Способ снижения кислотности углеводородов - RU2510726C2
Код документа: RU2510726C2
Чертежи

Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способам снижения кислотности углеводородов, таких как сырая нефть и фракций углеводородов, произведенных из сырой нефти. В частности, изобретение относится к таким способам, в которых используется ионная жидкость.
Уровень техники
Сырая нефть и полученные из нее фракции углеводородов, как известно, содержат органические кислоты, например, нафтеновые кислоты, которые создают проблемы коррозии в транспортных трубопроводных линиях и в нефтеперегонном оборудовании, используемом для переработки нефти.
В известном способе снижения кислотности кислую нефть, т.е. углеводород, содержащий нафтеновую кислоту, смешивают со щелочью, например с гидроксидом натрия или гидроксидом калия и водой. В результате перемешивания получается эмульсия, которая может быть разделена на водную фазу и нефтяную фазу с добавлением деэмульгатора. Реакция нейтрализации проходит с получением соли щелочного металла в водной фазе, которую удаляют из полученной нефтяной фазы, имеющей пониженное содержание кислоты. Кислая нефть может быть целиком или полностью неочищенной нефтью, которая является подходящим сырьем для зоны перегонки сырой нефти, или фракцией кислых углеводородов, произведенной в зоне перегонки сырой нефти или в другой технологической зоне нефтеперерабатывающего предприятия.
В международной заявке PCT/GB2007/001985, опубликованной как WO 2007/138307 А2, описан способ удаления серосодержащей кислоты для снижения кислотности сырой нефти и/или продукта перегонки сырой нефти, содержащего серосодержащие кислоты, включающий стадии (а) контактирования сырой нефти и/или продукта перегонки сырой нефти, содержащего серосодержащие кислоты, со щелочной ионной жидкостью, имеющей температуру плавления ниже 150ºС, и экстракции, по меньшей мере, части серосодержащих кислот в щелочную ионную жидкость в качестве фазы экстракта; и (b) разделения фазы сырой нефти и/или продукта перегонки нефти, кислотность которого уменьшена, и фазы щелочной ионной жидкости.
В области техники, к которой относится настоящее изобретение, по-прежнему существует необходимость в более совершенных или альтернативных способах, которые позволяют понизить кислотность сырой нефти или фракций, содержащих кислые углеводороды.
Раскрытие изобретения
В соответствии с одним воплощением изобретение обеспечивает способ снижения кислотности углеводородного сырья, включающий: контактирование углеводородного сырья, содержащего органическую кислоту, с фосфониевой ионной жидкостью, несмешиваемой с углеводородным сырьем, с получением смеси, содержащей углеводород и фосфониевую ионную жидкость, несмешиваемую с углеводородным сырьем; разделение смеси с получением эффлюента, содержащего углеводороды, и эффлюента, содержащего фосфониевую ионную жидкость, несмешиваемую с углеводородным сырьем, содержащую органическую кислоту; и проводимое по усмотрению добавление деэмульгатора, по меньшей мере, на одной из указанных стадии контактирования и стадии разделения.
Согласно другому воплощению смесь, кроме того, содержит воду в количестве менее чем 10 мас.% по отношению к массе содержащейся в смеси фосфониевой ионной жидкости, несмешиваемой с сырьем.
В другом воплощении фосфониевая ионная жидкость, несмешиваемая с сырьем, представляет собой нещелочную ионную жидкость.
Краткое описание чертежей
Фиг.1 - упрощенная блок-схема, иллюстрирующая различные воплощения изобретения.
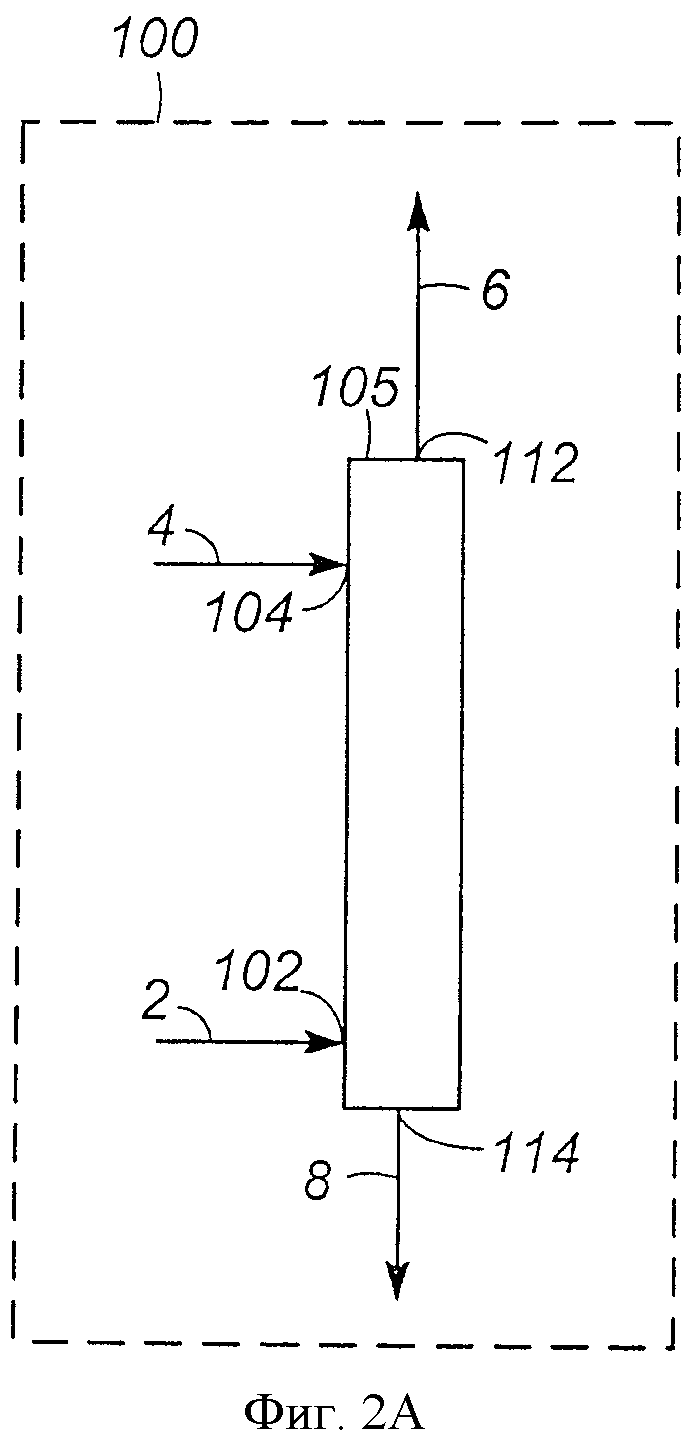
Фиг.2А и 2В - упрощенные блок-схемы, иллюстрирующие различные воплощения зоны экстрагирования согласно изобретению.
