Способ и печь для термической обработки высокопрочной стальной полосы, содержащие камеру температурной гомогенизации - RU2766264C2
Код документа: RU2766264C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] В соответствии с первым аспектом настоящее изобретение относится к способу термической обработки полосы высокопрочной стали. В соответствии со вторым аспектом настоящее изобретение относится к печи для термической обработки полосы высокопрочной стали.
УРОВЕНЬ ТЕХНИКИ
[0002] Обычно используемые высокопрочные стали содержат элементы сплава, например, марганцевого, кремниевого, хромового и/или алюминиевого сплава. Во время этапа отжига элементы сплава, присутствующие в высокопрочной стали, могут диффундировать к поверхности стали и быстро окисляться благодаря их высокому сродству к кислороду, и это происходит даже в зонах излучающих труб, где атмосфера тем не менее восстанавливается из–за оксидов железа. Это селективное окисление создает дефекты поверхности, которые затрудняют прилипание цинкового покрытия (или другого металла или сплава), наносимого во время цинкования поверхности. Эта проблема смачиваемости является ограничивающим аспектом цинкования, которое не может быть выполнено правильно.
[0003] Были проведены исследования, чтобы понять кинетику этих окислительных явлений и предложить решение проблем, возникающих во время цинкования. Один из особенно изученных способов состоит в том, что в отжиговой печи поверхность полос подвергается воздействию температуры и атмосферных условий, характерных для быстрого и глубокого окисления легирующих элементов, и таким образом предотвращается их миграция к поверхности. Во время этой операции формируется слой оксида железа, который будет впоследствии удален в последующих зонах отжиговой печи в восстановительной атмосфере.
[0004] Из документов предшествующего уровня техники, и в частности из EP 2732062 B1, известно, что окисление металлических продуктов может быть достигнуто во время нагревания прямым пламенем. В соответствии с этим документом окислительный потенциал атмосферы вокруг металлического продукта во время нагревания прямым пламенем можно регулировать путем модификации избытка кислорода. Патентный документ US 9279175 B2 подчеркивает значение формирования настолько однородного оксидного слоя, насколько это возможно, чтобы создать эффективный диффузионный барьер. Патентный документ EP 2732062 B1, однако, указывает, что конкретная регулировка толщины оксида, то есть получение равномерного распределения по поверхности стали, может контролироваться только с большим трудом, что также описано в патентном документе EP 2010690 B1.
[0005] Таким образом, проблема, обычно возникающая во время термической обработки металлических изделий с окислением и восстановлением поверхности, заключается в получении неоднородного состояния поверхности перед этапом цинкования.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] В соответствии с первым аспектом одной из целей настоящего изобретения является создание способа термической обработки высокопрочной стальной полосы, который позволял бы получить на ее поверхности оксидный слой с более однородной и более контролируемой толщиной.
[0007] С этой целью авторы настоящего изобретения предлагают способ термической обработки перемещаемой высокопрочной стальной полосы, включающий следующие этапы:
a) нагревание полосы в зоне для нагревания прямым пламенем;
b) гомогенизация температуры полосы в камере гомогенизации, содержащей по меньшей мере одну трубу радиационного нагрева, чтобы гомогенизировать температуру полосы после прохождения зоны для нагревания прямым пламенем предыдущего этапа;
c) окисление полосы в камере окисления с окислительной атмосферой, имеющей объемную концентрацию кислорода более чем 1 об.%;
d) восстановление полосы в зоне восстановления.
[0008] Способ по настоящему изобретению обеспечивает во время термообработки, благодаря этапу температурной гомогенизации, окисление полосы, имеющей более однородную по температуре поверхность. Это позволяет вырастить оксидный слой, имеющий более однородную толщину по всей поверхности полосы. Более однородная толщина оксида на поверхности полосы позволяет обеспечить впоследствии более управляемое восстановление упомянутого оксидного слоя. На самом деле, изменения толщины оксидного слоя, сформированного во время этапа окисления, требуют изменения времени восстановления на этапе восстановления, чтобы восстановить оксид по всей поверхности полосы. Такая адаптация времени восстановления основывается, например, на большей толщине оксида. Способ по настоящему изобретению позволяет лучше контролировать время этапа восстановления, поскольку он гарантирует более однородную толщину оксида по всей поверхности полосы.
[0009] Способ по настоящему изобретению является особенно выгодным, поскольку он позволяет компенсировать температурную неоднородность полосы, в частности поверхности полосы во время этапа a) нагревания полосы прямым пламенем. На самом деле, использование зоны для нагревания прямым пламенем позволяет быстро увеличить температуру полосы за счет температурной гомогенности металлического продукта. Тем не менее во многих печах окислительная камера располагается непосредственно после зоны нагрева прямым пламенем, так что окисление проводится на полосе, однородность температуры которой плохо контролируется.
[0010] Как было указано выше, хорошее управление температурой полосы во время ее окисления в камере окисления позволяет получать на поверхности оксидный слой, имеющий более однородную толщину по всей поверхности полосы. По–видимому, кинетика формирования оксидного слоя на поверхности высокопрочной стальной полосы зависит главным образом от температуры поверхности полосы, а также от состава окислительной атмосферы в камере окисления. Следовательно, температурная неоднородность на поверхности полосы может приводить к большим вариациям толщины оксидного слоя на поверхности полосы.
[0011] Во время восстановления оксидного слоя в зоне восстановления необходимо восстанавливать всю толщину оксида, сформированного в камере окисления. При этом, когда оксидный слой имеет переменную толщину, необходимо обеспечить достаточное восстановление, чтобы восстановить оксидный слой в тех местах, где он является самым толстым. Это может привести к замедлению скорости перемещения полосы в зоне восстановления, или к обогащению водородом восстановительной газовой среды в зоне восстановления, или также к увеличению длины зоны восстановления для того, чтобы сохранить приемлемую производительность. Таким образом, неоднородность температуры поверхности высокопрочной стальной полосы во время ее окисления в камере окисления может иметь последствия для эффективности способа термической обработки с точки зрения производительности и/или затрат.
