Анкерная сетка для противоэрозионного покрытия - RU2773206C2
Код документа: RU2773206C2
Чертежи
Описание
Настоящее изобретение относится к металлической анкерной сетке, предназначенной для прикрепления к металлической стенке резервуара установки переработки для обеспечения возможности закрепления противоэрозионного покрытия.
Одна предполагаемая область применения, в частности, но не исключительно, представляет собой установки крекинга с псевдоожиженным катализатором FCC.
Установки крекинга с псевдоожиженным катализатором, или иными словами установки каталитического крекинга жидких топлив в кипящем слое, обеспечивают преобразование тяжелых фракций с длинными углеводородными цепями в более легкие фракции в присутствии катализатора. Следовательно, катализатор циркулирует в псевдоожиженном слое, со скоростями, которые иногда являются высокими, между реактором и регенератором при температурах в диапазоне от 450°С до 750°С при низком давлении. В стабильном состоянии температура реактора составляет по существу от 510°С до 540°С, тогда как температура регенератора составляет от 730°С до 760°С. Поэтому металлическая стенка реактора, регенератора и их внутреннего оборудования, а именно циклонов, сепараторов или распределителей воздуха, покрыта покрытием, предназначенным для их защиты от эрозии, вызванной перемещениями загруженного катализатора. Выше по потоку относительно реактора внутренняя стенка питающего лифт-реактора и внутренняя стенка циклонов, расположенных ниже по потоку, также могут быть покрыты покрытием. Это покрытие представляет собой композитный материал, содержащий бетон и металлическую анкерную сетку.
Таким образом, металлическая анкерная сетка приварена к металлической стенке с образованием ячеек, которые могут вмещать бетон. Указанная металлическая анкерная сетка содержит несколько гофрированных продольных базовых компонентов, последовательно соединенных друг с другом посредством гребней их гофров с образованием, соответственно, цилиндрических поверхностей, способных образовывать ячейки. Продольные базовые компоненты обычно выполнены из стальной полосы и соединены друг с другом посредством скрепления скобами. Для этого на гребнях гофрированных базовых компонентов чередующимся образом предусмотрены лапки для скобового соединения и отверстия для скобового соединения, созданные во время одной операции перфорации/штампования. Затем базовые компоненты последовательно располагаются параллельно друг другу, соответствующим образом смещаясь на половину их шага так, что лапки для скобового соединения могут входить в отверстия для скобового соединения. Затем лапки для скобового соединения загибаются по направлению друг к другу для скрепления базовых компонентов вместе и таким образом образуют сетку. Затем сетку накладывают на металлическую стенку таким образом, что поверхность кромки гофрированных базовых компонентов входит в контакт с металлической стенкой, затем внутри ячеек образуют сварные швы между базовыми компонентами и металлической стенкой для закрепления сетки на металлической стенке.
Также, гофрированные базовые компоненты, для каждого из гофров и на расстоянии от гребней гофров, имеют язычки, выступающие из них, и которые, следовательно, проходят в ячейки при образовании сетки. Таким образом, эти язычки обеспечивают большую прочность бетона вслед за застыванием бетона после его нанесения на ячейки и проталкивания в них. В частности, ссылка может быть сделана на документ FR 3028307, в котором описана анкерная сетка, содержащая подобные язычки.
Эти язычки также образуются во время одной операции перфорации/штампования полоски. Таким образом, в продольном направлении полоски образуется продолговатый разрез, который прерывается на одном конце разреза, и форма разреза сгибается вокруг указанного конца. Вырезанная изогнутая форма образует выступающий язычок, при этом образуется продолговатый прорез. Образованный таким образом продолговатый прорез также способствует закреплению бетона в сетке.
Язычки играют большую роль в закреплении бетона в сетке, однако также усложняют приваривание сетки к металлической стенке. Кроме того, это способствует окклюзии воздуха во время нанесения бетона и, в дальнейшем, образованию газовых карманов и, в результате, коррозии или осаждению кокса.
Поэтому одна возникшая проблема, которую должно решить настоящее изобретение, заключается в предоставлении анкерной сетки, которую можно легко реализовать и закрепить на металлической стенке. Еще одна проблема заключается в предоставлении такой анкерной сетки, которая препятствует разрушению противоэрозионного покрытия во время работы.
Для этого предлагается металлическая анкерная сетка, предназначенная для закрепления на металлической стенке резервуара установки крекинга с псевдоожиженным катализатором с образованием ячеек, в которых может быть размещено противоэрозионное покрытие, которое защищает указанную металлическую стенку, при этом указанная металлическая анкерная сетка содержит несколько гофрированных базовых компонентов, последовательно соединенных друг с другом с образованием цилиндрических поверхностей, способных, соответственно, образовывать указанные ячейки, при этом каждая из указанных цилиндрических поверхностей имеет центральную ось симметрии, при этом каждый из гофрированных базовых компонентов из числа указанных нескольких гофрированных базовых компонентов содержит выступающие язычки, при этом указанные выступающие язычки могут соответствующим образом проходить в указанные ячейки. Указанные язычки проходят на длину, составляющую менее одной четверти от расстояния, проходящего между указанной цилиндрической поверхностью и указанной центральной осью симметрии указанной цилиндрической поверхности.
