Мобильная компенсационная опора для конвейера-рольганга линии нанесения покрытия на длинномерные цилиндрические изделия - RU193277U1
Код документа: RU193277U1
Чертежи


Описание
Заявляемая полезная модель относится к области производства длинномерных цилиндрических изделий, а именно, многослойных труб с полимерным изоляционным покрытием, для получения равнотолщинного слоя покрытия по всей длине изделия.
Существующая проблема состоит в том, что известные технологии нанесения изоляционного слоя на длинномерную трубу не позволяют наносить покрытие одинаковой толщины по всей поверхности, в частности, в зоне торцов. Это связано с тем, что металлические трубы, перемещаясь по конвейеру-рольгангу, совершают вращательно-поступательное движение вплотную друг за другом. В момент намотки (нанесении) расплавленного полимерного материала, выходящего из экструдера, сверху на трубы одновременно давит прижимной ролик, расположенный рядом с экструдером. Когда под прижимной ролик попадает стык следующих друг за другом труб, то из-за направляемого сверху прижимного усилия происходит их перемещение вниз и, как следствие, провисание торцов труб. В результате на концах движущихся труб образуются либо утолщение полимерного материала, либо, наоборот, его утоньшение, что негативно влияет на технологичность изделия в целом и его эксплуатационные характеристики.
Из предшествующего уровня техники известен колесный рольганг, содержащий ряд рам с установленными на них поворотными обоймами, на которых попарно смонтированы холостые колесные ролики и приводные ролики. Все ролики через тяги связаны с приводом. Над приводными колесными роликами консольно установлены подпружиненные прижимные ролики с приводом опускания и подъема. Колесный рольганг снабжен роликовыми проводками, каждая из которых выполнена в виде поворотной от привода втулки, размещенного внутри нее корпуса, трех расположенных через 120° подпружиненных роликов и трех двуплечих рычагов, шарнирно закрепленных одним плечом на корпусе, средней частью посредством серьги с поворотной втулкой, а на втором свободном плече рычагов закреплены подпружиненные ролики. Изобретение относится к устройствам для продольного перемещения и вращения цилиндрических изделий, например, труб, при транспортировке их через приборы контроля (патент № 2155111 на изобретение «Колесный рольганг», дата подачи 02.09.1997 г., опубликовано 27.08.2000 г.).
Известно устройство для перемещения длинномерных цилиндрических изделий при их охлаждении, содержащее валы с колесами, образующими поперечные ручьи для вращения длинномерных изделий, и механизм передачи изделий из ручья в ручей, выполненный в виде бесконечной цепи, на которой закреплены вертикальные стойки с горизонтально расположенными холостыми роликами, каждая стойка снабжена дополнительным нижним холостым роликом, и два нижних ролика и один большего диаметра верхний ролик на каждой стойке закреплены так, что их оси являются вершинами равнобедренного треугольника, основание которого параллельно цепи и равно диаметру верхнего ролика, а его высота равна диаметру нижних роликов, при этом основание равнобедренного треугольника расположено на таком расстоянии от плоскости, проходящей через вершины колес, чтобы образующие нижних роликов находились в одной плоскости с образующей колес, а в месте крепления к цепи каждая стойка снабжена парой консольно установленных с двух сторон холостых роликов, вертикальное перемещение которых ограничено горизонтальной направляющей, размещенной над этими роликами (патент № 2277447 на изобретение «Устройство для перемещения длинномерных цилиндрических изделий», дата подачи 26.04.2002 г., опубликовано 10.06.2006 г.).
Недостатки известных решений связаны со сложностью и громоздкостью конструкций, имеющих многочисленные взаимосвязи между элементами, при совмещении которых требуется точная регулировка. Установка роликов на разном уровне и под углами служит причиной неравномерного и быстрого износа самих роликов, ухудшает качество обработки, а также влияет на равномерность покрытия на разных участках перемещаемой трубы. Это связано с тем, что при прохождении труба опирается на установленные на разных уровнях и под углами ролики, что приводит к проскальзыванию трубы и изменению, как продольной скорости, так и скорости ее вращения. Кроме того, такое расположение роликов не обеспечивает движение изделий впритык друг к другу. При этом на торцах трубы, особенно на переднем по ходу движения, возникают биения и, как следствие, неравномерность нанесения защитного покрытия, что негативно влияет на эксплуатационные качества изделия.