[0012] Окисление, достигаемое во время нагревания прямым пламенем (этап a)), делает управление толщиной образуемого слоя FeO очень трудным. На самом деле, в патентном документе EP 2010690 A1 было установлено, что для тех же самых условий окисления на уровне атмосферы во время нагревания прямым пламенем увеличенная скорость перемещения полосы дает более тонкий слой FeO по сравнению с более низкими скоростями перемещения, демонстрируя большую чувствительность способа для формирования оксида железа к различным параметрам.
[0013] Преимущество способа настоящего изобретения относительно способов, в которых окисление достигается одновременно с нагреванием полосы в зоне для нагревания прямым пламенем, состоит в том, что способ настоящего изобретения позволяет отделить нагревание от полосы, температурной гомогенизации и ее окисления этого с помощью отдельных этапов и печных камер. Это позволяет лучше управлять параметрами для формирования оксида железа на поверхности полосы, одновременно обеспечивая нагрев полосы прямым пламенем. Таким образом, настоящее изобретение позволяет преодолеть недостатки нагревания прямым пламенем путем введения камеры температурной гомогенизации. Следовательно, благодаря настоящему изобретению стало возможным иметь печь, имеющую очень высокое качество термической обработки, а также лучшее состояние поверхности полосы перед ее цинкованием при разумных затратах на утилизацию.
[0014] Во всем настоящем документе объемная концентрация кислорода должна пониматься как концентрация O2 (объемная). Этапы способа настоящего изобретения должны выполняться в соответствии со следующим порядком: этап a), этап b), этап c) и этап d).
[0015] Предпочтительно зона восстановления имеет восстановительную атмосферу, имеющую объемную концентрацию водорода более 3%, предпочтительно более 5%, и еще более предпочтительно более 8%. Преимущество, связанное с такими объемными концентрациями водорода в зоне восстановления для этих предпочтительных вариантов осуществления, заключается в увеличении гарантии того, что восстановление будет иметь место. Предпочтительно остальная часть состава атмосферы в зоне восстановления содержит азот.
[0016] Во всем настоящем документе объемная концентрация водорода должна пониматься как концентрация Н2 (объемная).
[0017] Кроме того, было отмечено, что способ по настоящему изобретению является особенно эффективным для высокопрочных стальных полос, например, имеющих содержание Cr менее 5 мас.%, предпочтительно менее 3 мас.%, и еще более предпочтительно менее 1 мас.%. В настоящем изобретении под термином «высокопрочная сталь» понимается сталь, содержащая такие легирующие элементы, как марганец, кремний, хром и/или алюминий. Предпочтительно полоса имеет толщину 0,3–3,2 мм.
[0018] Камера гомогенизации, содержащая по меньшей мере одну трубу радиационного нагрева, предназначена для обеспечения возможности стандартизации/гомогенизации температуры полосы, когда она присутствует в камере гомогенизации. Температурная стандартизация полосы производится постепенно во время ее прохождения через камеру гомогенизации, чтобы получить как можно более равномерную температуру на выходе из камеры гомогенизации. Камера гомогенизации принципиально не предназначена для изменения средней температуры полосы, а предназначена для стандартизации температуры полосы.
[0019] В камере гомогенизации могут присутствовать излучающие элементы и/или нагревательные элементы, мощность которых может быстро изменяться, что позволяет быстро регулировать температуру, чтобы поддерживать оптимальную температуру на входе в камеру окисления и гарантировать равномерное окисление поверхности стальной полосы.
[0020] Предпочтительно камера температурной гомогенизации содержит две, три, или четыре трубы радиационного нагрева.
[0021] Температура полосы в настоящей заявке определяется как температура, измеренная на поверхности полосы и представляющая температуру по всей толщине полосы. На самом деле, для полос, имеющих толщину от 0,6 мм до 2,5 мм, распространение тепла по всей толщине является очень быстрым, и поэтому можно считать, что температура полосы в некоторой точке на ее поверхности отражает температуру во всей толщине полосы. Это особенно верно, когда полоса находится главным образом в камере с однородной температурой. Таким образом, однородность или неоднородность температуры может быть охарактеризована измерениями температуры поверхности полосы в отдельных местах. Например, температурная неоднородность наблюдается по сечению полосы, когда существует разница температур более 5%, предпочтительно более 2% и еще более предпочтительно более 1% между точкой, расположенной в центре полосы, и точкой, расположенной на краю полосы. Температура полосы представляет собой, например, среднюю температуру полосы, измеренную на участке полосы в нескольких разных точках, например, температура полосы представляет собой среднее значение температур, измеренных на уровне двух краев, а также в центре. Целевая температура полосы достигается, когда средняя температура полосы и целевая температура полосы равны, или в любом случае имеют разницу меньше чем 2%, предпочтительно меньше чем 1%. В камере температурной гомогенизации температура полосы остается в основном одной и той же, но она гомогенизируется на поверхности.
[0022] Предпочтительно окислительная атмосфера в камере окисления имеет объемную концентрацию кислорода от 1,5 до 5%, и еще более предпочтительно от 2 до 5%.
[0023] Предпочтительно, камера окисления по настоящему изобретению не содержит внутри трубы радиационного нагрева. Например, камера окисления ограничивается, например изолируется, внутри секции печи радиационного нагрева таким образом, чтобы она непрямым образом нагревалась трубами радиационного нагрева этой секции печи радиационного нагрева.
[0024] Предпочтительно способ в соответствии с настоящим изобретением дополнительно включает этап гомогенизирования окисляющего газа камеры окисления, содержащую:
отсасывание по меньшей мере некоторого количества окисляющего газа из камеры окисления,
охлаждение упомянутого по меньшей мере некоторого количества окисляющего газа,
перемещение с помощью вентилятора упомянутого по меньшей мере некоторого количества окисляющего газа,
обогащение кислородом упомянутого по меньшей мере некоторого количества окисляющего газа с помощью вдувания воздуха,
повторное введение упомянутого по меньшей мере некоторого количества окисляющего газа в камеру окисления.
