Способ получения гранулированного металлического железа, способ получения жидкой стали, способ получения металлического железа, устройство для загрузки вспомогательного исходного материала и устройство для загрузки исходного материала - RU2228365C2
Код документа: RU2228365C2
Чертежи























Описание
Настоящее изобретение относится к области восстановления оксида железа, например железной руды, путем нагревания вместе с углеродсодержащим восстановителем, например коксом, с целью получения металлического железа. Более конкретно, настоящее изобретение относится к способу, использование которого позволяет осуществлять эффективное восстановление оксида железа в металлическое железо путем упрощенной обработки, наряду с эффективным отделением в виде шлака шлакообразующих компонентов, включенных в качестве пустой породы в железную руду и подобный материал, от металлического железа, в результате чего получают гранулированное металлическое железо высокой степени чистоты при высоком выходе.
Настоящее изобретение также относится к способу получения металлического железа, который усовершенствован, чтобы гарантировать стабильное непрерывное получение при сокращении числа дефектов огнеупорных материалов, которые в случае использования восстановительной плавильной печи с подвижным подом представляют собой проблему при получении металлического железа из формованного исходного материала, включающего углеродсодержащий восстановитель и вещество, содержащее оксид железа.
Кроме того, настоящее изобретение относится к усовершенствованному подающему устройству для эффективной загрузки вспомогательных исходных материалов, например агента, регулирующего атмосферу, на под восстановительной плавильной печи с подвижным подом.
Процесс прямого получения металла в шахтной печи, которому соответствует процесс Мидрекса, обычно известен как способ прямого получения железа, предназначенный для получения восстановленного железа путем прямого восстановления источника оксида железа, например железной руды или оксида железа, при использовании углеродистого материала или восстановительного газа. В соответствии со способом прямого получения железа этого вида восстановительный газ, полученный из природного газа, нагнетают в печь через отверстие для фурмы, предусмотренное в нижней части шахтной печи, и оксид железа восстанавливается в металлическое железо вследствие восстановительной способности восстановительного газа. В последнее время обращают внимание на другой процесс получения восстановленного железа, в котором вместо природного газа в качестве восстановителя используют углеродистый материал, например уголь, и один такой процесс, который называют процессом СЛ-РН, уже введен в практику.
В патенте США №3443931 раскрыт еще один процесс, в котором углеродистый материал и порошкообразный оксид железа смешивают друг с другом и преобразуют в массу или в окатыши, которые, в свою очередь, подвергают восстановлению путем нагревания на вращающемся поду, чтобы получить восстановленное железо.
В патенте США №5885521 раскрыт способ, в котором гранулированный исходный материал, предназначенный для получения восстановленного железа, высушенный в сушильной печи, загружают на под по подающему трубопроводу, проходящему вниз через потолочную часть печи с подвижным подом к месту вблизи пода, и сначала слой гранулированного исходного материала, предназначенного для получения восстановленного железа, выравнивают по толщине посредством выравнивателя окатышей, предусмотренного на боковой поверхности переднего конца подающего трубопровода, а затем дополнительно выравнивают посредством разглаживающего устройства, расположенного относительно выравнивателя окатышей ниже по ходу процесса в направлении перемещения пода.
Кроме того, в качестве процесса, предназначенного для прямого восстановления оксида железа в восстановленное железо, известен такой процесс восстановления при плавлении, как ДИОС. Согласно этому способу оксид железа предварительно восстанавливают до коэффициента восстановления примерно 30% и после этого такой оксид железа непосредственно подвергают реакции восстановления вместе с углеродом в железной ванне до тех пор, пока оксид железа не превратится в металлическое железо.
