Устройство для загрузки изделий на термообработку - RU2226250C2
Код документа: RU2226250C2
Чертежи
Описание
Область техники, к которой относится изобретение.
Настоящее изобретение относится к устройству или оснастке, предназначенной для загрузки изделий в печь на термообработку.
Особой, но не исключительной областью применения изобретения является оснастка для загрузки изделий в печь для цементации.
Уровень техники.
В указанной области техники наиболее часто применяется оснастка из металла. Она имеет следующие основные недостатки.
Сама оснастка подвергается цементации и быстро приобретает ударную хрупкость, что может привести к серьезным неполадкам в печи.
Оснастка должна быть массивной, чтобы устранить возможность деформации под нагрузкой. Эта деформация, в свою очередь, может вызвать деформацию уложенных на нее изделий, что вызовет необходимость их серьезной правки с потерей толщины цементированного слоя.
Массивная оснастка затрудняет газообмен и снижает объем загрузки, то есть полезную часть объема, занимаемого обрабатываемыми изделиями.
Термические удары могут вызывать деформацию и разрушение металла. Неизбежные тепловые изменения размеров делают невозможной роботизацию операций загрузки и выгрузки изделий и технического обслуживания оснастки из-за отсутствия точности позиционирования.
Из европейского патентного документа № ЕР 0518746-А известно применение взамен металла термоконструкционного композитного материала для изготовления пода термической печи. Может быть также предусмотрено устройство в виде нескольких подов, удерживаемых на расстоянии друг от друга с помощью распорных балок, также выполненных из термоконструкционного композитного материала. Используемый композитный материал представляет собой композитный материал углерод-углерод (С/С) или композитный материал с керамической матрицей (КМК). Однако это известное устройство для загрузки не приспособлено для осуществления оптимальной загрузки, как это может быть желательно при загрузке на термообработку относительно большого числа одинаковых изделий. Кроме того, устройство не поддается роботизации операций загрузки и выгрузки изделий.
Сущность изобретения.
Задача, на решение которой направлено настоящее изобретение, заключается в устранении указанных недостатков известных устройств. В соответствии с изобретением решение поставленной задачи достигается устройством для загрузки, изготовленным из термоконструкционного композитного материала и содержащим основание, перегородку, возвышающуюся над основанием и содержащую вертикальные элементы-боковины, между которыми проходят траверсы, и несколько несущих планок, укрепленных на перегородке и отходящих от нее горизонтально вплоть до своих свободных концов, причем указанные планки расположены симметрично относительно перегородки, так что подлежащие обработке изделия могут поддерживаться указанными планками консольным образом.
За счет изготовления устройства для загрузки из термоконструкционного композитного материала и наличия в нем горизонтальных несущих планок со свободными концами достигается его позиционная точность и доступность, требуемая для роботизации операций загрузки и разгрузки подлежащих обработке изделий. Действительно, термоконструкционные композитные материалы, такие как композитные материалы С/С и КМК, характеризуются стабильностью в отношении размеров и прочностью на изгиб, что позволяет загружать изделия на несущие планки консольным образом.
Кроме того, устройство может быть выполнено легким по весу и открытым, то есть воздухопроницаемым, и в то же время обеспечивающим большую вместимость. Оно обеспечивает простоту в использовании, гибкость в отношении замены загружаемых на обработку изделий, в частности, при проведении цементации или закалки, и создает условия для высокой производительности загрузки. Несущие планки предпочтительно образованы рейками, надетыми с зацеплением на траверсы перегородки, причем каждая рейка расположена по обе стороны от перегородки с образованием двух противоположных плеч. Благодаря симметричному расположению несущих планок с двух сторон от перегородки создается возможность уравновешенной загрузки устройства.
Дополнительное преимущество состоит в том, что модульная конструкция устройства на основе стандартных элементов позволяет легко приспособить его к различным размерам изделий и различным установкам термообработки.
В соответствии с частным вариантом выполнения устройства на несущих планках могут быть установлены опорные площадки, формирующие или отмечающие места установки подлежащих обработке изделий. Изделия могут надеваться или навинчиваться на несущие планки при наличии в изделиях внутренних каналов или они могут навешиваться с опорой на соседние несущие планки.