Таким образом, один признак настоящего изобретения заключается в использовании коротких язычков, длина которых составляет менее одной четверти от расстояния, проходящего от цилиндрической поверхности до центральной оси симметрии этой цилиндрической поверхности. Следует отметить, что цилиндрическая поверхность проходит от поверхности, образованной посредством образующей, поддерживаемой закрытой кривой направляющей, образуя центр. В результате, поперечное сечение цилиндрической поверхности не обязательно является круглым, и является, например, шестиугольным, как будет представлено далее в описании. Следовательно, центральная ось симметрии пересекает указанный центр и проходит параллельно образующим.
Таким образом, проще приварить сетку к металлической стенке резервуара через ячейки. Кроме того, если сетке, например, необходимо придать форму в соответствии с вогнутой металлической стенкой, риск того, что свободный конец язычков войдет в контакт с указанной металлической стенкой устраняется. Кроме того, бетон может наноситься на ячейки и проталкиваться в них без окклюзии воздуха. Таким образом, посредством использования коротких язычков при работе при температурах выше 700°С, амплитуда относительного расширения бетона и язычков меньше и, в результате, снижаются риски растрескивания покрытия.
Можно видеть, что сетка согласно настоящему изобретению не обязательно содержит язычки во всех своих ячейках.
Все же более преимущественно, чтобы указанные язычки проходили на длину, составляющую менее одной пятой от расстояния, проходящего между указанной цилиндрической поверхностью и указанной центральной осью симметрии указанной цилиндрической поверхности. Поэтому, как будет более подробно представлено далее в описании, в металлической полоске образованы по меньшей мере два прерывистых продолговатых разреза на поле деформации так, что на ячейку могут быть образованы по меньшей мере два язычка, обращенных друг к другу. Таким образом, после нанесения и проталкивания бетона, часть покрытия, заключенная внутри ячейки, удерживается между двумя по существу противоположными язычками.
При определенных обстоятельствах существует возможность создания только одного язычка на ячейку и, как указано выше, из всех ячеек сетки некоторые могут не иметь язычки.
Поэтому указанные гофрированные базовые компоненты преимущественно имеют продолговатые прорезы, проходящие между двумя противоположными концами, тогда как указанные язычки проходят, соответственно, от одного из указанных противоположных концов продолговатого прореза до свободного конца язычка. Таким образом, бетон протекает не только вокруг язычков, но и через продолговатые прорезы, обеспечивая лучшее закрепление покрытия.
Согласно одному особенно преимущественному признаку настоящего изобретения указанные язычки проходят на длину, которая меньше длины указанных продолговатых прорезов. Таким образом, на практике, выполняются относительно длинные прерывистые продолговатые разрезы и, после того, как язычки были согнуты, они вырезаются, например, на середине вдоль их длины. Таким образом, полученные язычки являются короткими, что обеспечивает возможность устранения всех вышеупомянутых недостатков и, кроме того, продолговатые прорезы имеют длину, которая обеспечивает размещение в них большего количества бетона. Таким образом, улучшается закрепление покрытия.
В дополнение, согласно одному особенно преимущественному варианту осуществления настоящего изобретения указанный свободный конец язычка является закругленным. Это предотвращает получение травм операторами при нанесении бетона на ячейки.
Согласно другому варианту осуществления язычки проходят на длину, составляющую от


Кроме того, и согласно одному особенно преимущественному признаку настоящего изобретения указанные гофрированные базовые компоненты имеют гофры равнобедренной трапециевидной формы. Таким образом, гофрированные базовые компоненты проходят в продольном направлении и выполнены из металлической полоски имеющей, например, толщину 2 мм и ширину 25 мм. Также, гофры расположены на расстоянии друг от друга через одинаковые промежутки. Таким образом, два гофрированных базовых компонента образуют пару посредством гребня их гофров таким образом, что они смещены на половину их шага и, в результате, образуют цилиндрические поверхности с по существу шестиугольным поперечным сечением, как будет более подробно описано далее в настоящем документе. Следовательно, цилиндрические поверхности имеют центральную ось симметрии, на которую можно сделать ссылку при вычислении длины язычков.
Также, указанные гофрированные базовые компоненты предпочтительно имеют отверстия для скобового соединения и лапки для скобового соединения, таким образом указанные гофрированные базовые компоненты могут быть последовательно соединены друг с другом. Согласно одному конкретному варианту осуществления в указанных гофрах каждого из указанных гофрированных базовых компонентов чередующимся образом предусмотрены отверстия для скобового соединения и лапки для скобового соединения. Например, на гребнях гофров гофрированных базовых компонентов чередующимся образом предусмотрены пара отверстий для скобового соединения и пара лапок для скобового соединения, которые ориентированы по направлению к наружной стороне трапеции. Таким образом, посредством накладывания двух базовых компонентов, которые смещены на половину их шага, пары лапок для скобового соединения одного из базовых компонентов, соответственно, входят в зацепление с парами отверстий другого базового компонента. Затем лапки для скобового соединения каждой из пар загибаются по направлению друг к другу, чтобы скрепить два базовых компонента вместе. Гофрированные базовые компоненты прикрепляются таким образом друг к другу с образованием сетки.
Предпочтительно указанные гофрированные базовые компоненты проходят в продольном направлении. Каждый из них содержит, например, несколько десятков деформаций равнобедренной трапециевидной формы.
Также, и особенно преимущественным образом, указанные язычки созданы в указанных гофрированных базовых компонентах посредством резания и сгибания. Таким образом, они выполняются за одну операцию с использованием подходящего перфораторного/штамповочного пресса. Можно видеть, что анкерные лапки, как и анкерные отверстия, создаются во время этой же операции.