В публикации №HEI 8-27507 Вестника выложенных патентов Японии раскрыт еще один процесс прямого восстановления железа, в котором порошкообразный углеродсодержащий восстановитель с обессеривающей добавкой и порошкообразный оксид железа укладывают слоями на подвижный под и полученный таким образом пакет нагревают, чтобы получить губчатое железо.
В публикации №HEI 11-106812 Вестника выложенных патентов Японии раскрыт способ, в котором исходный материал, содержащий железную руду и твердый восстановитель, загружаемый в печь с вращающимся подом (в восстановительную печь) по впускному каналу, проходящему сквозь потолочную часть печи, передается по перегородке на под, при этом под, несущий исходный материал, вращается, чтобы обеспечить возможность восстановления исходного материала внутри печи в течение одного оборота, после чего материал выпускают. Существенное отличие способа заключается в том, что высокотемпературную восстановленную руду укладывают под перегородкой для предварительного нагревания исходного материала на перегородке лучистой теплотой восстановленной руды, в то время как восстановленную руду, температура которой снизилась, выгружают через выпускное отверстие.
Заявитель настоящего изобретения в течение длительного времени проводил исследования, направленные на разработку способа, использование которого позволило бы эффективно получать металлическое железо, имеющее высокую степень чистоты, из железной руды, имеющей относительно низкое содержание железа, а также из оксида железа, имеющего высокое содержание железа, посредством упрощенной переработки. Нижеследующий способ, разработанный в результате исследований, впервые был предложен в публикации №HEI 9-256017 Вестника выложенных патентов Японии.
Этот способ отличается тем, что при получении металлического железа путем восстановления нагреванием формованного рудного тела, включающего углеродсодержащий восстановитель и оксид железа, оксид железа восстанавливают в твердом состоянии, нагревая с целью образования и выращивания корки из металлического железа, при этом восстановление нагреванием продолжают до тех пор, пока оксид железа больше не будет присутствовать внутри корки, а нагревание продолжают, чтобы вызвать вытекание шлака из корки металлического железа, и тем самым отделить металлическое железо и шлак друг от друга.
В соответствии с одним аспектом настоящего изобретения предусмотрен способ получения гранулированного металлического железа, включающий нагревание формованного исходного материала, включающего углеродсодержащий восстановитель и вещество, содержащее оксид железа, в восстановительной плавильной печи, чтобы подвергнуть оксид железа, содержащийся в формованном исходном материале, восстановлению в твердом состоянии; и науглероживание восстановленного железа, получающегося в результате восстановления в твердом состоянии, углеродом, содержащимся в углеродсодержащем восстановителе, чтобы вызвать плавление восстановленного железа, наряду с тем, чтобы отделить компоненты пустой породы, содержащиеся в формованном исходном материале, и вызвать коалесценцию получающегося в результате металлического железа до гранулированного металлического железа, в котором газовая среда, имеющаяся вблизи формованного исходного материала на стадии науглероживания и плавления, имеет восстановительную способность не ниже 0,5.
В соответствии с другим аспектом настоящего изобретения предусмотрен способ получения металлического железа, включающий образование на огнеупорных материалах пода осажденного слоя, содержащего шлак, полученный в процессе восстановительной плавки, в результате чего защищают огнеупорные материалы пода при получении металлического железа.
В соответствии с еще одним аспектом настоящего изобретения предусмотрено устройство для загрузки вспомогательного исходного материала на под восстановительной плавильной печи с подвижным подом, выполненной с возможностью получения металлического железа, содержащее подающий трубопровод, при вертикальном положении соединенный с потолочной частью печи.
Эти и другие особенности и связанные с ними преимущества настоящего изобретения станут очевидными из нижеследующего подробного описания со ссылками на сопровождающие чертежи, на которых:
на фиг.1 схематично представлено оборудование для восстановительной плавки, использованное в настоящем изобретении;