Наиболее близким техническим решением к заявляемой полезной модели является механизм уравнивания скоростей, входящий в состав линии для нанесения покрытия на длинномерные цилиндрические изделия, в которую входят последовательно установленные подающий рольганг, первая прижимная роликоопора с механизмом прижатия изделия, камера очистки и камера металлизации, вторая прижимная роликоопора и приемный рольганг, опорные ролики рольгангов расположены под одинаковым углом к продольной оси линии, при этом механизм уравнивания скоростей установлен между рольгангами и прижимными роликоопорами и выполнен в виде установленной между ведущим валом привода вращения прижимной роликоопоры и ведущим валом рольганга постоянно замкнутой фрикционной муфты регулируемого крутящего момента с нажимным подшипником и эластичным элементом регулируемой жесткости (патент № 2048602 на изобретение «Линия для нанесения покрытия на длинномерные цилиндрические изделия», дата подачи 16.12.1992 г., опубликовано 20.11.1995 г.).
Недостатки известного устройства обусловлены сложностью конструкции, включающей множество конструктивных элементов, выполненных из различных материалов. Перед проведением процесса требуются постоянные настройки и регулировки в виде постоянного ослабления и подтягивания регулировочных винтов перед загрузкой изделия на конвейер и после нее. При нанесении финального полимерного покрытия передний конец изделия входит в прижимную роликоопору и прижимается, при этом из-за направленного сверху прижимного усилия происходит перемещение торца трубы вниз и, как следствие, его провисание. В результате на концах труб образуется либо утолщение, либо утоньшение полимерного слоя. То же самое происходит, когда под прижимной ролик попадает стык двух труб, движущихся вплотную.
Устройство не является универсальным, при изменении диаметра обрабатываемого изделия требуется переналадка всех роликоопор, что влияет на время его полезной работы. Кроме того, разница скорости перемещения трубы и самого рольганга увеличивает потери на трение между металлическими элементами.
Фрикционные муфты постоянно находятся в «поджатом» состоянии и, соответственно, быстрее изнашиваются.
Технический результат, на достижение которого направлена предлагаемая к защите полезная модель, заключается в снижении биения в торцовой зоне обрабатываемых длинномерных цилиндрических изделий с получением равномерного слоя полимерного материала по всей их длине.