[0025] Было установлено, что гомогенизация окисляющего газа позволяет улучшить управление этапом окисления и обеспечить формирование на поверхности стальной полосы оксидного слоя, толщина которого является более однородной и/или воспроизводимой.
[0026] Нагревание прямым пламенем используется для очистки высокопрочной стальной полосы (например, для обезжиривания). Эта очистка позволяет, в частности, удалять органический остаток, присутствующий на поверхности стальной полосы.
[0027] Предпочтительно этап окисления выполняется при температуре полосы от 650°C до 750°C.
[0028] Было установлено, что когда упомянутая этап окисления выполняется в диапазоне температур 650°C – 750°C, это обеспечивает хорошее управление толщиной слоя оксида железа, формируемого во время этапа окисления, и обеспечивает стабильность всего способа отжига.
[0029] Температура полосы от 650°C до 750°C делает возможным хорошее управление кинетикой окисления поверхности полосы во время ее прохождения через камеру окисления, в которой объемная концентрация кислорода превышает 1%. Предпочтительно объемная концентрация кислорода в камере окисления составляет 1,5–5%, и еще более предпочтительно 2–5%. Управление гомогенностью кинетики окисления обеспечивается благодаря прохождению полосы через камеру гомогенизации.
[0030] Было установлено, что увеличенное содержание кислорода в камере окисления позволяет уменьшить разрушительное воздействие утечек газа. Однако слишком высокое содержание кислорода имеет своим следствием слишком глубокое окисление стальной полосы, что требует последующем этапе удаления упомянутого слоя оксида железа в течение более длительного периода времени, что представляет собой недостаток с точки зрения времени, а следовательно, и затрат. Авторы настоящего изобретения определили, что значения концентрации кислорода от 1,5% до 5% и, еще более предпочтительно от 2% до 5% делают возможным этап окисления, на который не влияют или почти не влияют возможные утечки газа, без создания слишком толстого слоя оксида железа.
[0031] Предпочтительно продолжительность пребывания упомянутой стальной полосы в камере окисления составляет 2–8 с, предпочтительно 2–4 с.
[0032] Предпочтительно этап окисления выполняется в камере окисления ограниченным или относительно ограниченным образом.
[0033] В настоящем изобретении под терминами «относительно ограниченный» или «ограниченный» понимается обеспечение относительной герметизации рассматриваемого элемента. Подходящие технические средства могут быть реализованы для управления этим относительным уплотнением, чтобы максимально уменьшить газообмен между окислительной атмосферой упомянутой камеры окисления и атмосферой за пределами упомянутой камеры окисления, например в остальной части RTF. RTF представляет собой секцию печи, содержащую главным образом трубы радиационного нагрева, и является акронимом, известным специалистам в данной области техники (RTF означает печь с излучающими трубами).
[0034] Предпочтительно этап окисления является гомогенной в том смысле, что она делает возможным гомогенное окисление на поверхности упомянутой стальной полосы.
[0035] Предпочтительно этап окисления выполняется путем проталкивания окисляющего газа посредством газа–носителя, предпочтительно азота.
[0036] Было установлено, что это проталкивание посредством газа–носителя позволяет подавать окисляющий газ к поверхности упомянутой стальной полосы так, чтобы он проходил через граничный слой стальной полосы. Это таким образом приводит к такому выгодному эффекту, что по меньшей мере один из слоев железа, расположенных под упомянутой поверхностью упомянутой стальной полосы, также может быть окислен. Лучшее управление и лучшая воспроизводимость и/или гомогенность могут быть таким образом обеспечены во время формирования слоя оксида железа на этапе окисления.
[0037] Предпочтительно способ в соответствии с настоящим изобретением содержит применение таких давлений внутри упомянутой камеры окисления и в остальной части печи, которые являются по существу равными.
[0038] Было установлено, что риск переноса газа между камерой окисления и остальной частью печи, используемой в способе в соответствии с настоящим изобретением, значительно уменьшается, когда давления в камере окисления и в устройстве являются по существу равными.
[0039] В дополнение к этому, способ в соответствии с настоящим изобретением позволяет поддерживать легко управляемое окисление, которое позволяет избежать нарушений, вызываемых атмосферой, окружающей камеру окисления.
[0040] Предпочтительно этап a) нагревания, этап b) температурной гомогенизации, а также этап d) восстановления выполняются в восстановительной атмосфере, имеющей объемную концентрацию водорода более 3%.
[0041] Предпочтительно восстановительная атмосфера в зоне восстановления имеет концентрацию водорода 3–5%. Предпочтительно восстановительная атмосфера в зоне восстановления имеет концентрацию водорода 3–5%, а остальная ее часть представляет собой азот.
[0042] Предпочтительно этап температурной гомогенизации выполняется при температуре полосы от 650°C до 750°C.
[0043] Как было указано выше, такой диапазон температур обеспечивает хорошее управление кинетикой для формирования оксида в камере окисления, то есть в присутствии кислорода в объемной концентрации 1–5%. В дополнение к этому, особенно выгодно гомогенизировать температуру полосы при целевой температуре. Гомогенизация при целевой температуре означает, что существует подвод тепла к полосе, строго равный теплу, теряемому полосой. Таким образом, гомогенизация достигается при практически нулевом балансе подвода/потерь тепла, чтобы предотвратить введение других температурных неоднородностей в полосу.
[0044] Предпочтительно этап a) нагревания выполняется так, чтобы получить температуру полосы от 650°C до 750°C.
[0045] Такой диапазон температур полосы легко достигается путем нагрева прямым пламенем, что делает этап a) относительно легкоосуществимым. Предпочтительно этап a) выполняется в восстановительных условиях в присутствии моноксида углерода и водорода. Такие условия создаются путем использования нестехиометрической смеси топлива и окислителя, и в частности бедной кислородом.