Осуществление изобретения
Вообще изобретение может быть использовано для снижения кислотности, а именно снижения содержания кислоты в углеводороде с помощью фосфониевой ионной жидкости, несмешиваемой с углеводородным сырьем. В примере воплощения фосфониевая ионная жидкость, несмешиваемая с сырьем, представляет собой нещелочную ионную жидкость.
Углеводороды, подлежащие снижению кислотности с помощью процессов, проводимых согласно настоящему изобретению, содержат органическую кислоту. Углеводородом может быть углеводородный поток, содержащий одно или большее число соединений органических кислот. Примеры органических кислот включают нафтеновые кислоты, такие как циклопентил- и циклогекоилкарбоновые кислоты. В одном воплощении органическая кислота имеет молекулярную массу в интервале от 120 а.е.м. до 700 а.е.м. (атомные единицы массы) или выше. Кислотность углеводорода представляют как общее кислотное число (TAN) в единицах измерения мг КОН/г и определяют по методу ASTM D-0664 - стандартному методу определения кислотного числа нефтепродуктов с помощью потенциометического титрования. Если не оговорено иное, используемые здесь аналитические методы, такие как ASTM D-0664 предоставляются для использования международной организацией стандартов ASTM, 100 Barr Harbor Drive, West Conshohocken, PA, USA. В одном воплощении углеводородное сырье, используемое в предложенном способе, имеет величину TAN в интервале от 0,1 мг КОН/г до 9 мг КОН/г. Согласно другому воплощению указанный углеводород имеет величину TAN в интервале от 0,3 мг КОН/г до 4 мг КОН/г; величина TAN может также находиться в интервале от 0,5 мг КОН/г до 8 мг КОН/г.
Процессы, осуществляемые в соответствии с настоящим изобретением, позволяют удалять (извлекать) органическую кислоту из углеводорода. То есть изобретение позволяет удалять, по меньшей мере, одно соединение органической кислоты. Понятно, что углеводород обычно будет содержать ряд соединений органической кислоты различных типов и в различных количествах. Следовательно, изобретение обеспечивает удаление из углеводорода, по меньшей мере, части, по меньшей мере, одного типа соединения органической кислоты. Изобретение обеспечивает удаление одинакового или различного количеств каждого типа соединений органической кислоты, а некоторые типы соединений органической кислоты не могут быть удалены. В одном воплощении кислотность углеводорода уменьшается, по меньшей мере, на 50% исходя из величин общих кислотных чисел углеводорода, введенного в технологический процесс, и эффлюента, содержащего углеводород, отведенного из процесса. В другом воплощении кислотность уменьшается, по меньшей мере, на 65% исходя из общих кислотных чисел углеводорода, введенного в технологический процесс, и эффлюента, содержащего углеводород, отведенного из процесса; исходя из указанных общих кислотных чисел кислотность углеводорода может быть уменьшена, по меньшей мере, на 70%.
Углеводородное сырье для предложенного способа содержит органическую кислоту и может быть единственным углеводородным соединением или смесью углеводородных соединений. В одном воплощении углеводород представляет собой сырую нефть. Используемый здесь термин «сырая нефть» следует понимать широко, допуская не только его обычные значения, используемые специалистами в области техники добычи и переработки нефти, а также более общее толкование термина с тем, чтобы включить в него смеси углеводородов, проявляющие свойства подобные свойствам сырой нефти. Таким образом, термин «сырая нефть» охватывает любую неочищенную сырую нефть, добытую из нефтяного пласта, и неочищенное синтетическое нефтяное сырье, полученное, например, из нефтяных песков, битуминозной сырой нефти, нефти битуминозных сланцев и угля. Сырая нефть может быть направлена в зону перегонки сырой нефти, в которой осуществляют фракционирование с получением ряда потоков продукта, такого как легкие фракции нефти, нафта, дизельное топливо и газойль. В другом воплощении углеводород содержит высококипящую углеводородную фракцию, т.е. кипящую выше конечной температуры интервала дизельного топлива, в том числе прямогонные фракции, такие как атмосферный газойль, вакуумный газойль, остатки со дна атмосферной колонны перегонки сырой нефти, остатки со дна вакуумной колонны перегонки сырой нефти и подобные кипящие фракции. Высококипящая углеводородная фракция может быть произведена с помощью различных процессов переработки, таких как легкий крекинг, коксование, деасфальтизация и процессы крекинга в псевдоожиженном слое катализатора (FCC-процессы).
