Фильтр грубой очистки оросительной воды - RU2782568C1
Код документа: RU2782568C1
Чертежи











Описание
Предлагаемое изобретение относится к устройствам для очистки жидкости и может быть использовано в сельском хозяйстве при очистке оросительной воды подаваемой к дождевальным машинам.
Известен фильтр demons модели 1200 А ("demons pressure fine filters", demons Sales Corporation, USA, https://www.clemonssales.net/products/filters/1200-flanged-standard-filter/ - аналог), содержащий оцинкованный цилиндрический корпус, на одном торце которого, по центру, расположен входной патрубок, а выходной патрубок размещен на корпусе перпендикулярно его продольной оси со значительным смещением к противоположному торцу, который оснащен обоймой с уплотнительной манжетой. Входной и выходной патрубки оснащены присоединительными фланцами, также входной патрубок снабжен штуцером с манометром, кроме того, на корпусе, с противоположной стороны от выходного патрубка, размещен второй штуцер с манометром. В корпусе установлена извлекаемая кассета, содержащая крышку, на внутренней стороне которой расположен переходной цилиндр, обеспечивающий уплотнение с манжетой обоймы корпуса, к переходному цилиндру присоединен фильтрующий элемент, который образован из свернутых в цилиндры нержавеющих перфорированных пластин последовательно соединенных друг с другом. На конце фильтрующего элемента расположена имеющая конический раструб обойма с манжетой, которая уплотняет соединение кассеты с концом входного патрубка, расположенным внутри корпуса. Для стыковки обоймы кассеты и конца входного патрубка, внутри корпуса выполнены направляющие, центрирующие положение обоймы кассеты в процессе стыковки. Крышка кассеты соединена с корпусом с помощью обжимного обруча. Кроме того, для удаления скопившихся в фильтрующем элементе загрязнений крышка кассеты снабжена промывочным штуцером с краном, расположенным по нижнему уровню фильтрующего элемента.
Недостатком аналога является конструктивная сложность отдельных элементов рассматриваемого фильтра. В частности, имеющая конический раструб обойма, расположенная на конце фильтрующего элемента, выполнена цельнометаллической и имеет сложный профиль, при этом для ее изготовления требуется специальное технологическое оборудование. Также весьма сложен в изготовлении обжимной обруч, который должен обеспечивать надежное соединение крышки кассеты с корпусом.
Рассматриваемый фильтр не оснащен какими-либо опорами, что вызывает значительные сложности при его монтаже и использовании совместно с дождевальной машиной.
В аналоге не предусмотрен сливной штуцер, при этом через промывочный штуцер вода удаляется из фильтра не полностью. Сливной штуцер необходим для удаления воды из полости корпуса при постановке фильтра на зимнее хранение, а также для удаления воды в процессе мытья и очистки полости корпуса от накопившихся наносов и отложений.
Известен фильтр грубой очистки оросительной воды (Патент РФ №2754318 C1, B01D 29/11, опубл. 01.09.2021, Бюл. №25. - прототип), содержащий цилиндрический корпус, на одном торце которого, по центру, расположен входной патрубок, на корпусе перпендикулярно его продольной оси размещен выходной патрубок, установленный со значительным смещением к противоположному от входного патрубка торцу, который снабжен обоймой с уплотнительной манжетой. Входной и выходной патрубки оснащены присоединительными фланцами и штуцерами с манометрами. В корпусе установлена извлекаемая кассета, содержащая крышку, на внутренней стороне которой расположен переходной цилиндр, обеспечивающий уплотнение с манжетой обоймы корпуса. К переходному цилиндру присоединен фильтрующий элемент, образованный из свернутых в цилиндры перфорированных листов нержавеющей стали, последовательно соединенных друг с другом, причем края соседних цилиндров, установлены внахлест друг на друга и соединены общими заклепками с короткими цилиндрическими муфтами. На конце фильтрующего элемента расположена обойма сварной конструкции, в которой размещена уплотняющая манжета, обеспечивающая уплотнение между кассетой и концом входного патрубка, размещенным в полости корпуса, кроме того, указанная обойма оснащена двумя опорными лыжами и направляющими, обеспечивающими ее центровку в процессе стыковки с концом входного патрубка. Крышка кассеты, оснащенная рукоятью и соединенная с корпусом посредством болтовых соединений, снабжена промывочным штуцером с краном. Корпус оснащен тремя сливными штуцерами, один из которых расположен в одной вертикальной плоскости с выходным патрубком и размещен в нижней части корпуса, а два других установлены по бокам корпуса в плоскости перпендикулярной оси выходного патрубка. На корпусе с помощью полухомутов зафиксированы опоры с регулируемыми по высоте лапами. Корпус, а также конструктивные элементы опор и кассеты, за исключением перфорированных листов фильтрующего элемента, оцинкованы методом горячего цинкования.
Недостатки прототипа заключаются в следующем.
В рассмотренной конструкции фильтра расположенная на конце фильтрующего элемента обойма имеет сложную конструкцию из-за размещенных на ней элементов обеспечивающих центровку кассету при ее установке в корпус. Центрирующими элементами на данной обойме являются опорные лыжи и направляющие, которые имеют сложную форму и сложны в изготовлении. При этом центрирующий кассету узел можно упростить, выполнив его в виде двух полуколец установленных крест-накрест и жестко зафиксированных на конце входного патрубка, расположенного внутри корпуса фильтра, а для изготовления полуколец можно использовать пруток круглого сечения. Такое решение позволит избавить рассмотренную выше обойму от центрирующих элементов и упростит ее конструкцию и изготовление.
Также в прототипе на внутренней стороне крышки кассеты, расположен переходной цилиндр, который обеспечивает уплотнение с манжетой обоймы корпуса и с помощью которого осуществлен переход на меньший диаметр дальнейшей части кассеты, из-за чего переходный цилиндр имеет толстые стенки и, как следствие, значительную металлоемкость. Кроме того, для изготовления переходного цилиндра необходимо выполнение токарных работ, что усложняет изготовление фильтра. Между тем переходный цилиндр можно изготовить из отрезка трубы с внешним диаметром 300 мм и с толщенной стенки 4-5 мм. А для перехода на меньший диаметр кассеты, один конец данной трубы, можно сузить, выполнив его в форме усеченного конуса. Кроме того, отрезок трубы с диаметром 300 мм можно изготовить на вальцовочном станке, что значительно упростит производство.
Помимо этого использованные в прототипе короткие цилиндрические муфты, служащие для соединения краев соседних цилиндров, образованных из свернутых перфорированных листов нержавеющей стали, являются избыточными, так как свернутые в цилиндры перфорированные листы нержавеющей стали имеют достаточно высокую жесткость. При этом для более надежного удержания перфорированных листов нержавеющей стали в свернутом состоянии предлагается вдоль заклепочных швов дополнительно установить болтовые соединения из нержавеющей стали. Кроме того, болтовыми соединениями из нержавеющей стали предлагается усилить заклепочные швы в местах соединения краев цилиндров, образованных из свернутых перфорированных листов нержавеющей стали.
Также для надежного соединения крышки кассеты с корпусом предлагается использовать высокопрочные оцинкованные болтовые соединения с резьбой М20.
Так как дождевальные машины, в зависимости от орошаемой площади и интенсивности полива, различаются по расходным характеристикам, то наиболее рационально изготавливать фильтры с разной пропускной способностью. Кроме того, в ряде случаев, с целью удобства эксплуатации фильтра, а также для удобства его использования совместно с фронтальными дождевальными машинами, выходной патрубок целесообразно разместить по центру цилиндрического корпуса.
Технической задачей изобретения является повышение надежности и упрощение конструкции фильтра, а также оптимизация его конструктивных элементов, снижение их металлоемкости и упрощение изготовления.
Поставленная задача решается в фильтре грубой очистки оросительной воды, содержащем цилиндрический корпус, на одном торце которого, по центру, расположен входной патрубок, на корпусе перпендикулярно его продольной оси размещен выходной патрубок, установленный со значительным смещением к противоположному от входного патрубка торцу, который снабжен обоймой с уплотнительной манжетой, входной и выходной патрубки оснащены присоединительными фланцами и штуцерами с манометрами, в корпусе установлена извлекаемая кассета, содержащая крышку, на внутренней стороне которой расположен переходной цилиндр, обеспечивающий уплотнение с манжетой обоймы корпуса, к переходному цилиндру присоединен фильтрующий элемент, образованный из свернутых в цилиндры перфорированных листов нержавеющей стали, последовательно соединенных друг с другом, причем края соседних цилиндров, установлены внахлест друг на друга и соединены общими заклепками, на конце фильтрующего элемента расположена обойма сварной конструкции, в которой размещена уплотняющая манжета, крышка кассеты, оснащенная рукоятью и соединенная с корпусом посредством болтовых соединений, снабжена промывочным штуцером с краном, корпус оснащен тремя сливными штуцерами, один из которых расположен в одной вертикальной плоскости с выходным патрубком и размещен в нижней части корпуса, а два других установлены по бокам корпуса в плоскости перпендикулярной оси выходного патрубка, внутри корпуса расположены элементы, обеспечивающие центровку кассеты в момент ее стыковки с концом входного патрубка, на корпусе с помощью полухомутов зафиксированы опоры с регулируемыми по высоте лапами, корпус, а также конструктивные элементы опор и кассеты, за исключением перфорированных листов фильтрующего элемента, оцинкованы методом горячего цинкования, где согласно изобретению центрирующий кассету узел выполнен из двух изогнутых в форме полуколец или в виде уголков прутков круглого сечения, которые установлены крест-накрест и жестко зафиксированы на конце входного патрубка, расположенного внутри корпуса фильтра, кроме того, расположенный на внутренней стороне крышки переходной цилиндр изготовлен из отрезка трубы с внешним диаметром 300 мм и с толщенной стенки 4-5 мм, причем для перехода на меньший диаметр, конец данного отрезка трубы, направленный в сторону фильтрующего элемента, выполнен сужающимся в виде усеченного конуса, также промывочный штуцер с краном размещен на крышке кассеты по нижнему уровню переходного цилиндра, помимо этого, с целью обеспечения более надежного удержания перфорированных листов нержавеющей стали в свернутом состоянии, вдоль заклепочных швов дополнительно установлены болтовые соединения из нержавеющей стали, также болтовыми соединениями из нержавеющей стали усилены заклепочные швы в местах соединения краев цилиндров, образованных из свернутых перфорированных листов нержавеющей стали, кроме того, для соединения крышки кассеты с креплениями на корпусе использованы высокопрочные оцинкованные болтовые соединения с резьбой М20, помимо этого, для осуществления процесса горячей оцинковки на внутреннем кольце обойм выполнены два противолежащих сквозных П-образных выреза, совмещенных с внутренним отверстием кольца и дополнительно служащих для удобства извлечения воротниковых манжет.