[0046] Предпочтительно этап температурной гомогенизации выполняется в атмосфере, имеющей объемную концентрацию кислорода менее 0,01%, предпочтительно в бескислородной атмосфере.
[0047] Хотя этап температурной гомогенизации выполняется в камере, смежной с камерой окисления, концентрация кислорода в атмосфере камеры гомогенизации может быть сохранена низкой, и даже очень низкой. Это может быть сделано возможным в соответствии с предпочтительным вариантом осуществления благодаря наличию ограничивающих средств, установленных между камерой окисления и камерой гомогенизации, например с использованием воздушного шлюза.
[0048] Такие ограничивающие средства могут быть особенно желательными, поскольку значительные проходы газа или плохо контролируемые проходы газа между камерой окисления и зоной восстановления и/или камерой температурной гомогенизации могут приводить к нарушению газообмена между различными камерами печи. Когда кислород выходит из окислительной камеры в камеру с восстановительной атмосферой, содержание водяного пара в этой зоне увеличивается. Затем увеличение содержания водяного пара влияет на точку росы и может привести к нежелательным явлениям окисления, таким как, например, окисление соединений сплавов на поверхности стали. Как уже объяснялось, эти соединения сплавов имеют большое сродство к кислороду, и их селективное окисление оказывает вредное влияние на адгезию покрытия, получаемого после цинкования.
[0049] Кроме того, объемная концентрация кислорода в камере окисления (больше чем 1%, и даже 1,5–5% в соответствии с предпочтительным вариантом осуществления), может представлять объемную концентрацию, особенно чувствительную к нежелательным газовым обменам со смежными камерами. Ограничивающие средства, установленные между камерой окисления и камерой гомогенизации, например, воздушный шлюз, позволяют дополнительно управлять концентрацией кислорода в камере окисления. Это является важным, так как когда водород выходит из камеры с восстановительной атмосферой в камеру окисления, окисление становится не столь эффективным, поскольку часть кислорода потребляется реакцией с водородом. Эти явления отрицательно влияют на свойства слоя оксида железа, формируемого во время этапа окисления. Эта проблема усиливается, когда содержание кислорода в камере окисления является относительно низким, поскольку кислород будет таким образом еще более быстро потребляться реакцией с водородом.
[0050] Как правило, эти утечки в результате значительно ухудшают управление условиями способа отжига, что приводит к отсутствию контроля над качеством оцинкованной высокопрочной стали, получаемой после цинкования полосы, обработанной в соответствии с первым аспектом настоящего изобретения, в частности с точки зрения адгезии слоя покрытия к поверхности стальной полосы.
[0051] Предпочтительно этап а) нагревания выполняется в атмосфере, имеющей объемную концентрацию кислорода менее 0,01%, предпочтительно в бескислородной атмосфере.
[0052] Особенно важно предварительно нагреть стальную полосу в атмосфере с низким содержанием кислорода и предпочтительно без кислорода, чтобы стальная полоса не начала окисляться на поверхности до того, как она попадет в камеру окисления. Таким образом, когда окисление происходит только в камере окисления, это улучшает управление толщиной окисления. В дополнение к этому, поскольку температура полосы не является однородной во время этапа a) нагревания, важно, чтобы никакого окисления не происходило при таких условиях неоднородности температуры полосы.
[0053] Предпочтительно этап температурной гомогенизации выполняется путем перемещения полосы вблизи от упомянутой по меньшей мере одной трубы радиационного нагрева.
[0054] Преимущество перемещения полосы вблизи от трубы радиационного нагрева состоит в том, что оно позволяет подавать к полосе хорошо контролируемое количество тепла по всей ширине полосы. Таким образом, перемещение полосы вблизи от трубы радиационного нагрева обеспечивает теплообмен между полосой и трубой радиационного нагрева. Это позволяет поддерживать температуру полосы, например, равную целевой температуре, обеспечивая гомогенизацию температуры полосы. Таким образом, настоящее изобретение позволяет извлечь выгоду из преимуществ нагревания прямым пламенем, использовать преимущества нагревания прямым пламенем, одновременно компенсируя связанные с ним недостатки (неоднородность температуры полосы). Например, полоса перемещается на расстоянии от трубы радиационного нагрева, составляющем 0,1–0,2 м.
[0055] Предпочтительно упомянутая секция гомогенизации содержит по меньшей мере две трубы радиационного нагрева. Предпочтительно металлический продукт перемещается между упомянутыми двумя трубами радиационного нагрева.
[0056] Перемещение стальной полосы перед двумя трубами радиационного нагрева позволяет улучшить однородность температуры стальной полосы, оставляя стальной полосе больше времени для балансировки температуры во время получения тепла от труб радиационного нагрева, что позволяет сохранять целевую температуру полосы. Целевая температура полосы обычно составляет 650°C – 750°C и соответствует температуре, при которой окисление полосы в камере окисления хорошо контролируется. Те же рассуждения могут быть применены к трем, четырем, шести трубам радиационного нагрева.
[0057] Предпочтительно нагревание полосы на этапе a) осуществляется до достижения целевой температуры полосы 650°C – 750°C, и температурная гомогенизация полосы на этапе b) выполняется так, чтобы гомогенизировать температуру полосы в соответствии с упомянутой целевой температурой. Предпочтительно этап b) гомогенизации позволяет сохранять полосу при целевой температуре.
[0058] Во время этапа температурной гомогенизации тепло, передаваемое полосе трубой (трубами) радиационного нагрева, имеет единственную цель поддержания температуры полосы в соответствии с целевой температурой, а также гомогенизации ее температуры. Предпочтительно трубы радиационного нагрева во время этапа температурной гомогенизации равномерно излучают на полосу, что обеспечивает хорошую однородность температуры полосы на поверхности, а также в соответствии с толщиной полосы.