Другие характеристики и преимущества настоящего изобретения станут очевидны после прочтения описания одного конкретного варианта осуществления настоящего изобретения, предоставленного далее в настоящем документе, посредством неограничивающего указания со ссылкой на прилагаемые чертежи, на которых:
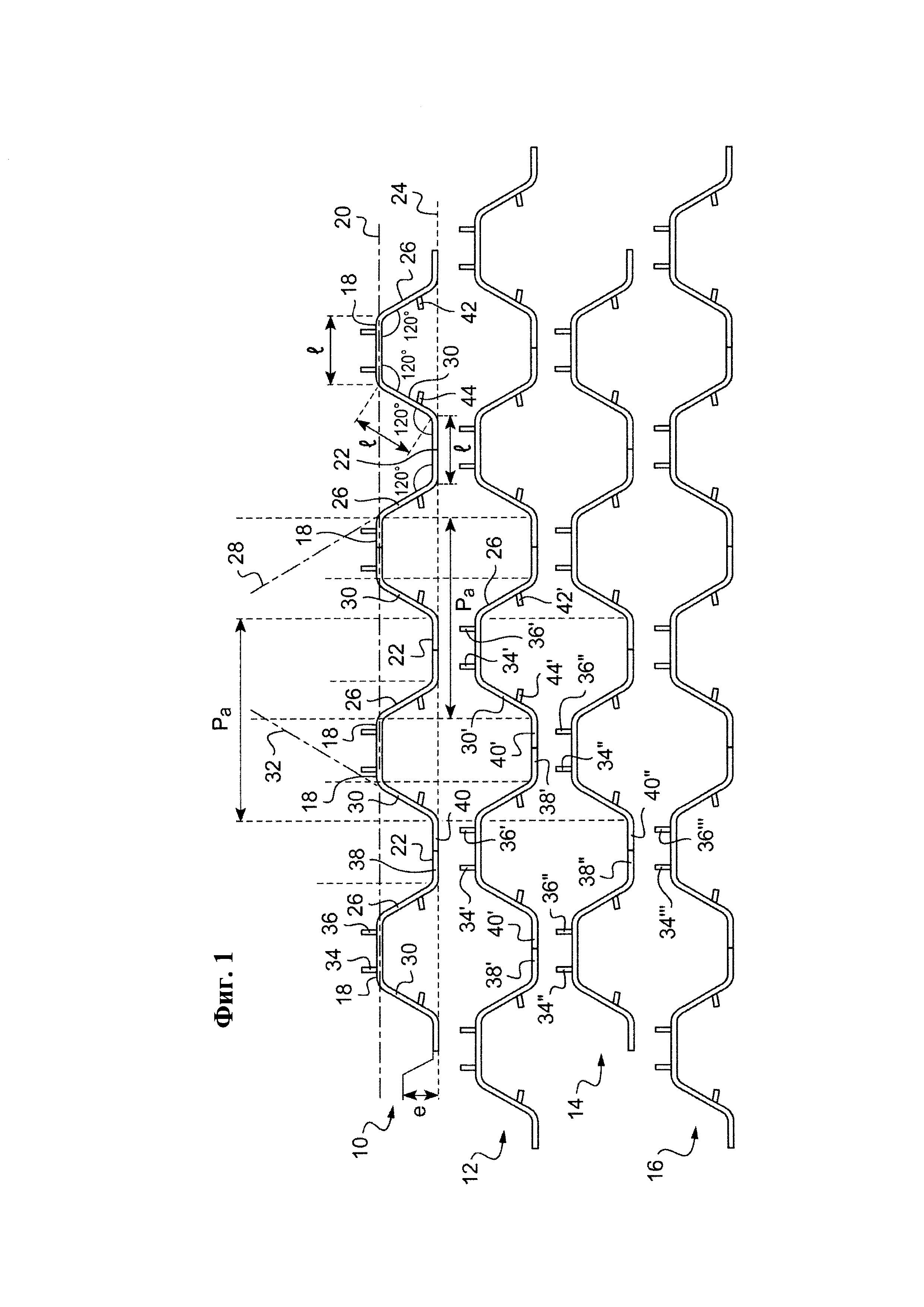
- на Фиг. 1 показан схематический вид сверху, показывающий элементы, обеспечивающие возможность образования сетки согласно настоящему изобретению;
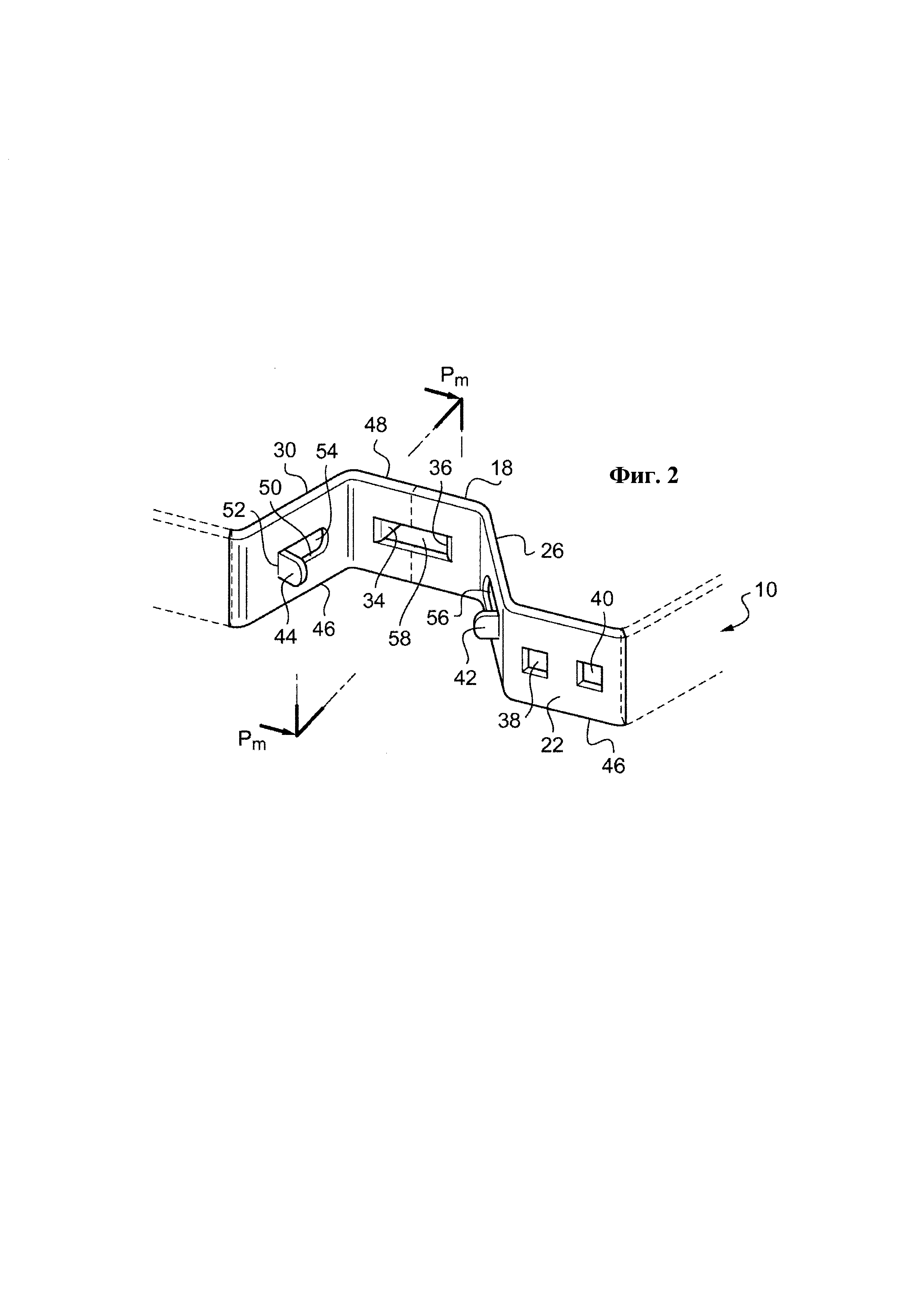
- на Фиг. 2 показан схематический частичный вид в перспективе сверху элемента, проиллюстрированного на Фиг. 1;