Перечень фигур чертежей.
Не являющиеся ограничительными примеры осуществления настоящего изобретения подробнее описаны ниже со ссылками на прилагаемые чертежи, на которых: фиг.1 схематично изображает в перспективе устройство для загрузки согласно первому примеру выполнения, фиг.2 изображает устройство по фиг.1 в разобранном виде, фиг.3 схематично изображает в перспективе устройство для загрузки согласно второму примеру выполнения.
Сведения, подтверждающие возможность осуществления изобретения
Описание устройства дано применительно к устройству для загрузки металлических изделий на цементацию. Однако изобретение не ограничивается данным примером использования и может применяться в более широкой области для загрузки металлических или неметаллических изделий, подлежащих термообработке.
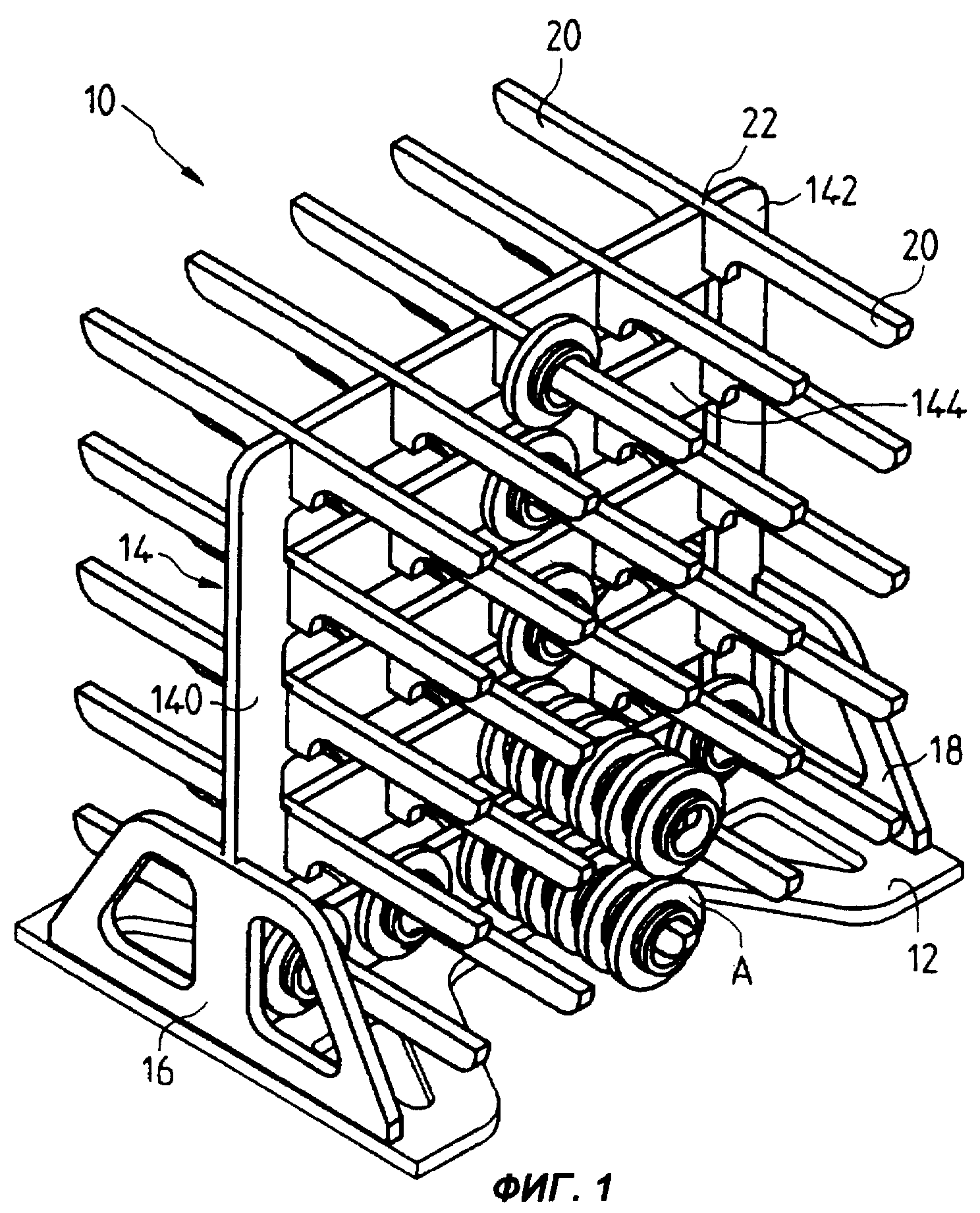
Представленное на фиг.1 устройство 10 для загрузки предназначено, в частности, для загрузки его изделиями А кольцевой формы, такими, как зубчатые колеса коробок скоростей. На чертеже показано несколько таких изделий А.