[0059] В соответствии со вторым аспектом одна из целей настоящего изобретения состоит в том, чтобы предложить печь для термообработки высокопрочной стальной полосы путем ее перемещения, что делает возможным формирование на поверхности полосы оксида с более однородной структурой и более управляемой толщиной. С этой целью авторы настоящего изобретения предлагают печь для термообработки полосы высокопрочного металла путем ее перемещения, содержащую:
секцию прямого нагрева нагревательной печи, содержащую:
зону для нагревания прямым пламенем;
секцию радиационного нагрева нагревательной печи, содержащую:
камеру окисления;
зону восстановления;
камеру температурной гомогенизации, расположенную после зоны для нагревания прямым пламенем и перед камерой окисления, содержащую по меньшей мере одну трубу радиационного нагрева.
[0060] Таким образом, камера температурной гомогенизации располагается между зоной для нагревания прямым пламенем и камерой окисления. Секция радиационного нагрева представляет собой RTF. Камера гомогенизации располагается в секции радиационного нагрева, аналогично камере окисления.
[0061] Предпочтительно упомянутая камера гомогенизации содержит по меньшей мере две трубы радиационного нагрева, и еще более предпочтительно по меньшей мере три трубы радиационного нагрева.
[0062] Количество труб радиационного нагрева в камере гомогенизации позволяет определить ее длину, на которой полоса может быть сбалансирована по температуре, оставаясь при целевой температуре полосы. Количество труб радиационного нагрева и длина камеры температурной гомогенизации зависят от зоны для нагревания прямым пламенем и от температурной неоднородности полосы, а также от желаемой однородности температуры полосы в камере окисления. Количество труб радиационного нагрева и длина камеры гомогенизации могут также зависеть от целевой температуры на выходе из камеры гомогенизации.
[0063] Предпочтительно, чтобы в камере температурной гомогенизации металлический продукт перемещался по меньшей мере между двумя трубами радиационного нагрева. Такой вариант осуществления обеспечивает более хорошую гомогенизацию температуры полосы, как это описано для способа в соответствии с первым аспектом настоящего изобретения.
[0064] Например, печь дополнительно содержит первый и второй ролик для направления перемещающейся полосы, причем первый ролик располагается после зоны для нагревания прямым пламенем, а второй ролик располагается после камеры окисления. Полоса предпочтительно поддерживается под натяжением в камере гомогенизации, так что при перемещении упомянутая полоса описывает главным образом прямолинейный путь во время своего прохождения в камеру гомогенизации и в зону восстановления.
[0065] Например, первый и второй ролики располагаются таким образом, чтобы упомянутая металлическая полоса растягивается в соответствии с преимущественно вертикальной ориентацией между упомянутыми роликами. Преимущественно вертикальная ориентация полосы соответствует такой ориентации полосы относительно плоского пола, которая отклоняется от нормали к плоскому полу не более чем на 15°. Полоса находится в печи под натяжением, так что при прохождении ее в камеру гомогенизации, а затем в камеру окисления, она вытягивается.
[0066] В другом возможном варианте осуществления печь конфигурируется таким образом, что металлическая полоса вытягивается в основном в горизонтальной ориентации.
[0067] В одном предпочтительном варианте осуществления камера окисления дополнительно ограничивается двумя воздушными шлюзами, каждый из которых состоит по меньшей мере из двух роликов воздушного шлюза. В таком случае, несмотря на отсутствие постоянного контакта между полосой и такими роликами воздушного шлюза, возможно, что полоса соприкасается с ними, например, после перемещения полосы.
[0068] Предпочтительно камера окисления отделяется от камеры гомогенизации и зоны восстановления двумя ограничивающими средствами, позволяющими перемещать полосу через упомянутую камеру окисления, например, эти два ограничивающих средства представляют собой два воздушных шлюза. Соответствующие преимущества, описанные для способа настоящего изобретения, применимы и к печи, с необходимыми изменениями.
[0069] Предпочтительно камера окисления снабжается вентиляционными отверстиями, чтобы сбалансировать входной и выходной объемы, чтобы сбалансировать давление внутри камеры, а также чтобы уменьшить возможные газопереносы из–за утечек.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0070] Эти и другие аспекты настоящего изобретения будут разъяснены в подробном описании конкретных вариантов осуществления настоящего изобретения со ссылкой на чертежи, в которых:
Фиг. 1 показывает один вариант осуществления в соответствии с настоящим изобретением;
Фиг. 2 показывает другой вариант осуществления в соответствии с настоящим изобретением;
Фиг. 3 показывает схематический вид подачи полосы в камеру температурной гомогенизации, а затем в камеру окисления и в зону восстановления.
Эти чертежи выполнены не в масштабе и не являются ограничивающими. Как правило, подобным элементам на чертежах соответствуют подобные ссылочные обозначения. Присутствие ссылочных номеров в чертежах не может рассматриваться как ограничение, включая то, когда эти ссылочные номера указаны в формуле изобретения.