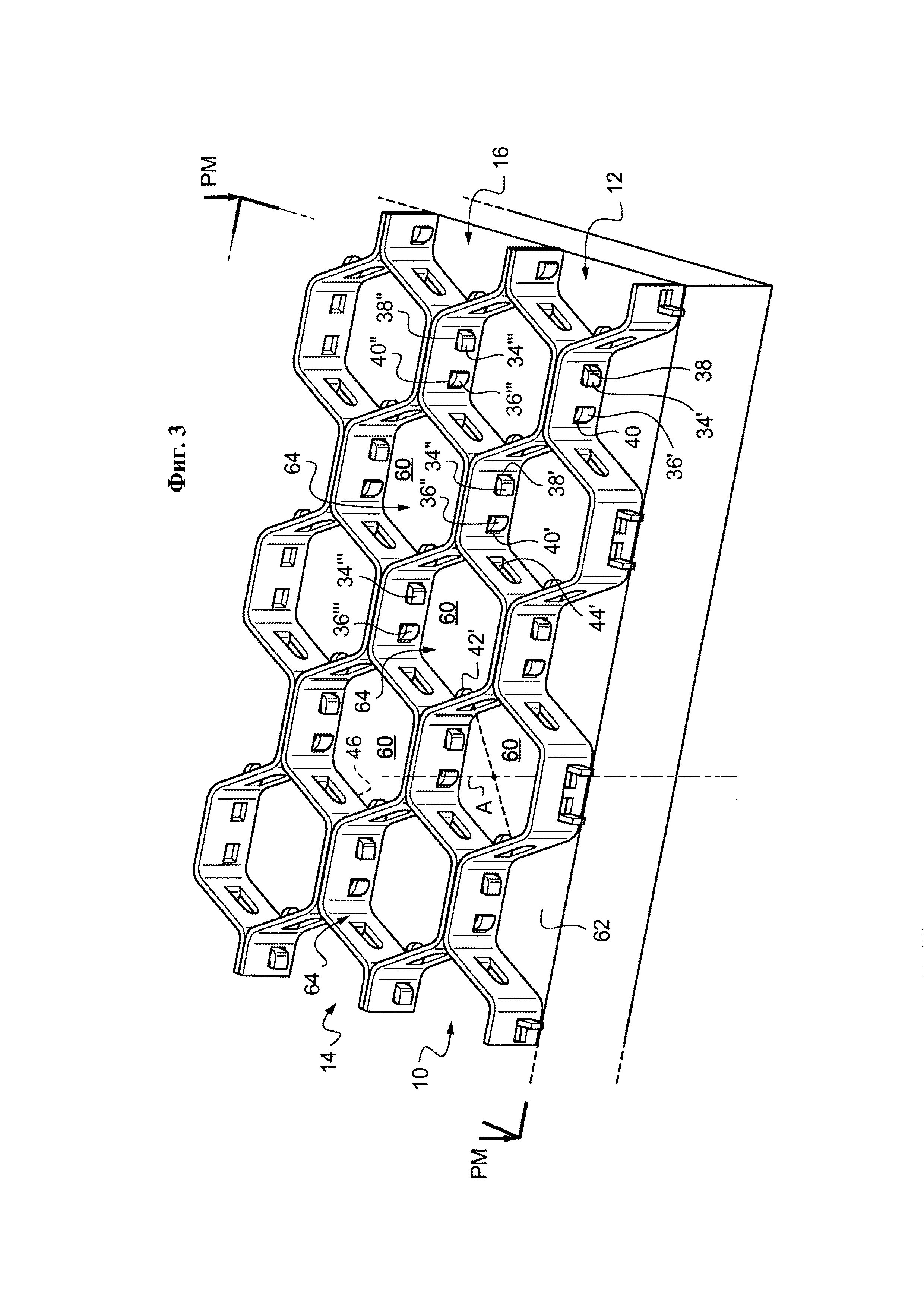
- на Фиг. 3 показан схематический частичный вид в перспективе сетки согласно настоящему изобретению; и
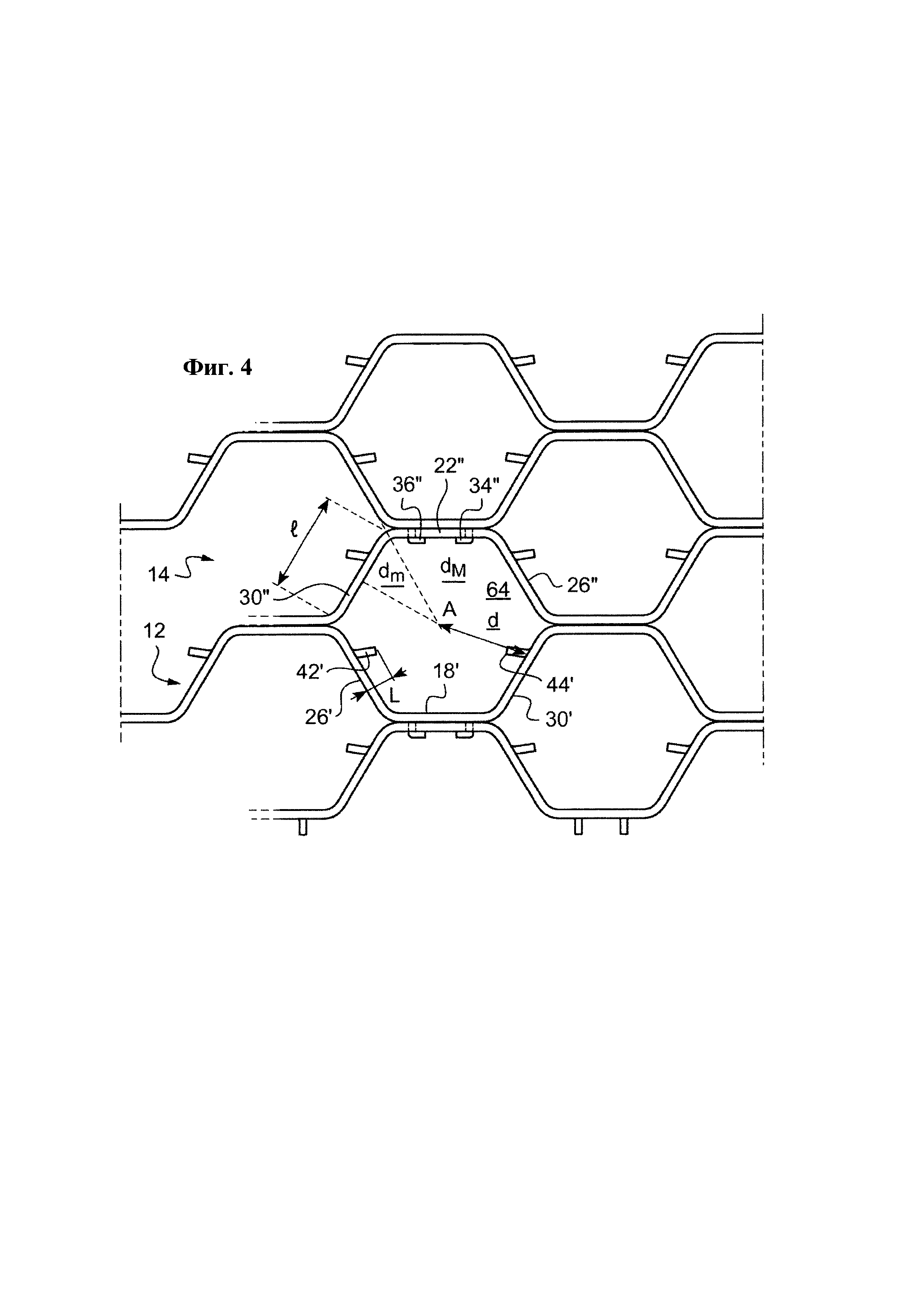
- на Фиг. 4 показан подробный схематический частичный вид сверху по Фиг. 3.
