутренней окружной поверхности вращающегося корпуса и предназначенную для перемещения горячебрикетированного железа, введенного в корпус, в направлении выходного участка; и модуль распыления охлаждающей жидкости, содержащий несколько распылительных форсунок, которые различным образом регулируют количество охлаждающей жидкости, распыляемой внутрь от выходного участка, причем горячебрикетированное железо в первую очередь охлаждают удерживаемой охлаждающей жидкостью, направляемой лопастью, а во вторую очередь охлаждают с помощью форсунок для распыления охлаждающей жидкости, что позволяет максимально эффективно охлаждать горячебрикетированное железо в процессе охлаждения и, тем самым, свести к минимуму расход охлаждающей жидкости.
Модуль распыления охлаждающей жидкости может различным образом регулироваться так, чтобы количество распыляемой жидкости распылительной форсунки, расположенной наиболее близко к выходному участку, являлось максимальным, а потеря давления увеличивалась от распылительной форсунки, расположенной во внешнем положении, к распылительной форсунке, расположенной во внутреннем положении, уменьшая тем самым расход распыляемой охлаждающей жидкости.
Модуль распыления охлаждающей жидкости может содержать трубку подачи охлаждающей жидкости, соединенную с несколькими распылительными форсунками для подачи охлаждающей жидкости к каждой форсунке под постоянным давлением, и может различным образом регулировать расход распыляемой охлаждающей жидкости путем применения различных диаметров распылительных форсунок в направлении от выходного участка вовнутрь.
Модуль распыления охлаждающей жидкости может содержать трубку подачи охлаждающей жидкости, которая соединена с несколькими распылительными форсунками, с постепенным уменьшением диаметра трубки в направлении от выходного участка вовнутрь, что увеличивает потерю давления и, тем самым, различным образом регулирует расход распыляемой охлаждающей жидкости.
Лопасть может направлять горячебрикетированное железо таким образом, чтобы горячебрикетированное железо перемещалось в направлении выходного участка, при этом изменяя режим перемещения горячебрикетированного железа, введенного во вращающийся корпус.
Режим перемещения может представлять собой режим скольжения участка загрузки, н котором горячебрикетированное железо совершает вращательное движение на минимальной высоте, чтобы оставаться погруженным в удерживаемую охлаждающую жидкость, и режим качения выходного участка, в котором обеспечивают активное вращательное движение горячебрикетированного железа для увеличения площади контакта с охлаждающей жидкостью, распыляемой в модуле распыления охлаждающей жидкости.
Режим перемещения может содержать режим падения между участком загрузки и выходным участком, для обеспечения более активного вращательного движения горячебрикетированного железа по сравнению с режимом скольжения.
Лопасти могут быть выполнены таким образом, чтобы углы между лопастями и внешней окружностью вращающегося корпуса являлись различными от участка загрузки к выходному участку, изменяя тем самым режим перемещения.
Вращающийся корпус может содержать на внешнем конце разделительный модуль, используемый для отделения охлаждающей жидкости, оставшейся на внешнем периметре горячебрикетированного железа, охлаждаемого и затем выгружаемого из выходного участка, и горячебрикетированного железа друг от друга.
Устройство охлаждения может дополнительно содержать блок вращения, служащий опорой для внешней части вращающегося корпуса и поворачивающий вращающийся корпус.
Устройство для охлаждения горячебрикетированного железа согласно одному из вариантов осуществления настоящего изобретения является эффективным в том, что приводной компонент устройства для охлаждения, в частности, блок вращения, предусмотрен на внешней стороне устройства для охлаждения, что позволяет увеличить коэффициент использования оборудования и повысить производительность. Кроме того, распределение температуры в устройстве для охлаждения регулируется посредством удерживаемой охлаждающей жидкости и различным образом распыляемой охлаждающей жидкости, что сводит к минимуму резкое охлаждение горячебрикетированного железа в зависимости от положения, а также повышает эффективность охлаждения в каждом положении в устройстве для охлаждения, сводя тем самым к минимуму расход охлаждающей жидкости.
