Устройство для снятия теплового напряжения в охлаждаемых орошением элементах печей - RU2074345C1
Код документа: RU2074345C1
Чертежи












Описание
Настоящее изобретение относится к области металлургии, а более точно к устройству для снятия теплового напряжения в охлаждаемых орошением элементах печей. Оно может быть использовано в плавильных печах, например дуговых электропечах.
Охлаждаемые орошением электропечи, типа раскрытых в патентах США N 4715042 и N 4815096 включают в состав своей конструкции устройства охлаждения путем орошения составных элементов сборки корпуса печи, например, потолочных сводов и боковых стенок, которые выполнены в виде единых и цельных блоков, с общей конфигурацией усеченного конуса в случае потолочных сводов и цилиндра или овального цилиндра в случае боковых стенок печи либо иных элементов сборки печи. Вследствие геометрии печных электродов и кислородной фурмы, неравномерностей в нагревании печи и других факторов определенная зона поверхности охлаждаемого орошением элемента конструкции печи может подвергаться воздействию необычайно высоких температур и претерпевать термическое напряжение с риском разрушения материала в указанной зоне.
Из патента США N 4849987 известно устройство для снятия теплового напряжения в охлаждаемых орошением элементах печей, содержащее единый формирующий закрытую полость элемент конструкции печи с охлаждаемой орошением внутренней цельной стальной пластиной, одна сторона которой обращена в рабочее пространство печи, расположена на расстоянии от массы расплавленного металла и подвержена воздействию тепловой энергии, излучаемой из рабочего пространства печи.
Патент США N 4849987 предлагает комбинацию лево- и правосторонней системы свода печи применительно для электродуговой или иной печи, имеющей свод, съемный в любом направлении: по часовой или против часовой стрелки. Система свода охлаждается орошением хладагента и включает в себя систему дренирования хладагента, разделенную по меньшей мере на два сегмента имеющую противолежащие впуски для доступа отработанного хладагента. Две пары соседних выпусков для хладагента предназначены для подсоединения насоса для сбора хладагента в зависимости от направления снятия свода, а каждый выход в каждой паре совмещен с несходным сегментом дренажной системы. Съемный U-образный трубопровод соединяет два выхода пары, отсоединенной от насоса для сбора хладагента. Хладагент может перетекать от одного впуска прямо через единственный сегмент дренажной системы и отводиться от свода печи через один из подключенных выходов. Хладагент может перетекать независимо от противоположного впуска через U-образный трубопровод и другой дренажный сегмент и отводиться от свода через другой подсоединенный выход.
Поскольку вышеупомянутые печные системы имеют единоблочные конструктивные элементы из углеродистой стали, применять допускающие замену съемные секции или панели с различной, например, повышенной теплопроводностью для решения вышеуказанной проблемы не представляется возможным.
Ввиду вышеизложенного техническим результатом настоящего изобретения является создание устройства для снятия теплового напряжения в охлаждаемом орошением стальной конструктивном элементе печи.
Результат достигается тем, что в устройстве для снятия теплового напряжения в охлаждаемых орошением элементах печей, содержащем единый формирующий закрытую полость элемент конструкции печи с охлаждаемой орошением внутренней цельной стальной пластиной, одна сторона которой обращена в рабочее пространство печи, расположена на расстоянии от массы расплавленного металла и подвержена воздействию тепловой энергии, излучаемой из рабочего пространства печи, согласно изобретению имеется стальная рамка, выполненная с толщиной, равной толщине внутренней стальной пластины, совмещенной с рамкой и примыкающей к ней по внешней периферии медной пластиной, приваренной по всей ее внешней периферии к стальной рамке с образованием между рамкой и медной пластиной водогазонепроницаемого уплотнения, при этом во внутренней стальной пластине в месте, подверженном действию высокотемпературному напряжению выполнен вырез, во внутренней области которого плотно установлена и приварена к стальной пластине по всему периметру выреза стальная рамка с медной пластиной.
Предпочтительно, чтобы стальная рамка и медная пластина были выполнены с кривизной, равной кривизне внутренней стальной пластины.
Целесообразно в качестве формирующего закрытую полость элемента использовать свод печи, имеющий форму усеченного конуса.