Устройство содержит несущую конструкцию, которая образована основанием 12, центральной вертикальной перегородкой 14, установленной на основании в его средней части, боковыми усиливающими кронштейнами 16, 18 и горизонтальными несущими планками 20. Центральная перегородка 14 содержит вертикальные боковины 140, 142, между которыми проходят горизонтальные траверсы 144. Несущие планки 20 образованы рейками 22, которые в своей центральной части опираются на траверсы 144. Рейки 22 расположены по обе стороны от перегородки 14, так что каждая рейка образует два противоположных расположенных на одной линии консольных плеча одинаковых размеров. Удаленные от перегородки 14 концы планок свободны.
В одном из вариантов выполнения горизонтальные несущие планки 20 могут быть прикреплены винтами к перегородке 14 с двух сторон. Планки расположены симметрично относительно центральной вертикальной плоскости перегородки. Имеется в виду, что планки имеют, по существу, одинаковые размеры и по обеим сторонам от перегородки количество планок одинаково, однако планки не обязательно должны быть расположены попарно на одной линии.
Описанные элементы, образующие конструкцию устройства, изготовлены из термоконструкционного композитного материала.
Подходящими для использования композитными материалами являются композитные материалы углерод-углерод (С/С) и композитные материалы с керамической матрицей (КМК). Композитные материалы С/С получают путем изготовления волокнистого каркаса из углеродных волокон и уплотнения каркаса посредством насыщения углеродной матрицей его внутренней пористой структуры. Углеродная матрица может быть получена способом обработки в жидкой фазе, то есть путем пропитки каркаса с помощью жидкой композиции (такой как полимер) полупродукта углерода и затем термической обработки для преобразования полупродукта в углерод, или же обработкой в газовой фазе, то есть путем химической пропитки в газовой фазе. Композитные материалы КМК получают путем изготовления волокнистого каркаса из огнеупорных волокон, например, углеродных волокон, и уплотнения каркаса посредством насыщения керамической матрицей его внутренней пористой структуры. Керамическая матрица, например, из карбида кремния (SiC) может быть получена известным образом пропиткой в жидкой фазе или химической пропиткой в газовой фазе.
Преимущество термоконструкционных композитных материалов заключается в их прекрасных механических свойствах и, в особенности, в их прочности на изгиб.
Благодаря этому можно закладывать кольцевые изделия А путем их нанизывания на планки 20 со стороны свободных концов, при этом висящие на консольных плечах планок изделия А не вызывают изгиба планок. В оптимальном варианте устройство загрузки удерживается в равновесном положении путем равномерного распределения изделий по обе стороны от перегородки 14.
Другое преимущество термоконструкционных композитных материалов заключается в их высокой температурной устойчивости в отношении размеров даже при сильных колебаниях температуры. Это позволяет несущим планкам 20 сохранять практически неизменное точное положение и обеспечивает точность, требуемую для роботизации операций загрузки и разгрузки. Прием навески изделий А на планки 20 дополнительно облегчает такую роботизацию.
Оснащение устройства для загрузки планками 20, которые симметрично отходят в обе стороны от перегородки 14, дополнительно дает возможность производить загрузку и разгрузку одновременно и симметрично с обеих сторон перегородки. Это дает существенную экономию времени при выполнении данных операций.
Следует отметить, что изделия А могут быть расположены на планках 20 вплотную друг к другу или с размещением в определенных позициях, которые могут быть отмечены, например, с помощью выполненных на планках выемок.