Для экстракции из углеводорода одной или большего числа органических кислот могут быть использованы одна или большее количество ионных жидкостей. Обычно ионные жидкости являются безводными органическими солями, образованными из ионов, в которых положительный ион является зарядом, уравновешенным отрицательным ионом. Эти вещества имеют низкие точки плавления, в большинстве случаев менее 100ºС, неопределяемое давление паров и хорошую химическую и термическую стабильность. Катионный заряд соли локализуется на атомах таких веществ, как азот, фосфор, сера, арсений, бор, сурьма и алюминий, а анионами могут быть любые из неорганических, органических или металлоорганических веществ.
Ионными жидкостями, подходящими для использования в настоящем изобретении, являются фосфониевые ионные жидкости, несмешиваемые с углеводородным сырьем. Используемый здесь термин «фосфониевая ионная жидкость, несмешиваемая с сырьем» обозначает ионную жидкость, имеющую катион, содержащий, по меньшей мере, один атом фосфора, и способную при рабочих параметрах технологического процесса образовать отдельную фазу от углеводородного сырья. Ионные жидкости, которые являются смешиваемыми с углеводородным сырьем при параметрах проведения технологического процесса, будут полностью растворимыми в углеводородном сырье. Следовательно, разделение фаз не будет возможным процессом. Таким образом, фосфониевые ионные жидкости, несмешиваемые с сырьем, при рабочих параметрах процесса могут быть нерастворимыми или частично растворимыми в углеводородном сырье. Считается, что фосфониевая ионная жидкость, способная к образованию отдельной фазы от углеводородного сырья при рабочих параметрах процесса, является несмешиваемой с сырьем. Ионные жидкости в соответствии с изобретением могут быть нерастворимыми, частично растворимыми, или полностью растворимыми в воде (способными смешиваться с водой). В одном воплощении фосфониевая ионная жидкости, несмешиваемая с углеводородным сырьем, включает в себя тетрабутилфосфоний метансульфонат, [(C4H9)4P]+ [CH3SO3]-. Указанный тетрабутилфосфоний метансульфонат является нещелочной ионной жидкостью. Используемый здесь термин «нещелочная ионная жидкость» означает ионную жидкость, имеющую величину рН, равную или менее 7.
В одном воплощении изобретение обеспечивает способ снижения кислотности углеводорода, включающий стадию контактирования и стадию разделения. На стадии контактирования углеводородное сырье, содержащее органическую кислоту, контактирует или смешивается с фосфониевой ионной жидкостью, несмешиваемой с сырьем. Контактирование может облегчать переход одного или большего числа соединений органической кислоты в ионную жидкость. Хотя фосфониевая ионная жидкость, несмешиваемая с углеводородным сырьем, которая частично растворима в углеводороде, может облегчить переход органической кислоты из углеводородного сырья в ионную жидкость, ее частичная растворимость не требуется. Смеси нерастворимого углеводорода и фосфониевой ионной жидкости, несмешиваемой с углеводородным сырьем, может иметь достаточную площадь поверхности раздела между углеводородом и фосфониевой ионной жидкости, несмешиваемой с углеводородным сырьем, которая может быть использована. На стадии разделения смесь углеводорода и фосфониевой ионной жидкости, несмешиваемой с углеводородным сырьем, отстаивается или образует две фазы, а именно фазу углеводорода и фазу фосфониевой ионной жидкости, несмешиваемой с углеводородным сырьем, которые разделяются с получением эффлюента, содержащего фосфониевую ионную жидкость, несмешиваемую с сырьем, содержащую органическую кислоту, и эффлюента, содержащего углеводород.
В соответствии с одним воплощением на стадии контактирования и/или на стадии разделения добавляют деэмульгатор с тем, чтобы облегчить или обеспечить возможность фазового разделения углеводорода и фосфониевой ионной жидкости, несмешиваемой с сырьем, например, когда контактирование или перемешивание углеводорода и фосфониевой ионной жидкости, несмешиваемой с углеводородным сырьем, приводит к образованию эмульсии, или же эмульсия может быть образована иным образом. В одном воплощении деэмульгатор добавляют на стадии контактирования одновременно с углеводородом и/или фосфониевой ионной жидкостью, несмешиваемой с указанным сырьем. Используемая по усмотрению стадия добавления деэмульгатора может быть проведена после образования эмульсии.
Деэмульгаторами, подходящими для использования в настоящем изобретении, являются этоксилированные и/или пропоксилированные полиамины, диэпоксиды и полиолы. Примеры таких деэмульгаторов включают деэмульгаторы на основе спиртов, поставляемые на рынок компанией Baker Petrolite Corporation, такие как BPR23025 и BPR27330. В одном воплощении массовое соотношение деэмульгатора и углеводородного сырья находится в интервале от 1:10000 до 1:1000. В другом воплощении массовое соотношение деэмульгатора и углеводородного сырья находится в интервале от 1:1000 до 1:10.
Способы могут быть осуществлены с использованием различного оборудования, которое хорошо известно в уровне техники и является подходящим для периодического или непрерывного режима работы. Например, в мелкомасштабной форме осуществления изобретения углеводород, фосфониевая ионная жидкость, несмешиваемая с сырьем, и используемый по усмотрению деэмульгатор могут быть смешаны в лабораторном сосуде, колбе, или другом сосуде, например, путем размешивания, встряхивания, используя миксер или магнитную мешалку. Размешивание или встряхивание прекращают, и после отстаивания смесь образует углеводородную фазу и фазу, содержащую ионную жидкость. В одном воплощении для облегчения образования двух указанных фаз смесь подвергают центрифугированию. Эти фазы могут быть разделены, например, путем перелива или с помощью пипетки для получения эффлюента, содержащего углеводород, имеющий пониженное содержание органической кислоты по отношению к исходному углеводородному сырью. Проведенный процесс производит также эффлюент, содержащий одно или большее число соединений органической кислоты и фосфониевую ионную жидкость, несмешиваемую с сырьем.