Кроме того, горячебрикетированное железо охлаждают, при этом изменяя режим его перемещения при помощи лопасти, направляющей движение горячебрикетированного железа в устройстве для охлаждения, таким образом предотвращая резкое охлаждение и увеличивая площадь охлаждаемой поверхности, и эффективно устраняют паровой слой, образующийся на поверхности горячебрикетированного железа, повышая тем самым эффективность охлаждения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Вышеприведенные и другие задачи, признаки и другие преимущества согласно данному изобретению будут более понятны из нижеследующего подробного описания изобретения со ссылкой на прилагаемые чертежи, на которых:
На ФИГ. 1 изображен схематический вид в разрезе, на котором показан процесс получения горячебрикетированного железа;
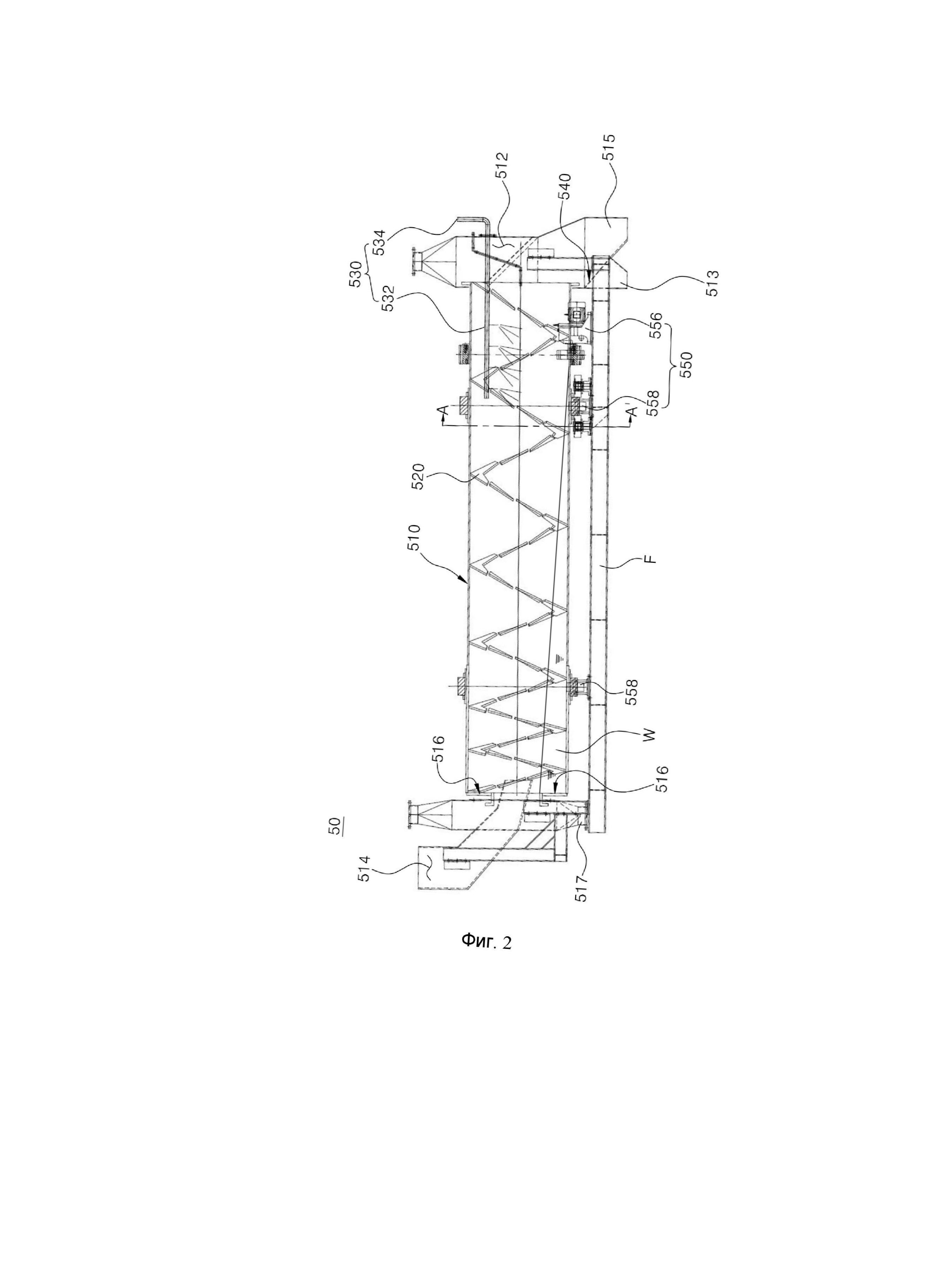