Заявляемый технический результат достигается тем, что мобильная компенсационная опора для конвейера-рольганга линии нанесения полимерного покрытия на длинномерные цилиндрические изделия, включающая фрикционные элементы крутящего момента в виде роликов с установленными внутри них подшипниками и эластичные элементы в виде пружин, согласно полезной моделисодержит основание в виде рамной конструкции, выполненной из жестко связанных между собой горизонтальных и регулируемых по высоте вертикальных опор, изготовленных из профильных элементов, при этом упомянутые ролики установлены на основании для них, закрепленном на упомянутых горизонтальных опорах посредством упомянутых пружин, при этом ролики размещены на осях, закрепленных в держателях.
Полезная модель поясняется чертежами, где:
фиг. 1 – общий вид мобильной компенсационной опоры;
фиг. 2 – вид сбоку мобильной компенсационной опоры;
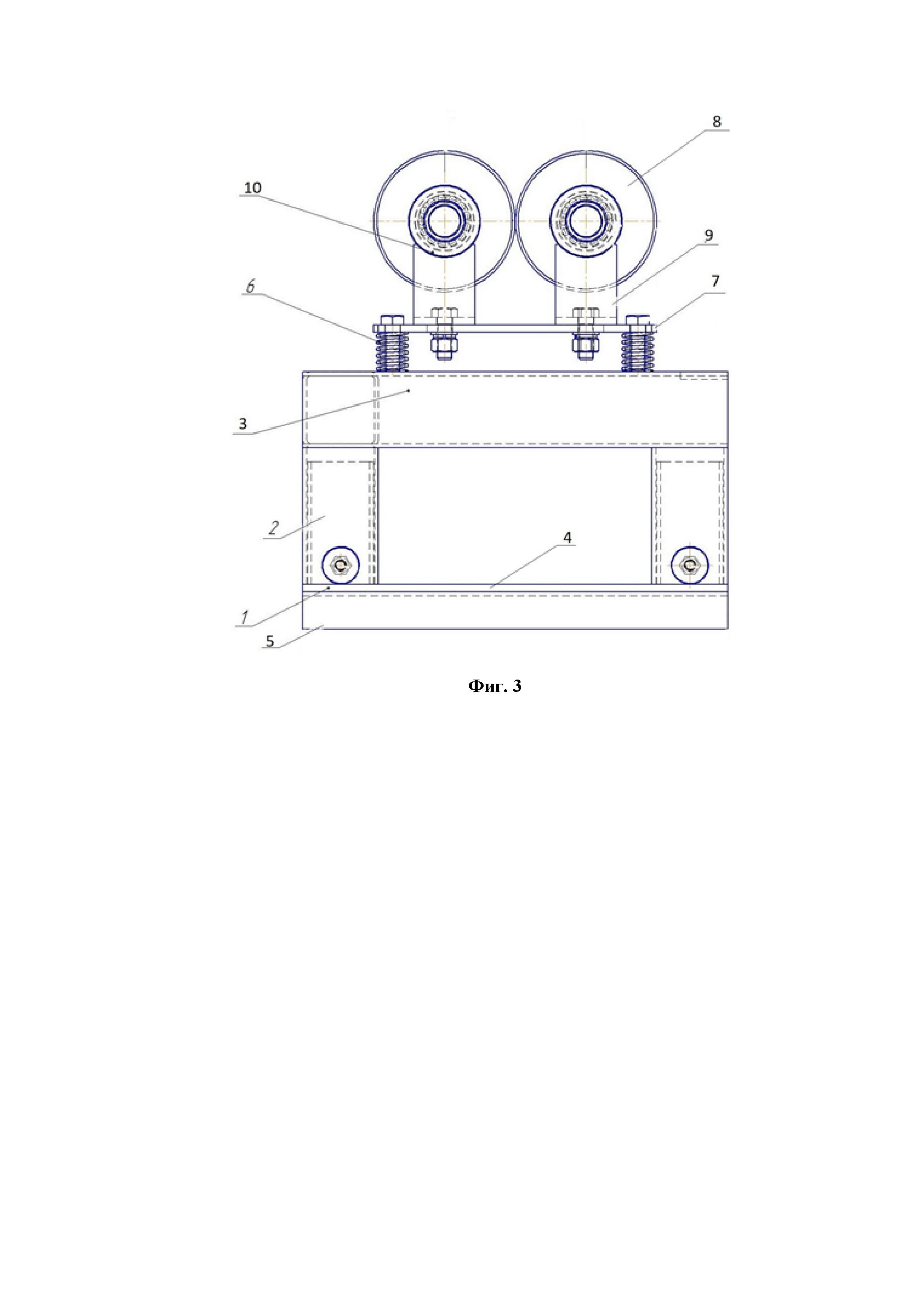
фиг. 3 - вид спереди мобильной компенсационной опоры.
Заявляемое устройство выполнено в виде модуля, устанавливаемого под рольгангом напротив прижимных роликов (на чертеже не показаны), входящих в состав линии нанесения покрытия на длинномерные цилиндрические изделия. При необходимости модуль может быть без проблем перемещен в любую иную зону.
Модуль содержит основание 1 в виде рамной конструкции, образованной из жестко связанных между собой вертикальных 2 и горизонтальных 3 опор, изготовленных из профильных элементов, преимущественно трубчатого сечения, например, прямоугольного или квадратного. Вертикальные опоры, выполненные с возможностью регулирования по высоте, например, телескопическими, жестко установлены на нижней столешнице 4, которая, в свою очередь, закреплена на ножках 5, для изготовления которых использованы профильные элементы, например, П-образные швеллера. На опорах 3 через эластичные элементы 6 в виде пружин закреплено основание 7, на котором установлены фрикционные элементы крутящего момента 8 (компенсационные ролики), размещенные на осях, закрепленных в держателях 9. В качестве фрикционных элементов крутящего момента применены цилиндрические модели на подшипниках, расположенных внутри цилиндра (ролика).
Пружины 6 и выполненные в виде П-образных скоб держатели 9, закреплены на основании 7 с помощью съемных крепежных соединений, например, болтовых или винтовых, что позволяет регулировать жесткость конструкции в зависимости от внешней нагрузки или диаметра изготавливаемых длинномерных цилиндрических изделий путем установки пружин, выдерживающие соответствующие нагрузки.
Положение роликов 8 может быть изменено по высоте до ±20 мм и по углу ±10° отклонения с помощью регулировочных болтов.
Для фиксации деталей в фрикционных элементах введены жесткие элементы 10, например, буксы, в которых размещены подшипники, или шпонки.
На столешнице размещают домкрат (на чертеже не показан), с помощью которого регулируют высоту компенсационной опоры до сопряжения с роликами рольганга.
Прижимные ролики консольно установлены на рольганге и размещены вблизи устройства для нанесения полимерного покрытия, в качестве которого применяют, как правило, экструдер.