ПОДРОБНОЕ ОПИСАНИЕ НЕКОТОРЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
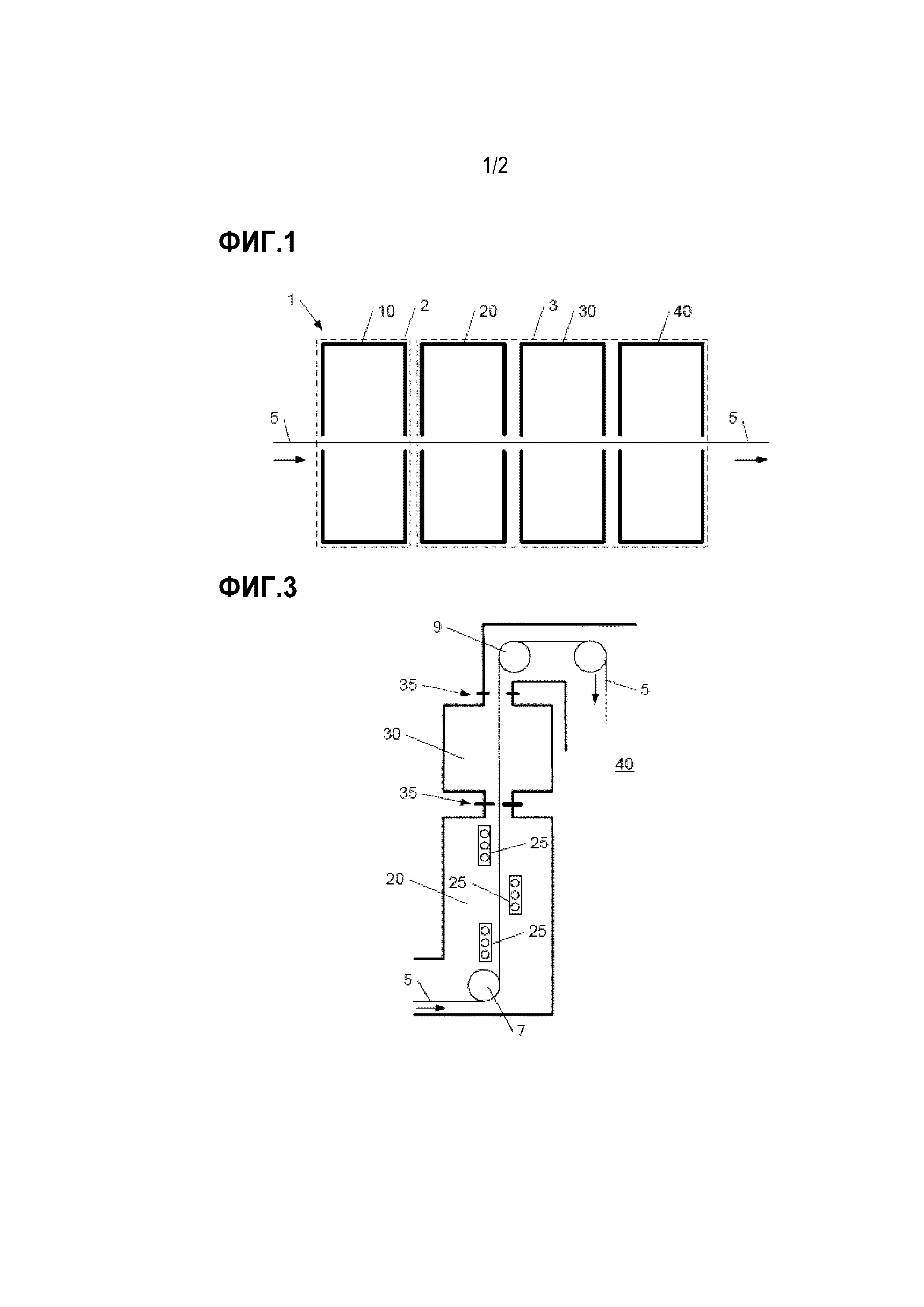
[0071] Фиг. 1 показывает схематическую иллюстрацию печи 1 в соответствии со вторым аспектом настоящего изобретения, позволяющей осуществлять способ в соответствии с первым аспектом настоящего изобретения. Печь 1 содержит, в направлении перемещения полосы 5, зону 10 для нагревания прямым пламенем, камеру 20 температурной гомогенизации, камеру 30 окисления и зону 40 восстановления для восстановления оксида и термообработки полосы. Печь 1 содержит секцию 2 прямого нагрева нагревательной печи, содержащую зону 10 для нагревания прямым пламенем, и секцию 3 радиационного нагрева печи, содержащую камеру 20 температурной гомогенизации, камеру 30 окисления и зону 40 восстановления.
[0072] Способ в соответствии с настоящим изобретением включает выполнение этапа a) для нагревания полосы 5 прямым пламенем в зоне 10 для нагревания прямым пламенем. Далее способ содержит выполнение этапа b), то есть перемещение полосы 5 вблизи по меньшей мере одной трубы 25 радиационного нагрева так, чтобы, например, оставить время для полосы 5, предварительно подогретой до целевой температуры, чтобы она гомогенизировалась по температуре, сохраняя упомянутую целевую температуру. В соответствии с другим возможным сценарием полоса 5 может быть нагрета в камере 20 гомогенизации так, чтобы она имела (гомогенизированную) конечную температуру выше, чем входная температура. Далее способ содержит выполнение этапа c) окисления, то есть перемещение полосы 5 в камере 30 окисления, содержащей кислород в объемной концентрации более 1% и предпочтительно 1,5–5%. Во время этапа c) на поверхности полосы 5 формируется оксидный слой. Как правило, сформированный оксид является главным образом оксидом железа II, II–III, или III. Способ термической обработки стальной полосы 5 содержит после этапа c) этап d), во время которого стальная полоса 5, окисленная на этапе c), подвергается термообработке при температуре полосы вплоть до 800°C, и предпочтительно вплоть до 850°C. Во время этого этапа d) полоса 5 подвергается воздействию восстановительной газовой среды, предпочтительно содержащей водород в объемной концентрации более 3%, и более предпочтительно 3–5%. Остаток атмосферы обычно является азотом. Температура термообработки в зоне восстановления во время этапа d) может быть относительно легко модифицирована без значительного изменения этапов a), b) и c).