На ФИГ. 2 изображено сечение, на котором показано устройство для охлаждения горячебрикетированного железа согласно одному из вариантов осуществления настоящего изобретения;
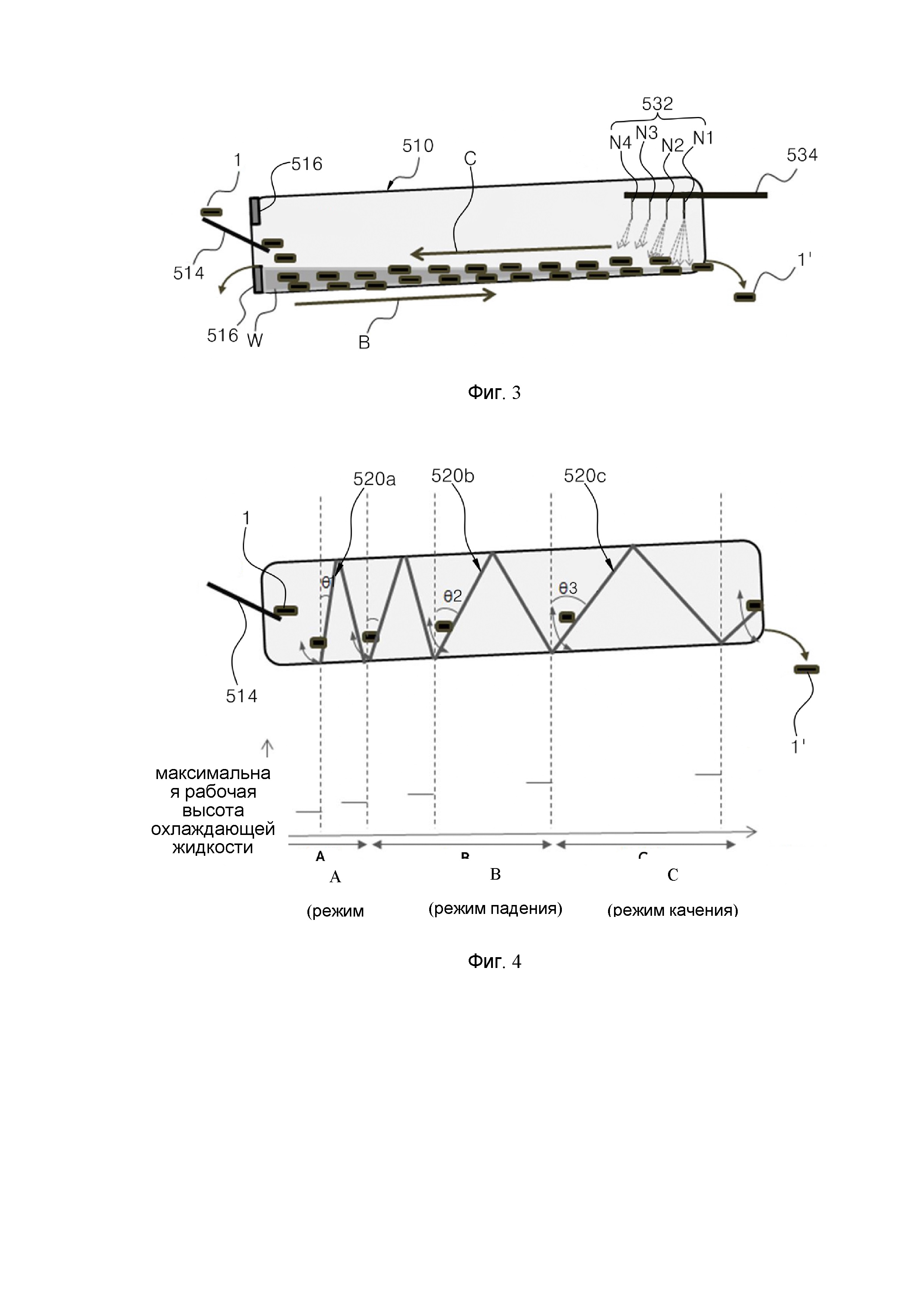
На ФИГ. 3 изображено сечение, на котором показан вращающийся корпус устройства для охлаждения горячебрикетированного железа и перемещение горячебрикетированного железа согласно одному из вариантов осуществления настоящего изобретения;
На ФИГ. 4 схематично изображена лопасть устройства для охлаждения горячебрикетированного железа и изменение режима перемещения горячебрикетированного железа согласно одному из вариантов осуществления настоящего изобретения;
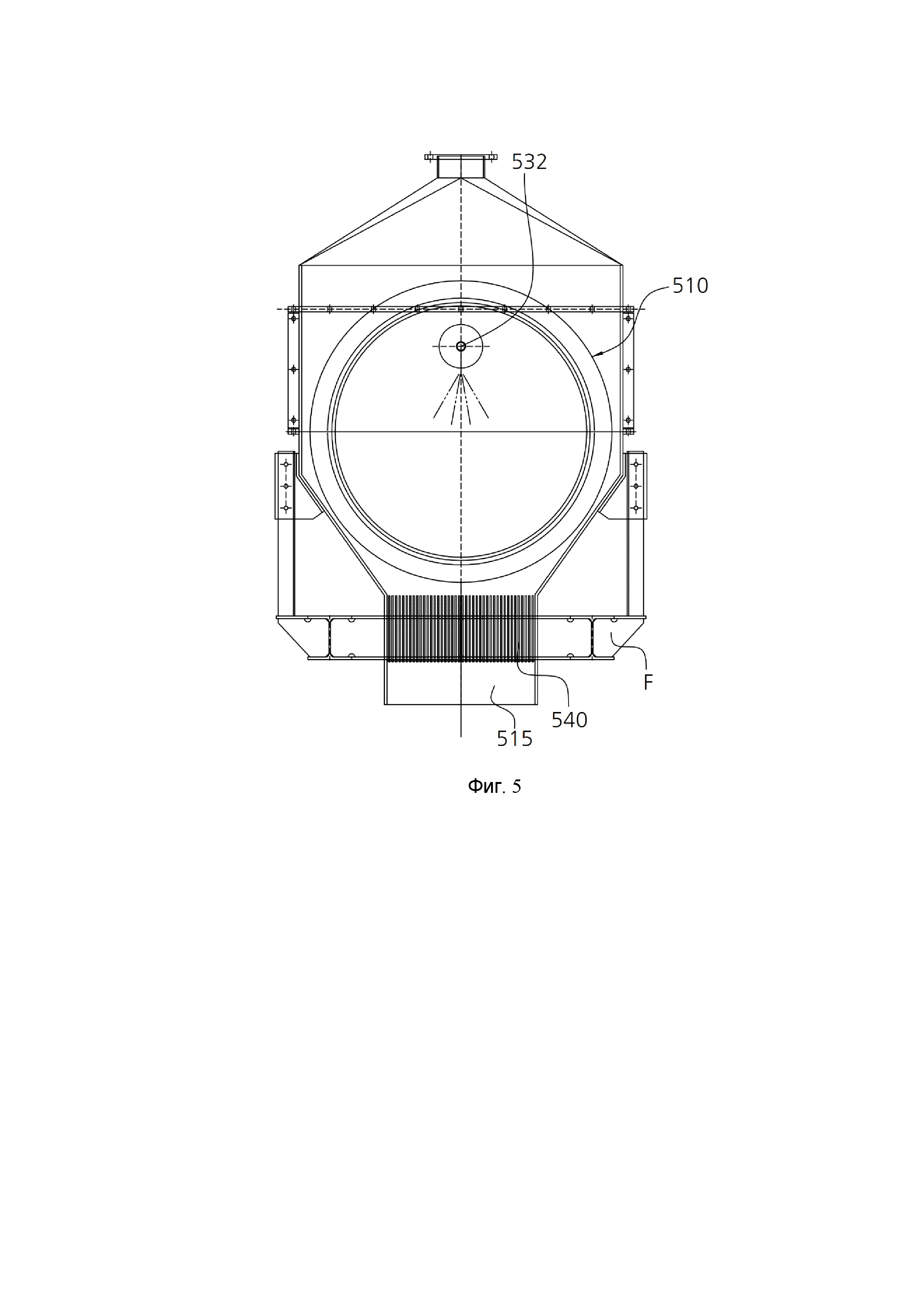
На ФИГ. 5 спереди изображено устройство для охлаждения горячебрикетированного железа согласно одному из вариантов осуществления настоящего изобретения в положении, в котором его видно от выходного участка; и
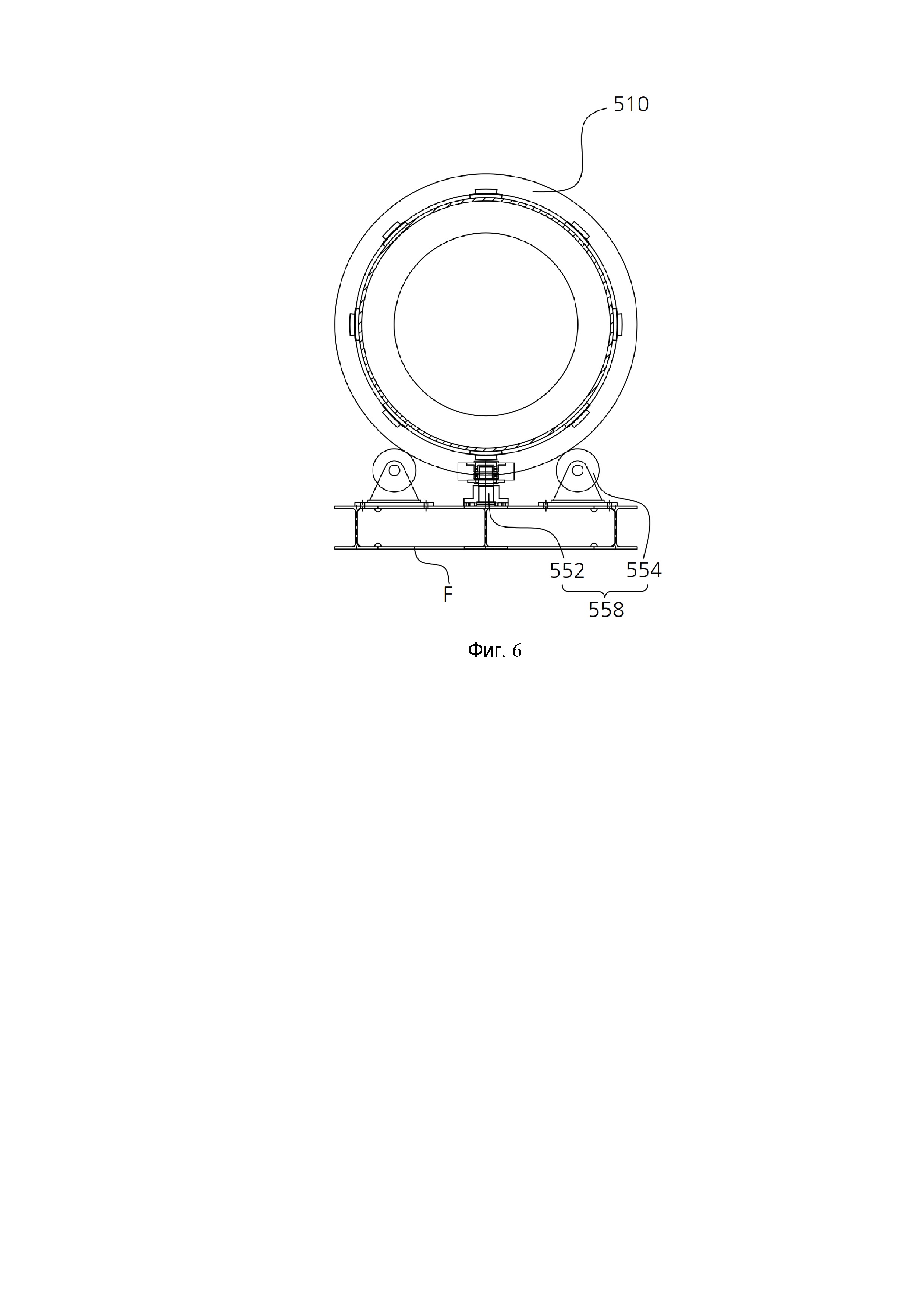
На ФИГ. 6 изображено сечение, выполненное вдоль линии А-А' на ФИГ. 2 и показывающее вращающийся корпус и блок вращения устройства для охлаждения горячебрикетированного железа согласно одному из вариантов осуществления настоящего изобретения.
ПОДРОБНОЕ РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Предпочтительные варианты осуществления настоящего изобретения будут подробно раскрыты ниже со ссылкой на сопутствующие чертежи. Следующие варианты осуществления представлены в качестве примеров для полной передачи специалистам в данной области истинного смысла настоящего изобретения. Поэтому настоящее изобретение может быть реализовано в различных формах, не ограничиваясь вариантами осуществления, которые будут раскрыты ниже. Кроме того, на чертежах длина или толщина слоев, или площадь может быть преувеличена для удобства чтения. Одинаковые ссылочные обозначения используются на всех чертежах для одинаковых компонентов.