Можно также в качестве формирующего закрытую полость элемента использовать цилиндрическую боковую стенку печи.
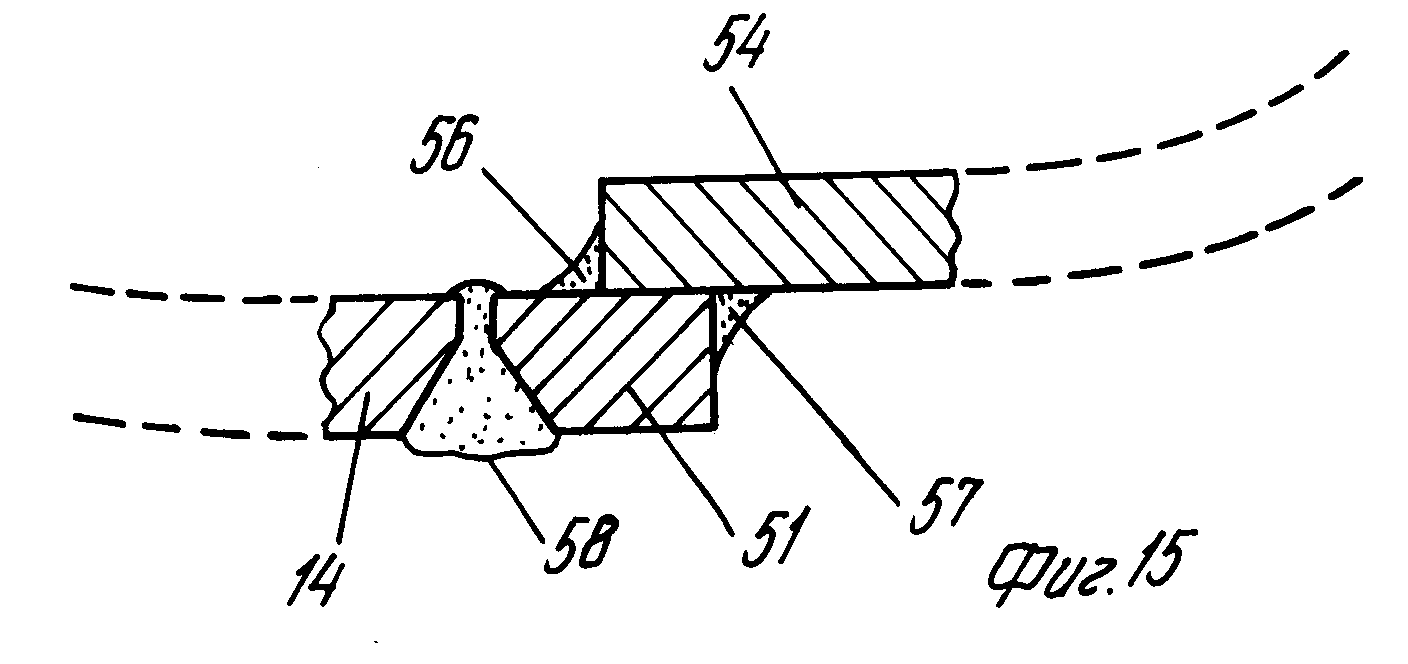
На фиг. 1 представлен вертикальный вид сбоку типичной конструкции дуговой электропечи; на фиг. 2 вид сверху, с частичным разрезом электропечи, изображенной на фиг. 1; на фиг. 3 вертикальная проекция, частично в разрезе, торца электропечи, изображенной на фиг. 1; на фиг. 4 увеличенное частичное изображение части сечения, показанного на фиг. 3; на фиг. 5 поперечный разрез по линии 2а-2а на фиг. 2; на фиг. 6 частичная вертикальная проекция, взятая в направлении, перпендикулярном к внутренней пластине свода печи, представленного на фиг. 5; на фиг. 7 вырез в пластине, показанной на фиг. 6; на фиг. 8 стальная рамка, используемая в варианте воплощения настоящего изобретения, показанном на фигуре 7; на фиг. 9 рамка, показанная на фиг. 8 с медной пластиной, совмещенной с рамкой; на фиг. 10, 11, 12, 13 конфигурация сварных деталей и швов, показанных на фиг. 9; на фиг. 14 устройство, согласно настоящему изобретению, установленное посредством сварки на место в охлаждаемую орошением пластину; на фиг. 15 сварные швы, показанные на фиг. 14.