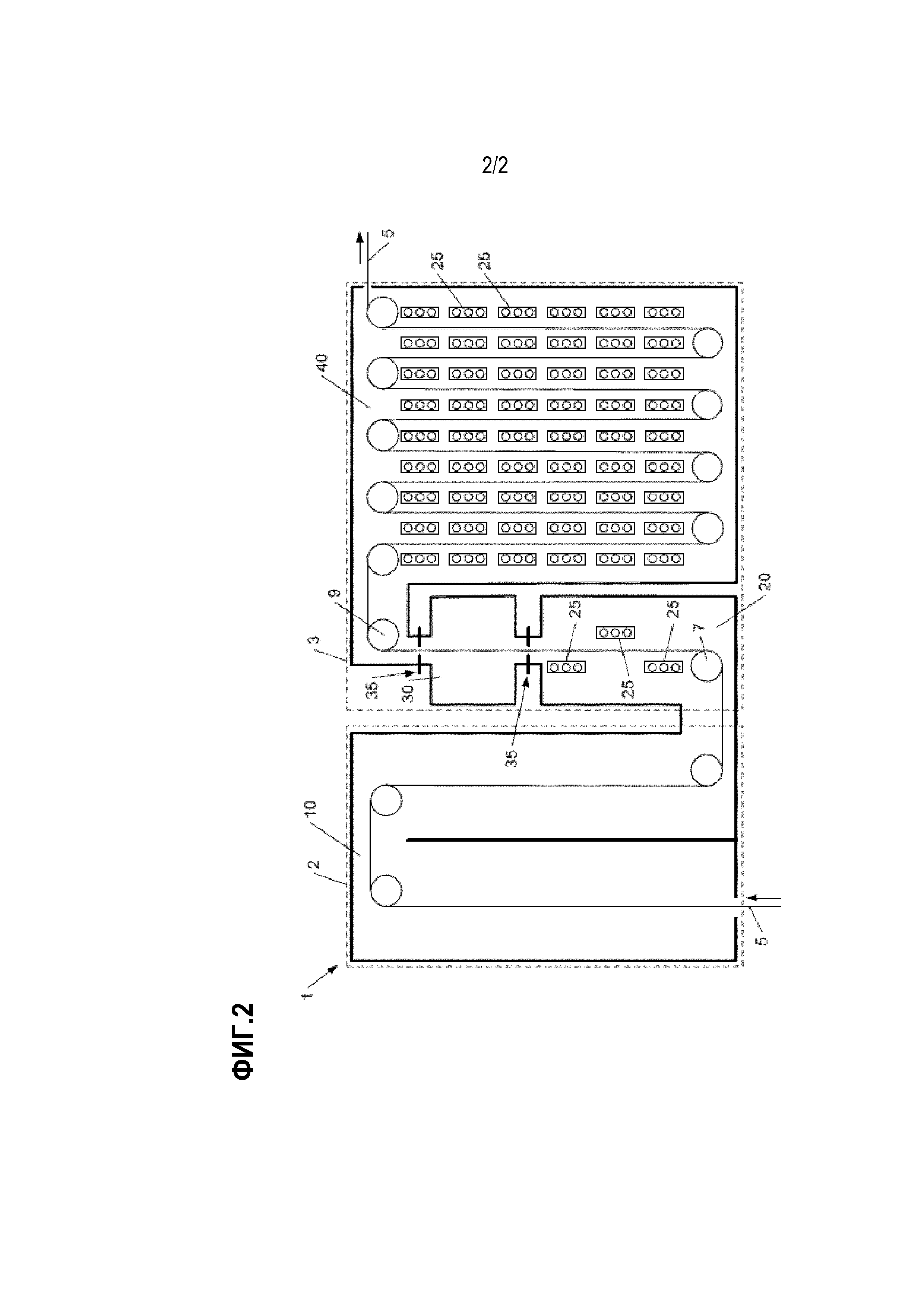
[0073] Фиг. 2 показывает вид всей печи 1 в соответствии со вторым аспектом настоящего изобретения, со схематическим представлением прохождения полосы 5 через зону 10 для нагревания прямым пламенем, камеру 20 гомогенизации, камеру 30 окисления и зону 40 восстановления, содержащиеся в печи 1. Полоса 5 описывает последовательность вертикальных проходов, во время которых она проходит через секцию 2 прямого нагрева нагревательной печи, а затем через секцию 3 радиационного нагрева печи. После прохождения зоны 10 для нагревания прямым пламенем полоса 5 входит в секцию 3 радиационного нагрева печи через камеру 20 гомогенизации. В неограничивающем примере, показанном на Фиг. 2, зона 10 для нагревания прямым пламенем содержит две линии прохождения. Затем полоса 5 направляется к камере 20 температурной гомогенизации.
[0074] Линия прохождения, содержащая камеру 20 температурной гомогенизации и камеру 30 окисления, расположена в секции RTF (секции радиационного нагрева) печи 1. Таким образом, камера 30 окисления находится при температуре, аналогичной температуре секции RTF, которая ее окружает, будучи предпочтительно изолированной на уровне содержания кислорода и водорода.
[0075] После выхода из камеры 30 окисления полоса 5 входит в зону 40 восстановления для ее термообработки. Зона 40 восстановления содержит ряд вертикальных проходов, окруженных трубами 25 радиационного нагрева, позволяющими регулировать температуру полосы 5 для того, чтобы выполнить желаемую термообработку высокопрочной стальной полосы 5.