На ФИГ. 1 изображен схематический вид в разрезе, на котором показан процесс получения горячебрикетированного железа, на ФИГ. 2 изображено сечение, на котором показано устройство для охлаждения горячебрикетированного железа согласно одному из вариантов осуществления настоящего изобретения, на ФИГ. 3 изображено сечение, на котором показан вращающийся корпус устройства для охлаждения горячебрикетированного железа и перемещение горячебрикетированного железа согласно одному из вариантов осуществления настоящего изобретения, на ФИГ. 4 изображена схема лопасти устройства для охлаждения горячебрикетированного железа и изменения режима перемещения горячебрикетированного железа согласно одному из вариантов осуществления настоящего изобретения, ФИГ. 5 представляет собой вид спереди, изображающий устройство для охлаждения горячебрикетированного железа согласно одному из вариантов осуществления настоящего изобретения в положении, в котором его видно от выходного участка; и ФИГ. 6 представляет собой сечение, выполненное вдоль линии А-А' на ФИГ. 2 для того, чтобы показать вращающийся корпус и блок вращения устройства для охлаждения горячебрикетированного железа согласно одному из вариантов осуществления настоящего изобретения.
Как показано на ФИГ. 1-6, устройство 50 для охлаждения горячебрикетированного железа согласно одному из вариантов осуществления настоящего изобретения может содержать цилиндрический вращающийся корпус 510, лопасть 520 и модуль 530 распыления охлаждающей жидкости.
Устройство 50 для охлаждения горячебрикетированного железа может содержать горячебрикетированное железо 1, подлежащее охлаждению, а также полукокс или кокс, образующиеся в процессе коксования каменного угля. Кроме того, устройство 50 для охлаждения горячебрикетированного железа можно использовать для объектов с температурой 200°С и выше, требующих охлаждения, в различных отраслях промышленности, включая процесс производства стали.
Вращающийся корпус 510 может вращаться, будучи наклоненным таким образом, чтобы выходной участок 512, через который выгружают охлажденное горячебрикетированное железо 1', был обращен вверх, а под участком 514 загрузки горячебрикетированного железа может быть выполнена плита 516 регулирования уровня жидкости, предназначенная для удержания предварительно заданной охлаждающей жидкости. Иными словами, поскольку модуль 530 распыления охлаждающей жидкости распыляет охлаждающую жидкость, охлаждающая жидкость W может удерживаться во вращающемся корпусе 510. Вращающийся корпус 510 наклонен таким образом, чтобы участок 514 загрузки, в который транспортируют и помещают горячебрикетированное железо 1, был относительно низким, а выходной участок 512, через который выгружают горячебрикетированное железо, был высоким. Таким образом, уровень удерживаемой охлаждающей жидкости W может снижаться в направлении от участка 514 загрузки к выходному участку 512. Удерживаемая охлаждающая жидкость может обеспечивать определенный уровень жидкости, и количество удерживаемой охлаждающей жидкости можно регулировать в соответствии с высотой плиты 516 регулировки уровня жидкости. Если необходимое количество удерживаемой жидкости превышено, из вращающегося корпуса 510 может вытекать удерживаемая охлаждающая жидкость, и впоследствии может сливаться на участок 517 выгрузки охлаждающей жидкости. Другими словами, уровень удерживаемой охлаждающей жидкости W на участке 514 загрузки может быть таким же, как и высота плиты 516 регулировки уровня жидкости и составлять, например, от 200 до 1000 мм.
Кроме того, удерживаемая охлаждающая жидкость W, нагретая горячебрикетированным железом, находящимся в области, прилегающей к участку 514 загрузки, может переливаться и вытекать, предотвращая тем самым превышение определенной температуры удерживаемой охлаждающей жидкости W. Охлаждающая жидкость, непрерывно подаваемая через модуль 530 распыления охлаждающей жидкости, может переливаться через плиту 516 регулировки уровня жидкости и вытекать наружу из участка 514 загрузки, то есть охлаждающая жидкость может вытекать из вращающегося корпуса 510. Эта охлаждающая жидкость находится в нагретом состоянии, и нагретая охлаждающая жидкость поступает в охлаждающую колонну, после чего снова охлаждается. После этого охлаждающая жидкость может подаваться через модуль 530 распыления охлаждающей жидкости во вращающийся корпус 510 с помощью циркуляционного насоса для охлаждающей жидкости.
Наклон вращающегося корпуса 510 может составлять от 2 до 15˚ и определяется в зависимости от диаметра и длины вращающегося корпуса 510. Иными словами, если вращающийся корпус 510 имеет большой диаметр и малую длину, наклон может быть дополнительно увеличен.
Кроме того, вращающийся корпус 510 может быть дополнительно содержать вентилятор, вытесняющий пар, образующийся во время охлаждения горячебрикетированного железа, наружу из вращающегося корпуса 510. Температура во вращающемся корпусе 510 может увеличиваться, или же горячебрикетированное железо может быть трудно охладить вследствие пара, образующегося при охлаждении охлаждающей жидкостью горячебрикетированного железа 1, нагретого примерно до 550-700°С. Поэтому вращающийся корпус 510 может содержать насос для отведения пара, то есть для вытеснения пара наружу из вращающегося корпуса 510.
Лопасть 520 может быть выполнена вдоль внутренней окружной поверхности вращающегося корпуса 510 для направления горячебрикетированного железа 1, введенного в корпус, в направлении выходного участка 512. Иными словами, горячебрикетированное железо 1, введенное из участка 514 загрузки, может перемещаться к выходному участку 512 с помощью лопасти 520, вращающейся вместе со вращающимся корпусом 510, и горячебрикетированное железо 1 может охлаждаться при перемещении В во вращающемся корпусе 510. Для эффективной транспортировки и охлаждения горячебрикетированного железа 1 ширина лопасти 520 может в три-десять раз превышать ширину или размер горячебрикетированного железа 1.