Перекрестие центрирующего узла выполнено совпадающим с вертикалью и горизонталью.
В другом варианте перекрестие центрирующего узла повернуто на угол 45° от вертикали и горизонтали.
Для изготовления цилиндрического корпуса использованы выполненные из стального листового проката цилиндрические обечайки с внешним диаметром от 360 до 380 мм и с толщиной стенки от 3 до 5 мм.
Фильтрующий элемент выполнен с внешним диаметром от 260 до 270 мм.
Все заклепочные швы выполнены дюралевыми авиационными заклепками.
В другом варианте все заклепочные швы выполнены алюминиевыми авиационными заклепками.
Корпус фильтра выполнен из двух цилиндрических обечаек, имеющих длину от 1000 до 1500 мм.
В другом варианте корпус фильтра выполнен из одной цилиндрической обечайки, имеющей длину от 1500 до 3000 мм.
Входной и выходной патрубок выполнен из стальной трубы с внешним диаметром 219 мм и с толщиной стенки 4 мм, кроме того, присоединительные стальные фланцы выполнены толщиной 12 мм.
В другом варианте выходной патрубок размещен по центру цилиндрического корпуса.
Для регулировки положения корпуса по высоте опорные лапы оснащены оцинкованными шпильками с резьбой М20, имеющими длину от 120 до 250 мм.
Для изготовления фильтрующего элемента использованы листы нержавеющей стали с диаметром перфорации от 2 до 3 мм и имеющие толщину от 0,8 до 1,0 мм.
Сливные штуцера и штуцера под манометры выполнены с внутренней резьбой от 1/2 до 3/4 дюйма, а штуцер под промывочный кран изготовлен с внешней резьбой от 2 до 3 дюймов.
В обойму корпуса установлена уплотнительная воротниковая манжета с размерами 300x340 мм, при этом в обойму, расположенную на конце фильтрующего элемента, установлена уплотнительная воротниковая манжета с размерами 220x260 мм.
Сущность изобретения поясняется чертежами.