фиг.2 - вид, эквивалентный разрезу, сделанному по линии А-А на фиг.1;
фиг.3 - развернутый в продольном направлении пояснительный вид в разрезе оборудования по фиг.1;
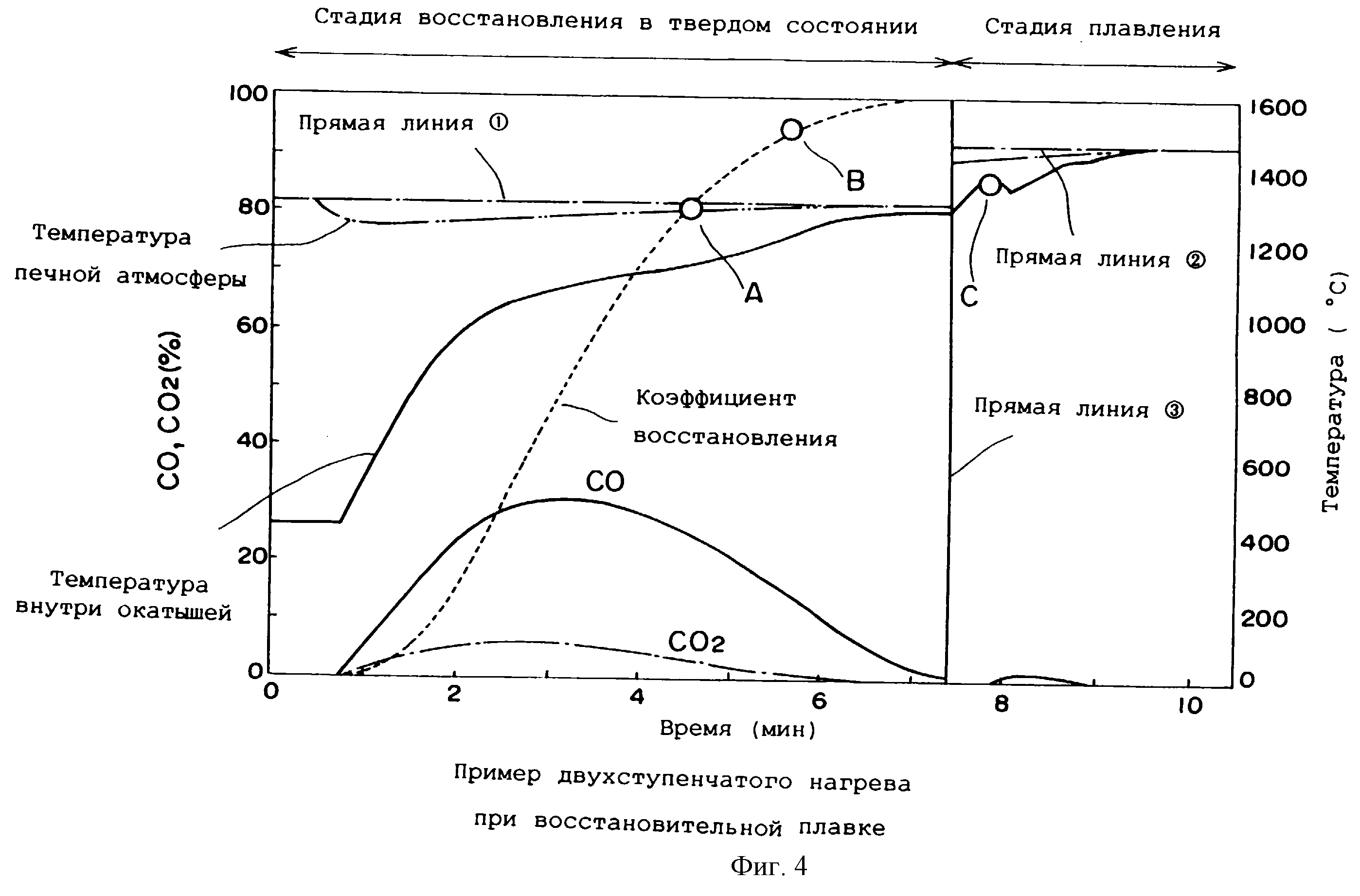
фиг.4 - графики, показывающие соответствующие изменения температуры печной атмосферы, температуры формованного исходного материала, коэффициента восстановления и количеств выделившегося газа СО и выделившегося газа СО2 во время стадии восстановления в твердом состоянии и стадии плавления при использовании в изобретении принципа двухступенчатого нагрева;
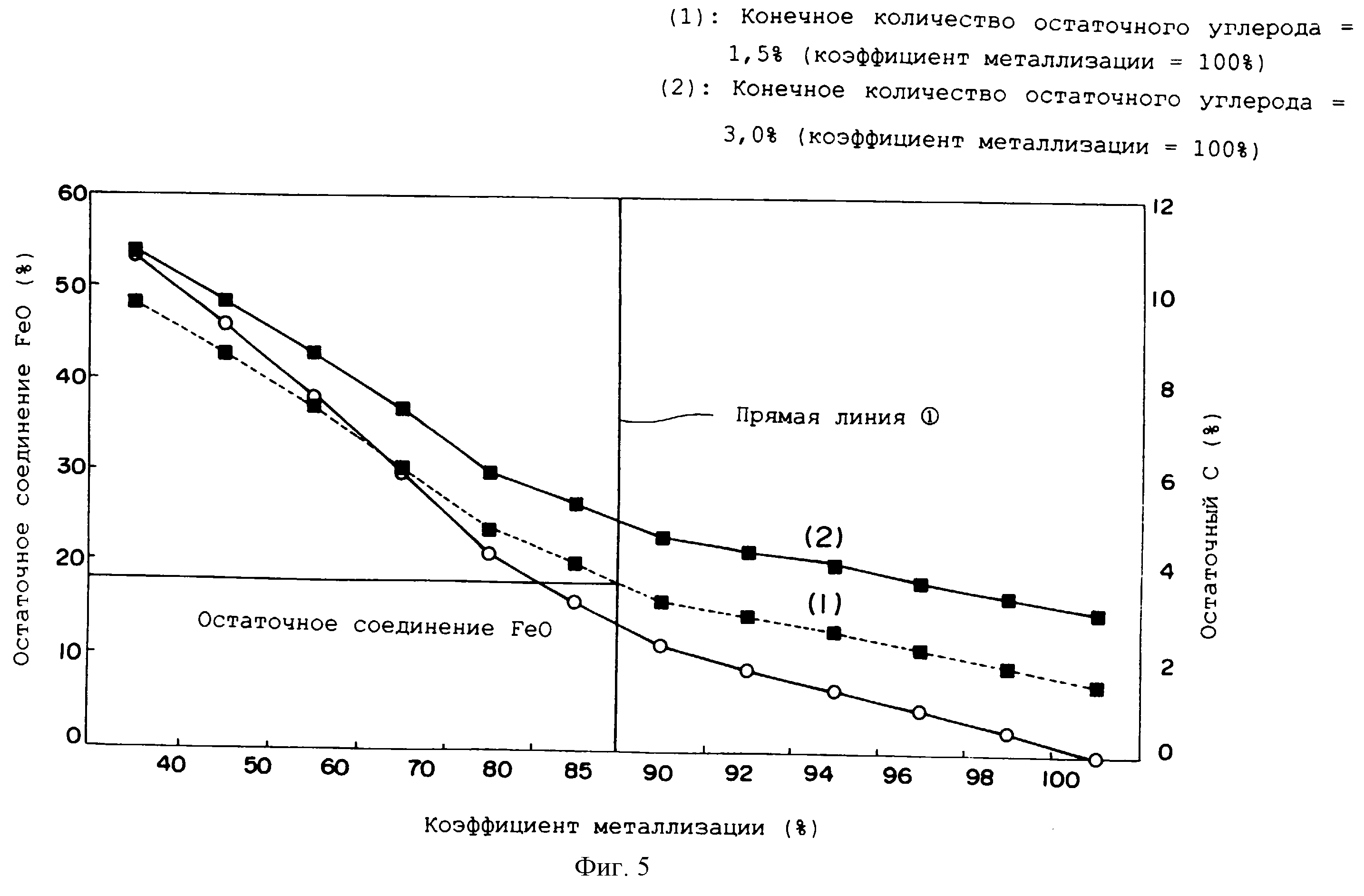
фиг.5 - графики, показывающие соответствующие изменения коэффициента металлизации оксида железа, содержащегося в формованном исходном материале, и количества остаточного FeO во время стадии восстановления в твердом состоянии и стадии плавления;
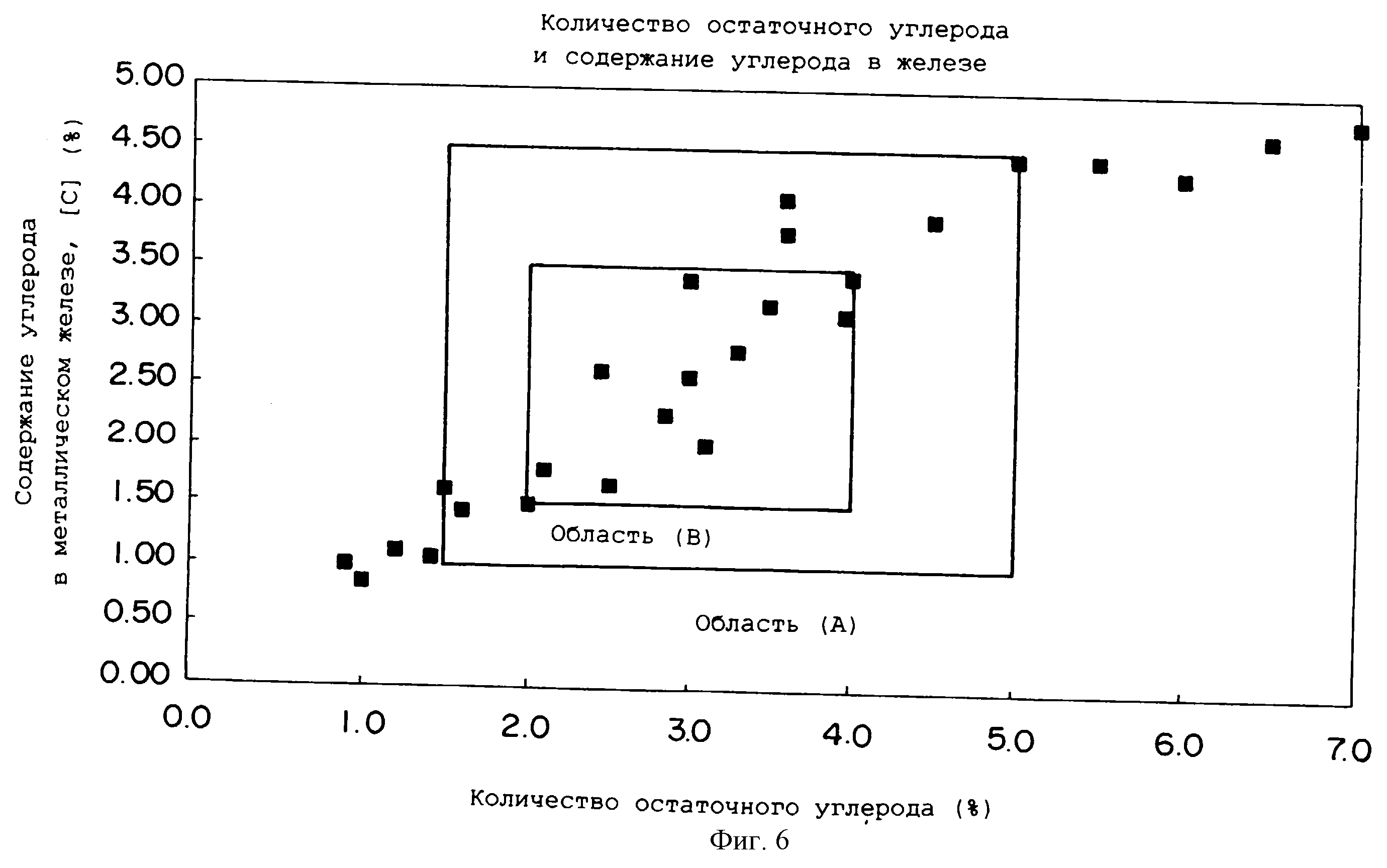
фиг.6 - график, показывающий зависимость между количеством остаточного углерода в восстановленном железе в то время, когда коэффициент металлизации достигает 100%, и количеством остаточного углерода в окончательно полученном металлическом железе;
фиг.7 - график, показывающий зависимость между коэффициентом металлизации и коэффициентом восстановления;
фиг.8 - график, показывающий соответствующие изменения температуры внутри формованного исходного материала и восстановительной способности газовой среды при использовании и без использования угольного порошка в качестве агента, регулирующего атмосферу;
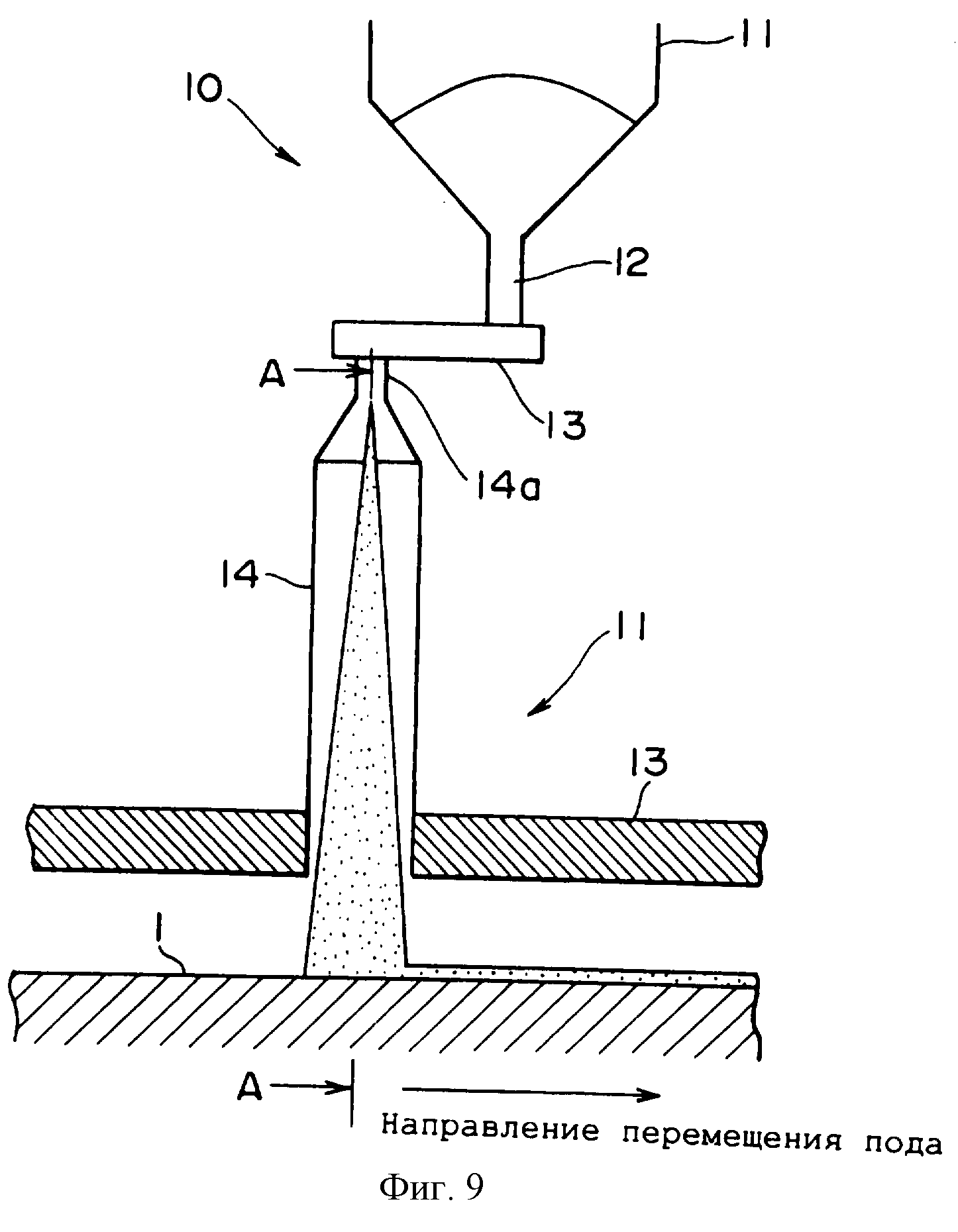
фиг.9 - схематичный вид в разрезе, иллюстрирующий конструкцию основной части печи с подвижным подом в соответствии с предпочтительным вариантом осуществления изобретения;
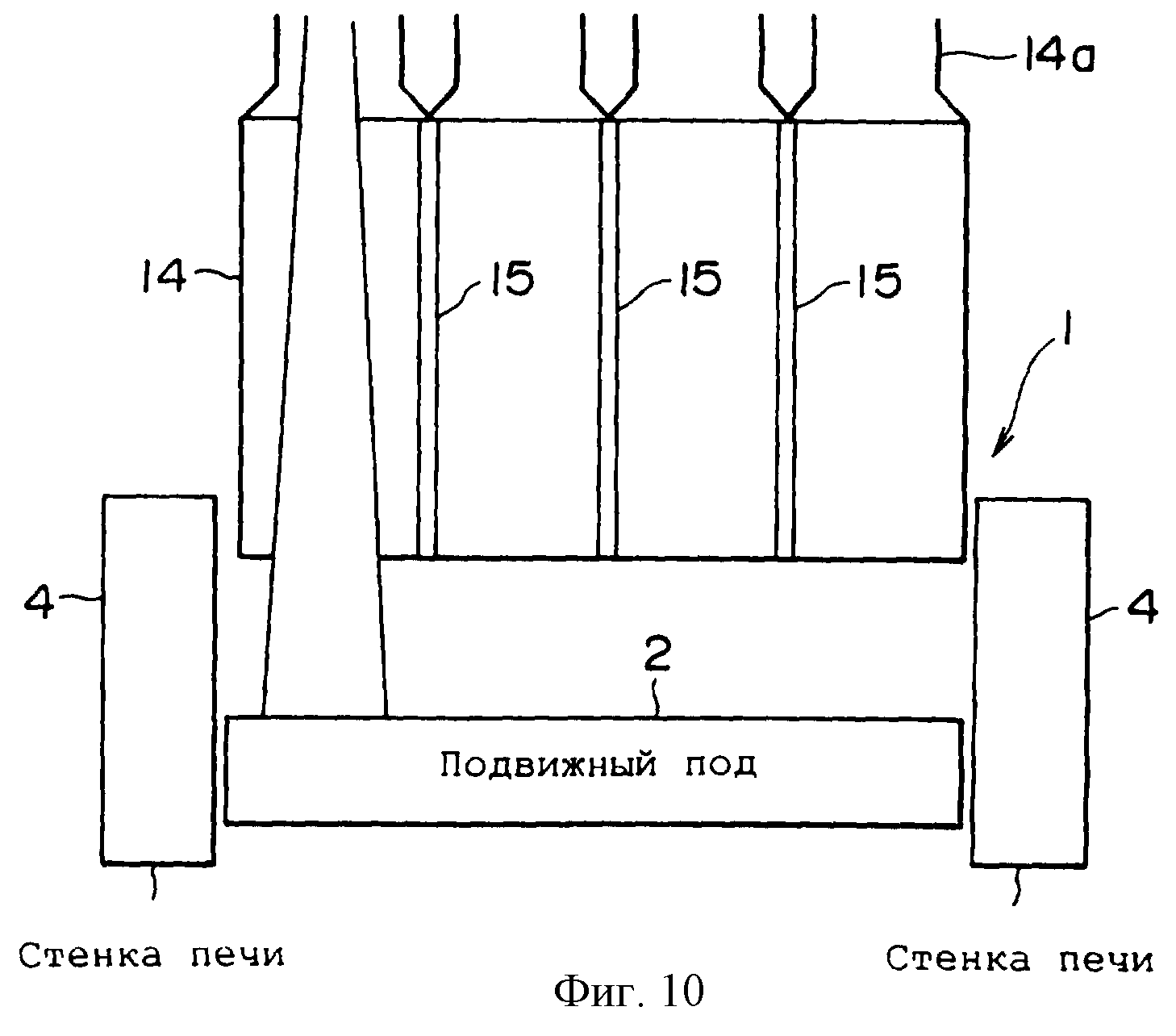
фиг.10 - разрез по линии А-А на фиг.9;
фиг.11 - вид, иллюстрирующий основную часть другого предпочтительного подающего устройства согласно изобретению;
фиг.12 - вид, иллюстрирующий основную часть еще одного предпочтительного подающего устройства согласно изобретению;
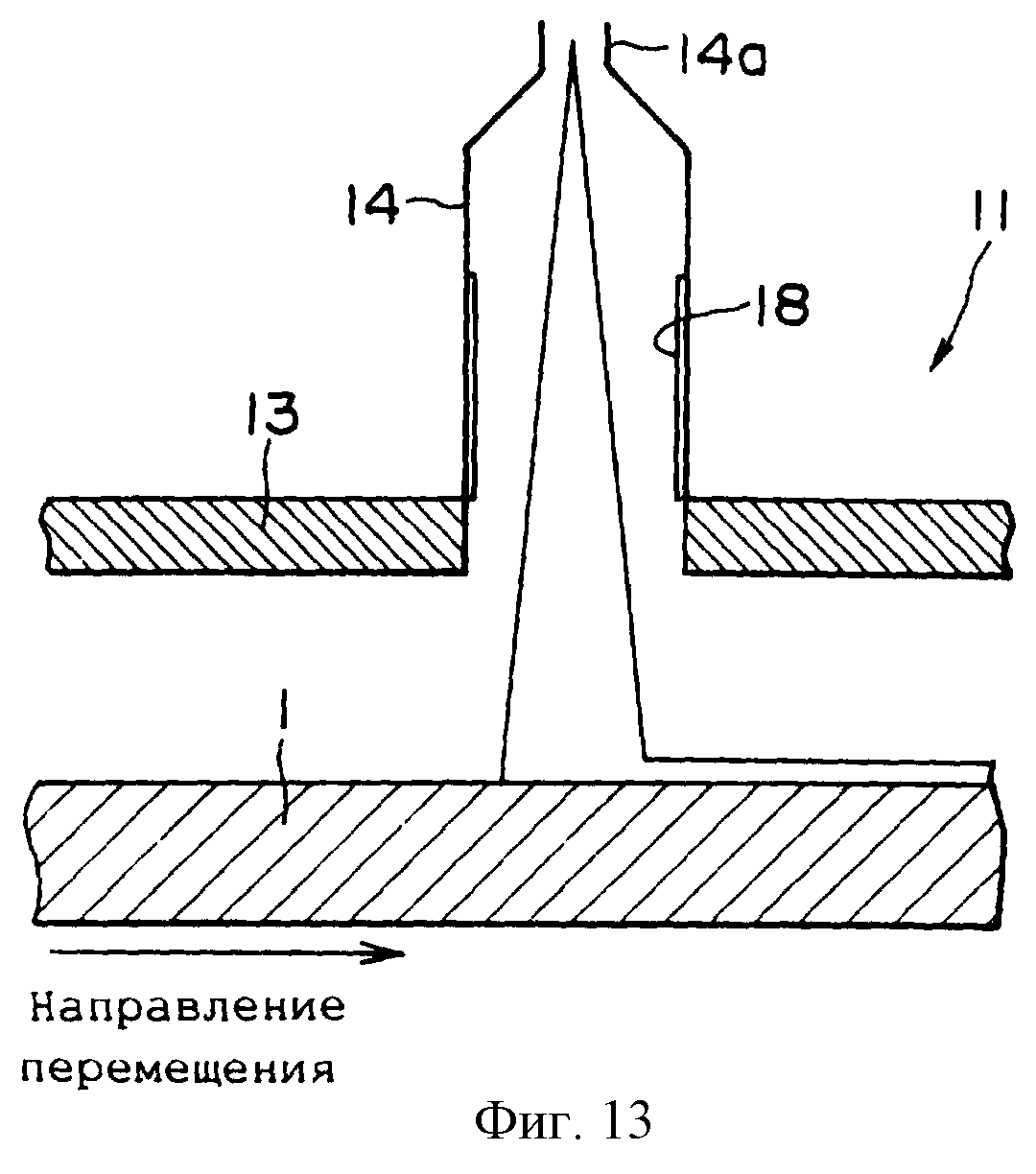
фиг.13 - вид, иллюстрирующий основную часть еще одного предпочтительного подающего устройства согласно изобретению;
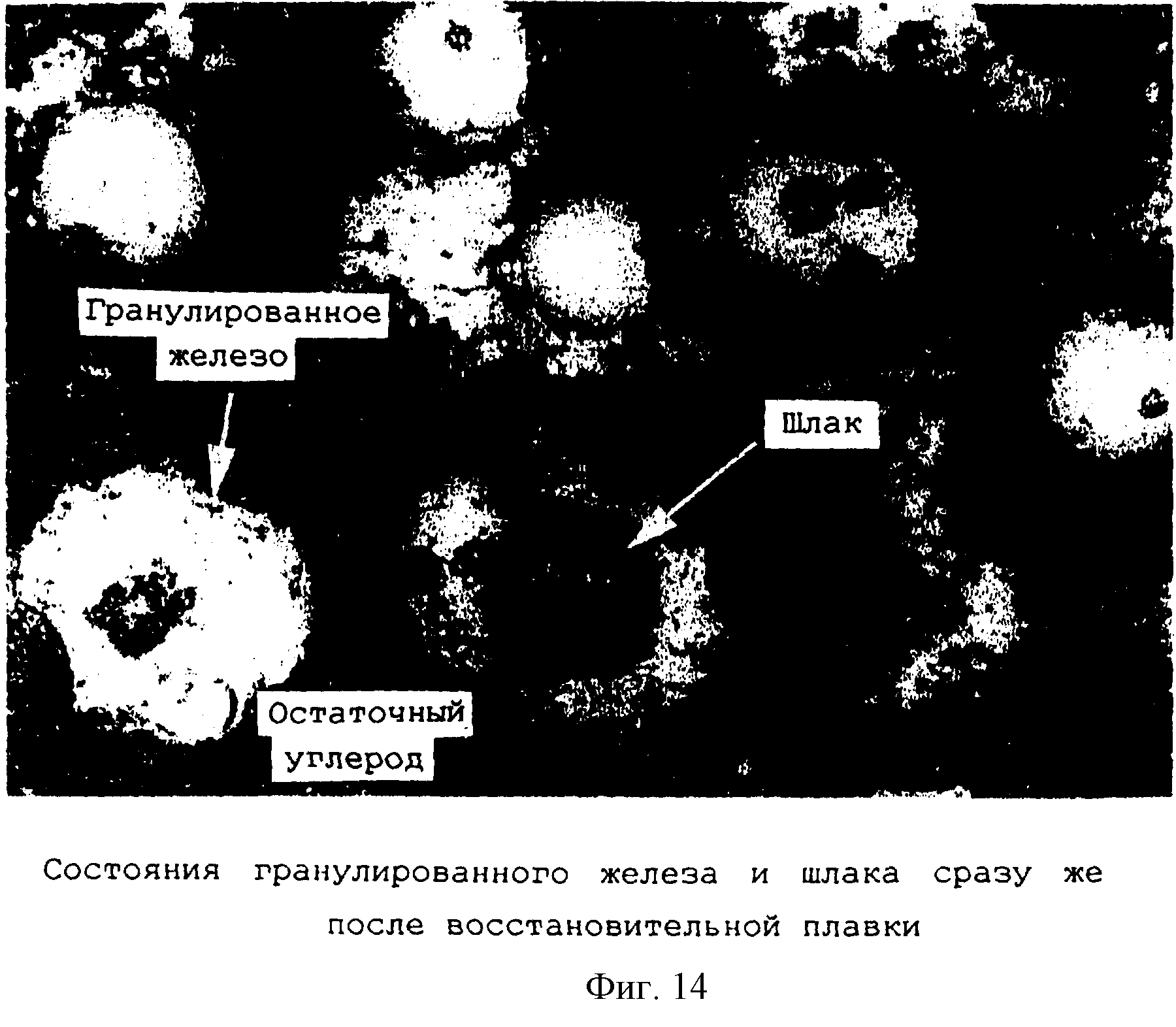
фиг.14 - фотография, показывающая металлическое железо и шлак в состоянии, которое при экспериментальном получении имелось сразу же после науглероживания и плавления;
фиг.15 - график, подтверждающий эффект снижения содержания серы в металлическом железе в эксперименте с целенаправленным добавлением источника СаО к формованному исходному материалу для регулирования числа основности шлака;
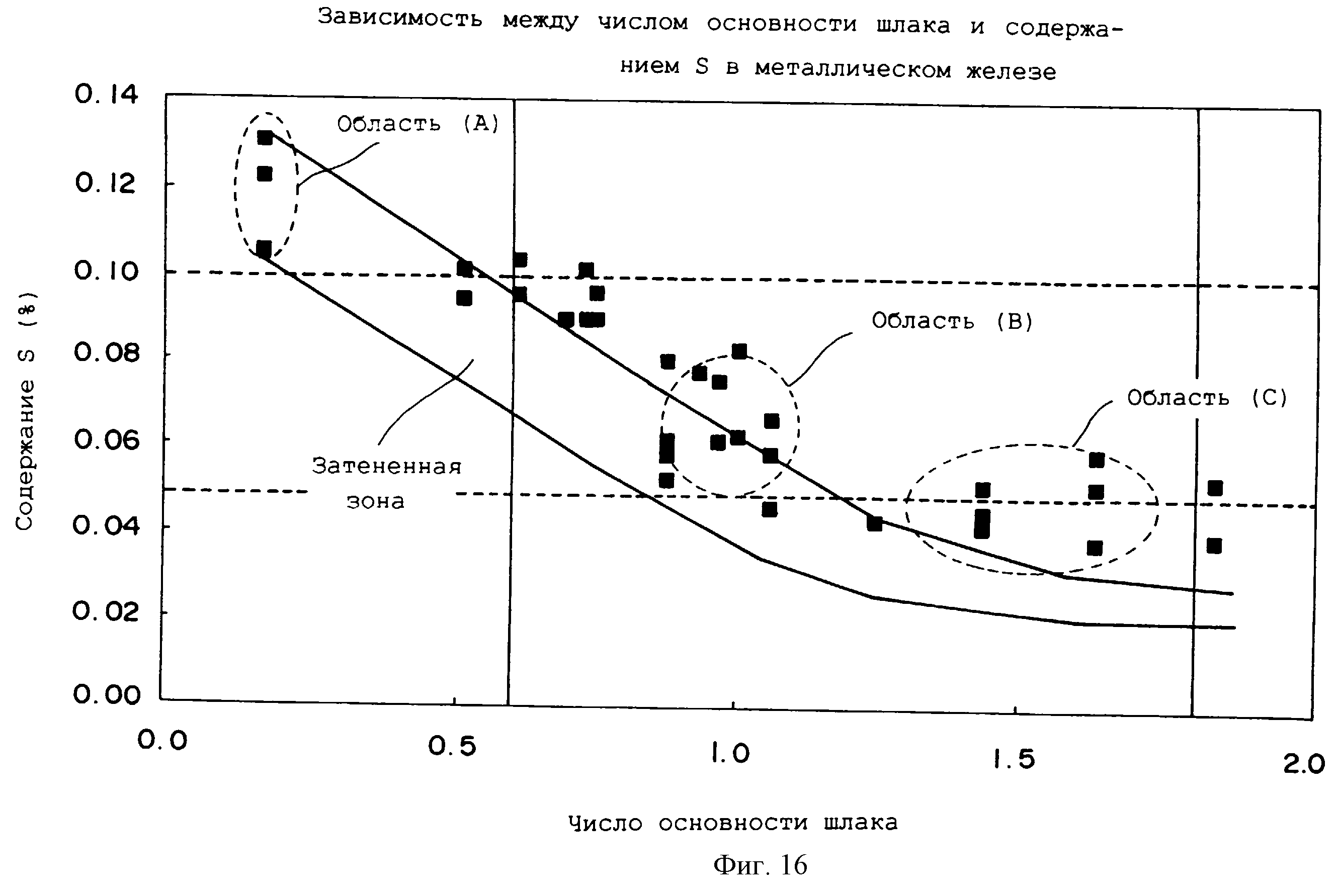
фиг.16 - график, показывающий зависимость между числом основности полученного шлака и содержанием серы в полученном металлическом железе;
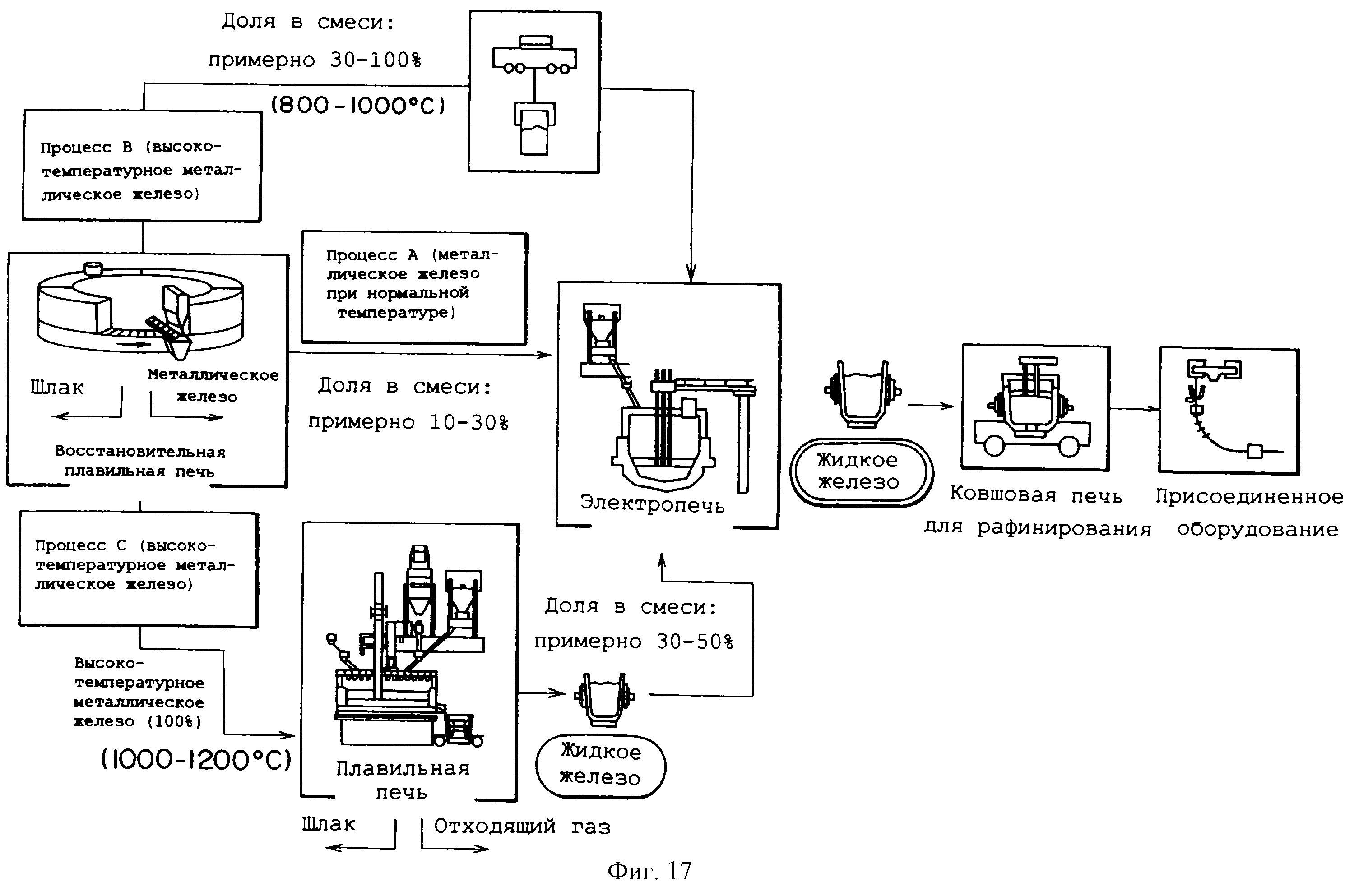
фиг.17 - пояснительный вид, иллюстрирующий интегрированную производственную систему для получения железа и стали, использованную в настоящем изобретении;
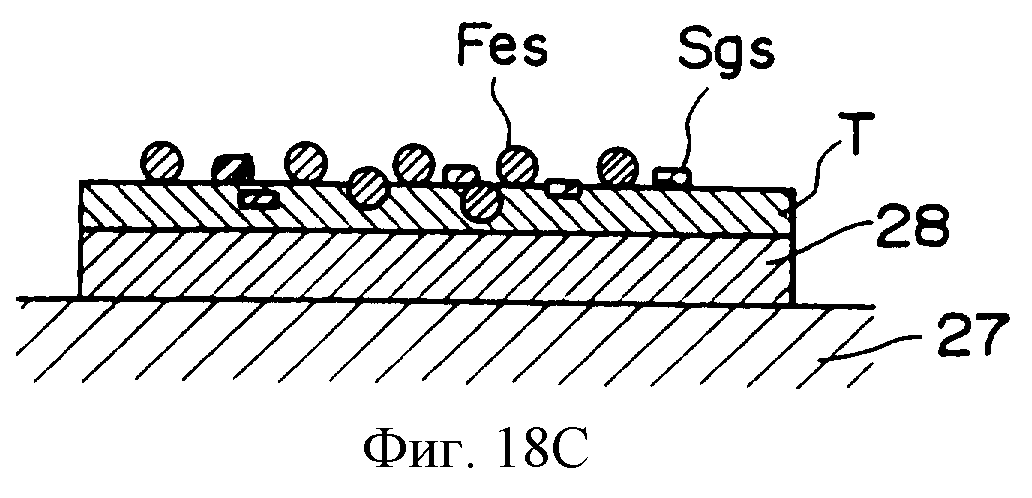
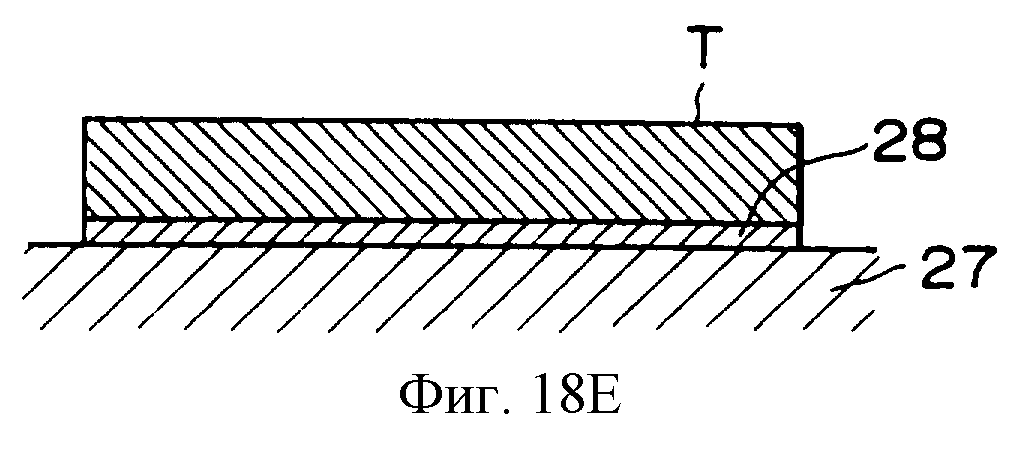
фиг.18 А-Е - схематически показано состояние шлакового осажденного слоя, образованного при использовании настоящего изобретения;
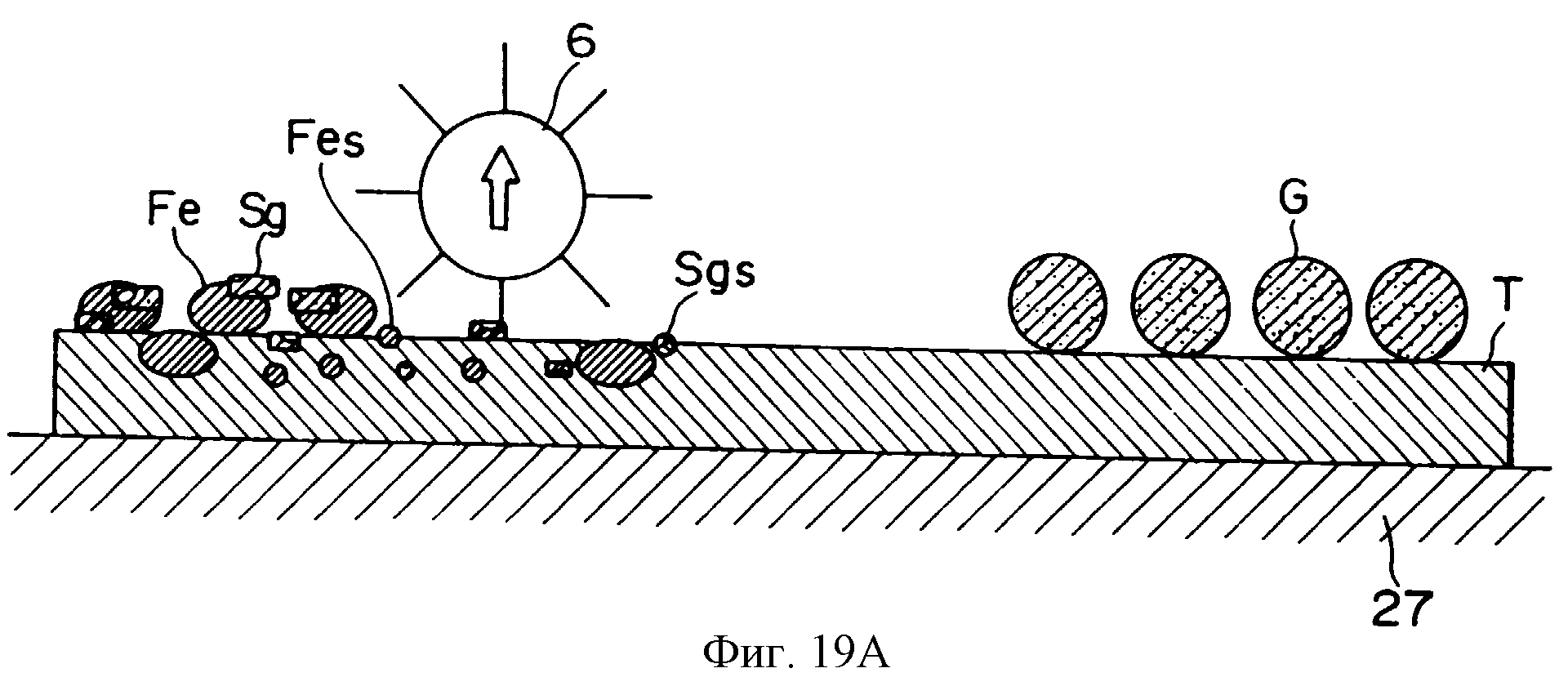
фиг.19 А, В - схематически показана заделка пода согласно другому примеру выполнения изобретения;
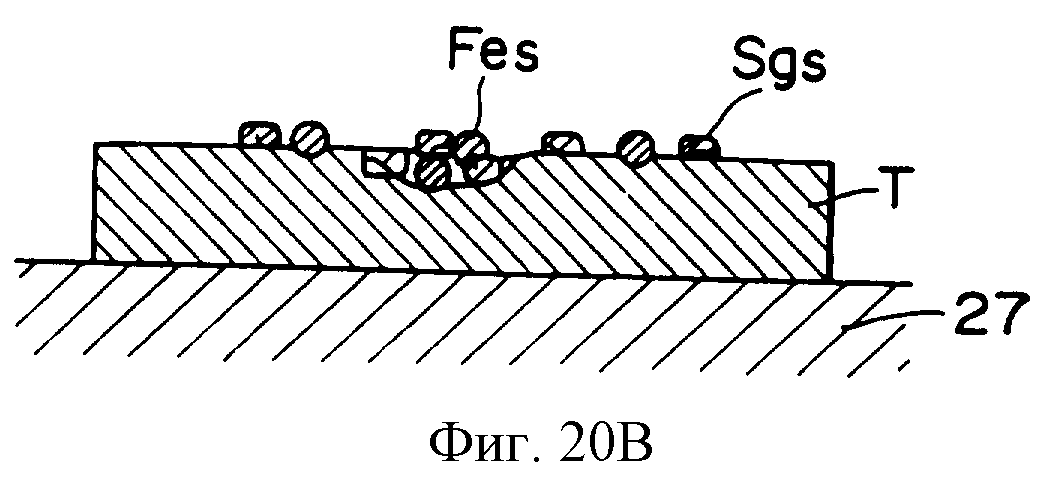
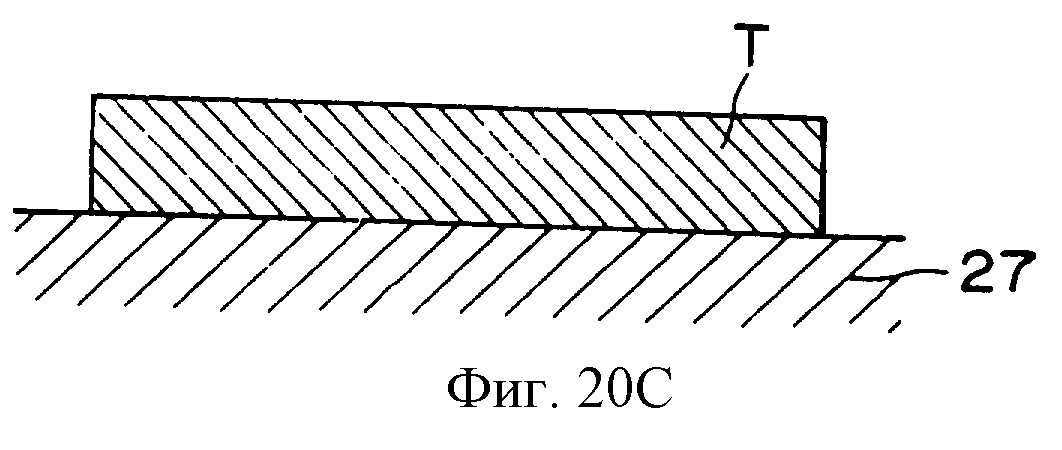
фиг.20 А-С - схематически показана заделка пода согласно еще одному примеру выполнения изобретения;
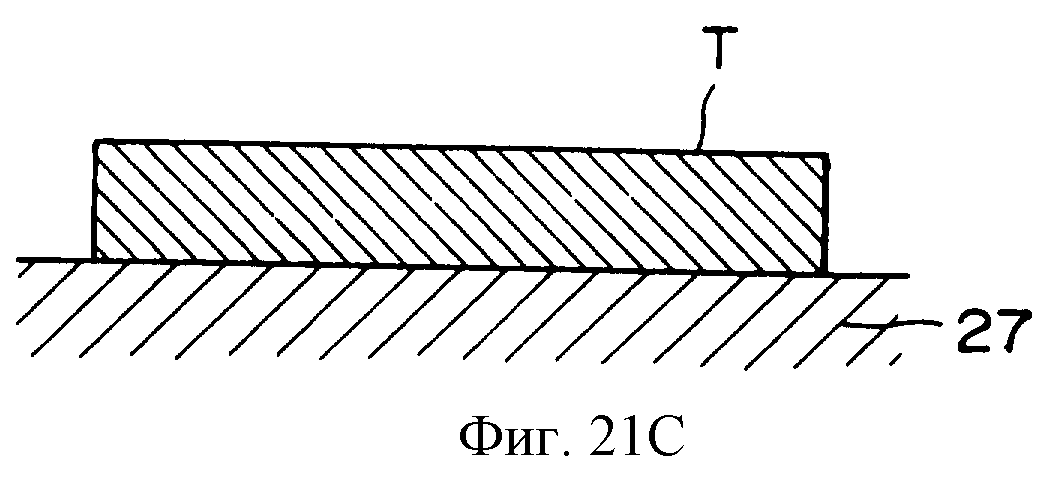
фиг.21 А-С - схематически показана заделка пода согласно еще одному примеру выполнения изобретения;
фиг.22 А-Е - схематически показана ситуация с заделкой пода, когда образуется верхний слой из агента, регулирующего атмосферу;
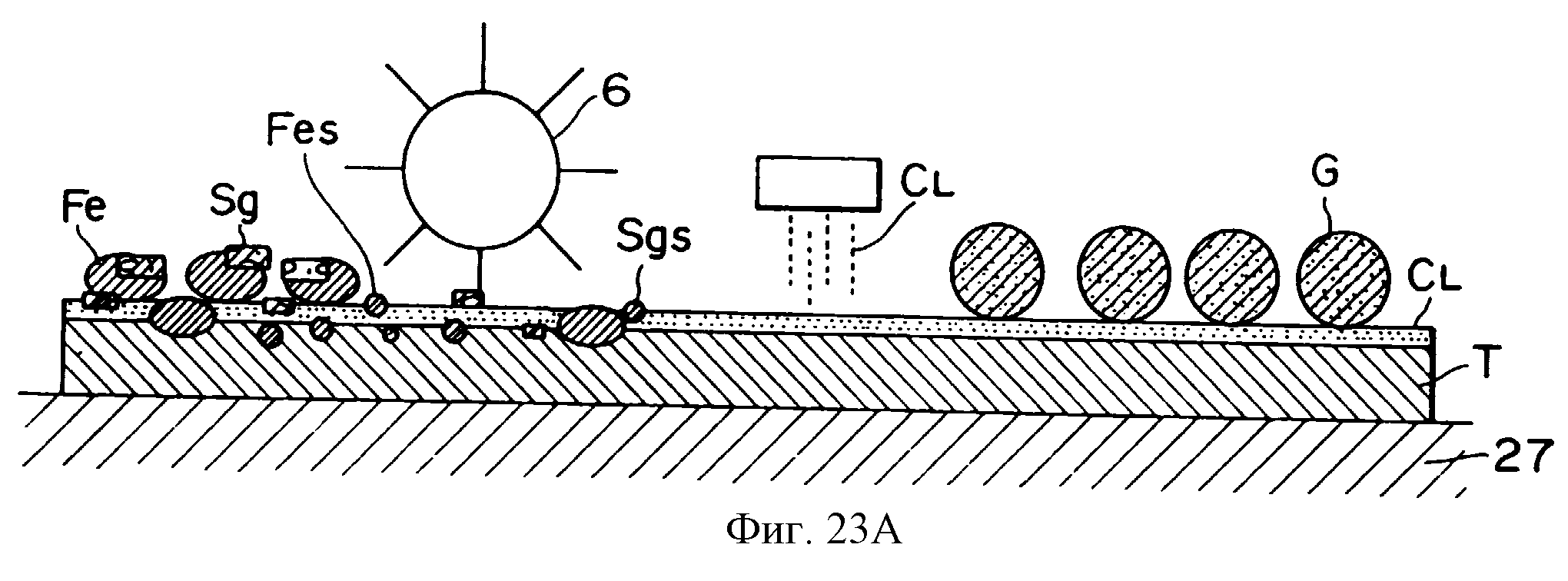
фиг.23 А, В - схематически показана другая ситуация с заделкой пода, когда образуется верхний слой из агента, регулирующего атмосферу;
фиг.24 - графическое изображение, поясняющее рецептуру исходного материала, содержания и составы продуктов в процессе получения металлического железа, использованном в примере;
фиг.25 - фотография, показывающая типичное металлическое железо, полученное в примере изобретения;