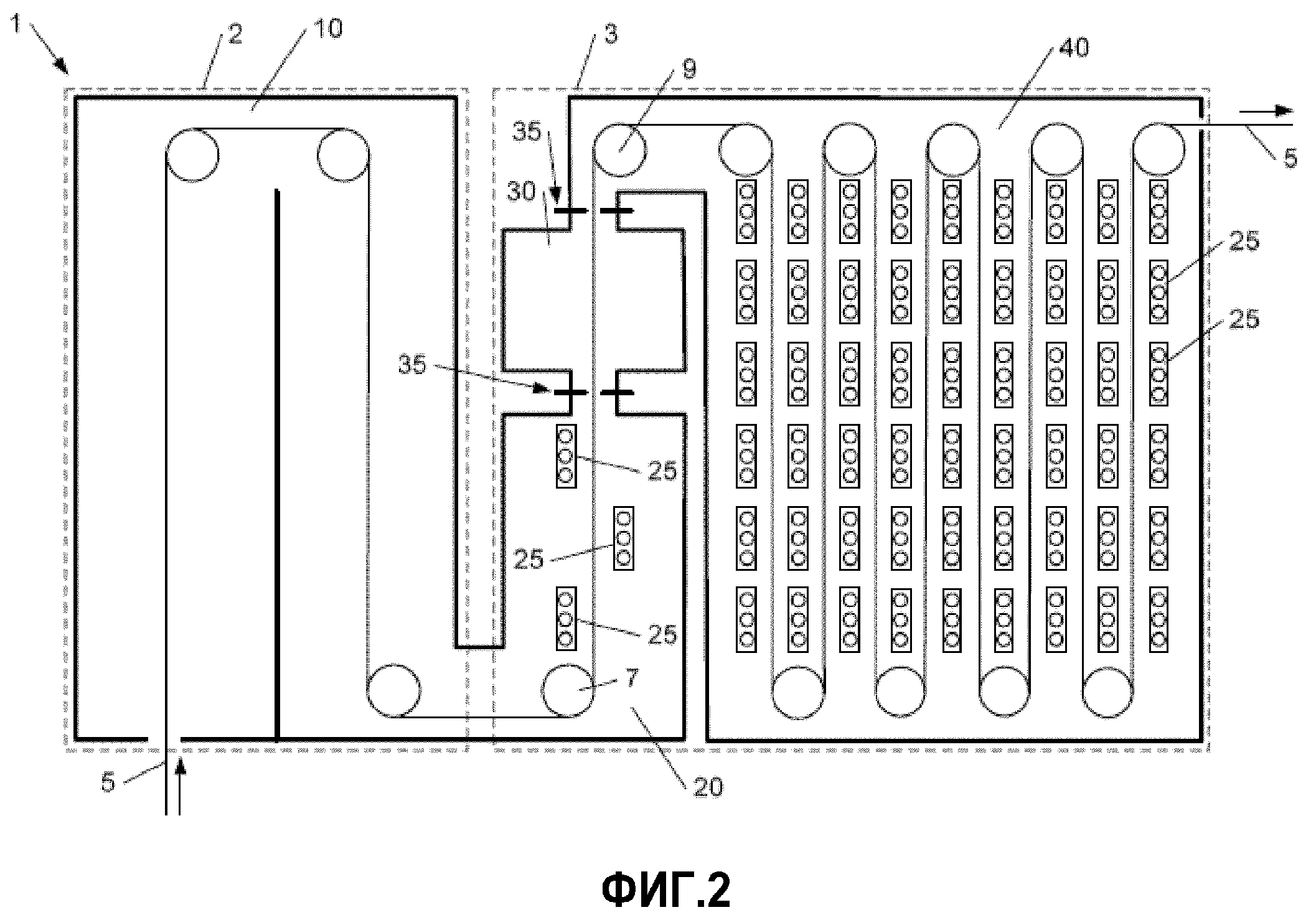
[0076] Фиг. 3 показывает схематический вид подачи полосы 5 в камеру 20 температурной гомогенизации, затем в камеру 30 окисления, и продвижение полосы 5 к зоне 40 восстановления. Фиг. 3 показывает один конкретный вариант осуществления камеры 20 температурной гомогенизации, который иллюстрирует в качестве примера три трубы 25 радиационного нагрева, расположенные таким образом, что полоса 5 проходит вблизи от них в камере 20 температурной гомогенизации. Проиллюстрированная камера 20 температурной гомогенизации делает возможной хорошую гомогенизацию температуры полосы 5 при целевой температуре, которая определяется в соответствии с составом стали. Таким образом может быть получена конкретно определенная и однородная по всей поверхности полосы 5 толщина оксида.
[0077] Например, при работе стальная полоса 5 подается в зону 10 для нагревания прямым пламенем и нагревается при восстановительных условиях в присутствии моноксида углерода и водорода, предпочтительно так, чтобы достичь температуры полосы 650° – 750°C. Затем стальная полоса подается в камеру 30 окисления, которая находится внутри секции радиационного нагрева (RTF), где окисление происходит с содержанием кислорода более 1%. Эта этап окисления позволяет формировать на поверхности, например, слой оксида железа. Затем этот слой оксида удаляется во время этапа термообработки в восстановительной атмосфере, чтобы перейти к этапу цинкования в соответствии со способом, хорошо известным специалистам в данной области техники.
[0078] Настоящее изобретение было описано в отношении конкретного варианта осуществления, который имеет чисто иллюстративное значение и не должен рассматриваться как ограничивающий. В целом настоящее изобретение не ограничивается примерами, проиллюстрированными и/или описанными выше. Использование глаголов «содержит», «включает в себя», «включает», или любого другого их варианта, а также их спряжений никоим образом не может исключать присутствие элементов, отличающихся от упомянутых. Использование неопределенных или определенных форм для введения элемента не исключает наличия множества этих элементов. Ссылочные цифры в формуле изобретения не ограничивают область ее охвата.
[0079] Таким образом, настоящее изобретение также может быть кратко описано следующим образом. Способ термической обработки перемещающейся высокопрочной стальной полосы 5 включает следующие этапы:
a) нагревание полосы 5 в зоне 10 для нагревания прямым пламенем;
b) температурная гомогенизация полосы 5 в камере 20 гомогенизации, содержащей по меньшей мере одну трубу 25 радиационного нагрева, так, чтобы гомогенизировать температуру полосы 5 после прохождения зоны 10 для нагревания прямым пламенем;
c) окисление полосы 5 в камере 30 окисления с окислительной атмосферой, имеющей объемную концентрацию кислорода более чем 1%;
d) восстановление полосы 5 в зоне 40 восстановления с восстановительной газовой средой, имеющей объемную концентрацию водорода более 3%.
Реферат
Изобретение относится к термической обработке высокопрочной стальной полосы. Осуществляют нагревание полосы в зоне для нагревания прямым пламенем. Производят температурную гомогенизация полосы в камере гомогенизации, содержащей по меньшей мере одну трубу радиационного нагрева, чтобы гомогенизировать температуру полосы после прохождения зоны для нагревания прямым пламенем предыдущего этапа. Обеспечивают окисление полосы в камере окисления с окислительной атмосферой, имеющей объемную концентрацию кислорода более чем 1%. Восстанавливают полосу в зоне восстановления. В результате получают на поверхности полосы оксидный слой с однородной и контролируемой толщиной. 2 н. и 13 з.п. ф-лы, 3 ил.
Комментарии