Стадии контактирования и разделения могут быть повторены, например, в том случае, если содержание органической кислоты в эффлюенте, содержащем углеводород, необходимо дополнительно уменьшить для получения желаемого содержания органической кислоты в потоке конечного продукта, содержащего углеводород, отводимого из технологического процесса. Каждый ряд, группа или пара стадий контактирования и разделения могут быть названы стадией удаления кислоты. Таким образом, изобретение охватывает способы, включающие одну единственную и ряд стадий удаления кислоты. Для проведения стадии удаления кислоты может быть использована зона удаления кислоты. Используемый здесь термин «зона» может относиться к одной или большему количеству единиц оборудования и/или одной или большему числу подзон. Единицы оборудования могут включать, например, одну (один) или большее количество емкостей, нагревателей, сепараторов, теплообменников, трубопроводов, насосов, компрессоров и контроллеров. Единица оборудования может, кроме того, включать в себя одну или большее число зон или подзон. Процесс или стадия удаления кислоты могут быть осуществлены подобным образом и с помощью подобного оборудования, как и в случае проведения других операций промывки и экстрагирования в системе «жидкость-жидкость». Подходящее оборудование включает, например, колонны, снабженные контактными тарелками, насадкой, вращающимися дисками или тарелками и статическими смесителями. Могут быть также использованы колонны с пульсирующим потоком и смесительные и/или осадительные емкости.
Фиг.2А иллюстрирует воплощение изобретения, которое может быть практически использовано в зоне 100 удаления кислоты, содержащей многоступенчатую противоточную экстракционную колонну 105, в которой осуществляется контактирование и разделение углеводорода и фосфониевой ионной жидкости, несмешиваемой с углеводородным сырьем. Поток 2 углеводородного сырья поступает в экстракционную колонну 105 через вход 102 для углеводородного сырья, а поток 4 бедной ионной жидкости поступает в экстракционную колонну 105 через вход 104 для ионной жидкости. На фигурах ссылочные номера позиций потоков или трубопроводов, по которым они протекают, имеют одинаковые обозначения. Вход 102 для углеводородного сырья расположен ниже входа 104 для ионной жидкости. Эффлюент, содержащий углеводород, проходит через выход 112 для эффлюента, содержащего углеводород, находящийся в верхней части экстракционной колонны 105, и поступает в трубопровод 6 для эффлюента, содержащего углеводород. Эффлюент, содержащий ионную жидкость и содержащий органическую кислоту, удаленную из углеводородного сырья, протекает через выход 114 для эффлюента, содержащего ионную жидкость, находящийся в нижней части экстракционной колонны 105, и поступает в трубопровод 8 для эффлюента, содержащего ионную жидкость. Используемый по усмотрению деэмульгатор может быть включен в один или в оба потока, включающих поток углеводородного сырья и поток 4 бедной ионной жидкости. В другом воплощении деэмульгатор добавляют в экстракционную колонну 105 с помощью отдельного трубопровода (не показано).
В соответствии с общеизвестными терминами в уровне техники ионная жидкость, вводимая на стадии удаления кислоты, может быть именована как «бедная ионная жидкость», что обычно обозначает фосфониевую ионную жидкость, несмешиваемую с сырьем, которая не насыщена одним или большим числом экстрагированных соединений органической кислоты. Бедная ионная жидкость может содержать одну или обе из свежей и регенерированной ионных жидкостей и является подходящей для приема и извлечения органической кислоты из углеводородного сырья. Подобным образом эффлюент, содержащий ионную жидкость, может быть назван «богатой ионной жидкостью», что обычно означает эффлюент, содержащий фосфониевую ионную жидкость, несмешиваемую с сырьем, произведенный в процессе или на стадии удаления кислоты или в ином случае содержащий большее количество экстрагированных соединений органической кислоты, чем количество экстрагированных соединений азота, содержащихся в бедной ионной жидкости. Для богатой ионной жидкости перед ее рециркуляцией на ту же или другую стадию процесса удаления кислоты может быть необходимым регенерация или разбавление, например, свежей ионной жидкостью.
Фиг.2В иллюстрирует другое воплощение зоны 100 промывки для удаления кислоты, которая включает в себя зону 200 контактирования и зону 300 разделения. В этом воплощении поток 4 бедной ионной жидкости и поток 2 углеводородного сырья вводят в зону 200 контактирования и перемешивают посредством ввода потока 2 углеводородного сырья в транспортируемый поток 4 бедной ионной жидкости, после чего объединенные потоки направляют через встроенный в трубопровод статический смеситель 155. Статические встроенные в трубопровод смесители хорошо известны в уровне техники и могут содержать трубопровод с установленными в нем внутренними элементами, такими как отражательные перегородки, ребра и каналы, которые перемешивают текучую среду по мере ее прохождения по трубопроводу. В других воплощениях, не иллюстрируемых в данном описании, поток 4 бедной ионной жидкости может быть введен в поток 2 углеводородного сырья, или же поток 4 бедной ионной жидкости и поток 4 углеводородного сырья могут быть объединены, например, с помощью Y-образного трубопровода. В другом воплощении поток 4 бедной ионной жидкости и поток 2 углеводородного сырья вводят по отдельности в статический встроенный в трубопровод смеситель 155. В следующих воплощениях указанные потоки могут быть перемешаны способом, хорошо известным в уровне техники, с использованием смесительной емкости и операций перемешивания. Смесь, содержащую углеводород и ионную жидкость, направляют в зону 300 разделения посредством передающего трубопровода 7. Зона 300 разделения содержит разделительную емкость 165, в которой обеспечивается разделение указанных двух фаз на фазу, содержащую богатую ионную жидкость, которая отводится из нижней части разделительной емкости 165 через трубопровод 8 для эффлюента, содержащего ионную жидкость, и углеводородную фазу, которую отводят из верхней части разделительной емкости 165 через трубопровод 6 для эффлюента, содержащего углеводород. Разделительная емкость 165 может представлять собой отстойник (не иллюстрируется), из которого богатая ионная жидкость отводится по трубопроводу 8. В одном воплощении в один или в оба потока, включающих поток 2 углеводородного сырья и поток 4 бедной ионной жидкости, может быть введен деэмульгатор. В другом воплощении упомянутый деэмульгатор добавляют в зоне 200 контактирования с помощью отдельного трубопровода (не показано). Согласно еще одному воплощению деэмульгатор добавляют в зоне 300 разделения или вводят в передаточный трубопровод 7 с помощью отдельного трубопровода (не показано).