На Фиг. 1 в качестве примера проиллюстрирован частичный вид сверху и при расположении на горизонтальной поверхности четырех идентичных гофрированных базовых компонентов: первого 10, второго 12, третьего 14 и четвертого 16. Они располагаются рядом, при этом обращены друг к другу и расположены относительно друг друга конкретным образом, который будет представлен далее в описании.
Каждый из базовых компонентов 10, 12, 14 и 16 выполнен из стальной полоски, имеющей, например, толщину е 2 мм и ширину 25 мм. Также может быть использована полоска шириной 19 мм. При этом альтернативно может быть использована полоска шириной 38 мм или даже 50 мм.
Затем стальная полоска деформируется таким образом, чтобы образовать однообразные гофры равнобедренной трапециевидной формы. Для этого полоску деформируют, в этом примере на отрезки длиной 1, имеющих размер 30 мм, дважды в направлении против часовой стрелки под углом каждый 120°, затем дважды в противоположном направлении с такой же величиной. Таким образом образуется гофрированный базовый компонент, проходящий в продольном направлении и имеющий первые параллельные части 18, выровненные вдоль одной и той же первой прямой линии 20, противоположные вторые параллельные части 22, выровненные вдоль одной и той же второй прямой линии 24, первые наклонные части 26, ориентированные в одном и том же первом направлении 28, и вторые наклонные части 30 в одном и том же втором направлении 32.
В дополнение к деформации самой полоски, выполненной посредством подходящего перфораторного/штамповочного пресса, перфорация используется в то же время для создания, с одной стороны, пар лапок 34, 36 для скобового соединения в первых параллельных частях 18 деформированной полоски и соответствующих пар отверстий 38, 40 для скобового соединения в противоположных вторых параллельных частях 22 и, с другой стороны, пар анкерных язычков, первого язычка 42 и второго язычка 44, в первой 26 и второй 30 наклонных частях, проходящих, соответственно, с каждой стороны первых параллельных частей 18.
Таким образом, гофрированный базовый компонент 10 имеет повторяющиеся схемы, которые повторяются с шагом Ра, и содержат первую параллельную часть 18 и вторую параллельную часть 22, при этом части соединены посредством первой наклонной части 26 и второй наклонной части 30, являющихся продолжением первой параллельной части 18. Эти четыре части по существу одинаковой длины, таким образом, представляют собой схему деформации, которая повторяется по всей длине гофрированных базовых компонентов. Они изображены в настоящем документе только частично, поскольку они обычно проходят в продольном направлении вдоль длин, которые предусматривают несколько десятков или сотен схем, в зависимости от их использования. Таким образом, на Фиг. 1 показаны четыре из них в целях объяснения и ясности. Опять же, это количество приблизительно составляет несколько десятков или сотен в зависимости от площади, которую необходимо покрыть.
Поскольку четыре гофрированных базовых компонента 10, 12, 14, 16 являются идентичными, их подобные составные части имеют одинаковые ссылочные позиции с добавлением в конце одного штриха (') в случае второго 12, двойного штриха ('') в случае третьего 14 и тройного штриха (''') в случае четвертого 16.
Такая схема гофрированного базового компонента 10 подробно описана со ссылкой на Фиг. 2.
Гофрированный базовый компонент 10 также имеет 2 противоположные поверхности кромки: контактную поверхность 46 кромки, предназначенную для прижатия к металлической стенке, как будет описано далее в настоящем документе, и противоположную свободную поверхность 48 кромки.
Таким образом, здесь снова можно увидеть два анкерных язычка 42, 44 из пары анкерных язычков, обращенных друг к другу. Следует понимать, что анкерные язычки 42, 44 вырезаны в наклонных частях 26, 30. В частности, продолговатый разрез 50, прерывающийся на одном из своих концов 52, образуется во время операции перфорации/штампования, и второй язычок 44 поднимается вверх и сгибается вокруг указанного одного из его концов 52 таким образом, что он выступает от наклонной части 30. Затем он открывает второй продолговатый прорез 54.
Можно увидеть, что второй язычок 44 был не только согнут таким образом, что он проходит за пределы в качестве выступа от наклонной части 30, но и, в дополнение, был обрезан и обработан на его конце таким образом, что он демонстрирует закругленный свободный конец. Следовательно, длина язычка 44 по существу меньше, чем половина длины продолговатого прореза 54. Например, второй продолговатый прорез 54 имеет длину порядка 13 мм, тогда как язычок 44 проходит на длину 6 мм. Также, продолговатый прорез 54 имеет, например, ширину 8 мм. И он создан, например, на расстоянии порядка 7 мм от контактной поверхности 46 кромки и по существу параллельно ей.
Кроме того, согласно другому варианту осуществления настоящего изобретения, который не показан, наклонную часть пробивают таким образом, чтобы создать два параллельных разреза, соответственно, соответствующих верхней и нижней кромкам продолговатого прореза, и один перпендикулярный центральный разрез, соединяющий два параллельных разреза. Затем один полуязычок выталкивается с одной стороны наклонной части и один полуязычок - с другой стороны. Таким образом, существует возможность добавления двух дополнительных коротких язычков на ячейку и, кроме того, отсутствует необходимость обрезать язычки.
Также следует отметить, что в этом примере второй язычок 44 по существу наклонен относительно второй наклонной части 30 гофрированного базового компонента 10, а также что он проходит наружу от него в качестве выступа в направлении, перпендикулярном второй наклонной части 30, на расстояние в пределах 5 мм. В результате, второй язычок 44 проходит в качестве выступа от второй наклонной части 30 на длину, равную 1/6 от длины наклонной части 30.