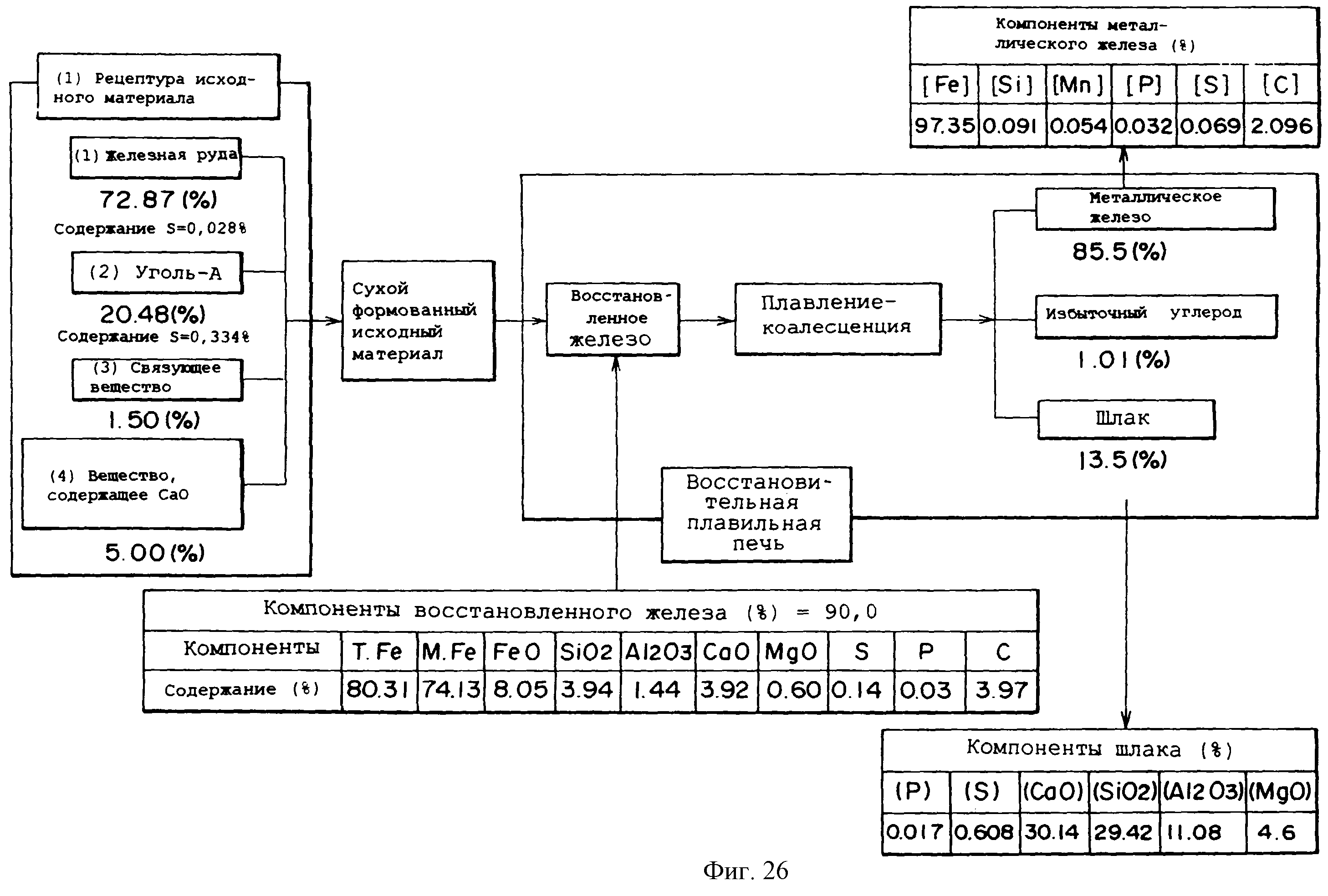
фиг.26 - графическое изображение, поясняющее рецептуру исходного материала, содержания и составы продуктов в процессе получения металлического железа, использованном в другом примере; и
фиг.27 - фотография, показывающая состояние металлического железа, полученного в случае, когда газовая среда, находящаяся вблизи формованного исходного материала, имела на стадии науглероживания, плавления и коалесценции восстановительную способность не ниже 0,5.
Заявитель настоящего изобретения постоянно проводил исследования, направленные на дальнейшее усовершенствование изобретения, упомянутого выше. Исследование, касающееся одного такого усовершенствования, было сделано относительно регулирования условий на стадии науглероживания и плавления, чтобы попытаться повысить чистоту и выход металлического железа путем предотвращения повторного окисления металлического железа, обусловленного оксидирующим газом, например CO2 или Н2О, особенно на стадии науглероживания и плавления, следующей за стадией восстановления в твердом состоянии.
В результате было обнаружено, что, хотя восстановительная способность газовой среды вблизи формованного исходного материала поддерживается высокой восстановительным газом (главным образом оксидом углерода), получающимся при протекании восстановления в твердом состоянии в результате реакции между большим количеством углеродсодержащего восстановителя и оксидом железа, содержащимся в формованном исходном материале, но восстановленное таким образом железо, вероятно, будет повторно окисляться в конце стадии восстановления в твердом состоянии и на последующей стадии науглероживания и плавления, поскольку количество оксида углерода, образующегося на этих стадиях, уменьшается, тогда как на этих стадиях содержание воды или концентрация оксидирующего газа, например диоксида углерода, образующегося в качестве отработанного газа, получающегося в результате горения нагревательной горелки, становятся относительно высокими.
Поэтому задача изобретения заключается в создании способа, использование которого позволяет при получении металлического железа свести до минимума повторное окисление металлического железа в конце стадии восстановления в твердом состоянии и после нее, особенно на стадии науглероживания и плавления, чтобы тем самым эффективно получать гранулированное металлическое железо, имеющее высокий коэффициент металлизации и высокую степень чистоты при высоком выходе.
Другая задача изобретения заключается в создании способа, использование которого позволяет уменьшить эрозию или истирание огнеупорных материалов пода вследствие воздействия жидкого FeO, образующегося при получении металлического железа, что гарантирует продление срока службы огнеупорных материалов, в результате чего повышается эксплуатационная надежность оборудования и гарантируется длительное непрерывное производство.
Еще одна задача изобретения заключается в создании способа, использование которого позволяет таким образом загружать вспомогательный исходный материал на под, чтобы образовывался тонкий слой вспомогательного исходного материала, который является равномерным в направлении ширины пода.
В одном аспекте способ согласно изобретению характеризуется тем, что для того, чтобы получить гранулированное металлическое железо при восстановительной плавке формованного исходного материала, содержащего источник оксида железа (в дальнейшем в зависимости от ситуации он может называться “железной рудой или подобным материалом”), например железную руду, оксид железа или его частично восстановленный продукт, и углеродсодержащий восстановитель (в дальнейшем в зависимости от ситуации может называться “углеродистым материалом”), например кокс или уголь, регулируют соответствующим образом состояние печной атмосферы на последней стадии получения, в частности на стадии науглероживания и плавления, чтобы предотвратить повторное окисление восстановленного железа, в результате чего становится возможным получение гранулированного металлического железа, имеющего высокую степень чистоты, и чтобы снизить выработку FeO, обусловленную повторным окислением металлического железа, для уменьшения эрозии или истирания огнеупорных материалов пода. Ниже конкретные особенности настоящего изобретения будут описаны подробно со ссылками на чертежи, иллюстрирующие примеры изобретения.