На фиг. 1 изображен фильтр грубой очистки оросительной воды, вид сбоку;
на фиг. 2 то же, вид сверху;
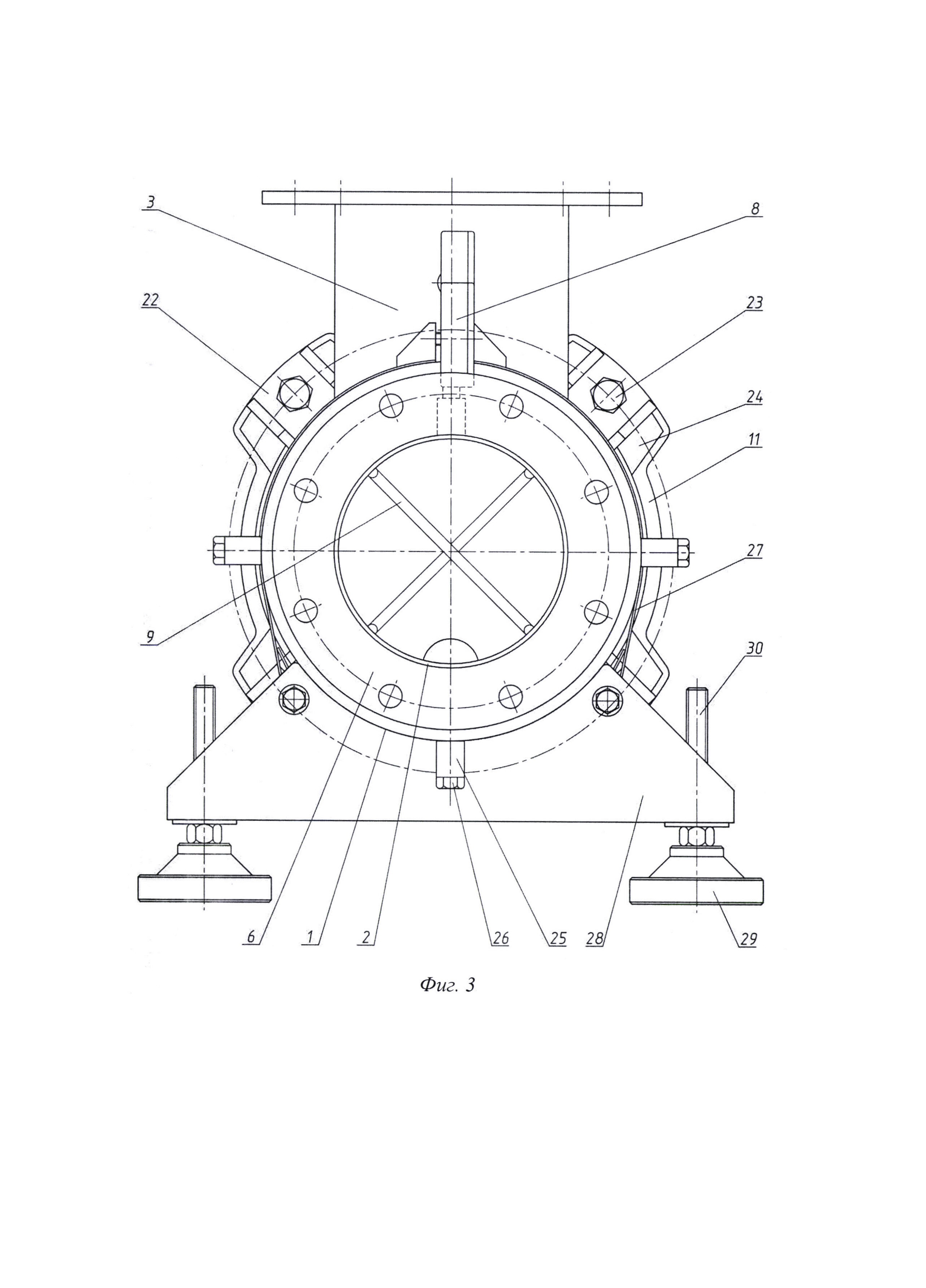
на фиг. 3 то же, вид со стороны входного патрубка;
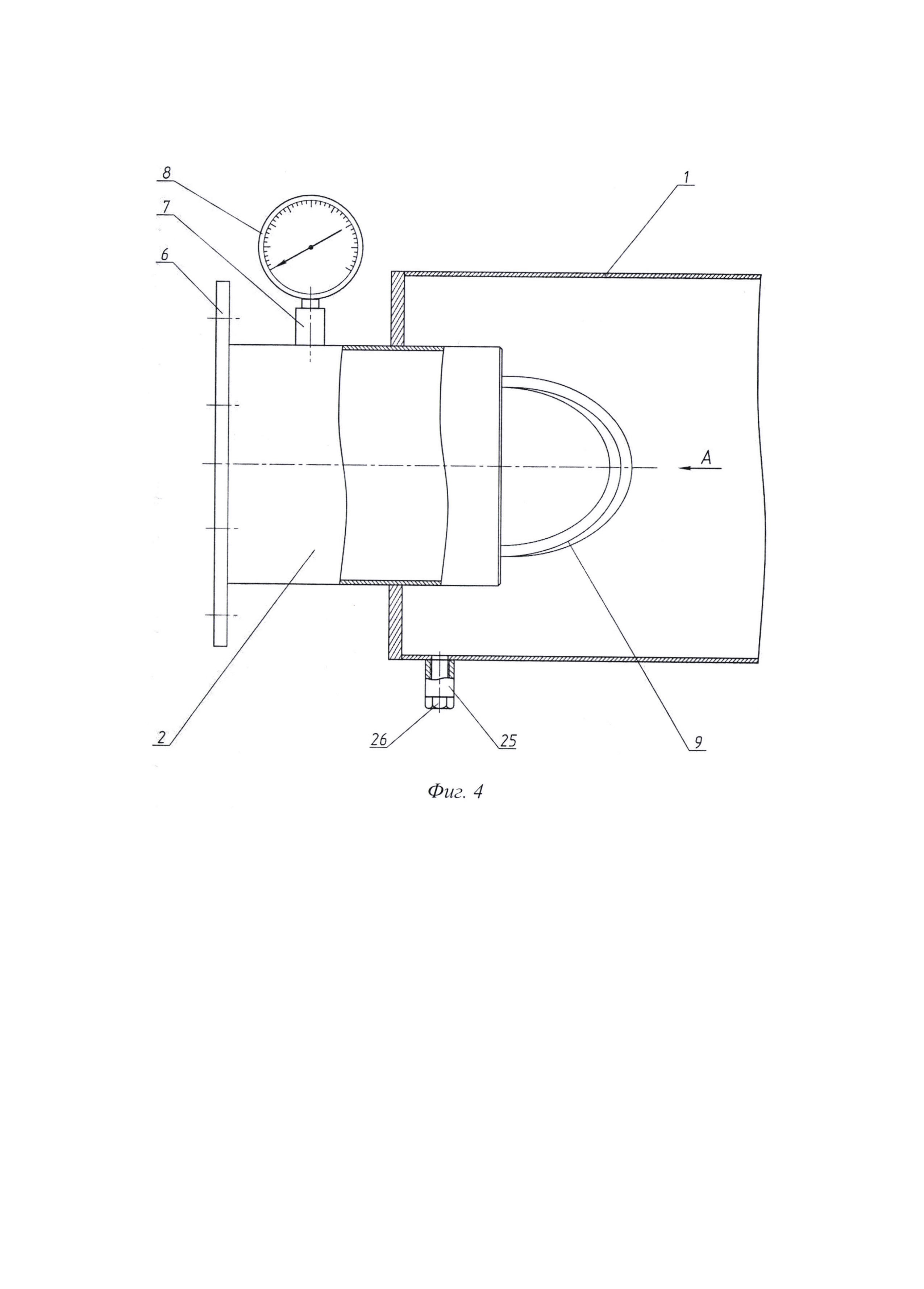
на фиг. 4 показан центрирующий узел;
на фиг. 5 изображено перекрестие центрирующего узла, вид А на фиг. 4;
на фиг. 6. показан центрирующий узел в момент установки кассеты;
на фиг. 7. изображен центрирующий узел с установленной кассетой;
на фиг. 8. изображена извлекаемая кассета;
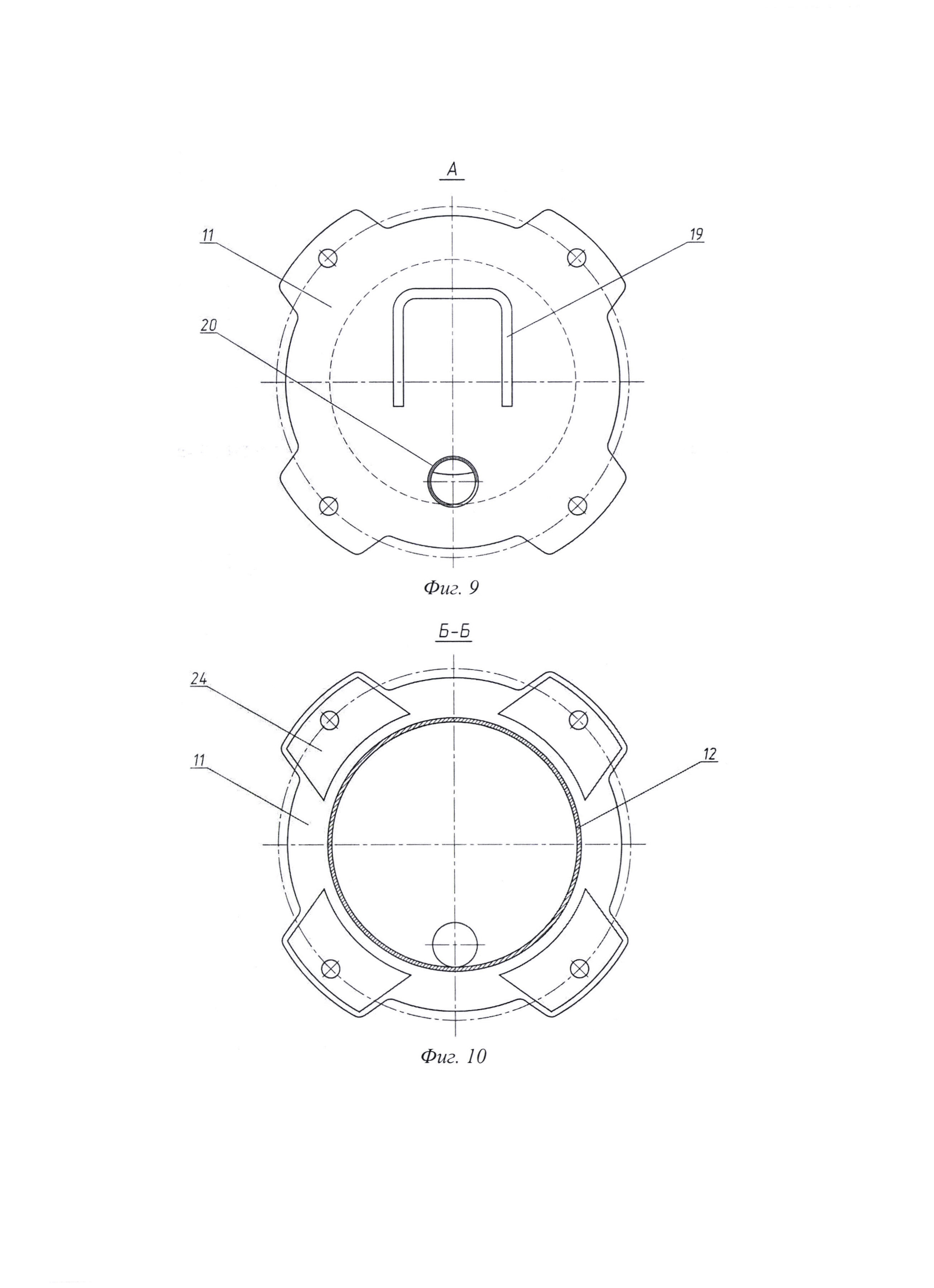
на фиг. 9. показана крышка кассеты, вид А на фиг. 8;
на фиг. 10. изображен разрез Б-Б на фиг. 8;
на фиг. 11. представлено соединение перфорированных листов, образующих фильтрующий элемент, узел В на фиг. 8;
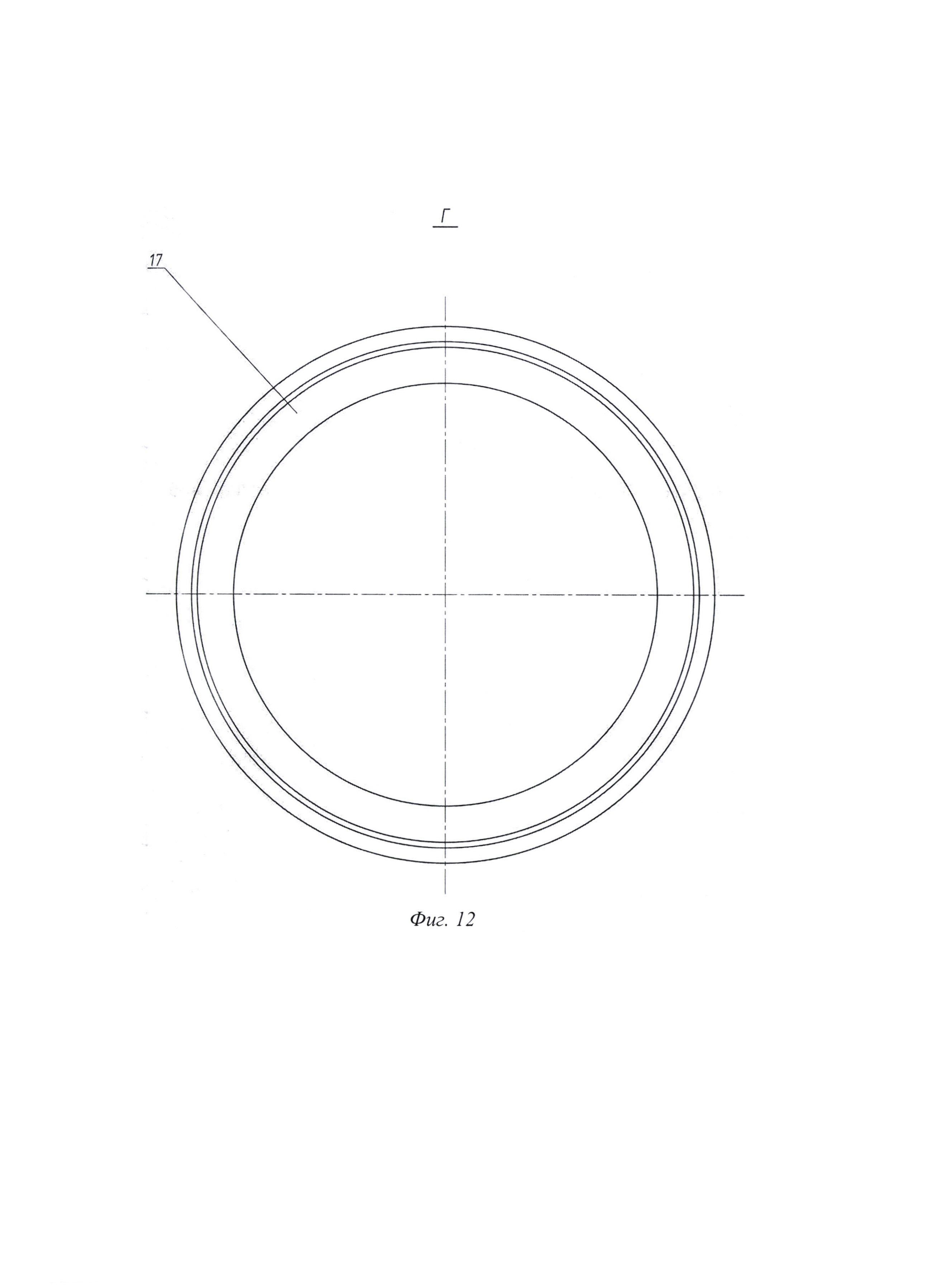
на фиг. 12. изображена обойма кассеты, вид Г на фиг. 8;
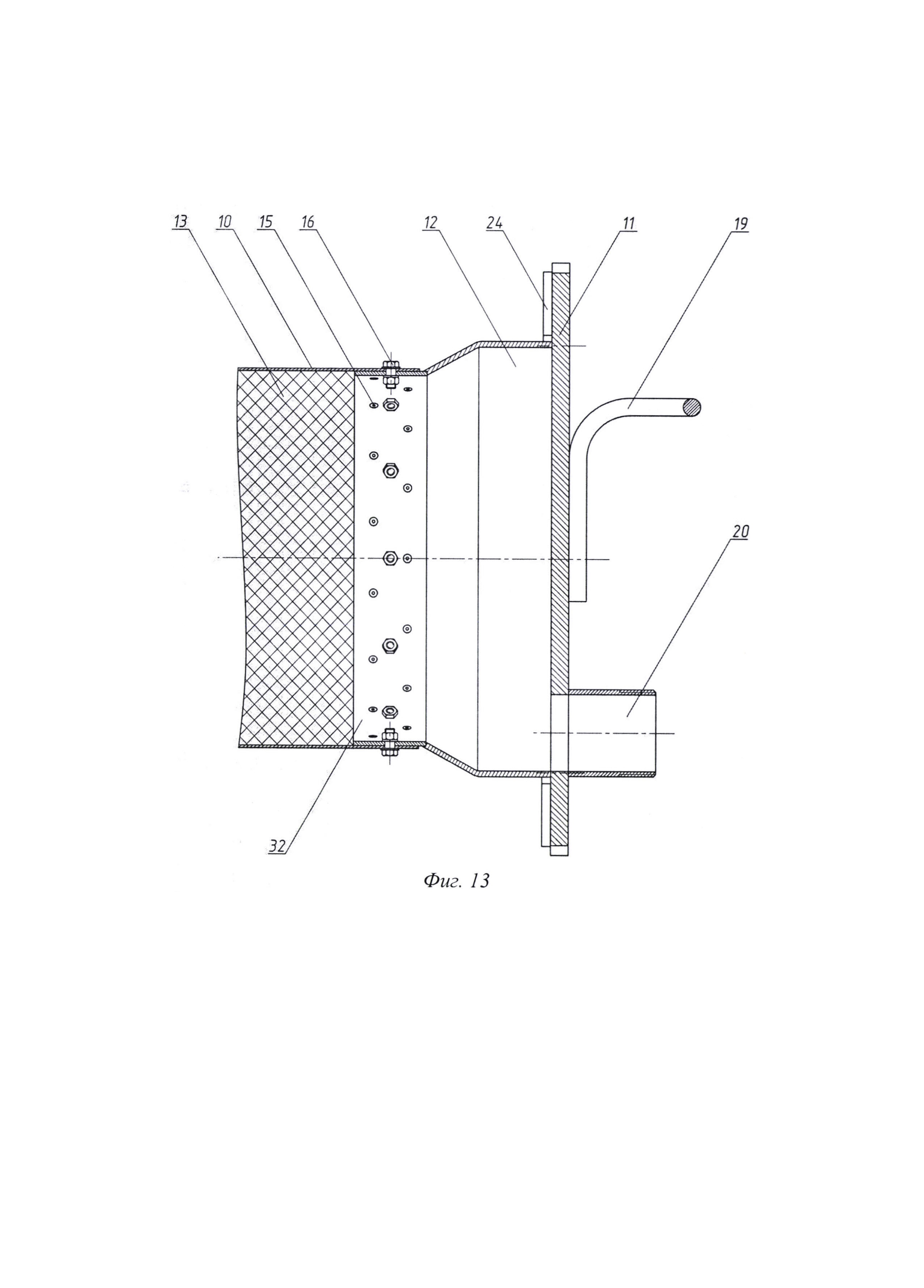