Фигуры 1, 2 и 3 иллюстрируют производственную установку охлаждаемой орошением электродуговой печи типа представленной в патенте США N 4849987. Охлаждаемый водой круглый, в виде купола, печной свод 1 поддерживается конструкцией мачты 2 в слегка приподнятом положении непосредственно над ободом 3 резервуара 4 дуговой электропечи. Как видно из фигур 1 и 2, печной свод 1 представляет собой единый формирующий закрытую полость элемент конструкции печи купол, выполненный в форме усеченного конуса, который крепится цепями, тросами или прочими элементами 5 для подъема купола, к кронштейнам 6 и 7 мачты 2, которые простираются горизонтально, исходя от мачтовой опоры 8. Опора 8 может поворачиваться вокруг оси 9, имеющейся на верхнем торце стойки 10 вертикальной мачты для поворота купола 1 в горизонтальной плоскости в сторону от корпуса печи с целью освобождения доступа к открытому верху печного резервуара 4 во время загрузки печи и других случаев как в процессе работы печи, так и после него. Во время работы печи электроды 11 опускают через дельтообразно расположенные отверстия в центре окна 12 купола во внутреннюю полость печи, чтобы получить генерируемую электрической дугой теплоту для расплавления завалки/шихты. Выхлопное отверстие 13 служит для отвода дыма, возникающего во время работы печи, из внутренней полости печи.
Печной агрегат смонтирован на качающихся опорах или иных приспособлениях (не показаны), позволяющих наклонять резервуар 4 в любую сторону для слива шлака и расплавленной стали.
Система печного свода, представленная на фигурах 1, 2 и 7, установлена для левосторонней работы, вследствие чего механизм мачты 2 может приподнимать купол свода 1 печи и смещать его в горизонтальной плоскости против часовой стрелки (если смотреть сверху), полностью открывая доступ к ободу 3 резервуара 4 печи, хотя это не является существенным для настоящего изобретения, которое применимо ко всем типам электрических печей или печей иного типа, где имеются охлаждаемые орошением поверхности.
Свод 1 печи в нижней своей части имеет цельную внутреннюю стальную пластину 14, одна сторона которой обращена в рабочее пространство печи, расположена на расстоянии от массы расплавленного металла и подвержена воздействию тепловой энергии, излучаемой из рабочего пространства печи.
Для предотвращения скопления чрезмерного количества тепловой энергии на этой пластине 14 используется устройство для снятия теплового напряжения в охлаждаемых орошением элементах печей, показанное под позицией 15 на фигурах 3 и 4 для боковой стенки 16 печи, выполненной в форме единой цельной цилиндрической оболочки. Под этим устройством 15 в кольце жаростойкой футеровки 17 содержится масса жидкого металла 18. В данном устройстве 15 для охлаждения используется жидкий холодильный агент, такой как вода или другая подходящая жидкость для поддержания свода печи, ее боковой стенки или иного единого формирующего закрытую полость элемента при приемлемом значении температуры разогрева. Предпочтительными являются устройства в вышеупомянутых патентах США N 4715042, N 4815096 и N 4849987. Входная трубка 19 и выводные трубки 20 и 21 образуют охладительное соединительное средство на представленной системе печного свода, предназначенной для левосторонней работы.
Наружная циркуляционная система (не показана) использует подающую хладагент трубку 22 и отводящие хладагент трубки 23 и 24 соответственно для подачи хладагента к и отвода хладагента от охладительного соединительного средства свода 1 как показано на фиг. 1-3.
Система циркуляции холодильного агента обыкновенно включает в себя устройство подачи хладагента и устройство сбора хладагента, а также может содержать средство рециркуляции хладагента.