Модуль 530 распыления охлаждающей жидкости может содержать несколько распылительных форсунок 532, которые различным образом регулируют количество охлаждающей жидкости, распыляемой внутрь от выходного участка 512. Таким образом, горячебрикетированное железо 1 в первую очередь охлаждают удерживаемой охлаждающей жидкостью W, направляют с помощью лопасти 520, а во вторую очередь охлаждают с помощью форсунки 532 для распыления охлаждающей жидкости, что позволяет максимально повысить эффективность охлаждения горячебрикетированного железа 1 в процессе охлаждения и, тем самым, минимизировать расход охлаждающей жидкости.
Иными словами, как показано на ФИГ. 3, удерживаемую охлаждающую жидкость W, распыляемую из форсунки 532 для распыления охлаждающей жидкости, перемещают в направлении C участка 514 загрузки, нагревают охлаждаемым горячебрикетированным железом и поддерживают на постоянном уровне во вращающемся корпусе 510 с помощью плиты 516 регулировки уровня жидкости. За счет первичного охлаждения горячебрикетированного железа 1, введенного в участок 514 загрузки, с использованием удерживаемой охлаждающей жидкости, расход охлаждающей жидкости может быть минимизирован. Кроме того, горячебрикетированное железо 1, находящееся во вращающемся корпусе 510, может направляться и перемещаться по В с помощью лопасти 520, вследствие чего горячебрикетированное железо последовательно приближается к форсунке 532 для распыления охлаждающей жидкости и дополнительно охлаждается удерживаемой охлаждающей жидкостью W, что снижает температуру. Далее горячебрикетированное железо, перемещаемое под форсункой 532 для распыления охлаждающей жидкости, дополнительно охлаждают с помощью охлаждающей жидкости, распыляемой форсункой 532 для распыления охлаждающей жидкости, после чего перемещают на внешнюю сторону вращающегося корпуса 510.
Таким образом, устройство 50 для охлаждения горячебрикетированного железа согласно одному из вариантов осуществления настоящего изобретения способно выполнять процесс охлаждения способом противотока, в котором поток С охлаждающей жидкости сформирован в направлении, противоположном направлению, в котором горячебрикетированное железо 1 перемещается В во вращающемся корпусе 510, что повышает эффективность охлаждения. Иными словами, основной охлаждающий процесс (вторичное охлаждение) выполняют путем распыления охлаждающей жидкости в зоне выпуска горячебрикетированного железа, а предварительной охлаждающий процесс (первичное охлаждение) выполняют с использованием конструктивной формы вращающегося корпуса 510, наклоненного вверх к форсунке 532 для распыления охлаждающей жидкости, и удерживающей охлаждающей жидкости W (температура которой повышена за счет основного охлаждения горячебрикетированного железа), удерживаемой с помощью плиты 516 для регулирования уровня жидкости, установленной в зоне выпуска охлаждающей жидкости. Таким образом, возможно минимизировать расход охлаждающей жидкости в устройстве для охлаждения за счет максимального использования охлаждающей жидкости для горячебрикетированного железа, выгружаемого из первой машины для брикетирования.
Время охлаждающего контакта между горячебрикетированным железом и охлаждающей жидкостью, распыляемой форсункой 532 для распыления охлаждающей жидкости, может составлять примерно от 1 до 20 минут. Время охлаждающего контакта между горячебрикетированным железом и удерживаемой охлаждающей жидкостью W может определяться температурой удерживаемой охлаждающей жидкости W и высотой плиты 516 для регулирования уровня жидкости. Например, если температура удерживающей охлаждающей жидкости W превышает допустимую температуру, то есть в случае загрузки большого количества горячебрикетированного железа, можно быстро выполнить процесс охлаждения путем увеличения расхода удерживаемой охлаждающей жидкости W, и тем самым сократив время удержания удерживаемой охлаждающей жидкости W во вращающемся корпусе 510. Если температура удерживаемой охлаждающей жидкости W меньше допустимой температуры, то есть в случае загрузки малого количества горячебрикетированного железа, можно увеличить время удержания удерживаемой охлаждающей жидкости W во вращающемся корпусе 510, за счет снижения расхода удерживаемой охлаждающей жидкости W.
Модуль 530 распыления охлаждающей жидкости можно различным образом регулировать так, чтобы количество распыляемой жидкости распылительной форсунки N1, расположенной наиболее близко к выходному участку 512, было наибольшим, а потери давления увеличивались от распылительной форсунки, расположенной во внешнем положении, к распылительной форсунке, расположенной во внутреннем положении, уменьшая тем самым расход распыляемой охлаждающей жидкости. На ФИГ. 3 форсунка 532 для распыления охлаждающей жидкости имеет ссылочные обозначения N1-N4. Однако это не более, чем пример, и настоящее изобретение этим не ограничено.
Кроме того, модуль 530 распыления охлаждающей жидкости содержит трубку 534 подачи охлаждающей жидкости, соединенную с несколькими распылительными форсунками 532 для подачи охлаждающей жидкости к каждой распылительной форсунке 532 под постоянным давлением. За счет применения различных диаметров распылительных форсунок 532 в направлении от выходного участка 512 вовнутрь, можно различным образом регулировать количество распыляемой охлаждающей жидкости.