Первая наклонная часть 26 имеет первый продолговатый прорез 56, образованный в результате освобождения первого язычка 42, при этом она расположена таким образом, что является симметричной второй наклонной части 30 вокруг срединной плоскости Pm, которая разделяет первую параллельную часть 18 под прямыми углами на две равные части. Соответствующие размеры первого продолговатого прореза 56 и первого язычка 42 идентичны второму продолговатому прорезу 54 и язычку 44.
Кроме того, первая параллельная часть 18 гофрированного базового компонента 10 имеет продольную полость 58, образовавшуюся в результате создания двух лапок 34,36 для скобового соединения. Продольная полость 58 создана таким образом, что она охватывает срединную плоскость Pm, и она проходит на длину в пределах 2/3 от длины первой параллельной части 18. На Фиг. 2 показано, что они проходят параллельно друг другу к задней части первой параллельной части 18. Также, они проходят в качестве выступа от первой параллельной части 18 на длину менее 1/3 от длины 1 первой параллельной части 18, и по существу находятся в пределах одной четверти от этой длины 1.
Кроме того, там также присутствуют отверстия 38, 40 для скобового соединения из пары отверстий для скобового соединения, которые созданы во второй параллельной части 22. Можно видеть, что отверстия 38, 40 для скобового соединения разнесены друг от друга на расстоянии, равном расстоянию, которое разделяет 2 лапки 34, 36 для скобового соединения.
Ссылка вновь будет сделана на Фиг. 1, на которой можно видеть, что второй гофрированный базовый компонент 12 проходит в направлении, параллельном направлению первого гофрированного базового компонента 10, при этом лапки 34', 36' для скобового соединения ориентированы в том же направлении, что и лапки первого компонента, и смещены в продольном направлении на половину их шага Ра/2. Таким образом, лапки 34', 36' для скобового соединения второго гофрированного базового компонента 12 проходят, соответственно, обращенными к отверстиям 38, 40 для скобового соединения первого гофрированного базового компонента 10.
Что касается третьего гофрированного базового компонента 14, он проходит в направлении, параллельном направлению второго гофрированного базового компонента 12, при этом лапки 34'', 36'' скоб ориентированы в том же направлении, что и лапки второго 12, и смещены в продольном направлении на половину их шага Ра/2. Таким образом, третий гофрированный базовый компонент 14 проходит в том же осевом положении, что и первый 10. Таким образом, лапки 34'', 36'' для скобового соединения третьего гофрированного базового компонента 14 проходят, соответственно, обращенными к отверстиям 38', 40' для скобового соединения второго гофрированного базового компонента 12.
Что касается четвертого гофрированного базового компонента 16, он проходит в направлении, параллельном направлению третьего гофрированного базового компонента 14, при этом лапки 34''', 36''' скоб ориентированы в том же направлении и смещены в продольном направлении на половину их шага Ра/2. Таким образом, четвертый гофрированный базовый компонент 16 проходит в том же осевом положении, что и второй 12. Таким образом, лапки 34''', 36''' для скобового соединения четвертого гофрированного базового компонента 16 проходят, соответственно, обращенными к отверстиям 38'', 40'' для скобового соединения третьего гофрированного базового компонента 14.
Таким образом, четыре гофрированных базовых компонента 10, 12, 14, 16 будут сводиться, соответственно, впритык друг к другу в направлении, перпендикулярном их продольному направлению так, что лапки 34', 36'; 34'', 36''; 34''', 36''' для скобового соединения второго 12, третьего 14 и четвертого 16 гофрированных базовых компонентов входят в зацепление, соответственно, с отверстиями 38, 40; 38', 40'; 38'', 40'' для скобового соединения первого 10, второго 12 и третьего 14 гофрированных базовых компонентов.
Затем все лапки 34', 36'; 34'', 36''; 34''', 36''' для скобового соединения из пар лапок для скобового соединения, соответственно, загибаются по направлению друг к другу, чтобы скрепить четыре гофрированных базовых компонента 10, 12, 14, 16 друг с другом.
Теперь ссылка будет сделана на Фиг. 3, на которой показан частичный вид в перспективе созданной таким образом сетки, определяющей срединную плоскость РМ.
И здесь снова можно частично видеть первый гофрированный базовый компонент 10, соединенный со вторым компонентом 12, который сам по себе соединен с третьим компонентом 14, который, в свою очередь, соединен с четвертым компонентом 16.
Можно увидеть лапки 34', 36'; 34'', 36''; 34''', 36''' для скобового соединения, зацепленные внутри отверстий 38, 40; 38', 40'; 38'', 40'' для скобового соединения и, соответственно, в случае каждой из пар, загнутые по направлению друг к другу.
Таким образом, гофрированные базовые компоненты 10, 12, 14, 16 образуют по существу шестиугольные закрытые цилиндрические поверхности 60, соответственно имеющие центральную ось А симметрии.
Согласно одному варианту осуществления настоящего изобретения, который не показан, лапки для скобового соединения загнуты не по направлению друг к другу, а в противоположные друг от друга стороны, для скрепления гофрированных базовых компонентов друг с другом. Также, согласно этому последнему варианту во вторых параллельных частях могут быть предусмотрены не два отверстия для скобового соединения, а только одно с большей шириной.