С помощью быстроразъемного соединительного элемента или иного аналогичного средства гибкий шланг 25 соединяет трубку 22 подачи хладагента со входной трубкой 19 для хладагента, расположенных на периферии свода 1. Как видно на фигурах 2 и 5. Трубка 19 ведет ко входной кольцеобразной распределительной трубке 26, опоясывающей центральное дельтообразное отверстие во внутренней полости свода 1, в которой нет избыточного давления, или ведет ко входному распределителю 26, проходящему вокруг по корпусу 3 печи, как показано на фиг. 3. Множество питательных трубок 27 ответвляются радиально от распределителя 26, наподобие спиц колеса, подавая хладагент в разные секции внутренней полости 28 купола печи. Множество разбрызгивающих сопл 29 выступают вниз из разных точек на каждой питательной трубке 27 и направляют хладагент путем разбрызгивания или мельчайшими капельками на верхнюю сторону нижних пластин 14 свода 1 печи, которые имеют постепенный уклон вниз от центральной части свода 1 к его периферии. Охлаждающее воздействие разбрызгиваемого хладагента на нижнюю стальную пластину 14 свода 1, а также на внешнюю сторону стальной боковой стенки поверхности 16 корпуса 3 печи позволяет поддерживать температуру на них и заранее заданных пределах, которую желательно иметь ниже точки кипения холодильного агента (100oC, в случае воды).
После разбрызгивания по нижним пластинам 14 свода 1 холодильный агент свободно стекает под действием сил гравитации наружу по верху нижних пластин 14 и проходит через сточные отверстия 30, 31 и 32 дренажной системы. Показанная на чеpтеже дренажная система представляет собой многоходовой коллектор, выполненный из трубки прямоугольного сечения или подобной тому, разделенный на сегменты 33 и 34. Аналогичная дренажная система (не показана) устроена и в цилиндрическом корпусе 13 печи. Как видно из фиг. 2, дренажные отверстия 30 и 31 расположены на противоположных сторонах купола. Дренажный коллектор принимает форму закрытого канала, пролегающего вокруг внутренней полости периферийной зоны купола печи на уровне или ниже нижних пластин 14, и разделен перегородками или стенками 35 и 36 с образованием отдельных дренажных сегментов 33 и 34. Сегмент 33 дренажного коллектора соединяет дренажные отверстия 30, 31 и 32 с выводным патрубком 20 для хладагента. Сегмент 34 дренажного коллектора свободно сообщается с сегментом 33 благодаря соединительному средству 37, соединяя дренажные отверстия 30, 31 и 32 с выводным патрубком 21. Гибкий дренажный шланг 38 соединяет выход 20 с дренажной трубкой 23 для отвода собранного хладагента, тогда как гибкий дренажный шланг 39 соединяет выход 21 с дренажной трубкой 24 также для отвода хладагента. Быстроразъемные (или другого типа) соединительные элементы можно использовать для сочленения шлангов и трубок (патрубков). В устройстве для сбора холодильного агента, к которому подключены дренажные трубки 23а и 24, предпочтительно используют струйный насос или иное откачивающее средство с целью быстрого и эффективного дренажирования холодильного агента из свода 1. Может быть использовано любое другое подходящее средство, способствующее отводу холодильного агента из свода 1 или корпуса 3 печи.
Хотя и не применимое при левосторонней работе агрегата купола печи, как это показано на фигурах 1, 2, 7, 8, однако, имеется и может быть использовано второе устройство для подачи и отвода холодильного агента, пригодное для случая правостороннего смещения системы печного свода 1 Это второе устройство правостороннего подключения соединительных шлангов для хладагента включает в себя входную трубку 40 и выпускные патрубки 41, 42 Левые и правые соединительные элементы для хладагента находятся на противоположных сторонах свода 1 относительно линии, проходящей через точку оси поворота мачты 9 и центр свода 1, располагаясь на смежных секторах купола. Как и в случае левой входной трубки 19, правая входная трубка 40 подсоединена ко входному дистрибьютору, или многопоточному распределительному устройству 26. Как и в случае левых выходных патрубков 20, 21, правые выходные патрубки 41 и 42 связаны с раздельными сегментами 33 и 34 дренажного коллектора для хладагента, который разделен перегородкой 36. Для предотвращения утечки хладагента через правые соединительные элементы при левостороннем смещении свода 1 настоящим изобретением также предусмотрены колпачки или заглушки, герметично закупоривающие отдельные входы и выходы хладагента. Так, входную трубку 40 можно заглушить колпачком 43. Съемный U-образный трубопровод или трубчатый соединитель 37 соединяет и уплотняет отдельные выходные отверстия 41 и 42, предотвращая утечку хладагента из купола и обеспечивая непрерывность потока между дренажно-коллекторными сегментами 33 и 34 вокруг перегородки 36. Когда дренажирующий хладагент находится под всасыванием, соединительный патрубок 37 предотвращает попадание атмосферного воздуха в эти дренажно-коллекторные секции.