на фиг. 13. показана крышка с переходным цилиндром;
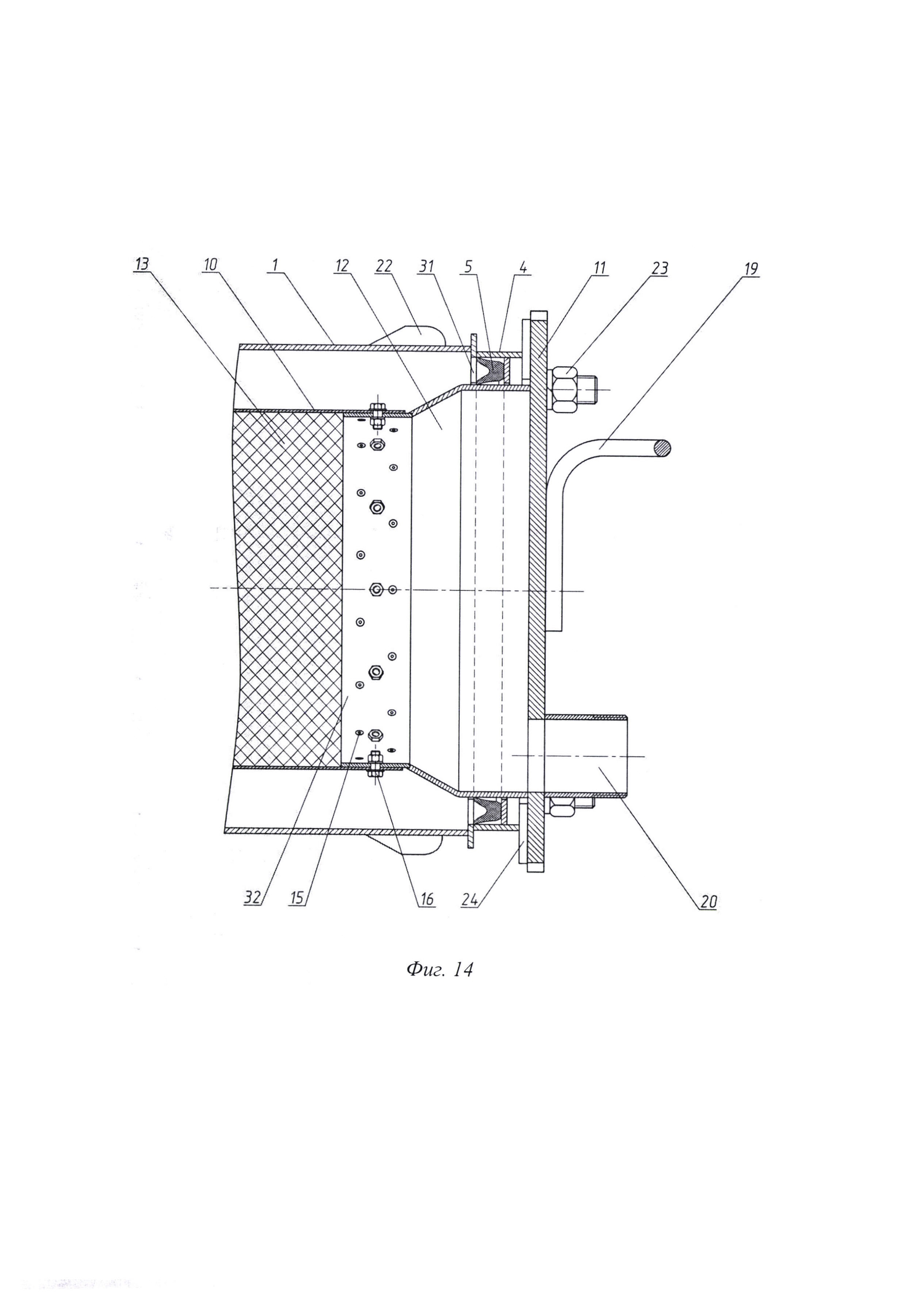
на фиг. 14. изображено соединение крышки кассеты с корпусом, в разрезе;
на фиг. 15. отдельно представлен переходный цилиндр;
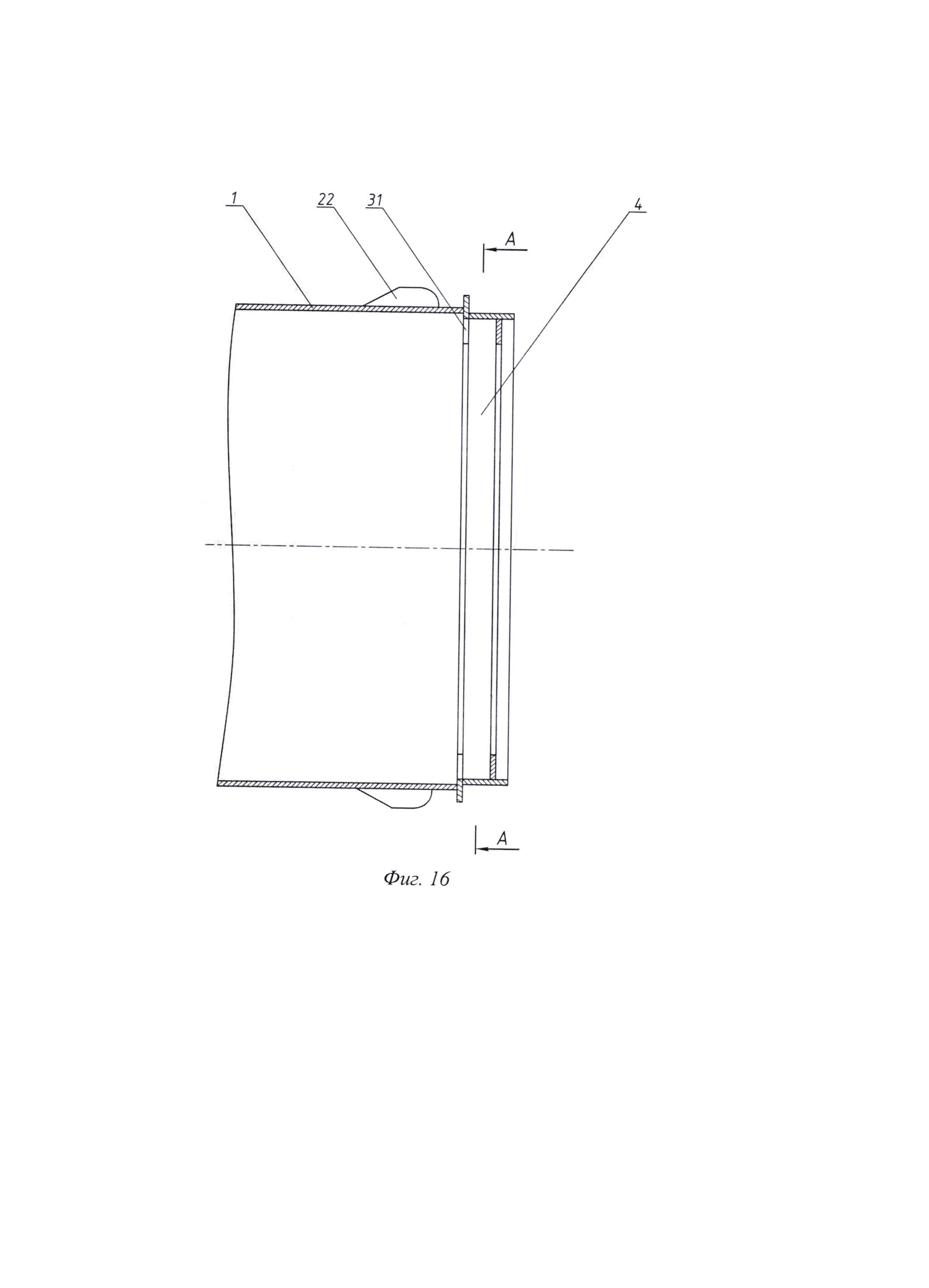
на фиг. 16. изображена обойма корпуса;
на фиг. 17. изображен разрез А-А на фиг. 16;
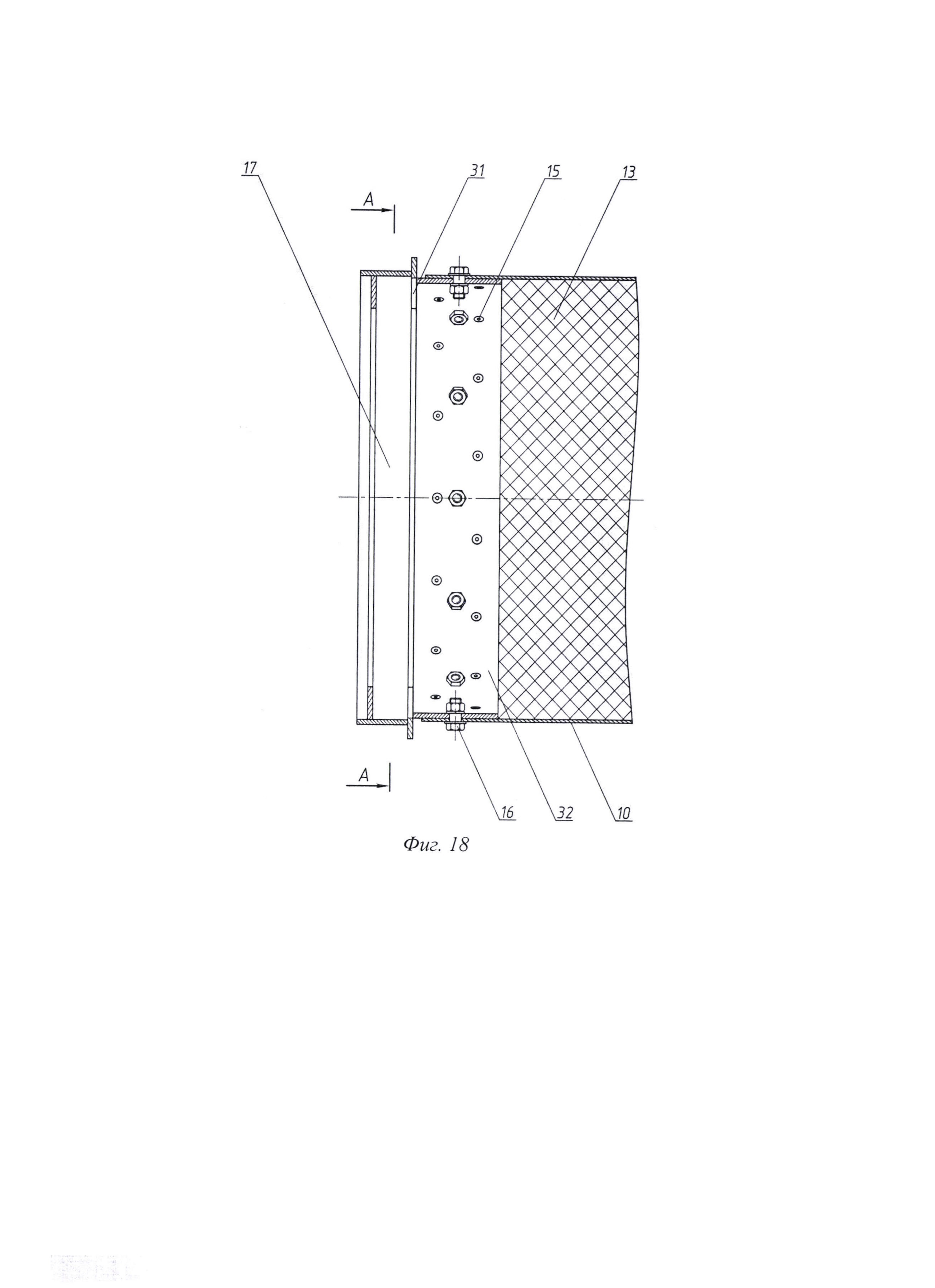
на фиг. 18. изображена обойма, расположенная на конце фильтрующего элемента;
на фиг. 19. изображен разрез А-А на фиг. 18;
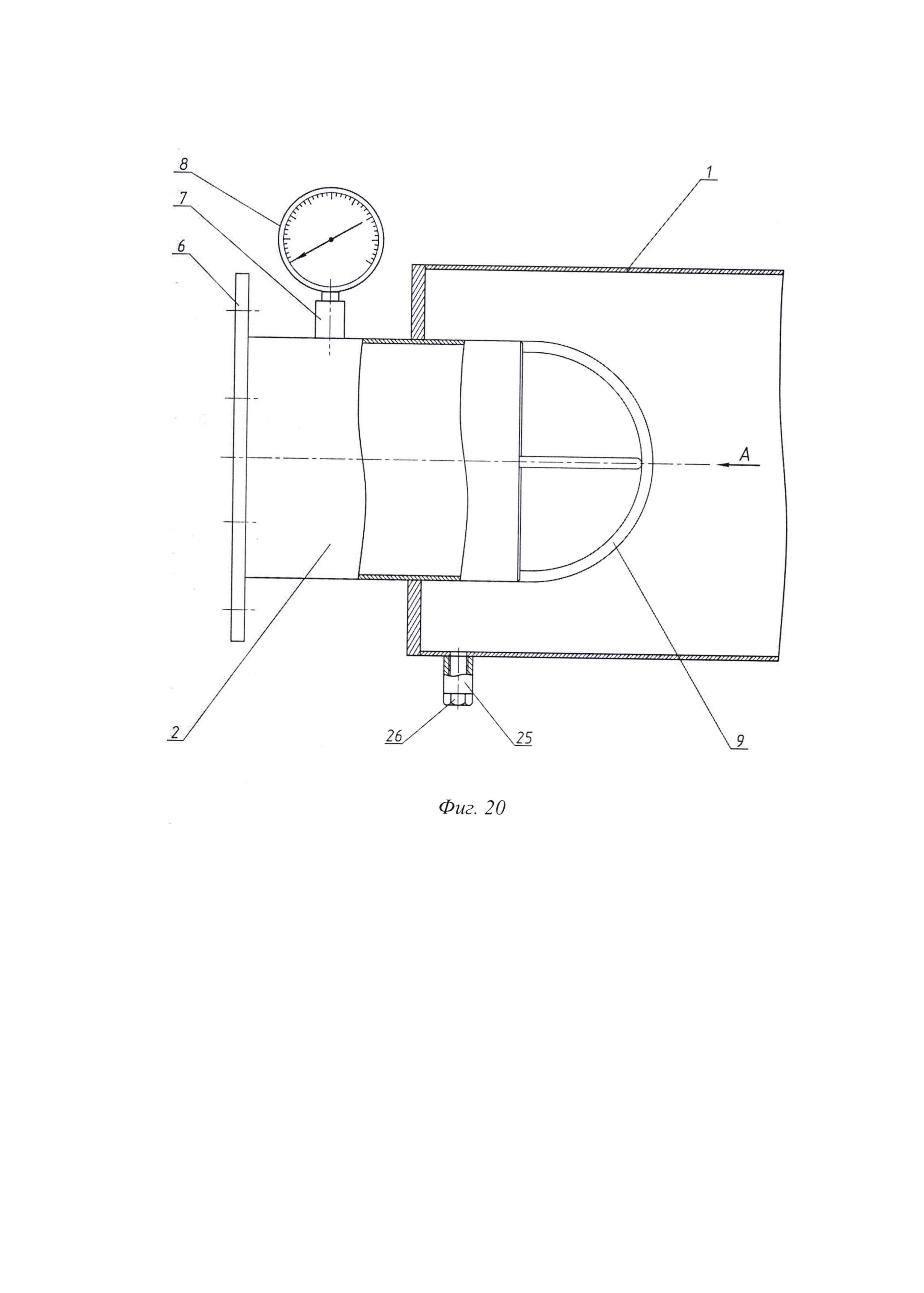
на фиг. 20. представлен вариант центрирующего узла, в котором перекрестие полуколец совпадает с вертикалью и горизонталью;
на фиг. 21. изображен вид А на фиг. 20;
на фиг. 22. показан вариант центрирующего узла, образованного из двух прутков круглого сечения, согнутых под острым углом и установленных крест-накрест на конце входного патрубка, причем образованное ими перекрестие выполнено совпадающим с вертикалью и горизонталью;