На фиг.1-3 приведены схематичные виды, иллюстрирующие пример восстановительной плавильной печи с подвижным подом, разработанной заявителем для осуществления изобретения. Показанная печь представляет собой сводчатую конструкцию, имеющую вращающийся под. На фиг.1 схематично показана конструкция печи; на фиг.2 представлен разрез по линии А-А на фиг.1; и на фиг.3 схематично показан вид., иллюстрирующий печь в направлении вращения вращающегося пода. На этих чертежах ссылочной цифрой 1 обозначен вращающийся под, который выполнен с возможностью вращения с соответствующей скоростью посредством непоказанного привода, а ссылочной цифрой 2 обозначен кожух печи, закрывающий вращающийся под 1.
Восстановительная плавильная печь с подвижным подом, в которой можно использовать настоящее изобретение, не ограничена формой и конструкцией, показанными на фиг. с 1 по 3. Настоящее изобретение можно эффективно использовать в восстановительной плавильной печи с подвижным подом любой другой конструкции, например с прямоугольной колосниковой решеткой, при условии, что печь имеет подвижный под в качестве неотъемлемого элемента.
Кожух 2 печи снабжен большим количеством горелок 3 на поверхностях соответствующих стенок, и теплота сгорания, создаваемая этими горелками 3, и лучистая теплота передаются к формованному исходному материалу на вращающемся поду 1 для восстановления формованного исходного материала при нагревании. Показанный на чертеже кожух 2 печи, который является предпочтительным примером, имеет внутреннее пространство, разделенное на первую зону Z1, вторую зону Z2, третью зону Z3 и четвертую зону Z4 с тремя разделительными стенками K1, К2 и К3. На стороне кожуха 2 печи, находящейся выше по ходу процесса в направлении вращения вращающегося пода 1, расположено подающее средство 4 для подачи исходного материала и вспомогательного исходного материала, обращенное к вращающемуся поду 1, тогда как разгрузочное устройство 6 предусмотрено на стороне ниже всего по ходу процесса в направлении вращения. Следует отметить, что, поскольку под 1 является вращающимся, то можно сказать, что разгрузочное устройство 6 расположено на стороне, находящейся выше по ходу процесса относительно подающего средства 4, непосредственно перед ним.
При работе восстановительной плавильной печи куски формованного исходного материала, содержащего железную руду или подобный материал и углеродистый материал, подают из подающего средства 4 на вращающийся под 1, вращающийся со скоростью, заранее заданной из условия образования слоя, имеющего нужную толщину. Формованный исходный материал, загруженный на под 1, во время прохождения зоны Z1 подвергают воздействию теплоты сгорания, создаваемой горелками 3, и лучистой теплоты, в результате чего оксид железа в формованном исходном материале восстанавливается при нагревании, сохраняя твердое состояние с помощью углеродистого материала, содержащегося в формованном исходном материале, и оксида углерода, образующегося при сгорании углеродистого материала. Затем формованный исходный материал дополнительно восстанавливают нагреванием во второй зоне Z2 с получением восстановленного железа, которое восстанавливается, по существу, полностью. После этого полученное восстановленное железо науглероживают и расплавляют при дальнейшем нагревании в восстановительной атмосфере третьей зоны Z3, в результате чего восстановленное железо коалесцирует до гранулированного металлического железа с отделением от шлака, образующегося в качестве побочного продукта. Полученное таким образом гранулированное металлическое железо охлаждают, и оно затвердевает с помощью какого-либо охлаждающего средства С в четвертой зоне Z4, а затем выгружают посредством разгрузочного устройства 6, расположенного ниже по ходу процесса. Шлак, образовавшийся как побочный продукт, в это же время также извлекают вместе с металлическим железом. Металлическое железо и шлак подают в подходящее разделительное средство (сито или магнитный сепаратор) через воронку Н, чтобы отделить их друг от друга. В конечном счете можно получить металлическое железо, имеющее степень чистоты, примерно, 95% или выше, но предпочтительно, примерно, 98% или выше, при экстремально низком содержании шлака.