Сетка, показанная на Фиг. 3, прижимается к металлической стенке 62, и затем каждая из закрытых цилиндрических поверхностей 60 образует ячейку 64. И в каждую из ячеек 64 проходят два противоположных язычка 42, 44 и, в меньшей степени, загнутые лапки 34', 36'; 34'', 36''; 34''', 36''' для скобового соединения.
Ссылка будет сделана на Фиг. 4, на которой подробно показан вид сверху одной ячейки 64. На этой фигуре еще раз показаны две противоположные лапки 42', 44', которые, соответственно, проходят, выступая от двух наклонных частей 26', 30' второго гофрированного базового компонента 12.
Таким образом, закрытая цилиндрическая поверхность, образованная второй наклонной частью 30', первой параллельной частью 18' и первой наклонной частью 26' второго гофрированного базового компонента 12 с одной стороны, а также второй наклонной частью 30'', второй параллельной частью 22'' и первой наклонной частью 26'' третьего гофрированного базового компонента 14 с другой стороны, образует шестиугольную ячейку 64 с центральной осью А симметрии. Таким образом, язычки 42', 44', соответственно, проходят в качестве выступов от двух наклонных частей 26', 30' вдоль нормали к этим частям, на длину L, составляющую менее чем 1/5 расстояния d, которое отделяет цилиндрическую поверхность, на уровне язычков 42', 44' от центральной оси А симметрии.
Можно отметить, что максимальное расстояние dM, которое отделяет цилиндрическую поверхность от центральной оси А симметрии, равно, в теории и без учета толщины гофрированных базовых компонентов, длине 1 частей 30'', 22'', 26'', 30', 18' и 26'; или, иными словами, длине сторон шестиугольного поперечного сечения цилиндрической поверхности. Также, минимальное расстояние dm, которое отделяет цилиндрическую поверхность от центральной оси А симметрии, а именно нормаль к вышеупомянутым частям, которая совпадает с центральной осью А симметрии, равно
Следовательно, если длина 1 равна 30 мм и язычок проходит от части цилиндрической поверхности, наиболее удаленной от центральной оси А симметрии, он будет проходить от цилиндрической поверхности на расстояние менее 7,5 мм согласно определению в настоящем изобретении. При тех же условиях, если язычок проходит от части цилиндрической поверхности, которая наиболее приближена к центральной оси А симметрии, он будет проходить от нее на расстояние менее 6,5 мм.
На Фиг. 4 можно видеть, что центр ячейки 64 является относительно доступным. Кроме того, загнутые лапки 34'', 36'' для скобового соединения проходят в ячейку 64 на расстояние, которое меньше протяженности язычков 42', 44'. Таким образом, это способствует лучшему закреплению покрытия, как будет далее описано в настоящем документе.
Ссылка вновь делается на Фиг. 3 для описания преимуществ настоящего изобретения.
Таким образом, выполненная таким образом сетка легко будет прикреплена к металлической стенке 62 посредством сварки нижних кромок базовых компонентов 10, 12, 14 и 16, которые проходят вдоль контактной поверхности 46 кромки, прижимающейся к стенке. Для этого расплавленный металл свободно наносится без помех посредством язычков 42, 44 на соединение между гофрированными базовыми компонентами 10, 12, 14, 16, соединенными друг с другом, и металлической стенкой 62. Также, при конкретных применениях, базовые компоненты в свою очередь привариваются друг к другу более простым образом вдоль их областей контакта на внутренней части цилиндрических поверхностей.
После этого бетон наносится на ячейки и продавливается в них для обеспечения абсолютного заполнения. Толщина бетона, очевидно, может быть по существу больше высоты ячеек, чтобы скрывать ее свободную поверхность кромки. Эта дополнительная толщина не превышает 1 мм. Затем бетон может протекать под язычки 42, 44, 42', 44', 42'', 44'', 42''', 44''', а также в продолговатые прорезы 54, 56 и под загнутые лапки 34, 36, 34', 36', 34'', 36'', 34''', 36''' для скобового соединения без создания окклюзии воздуха.
Таким образом, когда бетон застывает, достигается лучшее закрепление покрытия с низкой пористостью на сетке.
Также, согласно указанному другому варианту осуществления настоящего изобретения, который не показан, в соответствии с которым каждая из ячеек содержит четыре коротких язычка, закрепление бетона также улучшается.
Реферат
Изобретение относится к металлической анкерной сетке, предназначенной для закрепления на металлической стенке камеры установки крекинга с псевдоожиженным катализатором. Техническим результатом является облегчение закрепления анкерной сетки на металлической стенке и препятствование разрушению противоэрозионного покрытия во время работы. Технический результат достигается металлической анкерной сеткой, предназначенной для закрепления на металлической стенке резервуара установки крекинга с псевдоожиженным катализатором с образованием ячеек, в которых может быть размещено противоэрозионное покрытие, защищающее металлическую стенку. При этом металлическая анкерная сетка содержит несколько гофрированных базовых компонентов, последовательно соединенных друг с другом с образованием цилиндрических поверхностей, способных, соответственно, образовывать ячейки. Причем каждая из цилиндрических поверхностей имеет центральную ось симметрии. При этом каждый из гофрированных базовых компонентов из числа нескольких гофрированных базовых компонентов содержит выступающие язычки, которые могут проходить, соответственно, в ячейки. Причем язычки проходят на длину, составляющую менее одной четверти от расстояния, проходящего между цилиндрической поверхностью и центральной осью симметрии цилиндрической поверхности. При этом язычки проходят на длину, которая меньше длины продолговатых прорезов. 8 з.п. ф-лы, 4 ил.
Комментарии