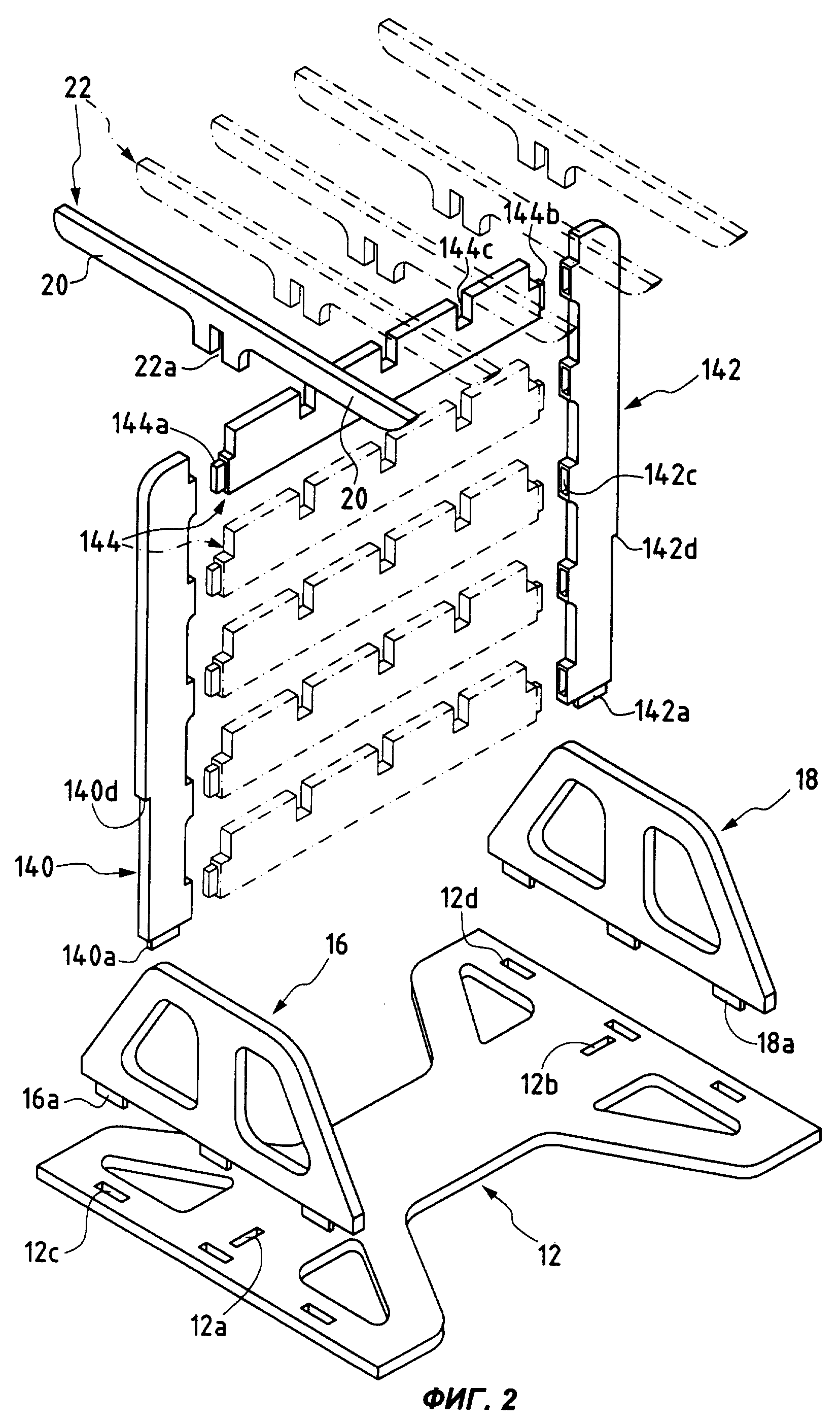
Как показано более подробно на фиг.2, боковины 140, 142 выполнены с концевыми частями 140а, 142а, которые входят в соответствующие гнезда 12а, 12b в основании 12. В свою очередь, траверсы 144 оснащены концевыми частями 144а, 144b, которые входят в гнезда, такие как 144с, выполненные в боковинах 140, 142. Такие гнезда 142с могут быть предусмотрены с равномерным шагом по длине боковин 140, 142 для установки траверс 144 с определенными промежутками между ними в зависимости от пространства, занимаемого изделиями А в вертикальном направлении. Кронштейны 16, 18 оснащены шипами 16а, 18а, которые расположены вдоль нижней кромки кронштейнов и входят в соответствующие гнезда 12с, 12d, выполненные в основании 12. Боковины 140, 142 опираются на кронштейны 16, 18с помощью уступов 140d, 142d, выполненных на наружных кромках боковин. Каждая рейка 22 имеет в своей центральной части паз 22а для взаимодействия с пазом 144с, выполненным в траверсе 144, с целью зацепления планки на траверсе. Каждая траверса 144 снабжена пазами 144с, распределенными по ее длине для установки на одной траверсе нескольких реек 22 с определенным шагом в зависимости от пространства, занимаемого изделиями А в горизонтальном направлении. Модульный характер несущей конструкции может быть дополнен путем изготовления каждой боковины 140, 142 не в виде единой детали, а из нескольких секций, собираемых последовательно встык. В другом варианте выполнения боковины 140, 142 и траверсы 144 перегородки 14 могут быть изготовлены в виде единого изделия, - например, путем механической обработки плиты из термоконструкционного композитного материала.