Хотя четвертая зона 24 на чертеже показана открытой для наружной атмосферы, на практике желательно, чтобы печь была, преимущественно, закрыта крышкой для уменьшения рассеяния теплоты и обеспечения возможности регулирования внутренней печной атмосферы соответствующим образом. Хотя внутреннее пространство печи показано разделенным на первую зону Z1, вторую зону Z2, третью зону Z3 и четвертую зону Z4 с тремя разделительными стенками K1, K2 и К3, настоящее изобретение не ограничено такой секционированной конструкцией, и конечно, можно осуществлять соответствующие модификации, исходя из размера печи, производительности, принципа действия и т.п. Однако в настоящем изобретении желательно, чтобы разделительная стенка была расположена по меньшей мере между областью восстановления в твердом состоянии, соответствующей первой половине стадии процесса восстановления нагревом, и областью науглероживания, плавления и коалесценции, соответствующей второй половине стадии, чтобы обеспечить возможность регулирования температуры и газовой среды в печи на локальной основе. Кроме того, в настоящем изобретении, желательно, чтобы область завершения восстановления в твердом состоянии располагалась по меньшей мере между областью восстановления в твердом состоянии, соответствующей первой половине восстановления нагревом, и областью науглероживания, плавления и коалесценции, соответствующей второй половине, и чтобы температура и газовая среда в печи регулировались на локальной основе.
Как понятно из фиг.3, первая зона Z1 является областью восстановления в твердом состоянии, вторая зона Z2 является областью завершения восстановления в твердом состоянии, а третья зона Zs является областью науглероживания, плавления и коалесценции. В области завершения восстановления в твердом состоянии восстановительную способность газовой среды в печи повышают таким способом, как добавление природного газа, коксового газа, метана и т.д., поддерживая внутри печи температуру, при которой формованный исходный материал остается в твердом состоянии. В результате дисперсия коэффициента восстановления формованных исходных материалов, обусловленная распределением размеров гранул формованных исходных материалов, неоднородностью состояния в печи и т.д., снижается, а коэффициент восстановления всех формованных исходных материалов возрастает. Науглероживание и плавление формованных исходных материалов в области науглероживания, плавления и коалесценции, которая находится дальше, являются устойчивыми.
Когда температура печной атмосферы на стадии восстановления (восстановления в твердом состоянии) процесса восстановительной плавки слишком высокая, а точнее, когда в определенный период процесса восстановления температура печной атмосферы становится выше температуры плавления шлакового компонента, а также компонентов пустой породы, содержащихся в исходном материале, в невосстановленном оксиде железа и т.п., такой шлаковый компонент, имеющий более низкую температуру плавления, плавится и реагирует с огнеупорными материалами, образующими подвижный под, вызывая эрозию или истирание огнеупорных материалов. Следовательно, нельзя сохранить гладкость пода. Кроме того, когда оксид железа нагревается сильнее, чем это необходимо для восстановления на стадии восстановления в твердом состоянии, FeO как оксид железа, содержащийся в исходном материале, плавится до начала восстановления и, следовательно, происходит так называемое “восстановление при плавлении” (явление, заключающееся в том, что оксид железа восстанавливается при плавлении; и это восстановление отличается от восстановления в твердом состоянии), при котором FeO быстро реагирует с углеродом (С), содержащимся в углеродистом материале. Хотя восстановление при плавлении также дает металлическое железо, но при восстановлении с плавлением образуется шлак, содержащий FeO, и имеющий более высокую текучесть, которая, в свою очередь, приводит к сильной эрозии или истиранию огнеупорных материалов пода. Следовательно, трудно гарантировать непрерывную выработку, которая требуется при практическом использовании печи.
Хотя такое явление зависит от вида железной руды и углеродистого материала, образующего формованный исходный материал, или от состава шлакообразующего компонента, содержащегося в связующем веществе или в подобном материале, обнаружено, что, когда температура печной атмосферы при восстановлении в твердом состоянии выше примерно 1400°С, шлак с низкой температурой плавления, как описано выше, просачивается, вызывая эрозию или истирание огнеупорных материалов пода, и что, когда температура печной атмосферы выше 1500°С, нежелательное восстановление при плавлении происходит независимо от вида или марки железной руды или исходного материала, в результате чего огнеупорные материалы пода претерпевают сильную эрозию или истирание.
На фиг.4 графически показаны условия протекания реакций в случае, когда формованный исходный материал (в виде окатышей, имеющих диаметр от 16 до 19 мм), содержащий железную руду в качестве источника оксида железа и уголь в качестве углеродсодержащего восстановителя, был загружен в печь, управление которой осуществлялось с целью поддержания температуры печной атмосферы на уровне примерно 1300°С, на графике этот уровень представлен прямой линией ¬, и подвергался восстановлению в твердом состоянии до тех пор, пока коэффициент восстановления (расход кислорода, удаленного из оксида железа, содержащегося в формованном исходном материале) не достигал 100%, и после этого полученное восстановленное железо загружали в плавильную зону, где поддерживалась температура печной атмосферы примерно 1425°С (представленная на графике прямой линией ) в момент времени, обозначенный прямой линией ®. Кроме того, на фиг.4 показаны температура внутри формованного исходного материала, непрерывно измерявшаяся термопарой, предварительно введенной в формованный исходный материал, температура газовой среды в печи и соответствующие изменения во времени концентраций диоксида углерода и оксида углерода, образующихся в процессе восстановления.
Как видно из фиг.4, гранулированное металлическое железо 18 можно эффективно и стабильно получать, если принцип двухступенчатого нагрева реализовать так, чтобы восстановление происходило до тех пор, пока коэффициент восстановления (коэффициент удаления кислорода) не достигнет 80% (значение указано точкой А на фиг.4) или большего значения, предпочтительно 95% (значение указано точкой В на фиг.4) или еще большего значения, при этом формованный исходный материал остается в печи в твердом состоянии без возникновения частичного плавления шлакового компонента, содержащегося в формованном исходном материале. Более конкретно, принцип двухступенчатого нагрева осуществляют так, чтобы обеспечивалась возможность восстановления в твердом состоянии при поддержании температуры внутри печи в пределах от 1200 до 1500°С, более предпочтительно - от 1200 до 1400°С, а затем повышение температуры внутри печи до значений от 1350 до 1500°С для восстановления части оксида железа, оставшейся невосстановленной, и для науглероживания, плавления и коалесценции полученного металлического железа.
При оценке изменений во времени температуры печной атмосферы, непрерывно измеряемой и показанной на фиг.4, до начала эксперимента было обнаружено падение температуры в пределах от 80 до 100°С относительно установленной внутренней температуры, которая задавалась на уровне 1300°С, когда формованный исходный материал загружался в печь, но затем внутренняя температура постепенно поднималась и в конце стадии восстановления в твердом состоянии достигала первоначально заданного значения температуры. Поскольку падение температуры в начале эксперимента было обусловлено характеристиками печи, такое падение температуры на начальной стадии можно уменьшить, если видоизменить нагревательное средство печи.
Что касается времени, представленного на фиг.4 на горизонтальной оси, то восстановление в твердом состоянии, плавление и коалесценция оксида железа обычно завершаются на временном интервале примерно от 10 до 13 мин, хотя этот временной интервал немного сдвигается в зависимости от состава железной руды и углеродистого материала, образующих формованный исходный материал, и других аналогичных характеристик.
Если восстановление в твердом состоянии формованного исходного материала происходит с поддержанием коэффициента восстановления ниже 80%, то при последующем плавлении нагревом возникает просачивание шлака с низкой температурой плавления из формованного исходного материала, вызывающее, как описано выше, эрозию или истирание огнеупорных материалов. В противоположность этому, если в конце стадии восстановления в твердом состоянии и во время последующей переработки, т.е. при науглероживании, плавлении и коалесценции, коэффициент восстановления поддерживать на уровне 80% или выше, предпочтительно на уровне 95% или выше, восстановление части FeO, оставшейся невосстановленной в формованном исходном материале, происходит внутри формованного исходного материала, и, следовательно, просачивание шлака можно уменьшить и тем самым гарантировать стабильную непрерывную выработку без сильной эрозии или истирания огнеупорных материалов.
Соответствующая внутренняя температура печи, при которой можно гарантировать более высокий коэффициент восстановления без просачивания шлака с низкой температурой плавления на первой стадии, т.е. стадии восстановления в твердом состоянии, показанной на фиг.4, находится в пределах от 1200 до 1500°С, предпочтительно - от 1200 до 1400°С. Если внутренняя температура печи ниже 1200°С, восстановление в твердом состоянии протекает медленно, и, следовательно, необходимо, чтобы формованный исходный материал оставался в печи в течение большего промежутка времени, что приводит к более низкой производительности. С другой стороны, если внутренняя температура составляет 1400°С или выше, особенно выше 1500°С, то, как описано выше, просачивание шлака с низкой температурой плавления во время процесса восстановления происходит независимо от вида или марки железной руды или аналогичного компонента в исходном материале, вызывая эрозию или истирание огнеупорных материалов и тем самым затрудняя осуществление непрерывной выработки. Хотя может быть случай, когда при некотором составе или пропорции железной руды, используемой в качестве исходного материала, явление просачивания не возникает в температурном диапазоне от 1400 до 1500°С, повторяемость и вероятность такого случая являются низкими. Поэтому подходящая температура при восстановлении в твердой фазе находится в пределах от 1200 до 1500°С, предпочтительно - от 1200 до 1400°С. Конечно на практике можно установить внутреннюю температуру печи на уровне 1200°С или ниже в начале стадии восстановления в твердом состоянии, а затем повысить ее до значения в пределах от 1200 до 1500°С на последней половине стадии восстановления в твердом состоянии, чтобы вызвать протекание восстановления в твердом состоянии.
Формованный исходный материал, доведенный до нужной степени восстановления в твердом состоянии в области восстановления в твердом состоянии, передают в область плавления, где внутренняя температура печи повышена до 1425°С. В области плавления внутренняя температура формованного исходного материала возрастает до тех пор, пока временно не падает возле точки С, а затем снова повышается, достигая значения 1425°С, которое является заданным значением температуры. По-видимому, падение температуры возле точки С вызвано отбором теплоты скрытой теплотой, необходимой для плавления восстановленного железа, и, следовательно, точка С может быть отнесена к начальной точке плавления. Начальная точка плавления в значительной степени определяется количеством остаточного углерода в частицах восстановленного железа. В начальной точке плавления температура плавления таких частиц восстановленного железа снижается вследствие науглероживания таким остаточным углеродом и газом СО, и поэтому восстановленное железо плавится быстро. Для гарантии быстрого плавления необходимо, чтобы достаточное для науглероживания количество углерода оставалось в частицах восстановленного железа после завершения восстановления в твердом состоянии. Количество остаточного углерода определяется соотношением содержания железной руды или аналогичного материала и углеродистого материала, примешанного при образовании формованного исходного материала. В соответствии с экспериментами, проведенными заявителем настоящего изобретения, было установлено, что восстановленное железо можно ускоренно науглероживать, чтобы снизить температуру плавления и вызвать быстрое плавление в температурном диапазоне от 1300 до 1500°С, если углеродистый материал был первоначально примешан в таком количестве, что количество остаточного углерода (т.е. количество избыточного углерода) в восстановленном в твердом состоянии продукте составляет не меньше 1,5%, когда окончательный коэффициент восстановления на стадии восстановления в твердом состоянии достигает по существу 100%, или иначе, когда коэффициент металлизации достигает 100%. Следует отметить, что, если количество остаточного углерода в восстановленном железе меньше 1,5%, то температура плавления восстановленного железа не будет достаточно низкой вследствие недостаточного количества углерода для науглероживания, и следовательно, для плавления нагревом температуру необходимо поднять до 1500°С или выше.
Чистое железо, которое совсем не науглерожено, имеет температуру плавления 1537°С. Поэтому восстановленное железо может плавиться, когда нагреется до температуры выше температуры плавления. Однако желательно, чтобы рабочая температура практической печи была насколько возможно ниже, чтобы ослабить тепловую нагрузку на огнеупорные материалы пода. С учетом температуры плавления шлака, образующегося в качестве побочного продукта, желательно задавать рабочую температуру, примерно, 1500°С или ниже. Точнее, желательно регулировать рабочие условия так, чтобы температура на стадии плавления, показанной на фиг.4, могла быть выше в пределах от 50 до 200°С относительно начальной точки плавления. Это необходимо потому, что на стадии науглероживания и плавления желательно задавать более высокую температуру, чем на стадии восстановления в твердом состоянии, в пределах, примерно, от 50 до 200°С, более предпочтительно - в пределах, примерно, от 50 до 150°С, и при этом науглероживание и плавление протекают более плавно и более эффективно.