Разделительная емкость 165 может содержать твердое вещество 175 и/или другие элементы для коалесцирования, которые облегчают разделение фаз. В других воплощениях зона 300 разделения может содержать ряд емкостей, которые могут быть размещены последовательно, параллельно или в комбинации указанных размещений. Разделительные емкости могут иметь любую форму и конфигурацию для облегчения разделения фаз и накапливания и удаления двух разделенных фаз. В следующем, не иллюстрируемом здесь воплощении зона 100 удаления кислоты может содержать единственный резервуар, в котором смешивают поток 4 бедной ионной жидкости и поток 2 углеводородного сырья, после чего оставляют в емкости для отстаивания с получением эффлюента, содержащего углеводородную фазу и фазу богатую ионной жидкостью. В одном воплощении способ включает, по меньшей мере, две стадии удаления кислоты. Например, эффлюент, содержащий углеводород, из одной стадии удаления кислоты может быть направлен непосредственно в качестве углеводородного сырья на вторую стадию удаления кислоты. В другом воплощении эффлюент, содержащий углеводород, из одной стадии удаления кислоты может быть очищен или обработан перед вводом в качестве углеводородного сырья на вторую стадию удаления кислоты. Следует отметить отсутствие необходимости в том, чтобы каждая зона удаления кислоты содержала оборудование одинакового типа. В различных зонах удаления кислоты могут быть использованы различное оборудование и параметры процесса.
Стадия удаления кислоты может быть осуществлена при параметрах удаления кислоты, включающих температуры и давления, достаточные для того чтобы поддерживать фосфониевую ионную жидкость, несмешиваемую с сырьем, и потоки углеводородного сырья в виде жидкостей. Например, температура на стадии удаления кислоты может находиться в интервале от 10ºС до температуры, меньшей, чем температура разложения ионной жидкости; а давление может находиться в интервале от атмосферного давления до 700 кПа (избыточное давление). Если фосфониевая ионная жидкость, не смешиваемая с сырьем, содержит более чем одну компоненту ионной жидкости, температура разложения ионной жидкости является самой низкой температурой, при которой разлагается любая из компонент ионной жидкости. Стадия удаления кислоты может быть проведена при постоянной температуре и давлении, или же контактирование и разделение на стадии удаления кислоты могут проводиться при различных температурах и/или давлениях. В одном воплощении стадию контактирования осуществляют при первой температуре, а стадию разделения осуществляют при температуре, по меньшей мере, на 5ºС ниже, чем первая температура. В примере, не ограничивающем изобретение, первая температура составляет 70ºС, а вторая температура равна 25ºС. Такие разности температуры могут облегчать разделение фаз, включающих углеводород и ионную жидкость.
Вышеуказанные и другие параметры стадии удаления кислоты, такие как продолжительность времени контактирования и перемешивания, продолжительность разделения и отстаивания и соотношение углеводородного сырья и фосфониевой ионной жидкости, несмешиваемой с сырьем (бедной ионной жидкости), могут изменяться в значительной степени, например, в зависимости от происхождения (от свойств) углеводородного сырья, кислотности углеводородного сырья, необходимой степени удаления кислоты, количества проводимых стадий удаления кислоты и от конкретного используемого оборудования. Вообще согласно расчетам время контактирования может изменяться в пределах от менее одной минуты до двух часов; период отстаивания может находиться в интервале от одной минуты до восьми часов; а массовое соотношение углеводородного сырья и бедной ионной жидкости, вводимой на стадии удаления кислоты, может находиться в интервале от 1:1000 до 1000:1. В одном воплощении массовое соотношение углеводородного сырья и бедной ионной жидкости, вводимой на стадии удаления кислоты, может находиться в интервале от 1:100 до 100:1; и массовое соотношение углеводородного сырья и бедной ионной жидкости может находиться в интервале от 1:10 до 10:1. В одном воплощении масса углеводородного сырья превышает массу ионной жидкости, вводимой на стадии удаления кислоты.
В одном воплощении более 40 мас.% кислоты может быть экстрагировано или удалено из углеводородного сырья 2 на единственной стадии удаления кислоты, при этом степень удаления кислоты определяется разностью величин общего кислотного числа (TAN) углеводородного сырья 2 и эффлюента 6, содержащего углеводород. А именно, общее кислотное число эффлюента 6, содержащего углеводород, составляет менее 60% от общего кислотного числа углеводородного сырья 2. В другом воплощении общее кислотное число углеводородного сырья 6 составляет менее 50% от общего кислотного числа углеводородного сырья 2; и общее кислотное число эффлюента 6, содержащего углеводород, может составлять менее 40% от общего кислотного числа углеводородного сырья 2. Степень разделения фаз углеводорода и ионной жидкости является другим фактором, который следует учитывать, поскольку он оказывает влияние на удаление ионной жидкости и углеводорода. Степень удаления кислоты, удаление углеводорода и ионной жидкости могут быть существенно различными в зависимости от природы углеводородного сырья, деэмульгатора, если его используют, оборудования и параметров удаления кислоты, таких как описанные выше.