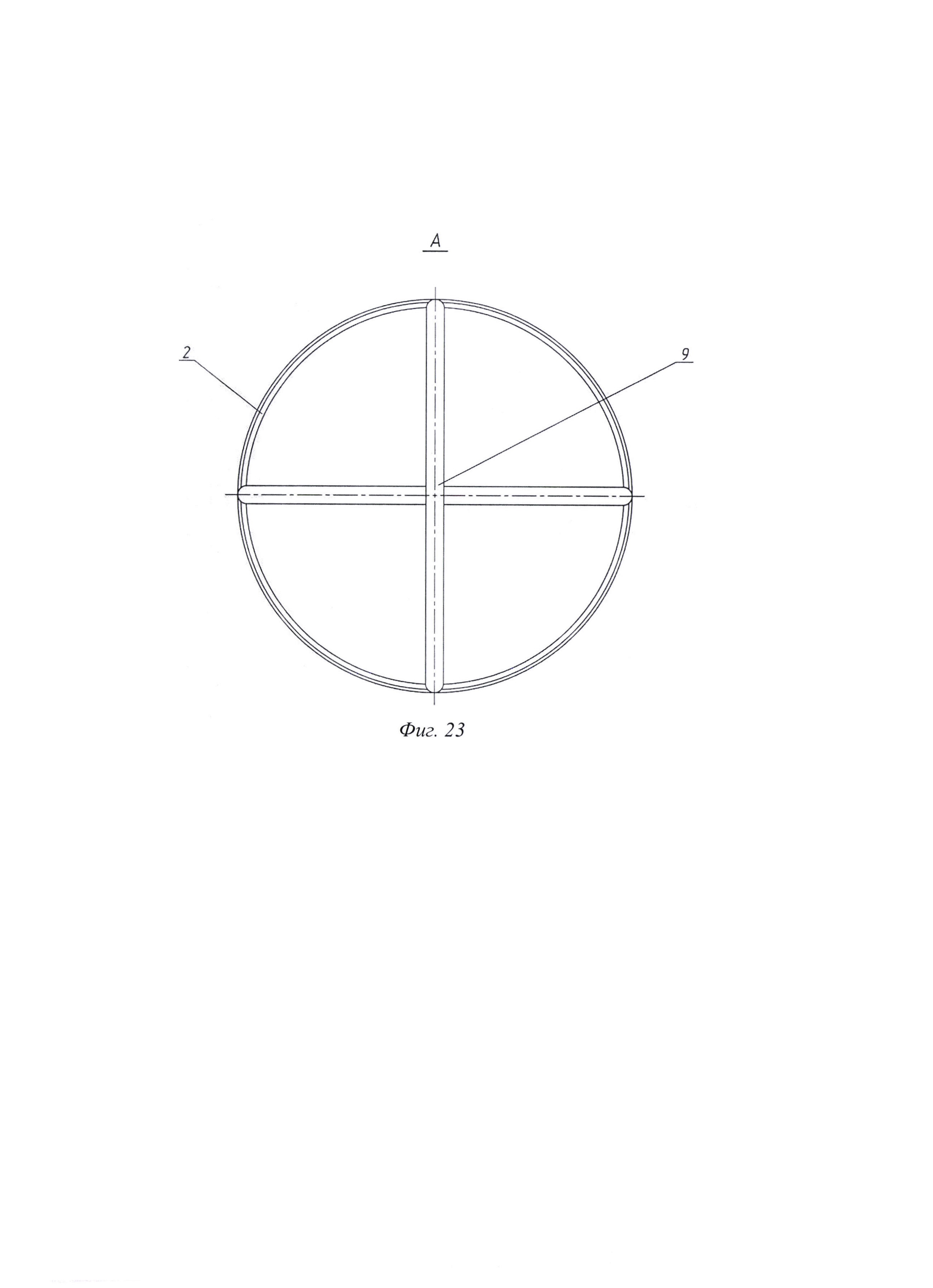
на фиг. 23. изображен вид А на фиг. 22;
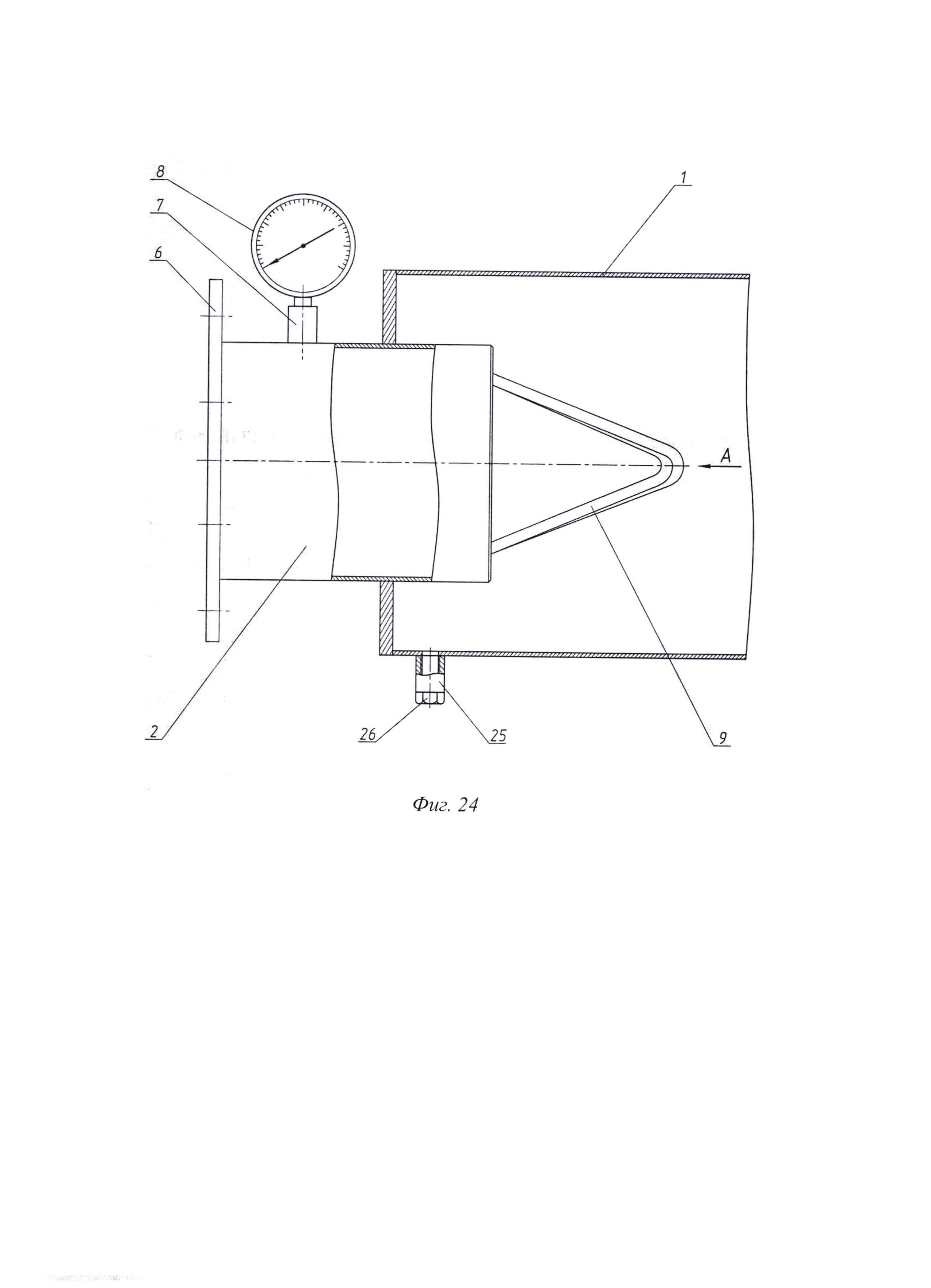
на фиг. 24. показан вариант центрирующего узла, образованного из двух прутков круглого сечения, согнутых под острым углом и установленных крест-накрест на конце входного патрубка, причем образованное ими перекрестие повернуто на угол 45° от вертикали;
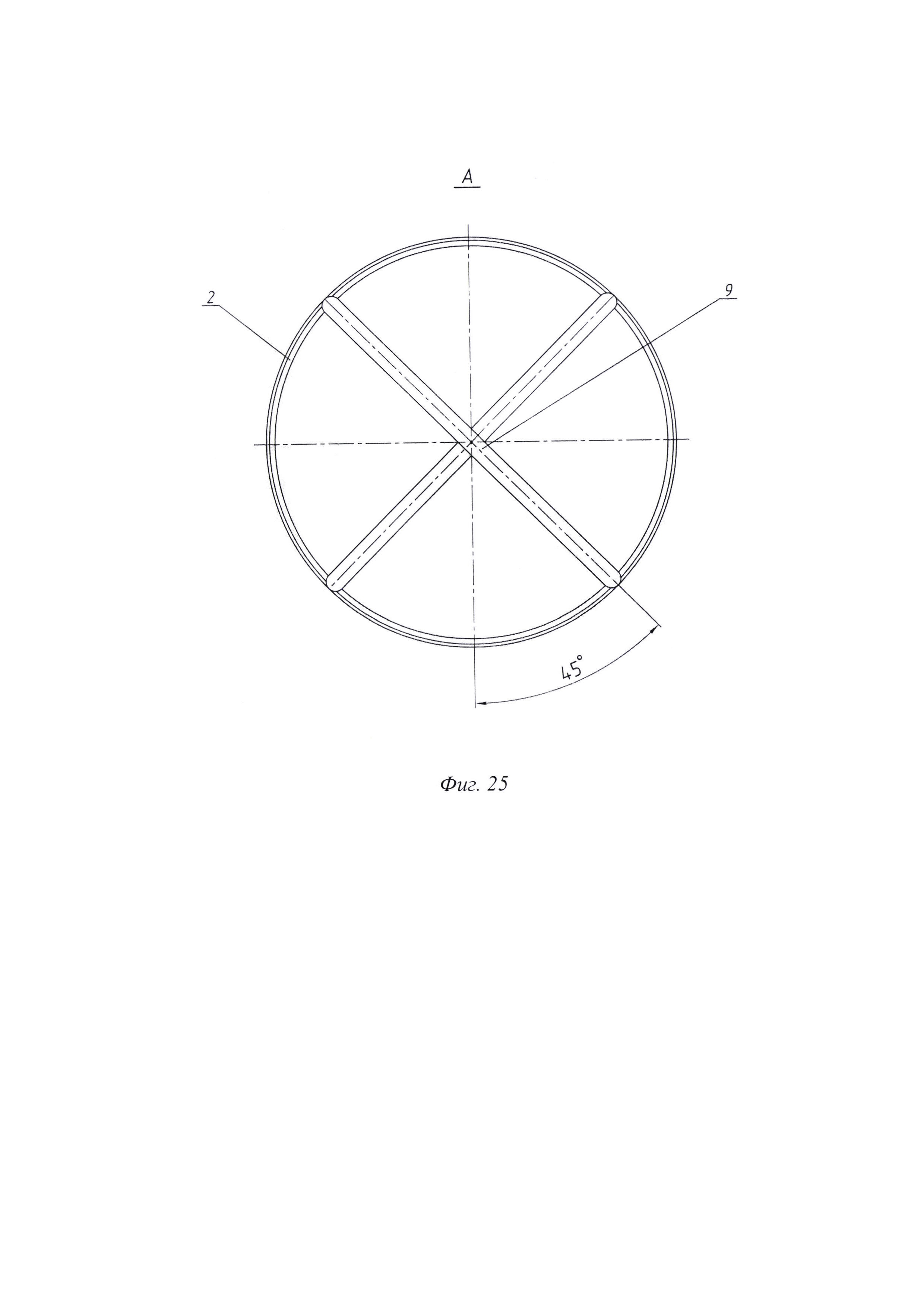
на фиг. 25. изображен вид А на фиг. 24;
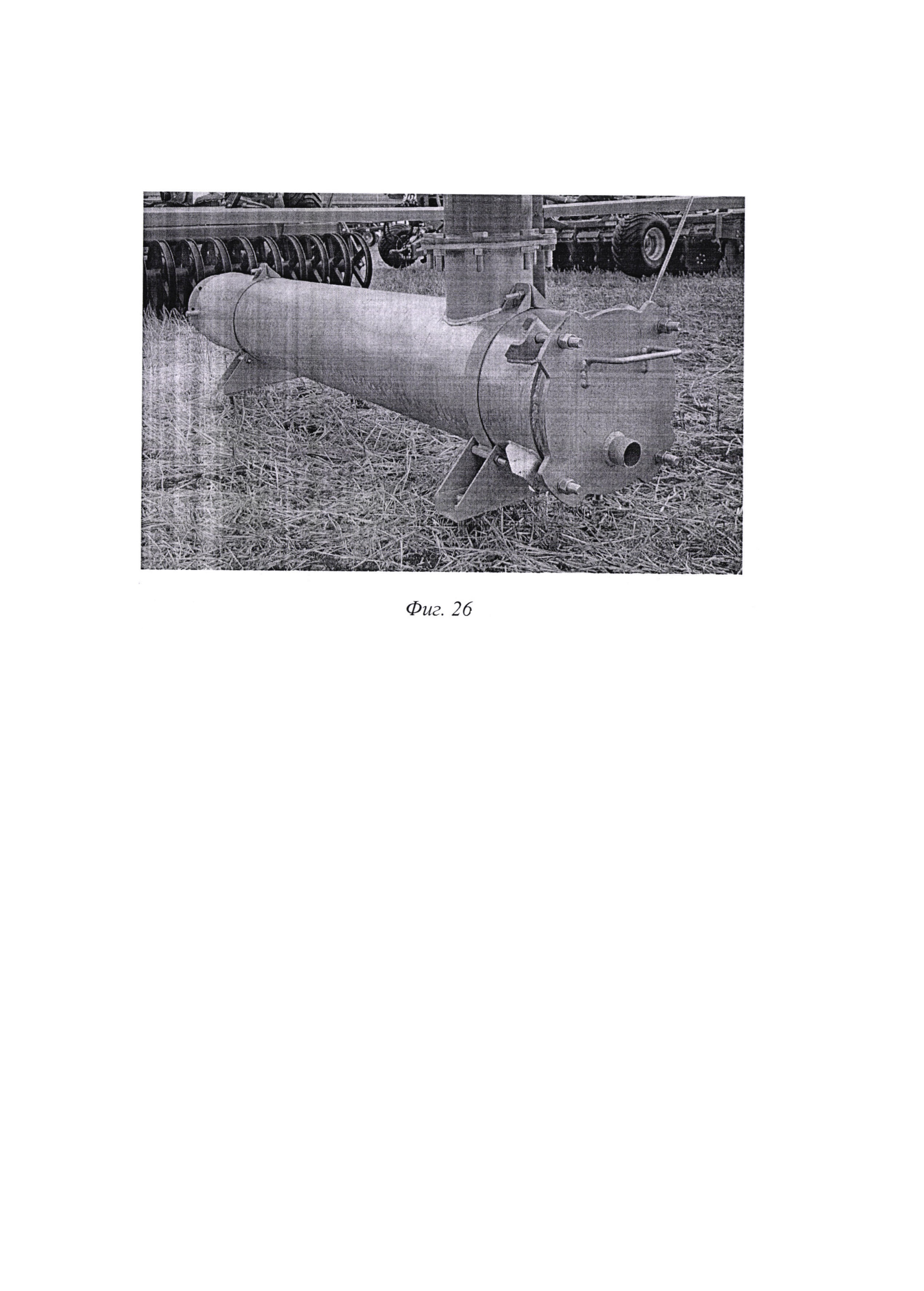
на фиг. 26. представлена фотография фильтра грубой очистки воды, корпус которого выполнен из одной цилиндрической обечайки;
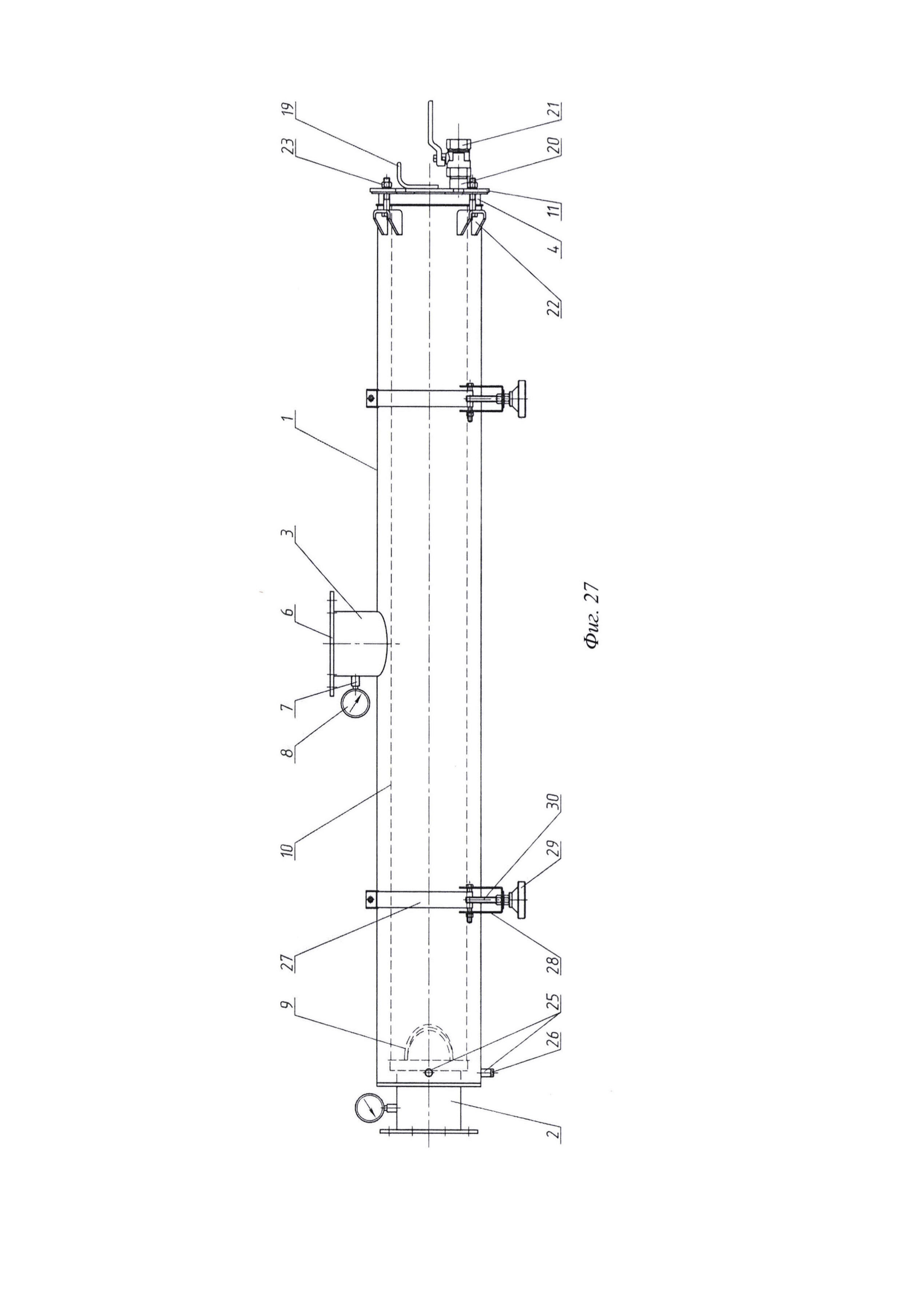
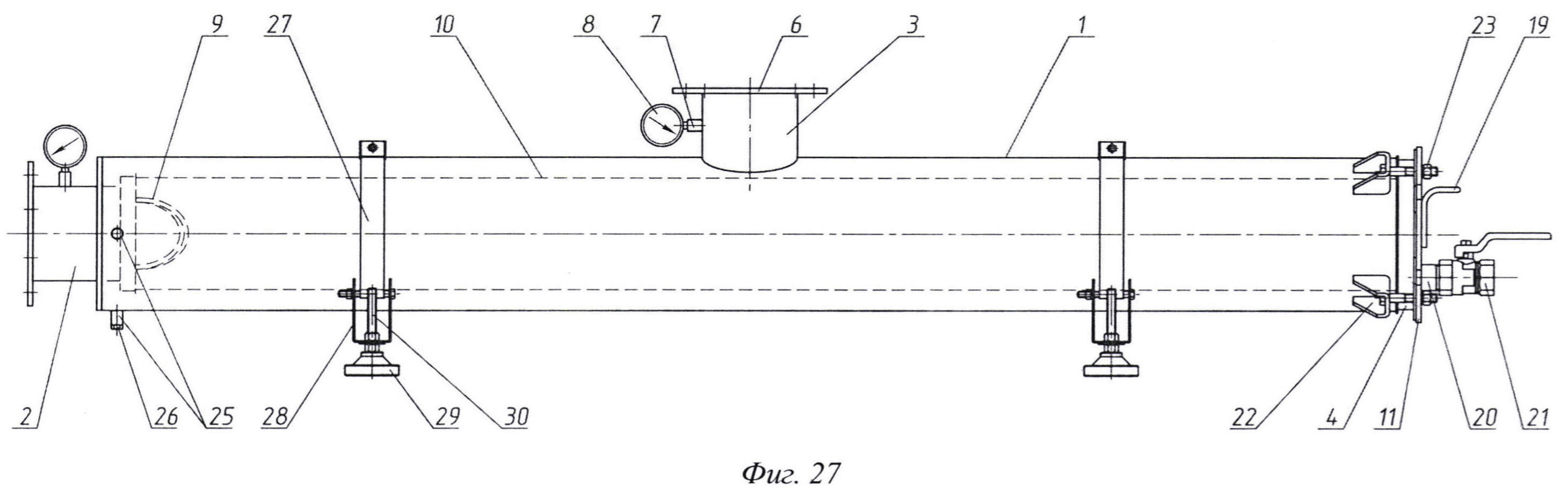
на фиг. 27. показан фильтр с выходным патрубком, размещенным по центру цилиндрического корпуса.
Фильтр грубой очистки оросительной воды (фиг. 1-3) содержит цилиндрический корпус 1, на одном торце которого, по центру, расположен входной патрубок 2. Также на корпусе 1 перпендикулярно его продольной оси размещен выходной патрубок 3, установленный со значительным смещением к противоположному от входного патрубка 2 торцу, который в свою очередь снабжен обоймой 4 с уплотнительной воротниковой манжетой 5. Входной и выходной патрубки 2 и 3 оснащены присоединительными фланцами 6 и штуцерами 7 с манометрами 8. На конце входного патрубка 2, расположенном внутри корпуса 1, жестко зафиксирован центрирующий узел 9 (фиг. 4-7), служащий для центровки кассеты 10 в момент установки ее в корпус 1. Центрирующий узел 9 (фиг. 4), выполнен в виде двух полуколец установленных крест-накрест и изготовленных из прутка круглого сечения, причем перекрестие полуколец повернуто на угол 45° от вертикали (фиг. 5).