Кроме того, в другом примере модуль 530 распыления охлаждающей жидкости может содержать трубку 534 подачи охлаждающей жидкости, которая соединена с несколькими распылительными форсунками 532, и диаметр которой постепенно уменьшается в направлении от выходного участка 512 вовнутрь, что увеличивает потери давления и, тем самым, различным образом регулирует расход распыляемой охлаждающей жидкости.
Как было указано выше, модуль 530 распыления охлаждающей жидкости предназначен для сведения к минимуму термического растрескивания, вызванного быстрой реакцией охлаждения между горячебрикетированным железом 1 и охлаждающей жидкостью. Модуль распыления охлаждающей жидкости может быть реализован в конструкции с использованием гидродинамики, в том числе концепции потери давления таким образом, чтобы регулировать количество жидкости, распыляемое каждой форсункой 532 для распыления охлаждающей жидкости. В одном примере, если размер и форма трубки 534 подачи охлаждающей жидкости постоянны, и применены различные диаметры соответствующих распылительных форсунок N1, N2, N3 и N4, потери давления, обеспечиваемые на распылительной форсунке в соответствующем положении, увеличиваются в направлении от внешней стороны вращающегося корпуса 510 вовнутрь, регулируя соответствующее количество охлаждающей жидкости. В другом примере, делая диаметры форсунок N1, N2, N3 и N4 постоянными, и выполняя трубку таким образом, чтобы диаметр трубки 534 подачи охлаждающей жидкости постепенно уменьшался в направлении от участка ввода охлаждающей жидкости к внутренней стороне вращающегося корпуса 510, то есть от N1 к N4, количество распыляемой охлаждающей жидкости можно регулировать за счет различия в потери давления. Таким образом, преимущество заключается в том, что распределение температуры в устройстве для охлаждения эффективно регулируется за счет охлаждающей жидкости, распыляемой иным образом, чем удерживаемая охлаждающая жидкость W.
Лопасть 520 может направлять горячебрикетированное железо таким образом, чтобы горячебрикетированное железо 1 перемещалось по В в направлении выходного участка 512 при изменении режима перемещения горячебрикетированного железа 1, введенного во вращающийся корпус 510.
Например, режим перемещения может представлять собой режим скольжения участка 514 загрузки, в котором горячебрикетированное железо совершает вращательное движение на минимальной высоте, оставаясь погруженным в удерживаемую охлаждающую жидкость, и режим качения выходного участка 512, в котором горячебрикетированное железо приводят в активное вращательное движение с целью увеличения площади контакта с охлаждающей жидкостью, распыляемой в модуле распыления охлаждающей жидкости. Кроме того, режим перемещения может представлять собой режим падения между участком 514 загрузки и выходным участком 512, вызывающий вращательное движение горячебрикетированного железа, более активное по сравнению с режимом скольжения.
В области первой загрузки горячебрикетированного железа 1, то есть в режиме скольжения, вращательное движение горячебрикетированного железа может быть сведено к минимуму, и может быть вызвано скользящее движение по поверхности лопасти 520а. Таким образом, можно свести к минимуму повреждение горячебрикетированного железа вследствие резкого перемещения, связанного с охлаждением при высокой температуре, и выполнять охлаждение в состоянии, в котором горячебрикетированное железо полностью погружено в удерживаемую охлаждающую жидкость W, повышая тем самым исходную эффективность охлаждения горячебрикетированного железа. Кроме того, в центральной части вращающегося корпуса 510, то есть в режиме падения, обеспечивается более активное вращательное движение горячебрикетированного железа по сравнению с режимом скольжения, что сводит к минимуму повреждения горячебрикетированного железа во вращающемся корпусе 510 и постепенно увеличивает высоту вращения горячебрикетированного железа. В области выгрузки горячебрикетированного железа, то есть в режиме качения, вращательное движение брикетированного железа может становиться более активным, и горячебрикетированное железо может находиться на высоте, на которой железо непосредственно охлаждается с помощью модуля 530 распыления охлаждающей жидкости. Таким образом, устраняется паровой слой, образующийся на поверхности и действующий в качестве препятствия эффективному охлаждению за счет распыляемой охлаждающей жидкости, и одновременно за счет активного вращательного движения увеличивают площадь контакта между брикетированным железом и охлаждающей жидкостью, что дополнительно повышает эффективность охлаждения.
Лопасти 520 выполнены таким образом, чтобы углы между лопастями и внешней окружностью вращающегося корпуса 510 были различными от участка 514 загрузки к выходному участку 512, изменяя тем самым режим перемещения. Иными словами, лопасть 520а режима скольжения, лопасть 520б режима падения и лопасть 520с режима качения могут находиться под разными углами к внешней окружности вращающегося корпуса 510. Например, в режиме скольжения для того, чтобы вызвать скольжение горячебрикетированного железа по поверхности лопасти 520а, угол θ1 лопасти 520a режима скольжения может составлять от 0 до 10˚ для обеспечения крутого наклона относительно внешней окружности вращающегося корпуса 510. Кроме того, в режиме качения для обеспечения местоположения горячебрикетированного железа на высоте, где оно может непосредственно охлаждаться модулем 530 распыления охлаждающей жидкости при вращении вращающегося корпуса 510, угол θ3 лопасти 520c режима качения может составлять от 30 до 50˚ относительно внешней окружности вращающегося корпуса 510. Кроме того, угол θ2 лопасти 520b режима падения может последовательно уменьшаться в диапазоне между углом θ1 лопасти 520a режима скольжения и углом θ3 лопасти 520c режима качения.