При проведении стадии удаления кислоты количество воды, содержащейся в смеси из углеводорода и ионной жидкости, также может влиять на количество удаленной органической кислоты и/или на степень разделения фаз, или на удаление углеводорода и ионной жидкости. В одном воплощении смесь углеводорода и фосфониевой ионной жидкости, несмешиваемой с сырьем, характеризуется содержанием воды менее чем 10 мас.% по отношению к массе фосфониевой ионной жидкости, несмешиваемой с сырьем. В другом воплощении содержание воды в смеси углеводорода и фосфониевой ионной жидкости, несмешиваемой с сырьем, составляет менее 5 мас.% по отношению к массе фосфониевой ионной жидкости, несмешиваемой с сырьем; а содержание воды в смеси углеводорода и фосфониевой ионной жидкости, несмешиваемой с сырьем, может составлять менее 2% по отношению к массе указанной фосфониевой ионной жидкости, несмешиваемой с сырьем. В еще одном воплощении смесь углеводорода и фосфониевой ионной жидкости, несмешиваемой с сырьем, является безводной, т.е. эта смесь не содержит воду.
На фиг.1 представлена блок-схема, иллюстрирующая различные воплощения изобретения и некоторые из необязательных и/или альтернативных стадий и устройств, охватываемых изобретением. Поток 2 углеводородного сырья и поток 4 фосфониевой ионной жидкости, несмешиваемой с сырьем, вводят в зону 100 удаления кислоты, где осуществляется контактирование и разделение, с получением потока 8 эффлюента, содержащего ионную жидкость, и потока 6 эффлюента, содержащего углеводород, как это было указано выше. Поток 4 ионной жидкости может быть образован из потока 3 свежей ионной жидкости и/или потока ионной жидкости, который при осуществлении описанного выше технологического процесса направляют на рециркуляцию. Используемый по усмотрению деэмульгатор может быть добавлен в зону 100 удаления кислоты любым известным способом, например, таким как описан выше, с тем чтобы обеспечить возможность или облегчить процесс разделения фаз. В одном воплощении часть или весь поток 6 эффлюента, содержащего углеводород, направляют по трубопроводу 10 в зону 800 перегонки сырой нефти углеводородов,
По усмотрению может быть использована стадия промывки углеводорода, например, для извлечения ионной жидкости, которая захвачена или иным образом остается в потоке эффлюента, содержащего углеводород. Указанную стадию осуществляют с использованием воды для промывки или извлечения ионной жидкости из эффлюента, содержащего углеводород. В рассматриваемом воплощении в зону 400 промывки углеводорода вводят часть или весь поток 6 эффлюента, содержащего углеводород (в качестве сырья), и поток 12 воды (в качестве растворителя). Потоки эффлюента, содержащего углеводород, и воды, введенные в зону 400 промывки углеводорода, перемешиваются и разделяются с получением потока 14 промытого углеводорода и потока 16 отработавшей воды, содержащего ионную жидкость. Стадия промывки углеводорода может быть проведена подобным образом и с использованием подобного оборудования, как и при проведении других рассмотренных выше операций промывки жидкостью жидкости и экстрагирования. Различное оборудование и параметры на стадии промывки углеводорода, такие как температура, давление, временные интервалы и соотношение растворителя и сырья могут быть такими же, как оборудование и параметры в зоне удаления кислоты, но могут и отличаться от них. Как правило, рабочие параметры стадии промывки углеводорода будут находиться в пределах таких же интервалов, которые были указаны выше для параметров стадии удаления кислоты. Часть или весь поток 14 промытого углеводорода может быть направлен в зону 800 перегонки сырой нефти.
Необязательная стадия регенерации ионной жидкости может быть проведена, например, для регенерации ионной жидкости путем удаления соединения органической кислоты из ионной жидкости, т.е. снижения кислотности богатой ионной жидкости. В одном воплощении часть или весь поток 8 эффлюента, содержащий фосфониевую ионную жидкость, несмешиваемую с углеводородным сырьем, и органическую кислоту (в качестве сырья), и поток 18 регенерационного растворителя вводят в зону 500 регенерации ионной жидкости. Поток эффлюента, содержащего ионную жидкость, и поток регенерационного растворителя перемешивают и разделяют для получения потока 20 экстракта, содержащего соединение органической кислоты, и потока 22 регенерированной ионной жидкости. Стадия регенерации ионной жидкости может быть проведена подобным образом и с использованием подобного оборудования, как и при проведении других рассмотренных выше операций промывки жидкостью жидкости и экстрагирования. Различные параметры на стадии регенерации ионной жидкости, такие как температура, давление, временные интервалы и соотношение растворителя и сырья могут быть такими же, как и параметры в зоне удаления кислоты, но могут и отличаться от них. Как правило, рабочие параметры стадии регенерации ионной жидкости будут находиться в пределах таких же интервалов, которые были указаны выше для параметров стадии удаления кислоты.