Фиг.1 демонстрирует, что устройство для загрузки обладает очень большой вместимостью, в то же время образуя легкую и открытую, то есть воздухопроницаемую, конструкцию с опорой на такие элементы, как основание 12 и кронштейны 16, 18. Все устройство для загрузки легко доступно для технического обслуживания. Кроме того, когда термообработка включает контакт газов с обрабатываемыми изделиями, данная конструкция способствует газообмену с изделиями.
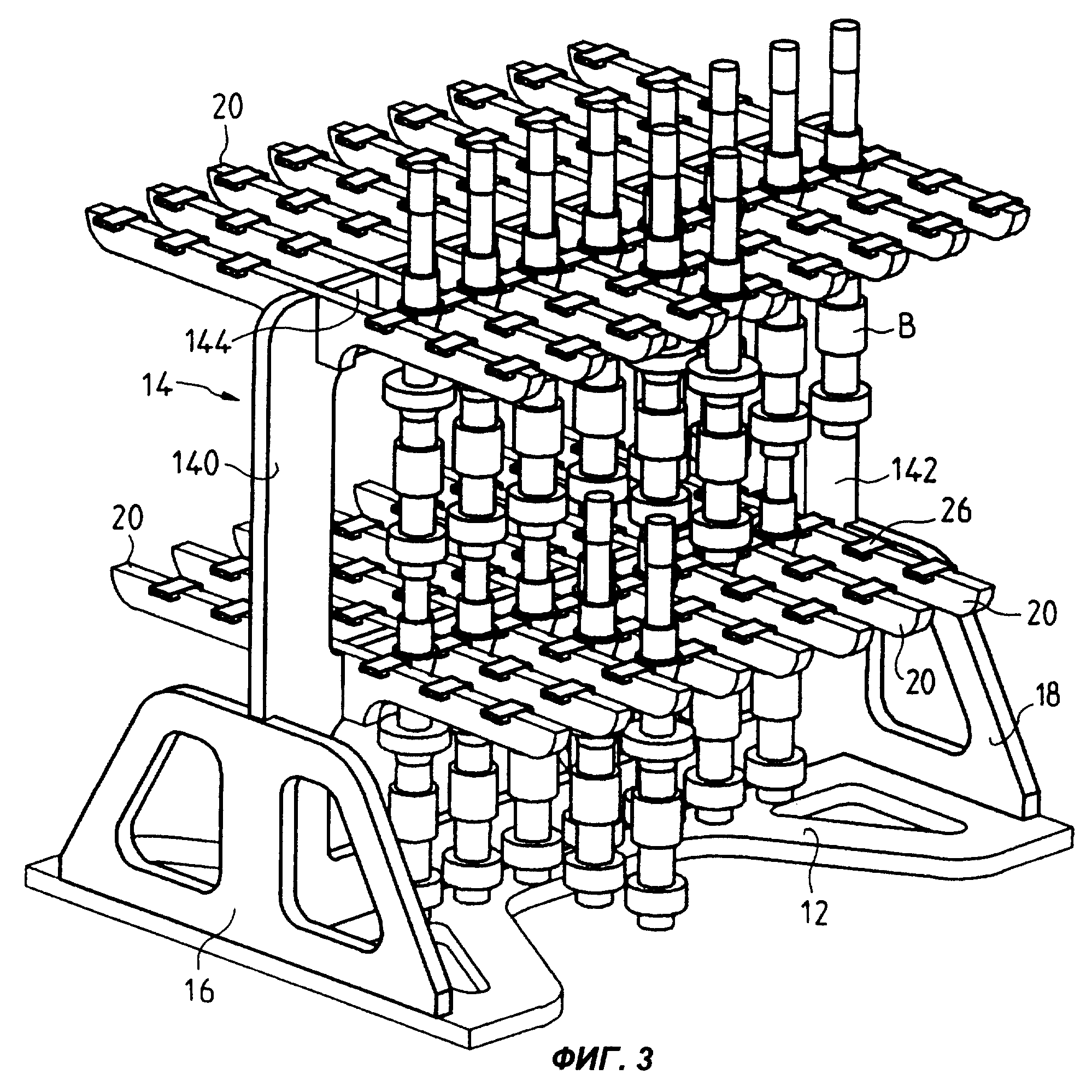
Устройство для загрузки в примере выполнения по фиг.3 отличается тем, что оно предназначено конкретно для загрузки сплошными удлиненными изделиями, такими, как вертикально устанавливаемые валы В. На фиг.3 показана загрузка устройства изделиями В только с одной стороны. Кроме того, в местах установки изделий планки снабжены опорными площадками 26 для опоры на них изделий В.
Несущая конструкция устройства в данном примере выполнения аналогична конструкции по фиг.1. Она содержит основание 12 и центральную перегородку 14, на которой установлены рейки 22, образующие горизонтальные консольные несущие планки 20. Число траверс 144 между боковинами 140, 142 центральной перегородки и расстояние между траверсами определяются в зависимости от вертикального пространства, занимаемого изделиями В. Шаг установки планок 20 определяется в зависимости от пространства, занимаемого изделиями В в горизонтальном направлении.