Установленная в корпусе 1 извлекаемая кассета 10 (фиг. 8-12), содержит крышку 11, на внутренней стороне которой расположен переходной цилиндр 12 (фиг. 13), обеспечивающий уплотнение с воротниковой манжетой 5, установленной в обойме 4 корпуса 1 (фиг. 14).
Переходной цилиндр 12 изготовлен из отрезка трубы с внешним диаметром 300 мм и с толщенной стенки от 4 до 5 мм, причем для перехода на меньший диаметр, конец данного отрезка трубы, направленный в сторону фильтрующего элемента 13, выполнен сужающимся в виде усеченного конуса (фиг. 15). Для изготовления описанного выше переходного цилиндра 12, с одной стороны отрезка трубы по ее окружности с шагом 35-50 мм делаются надрезы глубиной 45-55 мм, полученные концы загибают внутрь до их смыкания, а образовавшиеся щели заваривают изнутри. Сам же отрезок трубы с внешним диаметром 300 мм изготавливают на вальцовочном станке. К переходному цилиндру 12 присоединен фильтрующий элемент 13, образованный из свернутых в цилиндры перфорированных листов 14, выполненных из нержавеющей стали и последовательно соединенных друг с другом, причем края соседних цилиндров, установлены внахлест друг на друга и соединены общими заклепками 15 (фиг. 11). С целью обеспечения более надежного удержания перфорированных листов нержавеющей стали 14 в свернутом состоянии, вдоль заклепочных швов дополнительно установлены болтовые соединения из нержавеющей стали 16. Также болтовыми соединениями из нержавеющей стали 16 усилены заклепочные швы в местах соединения краев цилиндров, образованных из свернутых перфорированных листов нержавеющей стали 14. На конце фильтрующего элемента 13 расположена имеющая сварную конструкцию обойма 17 с уплотнительной воротниковой манжетой 18, обеспечивающей уплотнение между кассетой 10 и концом входного патрубка 2, размещенным в полости корпуса 1. Для удобства установки и извлечения кассеты 10 из корпуса 1 крышка 11 снабжена рукоятью 19. Также крышка 11 оснащена промывочным штуцером 20 с краном 21, расположенным по нижнему уровню переходного цилиндра 12.
Корпус 1 снабжен четырьмя П-образными креплениями 22, расположенными рядом с обоймой 4 и служащими для крепления крышки 11. Для обеспечения надежного соединения крышки 11 кассеты 10 с расположенными на корпусе 1 креплениями 22 использованы высокопрочные оцинкованные болтовые соединения 23 с резьбой М20. С обратной стороны крышки 11 имеются ребра жесткости 24, которые приварены к ней в местах расположения отверстий под болтовые соединения 23.
Также корпус 1 оснащен тремя сливными штуцерами 25 с пробками 26, один из которых расположен в одной вертикальной плоскости с выходным патрубком 3 и размещен в нижней части корпуса 1, а два других установлены по бокам корпуса 1 в плоскости перпендикулярной оси выходного патрубка 3. На корпусе 1 с помощью полухомутов 27 зафиксированы опоры 28 с регулируемыми по высоте лапами 29, установленными на оцинкованных шпильках 30, имеющих резьбу М20. Корпус 1, а также опоры 28, лапы 29, полухомуты 27 и конструктивные элементы кассеты 10, за исключением перфорированных листов 14 фильтрующего элемента 13, оцинкованы методом горячего цинкования. Для осуществления процесса горячей оцинковки на внутреннем кольце обойм 4 и 17 выполнены два противолежащих сквозных П-образных выреза 31, совмещенных с внутренним отверстием кольца и дополнительно служащих для удобства извлечения воротниковых манжет 5 и 18 (фиг. 16-19).
Обойма 17 и переходной цилиндр 12 снабжены короткими цилиндрическими муфтами 32, служащими для соединения с фильтрующим элементом 13.
В другом варианте перекрестие полуколец центрирующего узла 9 может быть выполнено совпадающим с вертикалью и горизонталью (фиг. 20, 21).
В другом варианте центрирующий узел 9 может быть выполнен из двух прутков круглого сечения, согнутых под острым углом и установленных крест-накрест на конце входного патрубка 2, расположенного внутри корпуса 1, причем образованное перекрестие центрирующего узла выполнено совпадающим с вертикалью и горизонталью (фиг. 22, 23).
В другом варианте центрирующего узла 9, перекрестие двух прутков круглого сечения, согнутых под острым углом может быть повернуто на угол 45° от вертикали (фиг. 24, 25).
Для изготовления цилиндрического корпуса 1 могут быть использованы выполненные из стального листового проката цилиндрические обечайки с внешним диаметром от 360 до 380 мм и с толщиной стенки от 3 до 5 мм.
Фильтрующий элемент 13 кассеты 10 может быть выполнен с внешним диаметром от 260 до 270 мм.
С целью повышения надежности фильтрующего элемента 13 все заклепочные швы могут быть выполнены дюралевыми авиационными заклепками 15.
Также с целью повышения надежности фильтрующего элемента 13 все заклепочные швы могут быть выполнены алюминиевыми авиационными заклепками 15.
Так как дождевальные машины различаются по расходным характеристикам, то для них целесообразно изготавливать фильтры с разной пропускной способностью, которую можно задавать длиной корпуса 1 и фильтрующего элемента 13. Таким образом, с целью изготовления фильтров с разной пропускной способностью корпус 1 может быть выполнен из двух стальных цилиндрических обечаек, имеющих длину от 1000 до 1500 мм.
Также с целью изготовления фильтров с разной пропускной способностью корпус 1 может быть выполнен из одной стальной цилиндрической обечайки, имеющей длину от 1500 до 3000 мм. Такой вариант исполнения корпуса применяется в фильтрах для дождевальной машины «Каскад» (фиг. 26).
Входной и выходной патрубки 2 и 3 могут быть выполнены из стальной трубы с внешним диаметром 219 мм и с толщиной стенки 4 мм, кроме того, присоединительные стальные фланцы 6 могут быть выполнены толщиной 12 мм.
С целью удобства эксплуатации фильтра, а также для удобства его использования совместно с фронтальными дождевальными машинами выходной патрубок 3 может быть размещен по центру цилиндрического корпуса 1 (фиг. 27).
Для регулировки положения корпуса 1 по высоте опорные лапы 29 могут быть оснащены оцинкованными шпильками 30 с резьбой М20, имеющими длину от 120 до 250 мм.
Фильтр должен обеспечивать уровень фильтрации оросительный воды, при котором гарантируется безотказная работа дождеобразующих устройств. Для выполнения данного условия необходимый диаметр отверстий перфорации в фильтрующем элементе 13 должен быть меньше или равен минимальному диаметру сопла дождевальных насадок, который в зависимости от производителя составляет от 2,38 до 3,0 мм. Таким образом, для изготовления фильтрующего элемента 13 могут быть использованы листы нержавеющей стали 14 с диаметром перфорации от 2 до 3 мм и имеющие толщину от 0,8 до 1,0 мм.
Сливные штуцера 25 и штуцера 7 под манометры 8 могут быть выполнены с внутренней резьбой от 1/2 до 3/4 дюйма, а штуцер 20 под промывочный кран 21 может быть изготовлен с внешней резьбой от 2 до 3 дюймов.
В обойму 4 корпуса 1 установлена уплотнительная воротниковая манжета 5 с размерами 300x340x20 мм, выполненная по ГОСТ 6969-54.
При этом в обойму 17, расположенную на конце фильтрующего элемента 13, установлена уплотнительная воротниковая манжета 18 с размерами 220x260x20 мм, выполненная по ГОСТ 6969-54.
Ряд предложенных технических решений позволит оптимизировать и повысить надежность отдельных конструкционных элементов фильтра.
Предложенные варианты узла для центровки кассеты имеют простую конструкцию и просты в изготовлении. Кроме того, предлагаемые варианты конструкций центрирующего узла будут препятствовать попаданию через входной патрубок вместе с водой крупных предметов в полость корпуса, что позволит защитить фильтрующий элемент кассеты от повреждений и разрушений.
Переходный цилиндр предлагается изготавливать из отрезка трубы, что упрощает его изготовление и снижает металлоемкость.
Также изготовление фильтров с разной пропускной способностью позволит экономить материалы при изготовлении фильтров для дождевальных машин с малым расходом воды.
Предложенные технические решения позволят обеспечить простоту и надежность конструкции фильтра, а также упростят процесс его изготовления и снизят металлоемкость.
Реферат
Изобретение относится к устройствам для очистки жидкости и может быть использовано в сельском хозяйстве при очистке оросительной воды, подаваемой к дождевальным машинам. Фильтр грубой очистки оросительной воды содержит цилиндрический корпус 1, на одном торце которого, по центру, расположен входной патрубок 2 и перпендикулярно его продольной оси размещен выходной патрубок 3, установленный со значительным смещением к противоположному от входного патрубка 2 торцу, который снабжен обоймой 4. Входной и выходной патрубки 2 и 3 оснащены присоединительными фланцами 6 и штуцерами 7 с манометрами 8. На конце входного патрубка 2, расположенном внутри корпуса 1, жестко зафиксирован центрирующий узел 9, служащий для центровки кассеты 10. Центрирующий узел 9 выполнен в виде двух полуколец или уголков, установленных крест-накрест и изготовленных из прутка круглого сечения, причем перекрестие повернуто на угол 45° от вертикали или совпадает с вертикалью и горизонталью. Установленная в корпусе 1 кассета 10 содержит крышку, на внутренней стороне которой расположен переходной цилиндр, к которому присоединен фильтрующий элемент, образованный из свернутых в цилиндры перфорированных листов, последовательно соединенных друг с другом. Края соседних цилиндров установлены внахлест друг на друга и соединены общими заклепками. На конце фильтрующего элемента расположена имеющая сварную конструкцию обойма. Крышка 11 снабжена рукоятью 19 и промывочным штуцером 20 с краном 21. Корпус 1 снабжен четырьмя П-образными креплениями 22 для крепления крышки 11 при помощи высокопрочных оцинкованных болтовых соединений 23. Корпус 1 оснащен тремя сливными штуцерами 25 с пробками 26. На корпусе 1 с помощью полухомутов 27 зафиксированы опоры 28 с регулируемыми по высоте лапами 29, установленными на оцинкованных шпильках 30. Технический результат: повышение надежности и упрощение конструкции фильтра, оптимизация его конструктивных элементов, снижение их металлоемкости и упрощение изготовления. 14 з.п. ф-лы, 27 ил.
Комментарии