В одном воплощении поток 18 регенерационного растворителя содержит углеводородную фракцию, более легкую, чем углеводород в потоке 2 углеводородного сырья. Указанная более легкая углеводородная фракция может включать в себя единственное углеводородное соединение или может включать смесь углеводородов. В одном воплощении более легкая углеводородная фракция включает в себя, по меньшей мере, одну из углеводородных фракций нафты, бензина, дизельного топлива, легкого рециклового газойля (ЛРГ) и легкого газойля коксования (ЛГК). Указанная более легкая углеводородная фракция представляет собой прямогонные фракции и/или продукты процессов конверсии, таких как гидрокрекинг, гидроочистка, крекинг в псевдоожиженном слое катализатора (FCC), риформинг, коксование и легкий крекинг.В этом воплощении поток 20 экстракта содержит регенерационный растворитель более легкого углеводорода и соединение органической кислоты. В другом воплощении поток 18 регенерационного растворителя содержит воду, а стадия регенерации ионной жидкости производит поток 20 экстракта, содержащий соединение органической кислоты, и регенерированную ионную жидкость 22, содержащую воду и фосфониевую ионную жидкость, несмешиваемую с сырьем. В одном воплощении, в котором поток 18 регенерационного растворителя содержит воду, часть или весь поток 16 отработавшей воды может обеспечить часть или весь поток 18 регенерационного растворителя. Независимо от того, будет или не будет поток 18 регенерационного растворителя содержать более легкую углеводородную фракцию или воду, часть или весь поток 22 регенерированной ионной жидкости может быть возвращен обратно на стадию удаления кислоты по трубопроводу (не показано), как это предусмотрено другими рабочими условиями проведения технологического процесса. Например, ограничение по содержанию воды в потоке 4 ионной жидкости или в смеси ионной жидкости и углеводорода в зоне 100 удаления кислоты может быть удовлетворено посредством регулирования пропорции и содержания воды в свежей и рециркуляционной ионных жидкостях.
Используемая по усмотрению стадия обезвоживания ионной жидкости иллюстрируется зоной 600 обезвоживания. Стадия обезвоживания ионной жидкости может быть использована для снижения содержания воды в одном или большем числе потоков, содержащих ионную жидкость, для контроля содержания воды на описанной выше стадии удаления кислоты. В иллюстрируемом на фиг.1 воплощении в зону 600 обезвоживания вводят часть или весь поток 22 регенерированной ионной жидкости. Хотя на фиг.1 не показано, другие потоки, содержащие ионную жидкость, такие как поток 3 свежей ионной жидкости, поток 8 эффлюента, содержащего ионную жидкость, и поток 16 отработавшей воды, также могут быть обезвожены в любой комбинации в указанной зоне 600 обезвоживания. Для обезвоживания потока или потоков ионной жидкости вода может быть удалена с помощью одного или более различных хорошо известных методов, включающих перегонку, испарение путем быстрого понижения давления и использование сухого инертного газа для удаления воды. Обычно температура обезвоживания может находиться в интервале от 100ºС до температуры, меньшей, чем температура разложения ионной жидкости, а величина избыточного давления может находиться в пределах от 35 кПа до 250 кПа. Стадия обезвоживания производит обезвоженный поток 24 ионной жидкости и поток 26 эффлюента, содержащего воду, удаленную в зоне обезвоживания. Хотя и не показано, часть или весь обезвоженный поток 24 ионной жидкости может быть направлен на рециркуляцию или направлен для обеспечения всей или части ионной жидкости, вводимой в зону 100 удаления кислоты. Часть или весь поток 26 эффлюента из зоны обезвоживания, содержащий воду, может быть направлен на рециркуляцию или для обеспечения всей или части воды, вводимой в зону 400 промывки углеводорода, и/или зону 500 регенерации ионной жидкости.
Если не оговорено иное, точное место соединения входящих и выходящих потоков в различных зонах для настоящего изобретения не является существенным. Например, из уровня техники хорошо известно, что поток, подводимый в зону перегонки, может быть направлен непосредственно в колонну или же поток может быть сначала направлен в другое оборудование в пределах этой зоны, например в теплообменники, с целью регулирования температуры и/или в насосы для регулирования давления. Подобным образом потоки, поступающие и покидающие зоны промывки или экстракции, включающие зону 100 удаления кислоты, зону 400 промывки углеводорода и зону 500 регенерации ионной жидкости, могут проходить через вспомогательное оборудование, такое как теплообменники, установленные в пределах указанных зон. Потоки, включающие потоки рециркуляции, вводимые в зоны промывки или экстракции, могут быть введены по отдельности или могут быть объединены перед их вводом в эти зоны или в пределах этих зон.
Настоящее изобретение охватывает ряд воплощений блок-схем, реализующих используемые по усмотрению назначения потоков, а также разделение потоков для того, чтобы направить одинаковые составы, т.е. определенное количество порций, в более чем одно место назначения и осуществить рециркуляцию различных потоков, участвующих в технологическом процессе. Приведенные примеры включают различные потоки, содержащие ионную жидкость, а вода может быть удалена из потока и/или направлена в другие зоны для обеспечения всей или части воды и/или ионной жидкости, необходимой в зоне их использования. Различные стадии способа могут быть осуществлены непрерывно и/или с перерывами, как это необходимо для заданного воплощения, например, исходя из количества и свойств потоков, которые подлежат обработке на этих стадиях. Как было отмечено выше, изобретение охватывает ряд стадий удаления кислоты, которые могут быть проведены параллельно, последовательно или в комбинации последовательного и параллельного их проведения. Ряд стадий удаления кислоты могут быть осуществлены в пределах одной и той же зоны удаления кислоты, и/или ряд зон удаления кислоты может быть реализован с использованием зон промывки, регенерации и/или обезвоживания или без использования этих зон.
Примеры
Примеры приведены для дополнительной иллюстрации некоторых аспектов и преимуществ изобретения, и их не следует рассматривать как ограничивающие объем изобретения.