В качестве материала для изготовления роликов 7 применяют полимерные, преимущественно силиконовые материалы, которые обладают способностью увеличивать или уменьшать адгезию, придают гидрофобность, работают и сохраняют свойства при экстремальных и быстроменяющихся температурах или повышенной влажности, а также имеют диэлектрические свойства, биоинертность, химическую инертность, эластичность, долговечность и экологичность.
Для передачи крутящего момента различают два основных способа - жесткийифрикционный. При первом способе крутящий момент передается жесткими элементами, работающими на срез, изгиб или смятие; при втором — силами трения, возбуждаемыми на цилиндрических, конических или торцовых поверхностях вала.
Фрикционный элемент – это устройство передачи вращательного движения посредством силы трения скольжения, предназначенный для разъединения и плавного соединения входного и выходного валов посредством трения. Во время включения в работу фрикционных элементов крутящий момент на ведомом валу возрастает поступательно и пропорционально увеличению силы взаимного прижатия поверхностей трения. Это позволяет соединять валы под нагрузкой и со значительной начальной разницей их угловых скоростей. В процессе включения фрикционный элемент пробуксовывает, а разгон ведомого вала осуществляется плавно, без ударов.
Полезная модель осуществляется следующим образом.
Компенсационная опора подводится под конвейер-рольганг и устанавливается напротив прижимных роликов, которые, как правило, находятся в зоне стыка длинномерных цилиндрических изделий - труб, перемещаемых путем вращательно-поступательного (винтового) движения. При этом ролики компенсационной опоры по нормали располагают по отношению к роликам конвейера-рольганга. С помощью домкрата ролики опоры до сопряжения прижимают к роликам конвейера-рольганга, на котором консольно закреплены прижимные ролики. Ролики рольганга и прижимные ролики кинематически связаны с общим приводом вращения, что обеспечивает синхронность их вращения. На момент включения линии сила прижатия роликов рольганга и роликов компенсационной опоры нарастает, причем в начале работы важна не только сцепка, но и скольжение двух сопрягаемых роликов.
В процессе винтового движения длинномерное изделие, перемещаясь по рольгангу, передним концом входит под прижимные ролики, которые прижимают торец трубы. В этот момент компенсационная опора одновременно выполняет две функции: во-первых, не дает торцу трубы сильно провиснуть при прохождении через прижимной ролик, и, во-вторых, компенсирует биение трубы во время ее вращательно-поступательного движения, благодаря действию упругих (эластичных) элементов – пружин, что обеспечивает более равномерное распределение полимерного покрытия.
То же самое происходит и в момент прохождения двух следующих друг за другом труб, торцы которых находятся вплотную.
Таким образом, благодаря компенсационной опоре обеспечивается более равномерное распределение полимерного покрытия по толщине.
Примеры конкретного выполнения.
При производстве многослойных стальных труб длиной 12 м, перемещаемых по конвейеру-рольгангу, наносили защитное покрытие методом экструзионного наплавления, при этом в качестве полимерного материала использовали расплавленный до 200° полиэтилен.
По окончании процесса были проведены замеры толщины слоя защитного покрытия на торцах и в срединной части трубы.
Результаты замеров для труб различного диаметра представлены в Таблице.
Таблица
Заявляемая полезная модель при нанесении защитного полимерного покрытия на длинномерное цилиндрическое изделие обеспечивает более равномерное по толщине распределение покрытия по всей длине, уменьшает биение при вращательно-поступательном движении за счет компенсации провисания торцов и может быть использована для труб различного диаметра.
Реферат
Полезная модель относится к области производства длинномерных цилиндрических изделий, а именно многослойных труб с полимерным изоляционным покрытием для получения равнотолщинного слоя покрытия по всей длине изделия. Мобильная компенсационная опора для конвейера-рольганга линии нанесения полимерного покрытия на длинномерные цилиндрические изделия содержит фрикционные элементы крутящего момента в виде роликов с установленными внутри них подшипниками и эластичные элементы в виде пружин, при этом она содержит основание в виде рамной конструкции, выполненной из жестко связанных между собой горизонтальных и регулируемых по высоте вертикальных опор, изготовленных из профильных элементов. Упомянутые ролики установлены на основании для них, закрепленном на упомянутых горизонтальных опорах посредством упомянутых пружин. Упомянутые ролики размещены на осях, закрепленных в держателях. Обеспечивается снижение биения в торцовой зоне обрабатываемых длинномерных цилиндрических изделий с получением равномерного слоя полимерного материала по всей их длине. 1 з.п. ф-лы, 3 ил., 1 табл., 1пр.
Комментарии