Во время работы печи со сводом, установленным на левостороннюю передачу и прием хладагента, холодильный агент будет поступать от устройства циркуляции через трубопровод 22, гибкий шланг 15, во входную трубку 19, а затем хладагент будет разбрызгиваться через элементы, связанные с кольцевым распределителем 26 по всей внутренней полости купола. Входная трубка 40, также подсоединенная к кольцевому распределителю 26, зарезервирована для работы при правостороннем подключении хладагента к куполу, и поэтому пока будет закрыта заглушкой 43. После того, как холодильный агент разбрызгивается из сопел 29, устроенных на питательных трубках 27 и, стекая по пластине 14, охлаждает низ купола, этот отработанный хладагент собирается и принимается через дренажные отверстия 30, 31 и 32 в дренажный коллектор, проходящий кольцом по периферии свода 1, откуда хладагент выходит через выпускные патрубки 20, 21. Как видно из фиг. 2 холодильный агент, сливающийся через отверстия 30, 31 и 32, устроенные в сегменте 33 дренажного коллектора, может выходить из купола печи непосредственно через выпускной патрубок 20 и далее через гибкий шланг 38 в дренажный трубопровод 23, ведущий в главный коллектор хладагента (не показан), где он подлежит регенерации или кондиционированию с помощью технических средств этого главного коллектора. Холодильный агент, сливающийся через отверстия 30, 31 и 32 в сегмент 33 дренажного коллектора, может также перетекать через выпускной патрубок 42, U-образный соединительный патрубок 37, и обратно через выпускной патрубок 41 в коллекторный сегмент 34, чтобы обойти перегородку 36. Затем холодильный агент будет стекать из дренажного коллекторного сегмента 34 через выпускной патрубок 21, гибкий шланг 39, и далее по дренажному трубопроводу 24 в блок главного коллектора хладагента. Правосторонние выпускные патрубки 41 и 42 не используются для прямого слива хладагента из купола, а составляют часть схемы дренажирования посредством введения U-образного патрубка 37. После того как хладагент выведен из полости купола, его можно куда-либо слить или направить обратно в купол с помощью системы рециркуляции этого холодильного агента. Левосторонние соединительные элементы 19, 20 и 21 для подачи и отвода хладагента расположены на своде 1 рядом с конструкцией мачты 2, что сводит к минимуму длину гибких соединительных шлангов. Если на воображаемом циферблате часов мачта 2 занимает позицию, соответствующую цифре 6 часов, то указанные левосторонние соединительные патрубки приходятся на позиции цифр 7-8 часов.
Охлаждаемая орошением система, наподобие вышеописанной, может быть применена в печах для получения расплавленного материала, либо в конструкциях их куполов, как это было описано выше, либо в конструкциях других компонентов, таких как стальные боковые стенки 16 печей, показанные на фигурах 3 и 4, и в прочих охлаждаемых орошением компонентах печных систем, таких, например, как стальные воздуховоды для выноса газов из печи.
При работе вышеописанной печной системы, охлаждаемый орошением единый элемент конструкции печи, такой например, как стальная внутренняя пластина 14 (фиг. 2, 3, 5 свода печи, выполненного из углеродистой стали имеющего форму усеченного конуса или цилиндрическая боковая стенка 16 печи из углеродистой листовой стали, показанная на фиг. 3 и фиг. 4, могут подвергаться воздействию значительно больших количеств лучистой тепловой энергии, исходящей от электрической дуги или пламени внутри печи над массой жидкого металла 18 и показанной под позицией 44, когда электроды находятся над плоской порцией расплавленного металла 18 или, как показано под позицией 45 когда электроды начинают входить, пробивая себе путь, в завалку 46 металлолома. Эти условия приводят к повышенным температурам и термическому напряжению на одном участке или в области элементов конструкции печи по сравнению с их другими частями. Такое обстоятельство может иметь место из-за относительного положения печных электродов, кислородной фурмы и других неравномерностей в рабочих режимах печи.