На чертеже видно, что каждое изделие В опирается своим буртиком на две площадки 26, которые расположены на соседних планках в одинаковых позициях. Загрузка изделий В производится их вводом в промежуток между двумя планками. Площадки 26 разнесены по длине каждой планки с шагом в соответствии с горизонтальным пространством, занимаемым изделиями В в направлении длины планки.
Площадки 26 могут быть изготовлены из термоконструкционного композитного материала, например, из того же материала, что и другие элементы несущей конструкции, или же из огнеупорного металлического материала. Площадки 26 могут быть выполнены в форме скоб, которые просто надеваются на планки 20 с небольшим усилием и не требуют закрепления склеиванием. Хотя на фиг.1 и 3 показана загрузка устройства в каждом случае одинаковыми изделиями, очевидно, что одно устройство может загружаться изделиями различной формы.
Реферат
Изобретение относится к металлургии. Устройство для загрузки предназначено для поддерживания подлежащих термообработке изделий и изготовлено, по существу, из термоконструкционного композитного материала. Устройство содержит основание, перегородку, возвышающуюся над основанием, и несколько несущих планок. Несущие планки укреплены на перегородке и отходят от нее, по существу, горизонтально вплоть до своих свободных концов. Планки расположены, по существу, симметрично относительно перегородки. Подлежащие обработке изделия могут поддерживаться указанными планками консольным образом. Загрузка и разгрузка изделий может производиться симметричным образом с двух сторон от перегородки. Изобретение позволяет осуществить оптимальную загрузку при термообработке большого числа одинаковых изделий, обеспечить роботизацию операций загрузки и выгрузки изделий. 4 з.п. ф-лы, 3 ил.
Комментарии