Кроме того, в настоящем изобретении желательно регулировать условия получения железа таким образом, чтобы содержание углерода в полученном законченном металлическом железе могло предположительно составлять от 1,5 до 4,5%, более предпочтительно - от 2,0 до 4,0%. Такое содержание углерода в значительной степени определяется количеством углеродистого материала, примешанного при приготовлении формованного исходного материала, и регулированием печной атмосферы на стадии восстановления в твердом состоянии. В частности, нижний предел содержания углерода определяется количеством остаточного углерода в восстановленном железе в конце стадии восстановления в твердом состоянии и в продолжение последующего временного интервала (т.е. степенью науглероживания). Однако содержание углерода в полученном законченном металлическом железе может возрастать до более высокого значения, чем нижний предел вышеуказанного диапазона, если коэффициент восстановления на последней стадии восстановления в твердом состоянии достигает по существу 100%, хотя в это же самое время гарантируется содержание остаточного углерода в количестве 1,5%, указанном выше. Кроме того, обнаружено, что содержание углерода в полученном законченном металлическом железе может возрастать до максимального значения, т.е. до 4,8%, если количество остаточного углерода в восстановленном железе составляет 4,0% или больше по завершении стадии восстановления в твердом состоянии, и при этом обеспечивается возможность осуществления науглероживания, плавления и коалесценции на последующей стадии плавки. Однако для гарантии стабильного непрерывного хода процесса и более высокого качества металлического железа предпочтительно, чтобы количество остаточного углерода находилось в пределах от 1,5 до 4,5%.
Что касается газовой среды, то большое количество СО образуется при реакции между оксидом железа и углеродистым материалом, содержащимся в формованном исходном материале, и, следовательно, газовая среда вблизи формованного исходного материала сохраняется высоковосстановительной вследствие эффекта самоэкранирования. Однако такого эффекта самоэкранирования нельзя ожидать в конце стадии восстановления в твердом состоянии и на последующей стадии науглероживания и плавления, поскольку количество газа СО на этих стадиях резко уменьшается.
На фиг.5 показаны результаты определения зависимостей между коэффициентом металлизации продукта, восстановленного в твердом состоянии, количеством остаточного FeO и количеством остаточного углерода. Как показано, количество остаточного FeO уменьшается по мере протекания восстановления в твердом состоянии, т.е. при повышении коэффициента металлизации. Как показано на фиг.4, восстановление формованного исходного материала происходило в твердом состоянии в печи, температура в которой поддерживалась в пределах от 1200 до 1500°С, вплоть до прямой линии ¬ на фиг.5, а впоследствии науглероживание, плавление и коалесценция полученного восстановленного железа протекали в области плавления, в которой атмосфера была высоковосстановительной, а температура поддерживалась путем регулирования в пределах от 1350 до 1500°С. Зависимости между коэффициентом металлизации, количеством остаточного FeO и количеством остаточного углерода на последней стадии изменяются в соответствии с кривыми, находящимися справа от прямой линии ¬ на фиг.5.
Кривые (1) и (2) на фиг.5 отражают взаимосвязь между коэффициентом металлизации и количеством остаточного углерода. Точнее, кривая (1) относится к случаю, когда количество остаточного углерода предположительно составляет 1,5%, и в этот момент времени металлизация достигает 100%, тогда как кривая (2) относится к случаю, когда количество остаточного углерода предположительно составляет 3,0%, и в этот момент времени металлизация достигает 100%. При практическом применении настоящего изобретения количество углеродистого материала, примешиваемого при приготовлении формованного исходного материала, желательно задавать таким образом, чтобы количество остаточного углерода соответствовало кривой, проходящей выше кривой (1).
Следует отметить, что количество остаточного углерода в момент времени, когда коэффициент металлизации достигает 100%, немного флуктуирует из-за флуктуации восстановительной способности газовой среды в печи, даже если постоянное количество углеродистого материала примешивать при приготовлении формованного исходного материала. Поэтому рекомендуется каждый раз при приготовлении формованного исходного материала выбирать количество примешиваемого углеродистого материала в соответствии с восстановительной способностью газовой среды при работе печи. В любом случае количество примешиваемого углеродистого материала необходимо выбирать так, чтобы конечное количество остаточного углерода предположительно составляло 1,5% или больше, когда коэффициент металлизации достигает 100%.
На фиг.6 показаны результаты определения зависимости между конечным количеством остаточного углерода при 100% металлизации и содержанием С в полученном металлическом железе. Как показано на фиг.6, когда количество остаточного углерода находится в пределах от 1,5 до 5,0%, содержание С в полученном металлическом железе гарантируется в пределах от 1,0 до 4,5%, а когда количество остаточного углерода находится в пределах от 2,0 до 4,0%, содержание С в полученном металлическом железе гарантируется в пределах от 1,0 до 4,5%.
В приведенном выше описании два признака, т.е. коэффициент металлизации и коэффициент восстановления, использованы для характеристики восстановленного состояния FeO. Эти признаки имеют соответствующие определения, указанные ниже, а зависимость между ними может быть представлена, например, графиком, показанным на фиг.7. Поскольку связь между двумя параметрами зависит от вида или марки железной руды, используемой в качестве источника оксида железа, на фиг.7 показана зависимость между коэффициентом металлизации и коэффициентом восстановления для случая, когда в качестве источника железа использован магнетит (Fе3O4). Коэффициент металлизации равен умноженному на 100% результату деления количества полученного в результате металлического железа на сумму количества полученного в результате металлического железа и количества железа, содержавшегося в железной руде. Коэффициент восстановления равен умноженному на. 100% результату деления количества кислорода, удаленного в процессе восстановления, на количество кислорода в оксиде железа, содержавшегося в формованном исходном материале.
Как описано выше, при практическом применении настоящего изобретения используют восстановительную плавильную печь, в которой нагревание формованного исходного материала осуществляется горелкой. Как также описано со ссылкой на фиг.4, вследствие большого количества газа СО и небольшого количества СО2, получающихся от реакции между источником оксида железа и углеродистым материалом, содержащимся в формованном исходном материале, загруженном в печь, газовая среда вблизи формованного исходного материала сохраняется в значительной степени восстановительной за счет эффекта экранирования газа СО, выделяющегося из формованного исходного материала при восстановлении в твердом состоянии.
Однако такой эффект самоэкранирования ослабляется вследствие быстрого уменьшения количества газа СО, образующегося в промежутке времени от середины до конца стадии восстановления в твердом состоянии, и поэтому на печную атмосферу начинает оказывать влияние отработанный газ (оксидирующий газ, включающий СО2 , Н2О и т.п.), образующийся при горении горелки. В результате металлическое железо, которое непрерывно восстанавливается, становится восприимчивым к повторному окислению. На стадии, следующей за завершением восстановления в твердом состоянии, плавление и коалесценция мелких зерен восстановленного железа осуществляются вследствие снижения температуры плавления восстановленного железа, вызванного науглероживанием остаточным углеродом, содержащимся в формованном исходном материале. На этой стадии эффект самоэкранирования также является слабым, и поэтому восстановленное железо восприимчиво к повторному окислению.
Поэтому важно соответствующим образом регулировать состав газовой среды в области науглероживания и плавления, чтобы уменьшить такое повторное окисление при обеспечении возможности эффективного протекания науглероживания, плавления и коалесценции после восстановления в твердом состоянии.
Кроме того, было проведено исследование, направленное на определение атмосферных условий в печи, которые обеспечивают возможность эффективного протекания науглероживания и плавления при предотвращении повторного окисления восстановленного железа на стадии науглероживания и плавления, следующей за восстановлением в твердом состоянии.
Со ссылкой на фиг.8 ниже описаны результаты исследования. В эксперименте этого исследования использовалась камерная электропечь, а в качестве агента, регулирующего атмосферу на стадии науглероживания и плавления, использовался порошкообразный или гранулированный углеродистый материал, и при этом на стадии науглероживания и плавления поддерживалась высоковосстановительная атмосфера путем распределения углеродистого материала на поду с целью образования слоя соответствующей толщины.
Точнее, гранулированный уголь различных видов, имеющий гранулы различных размеров, использовавшийся в качестве агента, регулирующего атмосферу, распределяли на алюминиевом лотке до образования слоя толщиной примерно 3 мм, и от 50 до 60 кусков формованного исходного материала диаметром примерно 19 мм размещали в ряд на слое, при этом один из этих кусков был снабжен термопарой. Лоток, содержащий формованный исходный материал, загружали в камерную электропечь для измерения температуры формованного исходного материала при нагревании и определения состава образующегося газа с целью анализа вероятности повторного окисления получающегося металлического железа. Температуру электропечи задавали таким образом, чтобы она достигала примерно 1450°С и выше, тогда как исходный состав газовой среды был следующим: содержание СO2 составляло 20%, а содержание N2 составляло 80%.
На фиг.8 показаны результаты измерения во времени температуры формованного исходного материала, измеренной посредством термопары, и определения состава газовой среды по мере постепенного повышения температуры в печи. На фиг.8 по горизонтальной оси отложены значения температуры, а по вертикальной оси отложены безразмерные значения восстановительной способности газовой среды [СО/(СО+СО2)]. На этом чертеже приведены результаты четырех экспериментов. Более конкретно, кривая (3) отражает результаты, полученные в случае, когда не использовался ни один агент, регулирующий атмосферу; кривая (4) отражает результаты, полученные в случае, когда крупнозернистый уголь со средним диаметром частиц не меньше 3,0 мм использовался в качестве агента, регулирующего атмосферу; а кривые (1) и (2) отражают соответственно результаты, полученные в случаях, когда использовались мелкие угольные порошки А и В с частицами диаметром до 2,0 мм или меньше. Кроме того, на фиг.8 показаны кривая равновесия FeO-Fe и кривая равновесия Fе3O4-Fе в качестве мер вероятности повторного окисления. Обведенные на фиг.8 окружностями области отражают моменты времени, в которые в каждом эксперименте начинаются науглероживание и плавление вслед за по существу завершением восстановления в твердой фазе. Согласно настоящему изобретению наиболее важно регулировать газовую среду в эти моменты времени.
Как видно на фиг.8, в случае, представленном кривой (3), когда не использовался агент, регулирующий атмосферу, область (С), в которой начинаются науглероживание, плавление и коалесценция, находится значительно ниже кривой равновесия FeO-Fe. Это означает, что восстановленное железо полностью расплавлено с частичным восстановлением при плавлении. Хотя даже в этом случае получается металлическое железо, происходящее восстановление при плавлении не только вызывает просачивание расплавленного шлака из формованного исходного материала, но также приводит к образованию жидкого FeO, что, в свою очередь, вызывает сильную эрозию или истирание огнеупорных материалов, в результате чего, как описано выше, возникают трудности при получении продукции.
В противоположность этому в случаях, представленных кривыми (1) и (2), когда использовались угольные порошки, имеющие мелкие частицы, восстановительная способность газовой среды была заметно лучше, а область (А), в которой начинаются науглероживание, плавление и коалесценция восстановленного железа, находится выше кривой равновесия FeO-Fe и удерживается в зоне, в которой FeO не образуется. В случае, представленном кривой (3), когда использовался крупнозернистый уголь, область (В), в которой начинаются науглероживание, плавление и коалесценция, расположена несколько ниже кривой равновесия FeO-Fe. Это означает, что в этой области может происходить слабое повторное окисление. Однако анализ компонентов полученного металлического железа показал, что повторное окисление почти не происходит.
Поэтому можно утверждать, что науглероживание, плавление и коалесценция восстановленного железа, полученного в результате восстановления в твердом состоянии, могут плавно протекать без повторного окисления, в результате чего обеспечивается возможность эффективного получения металлического железа, имеющего высокую степень чистоты, если газовую среду регулировать таким образом, чтобы восстановительная способность была не ниже 0,5, предпочтительно - не ниже 0,6, но более предпочтительно - не ниже 0,7, а наиболее предпочтительно, чтобы ее значение находилось выше кривой равновесия FeO-Fe, по меньшей мере в начале стадии науглероживания, плавления и коалесценции. Следует отметить, что, хотя существует опасность значительного повторного окисления при восстановительной способности, находящейся в пределах от 0,5 до 0,7, но при анализе экспериментальных данных, полученных в процессе проведения эксперимента с целью определения восстановительной способности газовой среды, было установлено, что повторное окисление не происходит в газовой среде, имеющей восстановительную способность от 0,5 до 0,7, фактически измеренную, поскольку в действительности газовая среда внутри и вблизи формованного исходного материала сохраняется высоковосстановительной, благодаря присутствию остаточного углерода в формованном исходном материале и в агенте, регулирующем атмосферу, и также вследствие того, что оксидирующие газы, такие, как СO2 и Н2О, поступающие к формованному исходному материалу из газовой среды над подом, сразу восстанавливаются агентом, регулирующим атмосферу, из углеродистого материала. Когда восстановительная способность опускается ниже 0,5, металлическое железо, вероятно, повторно окисляется, как показано на фиг.27, которая будет пояснена позднее, при этом науглероживание протекает с трудом и следовательно, коалесценция металлического железа в гранулы протекает с трудом, в результате чего получаются подобные оболочке гранулы железа, частично включающие шлак, охваченный железом. Поскольку такой продукт железа имеет невысокую степень чистоты и плохое качество формы, задача настоящего изобретения не решается.
Хотя восстановительная способность газовой среды быстро снижается после завершения науглероживания, плавления и коалесценции восстановленного железа, жидкое и объединенное металлическое железо, преимущественно, совершенно отделено от шлака, образующегося в качестве побочного продукта одновременно с реальной продукцией, и поэтому на него мало влияет такое падение восстановительной способности газовой среды. Когда такое жидкое металлическое железо затвердевает при охлаждении, можно получить гранулированное металлическое железо высокого качества.
Из приведенного выше описания ясно, что угольный порошок, используемый в качестве агента, регулирующего атмосферу, предпочтительно, имеет частицы с диаметром вплоть до 3 мм или меньше, более предпочтительно - вплоть до 2 мм или меньше, поскольку такой мелкий порошок может более надежно тормозить повторное окисление на стадии науглероживания, плавления и коалесценции. С учетом производительности и эксплуатационных качеств печи при практической работе наиболее предпочтительные пределы диаметра частиц такого угольного порошка находятся между 0,3 и 1,5 мм. Хотя на толщину слоя угольного порошка, распределенного по поду, не накладываются особые ограничения, но предпочтительной является толщина, примерно, 2 мм или больше, а более предпочтительной - 3 мм или больше, поскольку абсолютного количества угля в качестве агента, регулирующего атмосферу, становится недостаточно, если слой угольного порошка слишком тонкий. Хотя на верхний предел толщины слоя частиц не накладываются особые ограничения, но с практической точки зрения предпочтителен верхний предел толщины слоя, составляющий, примерно, 7 мм или меньше, более предпочтительно, примерно, 6 мм или меньше, поскольку регулирующее действие агента, регулирующего атмосферу, как и следовало ожидать, претерпевает насыщение и, следовательно, излишняя толщина слоя приводит к непроизводительным затратам. Вместо угля в качестве агента, регулирующего атмосферу, можно использовать любой источник СО, например, кокс или древесный уголь. Такие источники СО можно использовать как самостоятельно, так и в смеси.