Случай такого высокого термического напряжения, как пример, представлен в области 47, показанной на фиг. 6, которая подвергается усиленному воздействию лучистой энергии 45, а также высокое термическое напряжение имеет место на пластине 14 (фиг. 5) и на боковой цилиндрической стенке 16 рабочей полости печи, показанному на фиг. 3. Возникновение условия высокого температурного напряжения или перегрева области 47 можно обнаружить посредством рутинного наблюдения за температурой либо путем внешнего осмотра, либо во время остановки печи, что может выявить легкое вздутие или эрозию в области 47 охлаждаемой орошением внутренней стальной пластины 14 или стенки 16. Такое "вздутие" или эрозия пластины 14 указывает место высокого термического напряжения. Охлаждаемые орошением внутренние пластины 14 или стенка 16 являются по существу сплошными цельными листовыми структурами из углеродистой стали, которые формируют путем сваривания вместе отдельных фигурных деталей из стального листа с использованием обыкновенных способов сварки углеродистой стали, таких как электродная сварка или дуговая сварка металлическим плавящимся электродом в среде инертного газа, которые хорошо известны и легко применимы при создании сплошных стальных листовых конструкций типа охлаждаемых орошением пластин 14 свода в форме усеченного конуса и цилиндрической пластины 16 внутренней боковой стенки корпуса печи. В типичных случаях эти внутренние (т.е. обращенные внутрь рабочей полости печи) пластины сделаны из углеродистой стали толщиной 3/8 5/8 дюйма (9, 5-15,8 мм), и обычно берется лист шириной в несколько футов (1 фут30,4 см), и длиной в несколько ярдов (1 ярд=91,4 см) и доводится до требуемой конфигурации купола или округлости корпуса печи. Согласно практике настоящего изобретения во время периода "остановки" печи выполняют вырез 48 во внутренней стальной пластине 14 с удалением из нее части 47, подвергнутой действию высокотемпературного напряжения и обнаруженной, например, по признакам вздутия и эрозии, оставив прямоугольный вырез 48 (фиг. 7), показанную под символом 49 на фиг. 5 и фиг. 6, которая может иметь небольшие округления 50 на углах для снятия напряжения.
Вырез 48 в стальной пластине 14 или боковой стенке 16 можно выполнить, пользуясь обыкновенным газовым резаком для углеродистой стали, например, электродуговой горелкой для плазменно-механической обработки или ацетиленовой горелкой. Чтобы решить проблему высокотемпературного напряжения на участке 47 стальной пластины 14, расположенного над массой жидкого металла 18, из листа углеродистой стали вырезают цельную рамку 51 (фиг. 8), предпочтительно той же толщины, какую имеет пластина 14 или боковая стенка 16, с помощью например, режущей горелки, причем внешние размеры периферии 52 рамки 51 выполняют такими, чтобы рамка 51 тесно входила внутрь выреза 48 в пластине 14, оставляя лишь узкое периферийное пространство 53, достаточное для того, чтобы приварить рамку 51 к пластине 14, как это описано ниже. При этом используют медную пластинку 54 толщиной равной толщине рамки 51 и с такими размерами, чтобы ее внешняя периферийная часть 55 примыкала, а в конкретном варианте выполнение конструкции перекрывала внахлестку часть стальной рамки 51, будучи совмещенной с ней, как показано на фиг. 9 и на фиг. 10. Добившись правильной накладки и совмещения медной пластинки 54 с рамкой 51, полученное устройство помещают горизонтально в термостатируемую печь, лучше из огнеупорного кирпича для сварки медной пластинки 59 с рамкой 51 из углеродистой стали. В печи из огнеупорного кирпича указанное устройство нагревают до температуры 800o по Фаренгейту (что соответствует 426oC), и при этой температуре, применяя дуговую сварку никелевым или медным штучным плавящимся электродом в среде инертного газа, делают сварной шов 56 и 57, соединяющий медную пластину 54 со стальной рамкой 51, как это показано на фиг. 10 и фиг. 11. Медную пластину 54 приваривают по всей ее внешней