Пример 1
Для использования в качестве углеводородного сырьевого потока была взята проба товарной Аравийской нефти среднего сорта, имеющей следующие свойства: общее кислотное число - 0,116 мг КОН/г, содержание воды - 128 ppm, содержание азота -1000 ppm, содержание серы - 2,88%. Общее кислотное число определяли по методу ASTM D-0664, стандартному методу определения кислотного числа нефтепродуктов с помощью потенциометрического титрования. Содержание воды определяли по методу ASTM D 1364-02, стандартному методу определения влаги в летучих растворителях (методу титрования реагентом Карла Фишера). Содержание азота определяли по методу ASTM D4629-02, стандартному методу определения следов азота в жидких нефтяных углеводородах при окислительном сгорании пробы, введенной шприцем, и хемилюминесцентном обнаружении. Содержание серы было определено по методу ASTM D5453-00, методу ультрафиолетовой флуоресценции.
Примеры 2-5
Проба товарной Аравийской нефти среднего сорта из Примера 1, ионная жидкость, указанная в Таблице 1, и деэмульгатор, содержащий бутанол (BPR 27330 от компании Baker Petrolite Corporation), в массовом соотношении Аравийской нефти среднего сорта к ионной жидкости и деэмульгатору 1:0,5:0,05 были перемешаны при избыточном давлении 43 кПа и частоте вращения 300 об./мин мешалки в течение двух часов, используя электроплитку магнитной мешалки с цифровым управлением. В Примерах 3 и 4 смешивание проводили при 50ºС, а в Примерах 2 и 5 - при 70ºС. После прекращения перемешивания полученные смеси были подвергнуты центрифугированию в течение 5 минут при 25ºС, и затем одна проба углеводородной фазы (эффлюент, содержащий углеводород) была отобрана с помощью стеклянной пипетки и подвергнута анализу для определения общего кислотного числа по методу ASTM D-0664. Результаты сопоставлены в Таблице 1.
Пример 2 показывает, что процессы, соответствующие изобретению, использующие фосфониевую ионную жидкость, несмешиваемую с углеводородным сырьем, могут обеспечить удаление до 80% органических кислот из углеводорода, определяемое по общим кислотным числам углеводородного сырья и эффлюента. Пример 2 относится к нещелочной ионной жидкости. В то же время сравнительные Примеры 3-5, использующие нещелочные ионные жидкости, содержащие имидазолиний и пиридиний, не обеспечивали удаление органических кислот из углеводородного сырья при используемых рабочих параметрах, а приводили к фактическому увеличению общего кислотного числа углеводорода.
Реферат
Изобретение относится к способу снижения кислотности углеводородного сырья, включающему: (a) контактирование углеводородного сырья, содержащего органическую кислоту, с фосфониевой ионной жидкостью, несмешиваемой с углеводородным сырьем, включающей тетрабутилфосфоний метансульфонат, с получением смеси, содержащей углеводород и данную жидкость; (b) разделение смеси с получением эффлюента, содержащего углеводород, и эффлюента, содержащего фосфониевую ионную жидкость, содержащую органическую кислоту. Кроме того, способ включает контактирование эффлюента, содержащего ионную жидкость, с регенерирующим растворителем и отделение эффлюента, содержащего ионную жидкость, от регенерирующего растворителя с получением потока экстракта, содержащего органическую кислоту, и потока регенерированной ионной жидкости, содержащий фосфониевую ионную жидкость, несмешиваемую с сырьем, где регенерирующий растворитель содержит воду, а поток регенерированной ионной жидкости, дополнительно содержит воду и где эффлюент, содержащий углеводород, содержит фосфониевую ионную жидкость, несмешиваемую с сырьем, дополнительно включающий промывку, по меньшей мере, части эффлюента, содержащего углеводород, водой с получением эффлюента, содержащего промытый углеводород, и потока отработавшей воды, при этом поток отработавшей воды содержит фосфониевую ионную жидкость, несмешиваемую с сырьем; при этом, по меньшей мере, часть потока отработавшей воды является, по меньшей мере, частью регенерирующего растворителя. Предлагаемый способ может обеспечить удаление до 80 % органических кислот из углеводорода. 9 з.п. ф-лы, 2 ил., 5 пр., 1 табл.
Формула
(a) контактирование углеводородного сырья, содержащего органическую кислоту, с фосфониевой ионной жидкостью, несмешиваемой с углеводородным сырьем, с получением смеси, содержащей углеводород и фосфониевую ионную жидкость, несмешиваемую с углеводородным сырьем;
(b) разделение смеси с получением эффлюента, содержащего углеводород, и эффлюента, содержащего фосфониевую ионную жидкость, несмешиваемую с углеводородным сырьем, содержащую органическую кислоту; и
(c) необязательное добавление деэмульгатора, по меньшей мере, на одной из указанных стадии (а) контактирования и стадии (b) разделения;
где фосфониевая ионная жидкость, несмешиваемая с углеводородным сырьем, включает тетрабутилфосфоний метансульфонат; и
где кислотность углеводорода уменьшается, по меньшей мере, на 65-70% исходя из общих кислотных чисел углеводородного сырья;
дополнительно включающий контактирование эффлюента, содержащего ионную жидкость, с регенерирующим растворителем и отделение эффлюента, содержащего ионную жидкость, от регенерирующего растворителя с получением потока экстракта, содержащего органическую кислоту, и потока регенерированной ионной жидкости, содержащий фосфониевую ионную жидкость, несмешиваемую с сырьем, где регенерирующий растворитель содержит воду, а поток регенерированной ионной жидкости дополнительно содержит воду и где эффлюент, содержащий углеводород, содержит фосфониевую ионную жидкость, несмешиваемую с сырьем, дополнительно включающий промывку, по меньшей мере, части эффлюента, содержащего углеводород, водой с получением эффлюента, содержащего промытый углеводород, и потока отработавшей воды, при этом поток отработавшей воды содержит фосфониевую ионную жидкость, несмешиваемую с сырьем; при этом, по меньшей мере, часть потока отработавшей воды является, по меньшей мере, частью регенерирующего растворителя.
Комментарии