Таким образом, лопасть 520, направляющая перемещение горячебрикетированного железа в устройстве для охлаждения, обеспечивает изменение режима перемещения горячебрикетированного железа 1 для охлаждения железа, сводя тем самым к минимуму повреждение горячебрикетированного железа вследствие резкого охлаждения на каждом этапе охлаждения во время транспортировки, увеличивая площадь охлаждаемой поверхности, эффективно устраняя паровой слой, образующийся на поверхности горячебрикетированного железа, и тем самым повышая эффективность охлаждения.
Устройство 50 для охлаждения горячебрикетированного железа может дополнительно содержать блок 550 вращения, служащий опорой для внешней стороны вращающегося корпуса 510 и поворачивающий вращающийся корпус 510. Для поддержки наклоненного вращающегося корпуса 510 блок 550т вращения может содержать основную раму F и опорный элемент 558, содержащий опорный ролик 552 и направляющий ролик 554. Опорный ролик 552, установленный между основной рамой F и вращающимся корпусом 510, может поддерживать вращающийся корпус 510, предотвращая сотрясение вращательного вала вращающегося корпуса 510, выполняющего вращательное движение. Направляющий ролик 554 может фиксировать положение вращающегося корпуса 510, предотвращая перемещение вращающегося корпуса вперед и назад по наклонной поверхности. Таким образом, даже если вращающийся корпус 510 наклонен, вращательное движение с целью охлаждения горячебрикетированного железа может поддерживаться на постоянном уровне благодаря опорному элементу 558.
Кроме того, вращающийся блок 550 может содержать приводной модуль 556 для приведения вращающегося корпуса 510 во вращение. Приводной модуль 556 может использовать способ привода шестеренчатого или цепного типа. Например, в случае способа привода шестеренчатого типа приводной модуль 556 может содержать двигатель, обеспечивающий движущую силу, ведущую шестерню, установленную на двигателе, и приводной механизм, сформированный на внешней поверхности вращающегося корпуса 510 для взаимодействия с ведущей шестерней. Поэтому, в отличие от обычных устройств для охлаждения, срок службы которых уменьшается вследствие частого отсоединения компонентов, обусловленного охлаждающей жидкостью, и частой замены компонентов, что увеличивает стоимость обслуживания, на внешней стороне устройства для охлаждения предусмотрен блок 550 вращения, который является приводным компонентом устройства для охлаждения горячебрикетированного железа, что повышает коэффициент использования оборудования и производительность.
На внешнем конце вращающегося корпуса 510 предусмотрен разделительный модуль 540, используемый для отделения охлаждающей жидкости, оставшейся на внешней окружности горячебрикетированного железа, охлаждаемого и затем выгружаемого из выходного участка 512, и горячебрикетированного железа друг от друга. Таким образом, оставшуюся охлаждающую жидкость, отделенную разделительным модулем 540, перемещают на участок 517 выпуска охлаждающей жидкости, расположенный под выходным участком 512, и вводят в охлаждающую колонну для повторного охлаждения. После этого оставшаяся охлаждающая жидкость может быть введена во вращающийся корпус 510 через модуль 530 распыления охлаждающей жидкости с помощью насоса для циркуляции охлаждающей жидкости. Кроме того, охлажденное горячебрикетированное железо 1' можно перемещать с разделительного модуля 540 на участок 515 выгрузки брикетированного железа, и перемещать транспортером 60 в хранилище 70.
Как было указано выше, настоящим изобретением предложено устройство для охлаждения горячебрикетированного железа, в котором распределение температуры в устройстве для охлаждения регулируется посредством удерживаемой охлаждающей жидкости и дифференциально распыляемой охлаждающей жидкости, что поддерживает надлежащее распределение подаваемой охлаждаемой жидкости в зависимости от положения, а также повышает эффективность охлаждения в каждом положении в устройстве для охлаждения, сводя тем самым к минимуму расход охлаждающей жидкости.
Кроме того, режим перемещения горячебрикетированного железа изменяют при помощи лопасти, направляющей движение горячебрикетированного железа в устройстве для охлаждения, что сводит к минимуму повреждение горячебрикетированного железа при транспортировке вследствие резкого охлаждения и увеличивает площадь охлаждаемой поверхности, причем паровой слой, образующийся на поверхности горячебрикетированного железа, эффективно устраняют, повышая тем самым эффективность охлаждения.
Хотя настоящее изобретение было раскрыто со ссылкой на конкретные варианты осуществления, изображенные на чертежах, специалистам в данной области техники очевидно, что настоящее изобретение может быть изменено и модифицировано различными способами без отклонения от сущности настоящего изобретения, раскрытой в следующих пунктах формулы.
Реферат
Изобретение относится к устройству для охлаждения горячебрикетированного железа. Устройство для охлаждения содержит цилиндрический вращающийся корпус, наклоненный таким образом, чтобы выходной участок, через который выгружают охлажденное горячебрикетированное железо, был обращен вверх, и содержащий плиту для регулирования уровня жидкости, выполненную под участком загрузки горячебрикетированного железа и предназначенную для удержания заранее выбранной охлаждающей жидкости, лопасть, выполненную вдоль внутренней окружной поверхности вращающегося корпуса и предназначенную для перемещения вводимого в него горячебрикетированного железа в направлении выходного участка, и модуль распыления охлаждающей жидкости, содержащий несколько распылительных форсунок, различным образом регулирующих количество охлаждающей жидкости, распыляемой внутрь от выходного участка. Изобретение позволяет максимально эффективно охлаждать горячебрикетированное железо и тем самым свести к минимуму расход охлаждающей жидкости. 8 з.п. ф-лы, 6 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ получения брикетированного восстановленного железа и способ получения чугуна
Комментарии