периферии к стальной рамке 51 таким образом, что между ними образуется водогазонепроницаемое уплотнение или герметичные швы. После наложения швов 56 и 57 на периферийную часть медной пластинки 54, которая соприкасается "внахлест" с рамкой 51, полученный сварной узел, состоящий из рамки 51 и пластины 54 можно с плотной посадкой вставить в вырез 48 на пластине 14 из углеродистой стали, и рамку 51 приварить к пластине 14, являющейся единым элементом печной системы, как это показано под позицией 58 на фиг. 14 и фиг. 15, причем без необходимости предварительного нагрева применения специальных способов, требуемых при сварке меди со сталью. Благодаря применению вышеописанного устройства, предложенного настоящим изобретением, медная пластина 54, обладая более высокой теплопроводностью чем сталь снимает термическое напряжение в месте концентрации высокотемпературной лучистой тепловой энергии, а стальная рамка 51 легко вваривается в стальной элемент конструкции корпуса или купола плавильной печи. Кроме того, относительная близость значений коэффициента теплового расширения у меди и углеродистой стали устраняет проблемы теплового расширения. На фиг. 12 представлена альтернативная конфигурация сварного шва, где стальная рамка 51 и медная пластина 54 установлены на одной горизонтали, а их противолежащие кромки 59 и 60 подготовлены к принятию стыкового шва 61. Для облегчения приваривания медной пластины 54 к рамке 51 из углеродистой стали последнюю предварительно снабжают наплавкой никеля, что показано в виде слоя 62 на фиг. 13, наплавку осуществляют путем нанесения присадочного прутка или сварочной проволоки. Такой слой 62 никеля будет служить ингибитором миграции железа из рамки 51 в шов и, таким образом, обеспечивается однородность, целостность и сплошность структуры сварного шва. В предпочтительном варианте конструкции рамке 52 и пластине 54 придана такая форма, что они имеют одинаковую степень кривизны с частью стальной пластины 14, которую заменяют, так что во время монтажа узел стальной рамки 52 медной пластины 54 и стальной пластины 14 (состоящий из корпуса печи) образуют сплошную листовую структуру по существу той же формы, какую имела первоначальная стальная пластина 14.
В типичном случае рамку 52 формируют из нелегированной углеродистой листовой стали толщиной от 3/8 до 5/8 дюйма (9,5-15,8 мм), причем ширина рамки 52 выбирается приблизительно 3 дюйма (76,2 мм). Медная пластина 54 выбирается обычно толщиной 1/2 дюйма (12,7 мм), а узел, состоящий из рамки 52 медной пластины 54 может быть изготовлен заранее в подходящих размерах, например, 2 фута на 2 фута (60,9 см х 60,9 см) или 3 фута на 3 фута (91,4 см х 91,4 см), чтобы быть готовым к любому моменту в случае необходимости и быть вставленным в вырез 48 в стальном элементе конструкции корпуса или купола плавильной печи, который в типовом варианте имеет диаметр 10-30 футов (т. е. 304-914 см) и высоту 5-15 футов (т.е. 152-457 см), и быть приваренным к нему.
Реферат
Использование: в области черной металлургии, конкретнее, в плавильных печах, например, дуговых электропечах для снятия теплового напряжения в охлаждаемых орошением элементах печей. Сущность изобретения: устройство для снятия теплового напряжения в охлаждаемых орошением элементах печей содержит единый формирующий закрытую полость элемент 58 конструкции печи с охлаждаемой орошением внутренней цельной стальной пластиной 14, стальную рамку 51, выполненную с толщиной, равной толщине внутренней стальной пластины 14. С рамкой 51 совмещена медная пластина, приваренная к ней по внешней периферии 55 с образованием между рамкой 51 и медной пластиной водогазонепроницаемого уплотнения. Во внутренней стальной пластине 14 в месте, подверженном действию высокотемпературного напряжения выполнен вырез 48, во внутренней области которого плотно установлена и приварена к стальной пластине по всему периметру выреза стальная рамка 51 с медной пластиной. 3 з.п.ф-лы, 15 ил.

Комментарии