В качестве агента, регулирующего атмосферу, можно использовать горючий газ, например природный газ, коксовый газ, метан и т.п. В этом случае восстановительную способность можно регулировать путем введения газа в непосредственной близости к формованному неходкому материалу в конце стадии, восстановления, в твердом состоянии до стадии науглероживания, плавления и коалесценции.
Агент, регулирующий атмосферу, можно распределять по поду до загрузки в печь формованного исходного материала. В этом случае агент, регулирующий атмосферу, также служит для защиты огнеупорных материалов пода от жидкого шлака, который может просачиваться вследствие флуктуации рабочих условий в процессе восстановительной плавки. Конечно, также полезно, когда в отличие от указанного выше агент, регулирующий атмосферу, загружают на под непосредственно перед началом науглероживания и плавления формованного исходного материала, поскольку можно ожидать, что агент, регулирующий атмосферу, окажет такое защитное действие на стадии науглероживания, плавления и коалесценции после завершения восстановления в твердом состоянии.
Кроме того, газ, который образует восстановительный газ, или сам восстановительный газ, например природный газ, коксовый газ и метан, также можно использовать в качестве агента, регулирующего атмосферу. В этом случае желательно предусмотреть средство для подачи газа к разделительной стенке и для подачи газа от конца разделительной стенки. Таким образом средство для подачи газа можно легко защитить от воздействия высокотемпературной атмосферы в печи, а восстановительный газ можно с уверенностью подавать возле пода.
На способ загрузки агента, регулирующего атмосферу, особые ограничения не накладываются. Однако при использовании загрузки по трубопроводу может быть затруднена непрерывная подача вспомогательных исходных материалов на под с образованием слоя равномерной толщины.
Поэтому в настоящем изобретении рекомендуется так усовершенствовать подающее устройство для загрузки вспомогательных исходных материалов, например агента, регулирующего атмосферу, на под, чтобы можно было подавать вспомогательные исходные материалы с использованием вертикального трубопровода, соединенного с верхней частью печи. Является предпочтительным выполнение подающего устройства с обеспечением возможности падения вспомогательных исходных материалов по трубопроводу на под печи под действием силы тяжести. Использование такого трубопровода позволяет образовать на поду тонкий слой агента, регулирующего атмосферу, имеющий равномерную толщину в направлении ширины пода, в результате чего исключается проблема, связанная с неравномерной загрузкой вспомогательных исходных материалов в направлении ширины пода. Поэтому равномерно загруженный агент, регулирующий атмосферу, может эффективно предотвратить повторное окисление.
Однако с целью исключения неблагоприятного влияния на равномерную толщину подачи материалов на под (возмущения в канале падения материалов) потока газовой среды в печи, расстояние между подом и выпускным отверстием трубопровода должно быть, предпочтительно, 300 мм или меньше, более предпочтительно - 200 мм или меньше. Если выпускное отверстие трубопровода расположено слишком близко к поду, скорость потока газовой среды в этой части становится слишком высокой, и она может привести к рассеянию вспомогательных исходных материалов. Поэтому для снижения скорости потока газовой среды в лучшем случае до скорости, соответствующей скорости выхода материалов, рекомендуется выбирать достаточное расстояние между подом и выпускным отверстием трубопровода.
Подача агента, регулирующего атмосферу, как вспомогательного исходного материала с использованием одного предпочтительного варианта осуществления подающего устройства согласно настоящему изобретению описана ниже со ссылками на фиг. с 9 по 14, схематично иллюстрирующими вариант осуществления способа. На фиг.9 приведен схематичный вид, на котором показана порция агента, регулирующего атмосферу, загружаемого в печь с подвижным подом.
Подающее устройство 10 содержит загрузочный бункер 11 и загрузочный трубопровод 12, по которому агент, регулирующий атмосферу, подается из загрузочного бункера 11 в питатель 13, выполняющий функцию средства для регулирования подачи. На конструкцию подающего устройства 10 не накладываются особые ограничения. Хотя питатель 13 на фиг.9 показан в виде вибрационного питателя, выполненного с возможностью регулирования подачи агента, регулирующего атмосферу, путем изменения амплитуды вибраций, на такой вибрационный питатель не накладываются особые ограничения, и можно использовать, например, барабанный питатель.
Подающий трубопровод 14 в качестве средства для подачи агента, регулирующего атмосферу, из подающего устройства 10 на под 1 расположен вертикально и подключен между питателем 13, впускным отверстием 14а и отверстием в потолочной части печи. Когда агент, регулирующий атмосферу, падающий по трубопроводу 14, соприкасается с внутренней стенкой трубопровода 14, агент, регулирующий атмосферу, может налипнуть при контактировании с внутренней стенкой, и это, следовательно, может привести к неравномерной подаче на под агента, регулирующего атмосферу. По этой причине трубопровод 14 необходимо устанавливать вертикально, соединяя с потолочной частью печи, чтобы агент, регулирующий атмосферу, равномерно подавался на под.
Для равномерного распределения агента, регулирующего атмосферу, в направлении ширины пода (в направлении, перпендикулярном к направлению перемещения пода) ширина трубопровода 14, предпочтительно, равна ширине пода. В качестве варианта можно использовать несколько трубопроводов, каждый из которых имеет некоторую ширину, а суммарная ширина трубопроводов равна ширине пода. В этом случае каждый трубопровод может иметь независимую конструкцию, которая может отдельно устанавливаться с возможностью удаления, или трубопровод 14 может быть разделен разделительными элементами 15, предусмотренными в нем, чтобы агент, регулирующий атмосферу, мог опускаться по каждому отдельному трубопроводу. Хотя на фиг.10 показаны три разделительные панели 15, число разделительных панелей 15 особенно не ограничено и может задаваться в зависимости от ширины каждого трубопровода.
Агент, регулирующий атмосферу, подаваемый в загрузочный бункер 11, при необходимости смешивается в другими добавками, а затем подается в вибрационный питатель 13 по загрузочному трубопроводу 12. Вибрационный питатель 13 подает агент, регулирующий атмосферу, через выпускное отверстие 14а и подающий трубопровод 14, одновременно регулируя скорость подачи. Предпочтительно, в этом случае отдельные трубопроводы 14 имеют соответствующие впускные отверстия 14а, при этом каждый снабжен вибрационным питателем 13 для регулирования подачи агента, регулирующего атмосферу. В частности, в печи с вращающимся подом путем настройки каждого вибрационного питателя 13 на переменную подачу агента, регулирующего атмосферу, в направлении ширины пода можно образовать непрерывный слой агента, регулирующего атмосферу, имеющий равномерную толщину.
Кроме того, если трубопровод 14 разделен на несколько отделений в направлении ширины пода, то можно предотвратить распространение потока газа в печи, который по ширине пода проходит вверх в трубопровод 14. Поскольку опускающийся агент, регулирующий атмосферу, обладает силой инерции, то его прохождение не нарушается таким потоком газа, поднимающимся в трубопровод 14. Поэтому агент, регулирующий атмосферу, опускается, преимущественно, по всей ширине канала, отведенного для опускания под действием силы тяжести, без отклонения к одной стороне трубопровода, и, следовательно, получающийся в результате слой агента, регулирующего атмосферу, является непрерывным и не отклоняется к одной стороне по направлению ширины пода.
Выполненное таким образом подающее устройство обеспечивает возможность образования непрерывного слоя агента, регулирующего атмосферу, имеющего равномерную толщину на поду, без необходимости использования выравнивателя гранул или разглаживающего устройства.
Желательно, чтобы инертный газ, например азот, подавался из верхней части трубопровода, чтобы ослабить поток газовой среды, поднимающийся в трубопровод 14. Направленный вниз поток такого инертного таза, подаваемого в трубопровод, может ослабить поток газовой среды, поднимающийся изнутри печи, наряду со снижением помехи каналу опускания агента, регулирующего атмосферу, в результате чего гарантируется более эффективное образование слоя агента, регулирующего атмосферу, имеющего равномерную толщину.
Хотя на положение места, к которому подается инертный газ, не накладываются особые ограничения, с учетом необходимости подавления поднимающегося потока газовой среды в трубопровод 14 предпочтительно предусмотреть по меньшей мере одно впускное отверстие 16 для газа, ориентированное, как показано на фиг.11, внутрь трубопровода 14. В этом случае для обеспечения ввода инертного газа желательно, чтобы направляющая концевая часть впускного отверстия 16 для газа была ориентирована по направлению к поду (вертикально вниз).
При условии, что инертный газ подается в количестве, необходимом для подавления потока газовой среды, поднимающегося в трубопровод 14, на количество подаваемого инертного газа не накладываются особые ограничения. Количество подаваемого инертного газа можно соответствующим образом регулировать, например, снабдив впускное отверстие 16 для газа регулятором потока (непоказанным).
Кроме того, на наружной стенке трубопровода 14 желательно предусмотреть охлаждающее средство для предотвращения прилипания к внутренней стенке трубопровода 14 вспомогательного исходного материала, например агента, регулирующего атмосферу, который опускается внутри трубопровода 14. На место расположения охлаждающего средства не накладываются особые ограничения, например, трубопровод может быть полностью или частично оснащен охлаждающими средствами. Однако желательно на нижней части трубопровода предусмотреть, как показано на фиг.12, охлаждающую рубашку 17, поскольку такое устройство позволяет более эффективно предотвратить прилипание агента, регулирующего атмосферу, к части внутренней стенки, расположенной вблизи потолка печи.
Прилипание или осаждение вспомогательных исходных материалов, например агента, регулирующего атмосферу, можно более эффективно предотвратить путем покрытия внутренней стенки трубопровода антиадгезивом, который может предотвратить прилипание или осаждение таких вспомогательных исходных материалов. Например, как показано на фиг.13, можно образовать слой 18 антиадгезива на основе фторопласта. На местоположение и толщину слоя антиадгезива не накладываются особые ограничения. Хотя внутренняя стенка трубопровода может быть полностью или частично покрыта таким слоем антиадгезива, слой антиадгезива желательно образовывать на нижней части трубопровода, которая будет нагреваться до более высокой температуры.
Подающее устройство, имеющее упомянутые выше особенности согласно настоящему изобретению, можно использовать для загрузки других вспомогательных материалов, например добавки, регулирующей температуру плавления, описанной ниже, и оксидного материала, состоящего, главным образом, из оксида алюминия, для образования первичного защитного слоя, а также в качестве агента, регулирующего атмосферу. Форма такого вспомогательного материала не ограничена порошком. Вспомогательный исходный материал может быть в виде гранул небольшого размера или измельченным, с частицами большего размера, чем в порошке. Кроме того, подающее устройство согласно настоящему изобретению может быть использовано для загрузки исходного материала (например, порошкообразного исходного материала).
Один отличительный признак изобретения заключается в том, что восстановительная способность газовой среды особенно возрастает на стадии науглероживания и плавления, в результате чего предотвращается повторное окисление восстановленного железа и обеспечивается возможность более эффективного протекания науглероживания и плавления. Чтобы ряд процессов, от восстановления в твердом состоянии до завершения науглероживания, плавления и коалесценции, протекал эффективно, желательно на каждой стадии соответствующим образом регулировать температуру и газовую среду.
В частности, температуру на стадии восстановления в твердом состоянии предпочтительно поддерживать в пределах от 1200 до 1400°С, чтобы исключить образование жидкого FeO в случае восстановления при плавлении, тогда как температуру на стадии науглероживания, плавления и коалесценции желательно поддерживать в пределах от 1300 до 1500°С. Более предпочтительно регулировать температуру на стадии восстановления в твердом состоянии таким образом, чтобы она была ниже температуры на стадии науглероживания, плавления и коалесценции в пределах от 50 до 200°С.
Что касается регулирования газовой среды на стадии восстановления в твердом состоянии, то оно не требуется, поскольку газовая среда поддерживается высоковосстановительной за счет большого количества газа СО, образующегося при сгорании углеродистого материала, содержащегося на этой стадии в формованном исходном материале. Однако на стадии науглероживания, плавления и коалесценции и после нее соответствующее регулирование газовой среды в печи является определяющим, поскольку количество газа СО, образующегося из формованного исходного материала, в значительной степени уменьшается, и возникает вероятность повторного окисления оксидирующим газом, образующимся при горении горелок.
Температуру и состав газовой среды необходимо регулировать в соответствии с каждой протекающей стадией процесса восстановительной плавки, при этом желательно, чтобы восстановительная плавильная печь имела конструкцию, разделенную на два или больше отделений с разделительными стенками, установленными в направлении перемещения пода, как описано выше со ссылками на фиг.1-3. Отделение на стороне выше по ходу процесса и отделение на стороне ниже по ходу процесса используют соответственно в качестве отделения восстановления в твердом состоянии и отделения науглероживания, плавления и коалесценции, чтобы обеспечить возможность регулирования температуры и состава газовой среды в каждом отделении независимо от другого отделения. Хотя на фиг.3 показана для примера печь, разделенная с целью обеспечения возможно более точного регулирования температуры и состава на четыре отделения тремя разделительными стенками, при желании можно изменять число отделений в зависимости от размеров или конструкции оборудования, используемого для восстановительной плавки.
Металлическое железо, полученное способом, описанным выше, преимущественно, не имеет никакого шлакового компонента и очень высокую степень чистоты Fe. Обычно такое металлическое железо подают в существующее сталеплавильное оборудование, например в электрическую печь или конвертор, и используют как источник железа. Чтобы использовать такое металлическое железо в качестве исходного материала для получения стали, желательно, насколько возможно, снизить содержание серы (S). В попытке получить металлическое железо, имеющее низкое содержание S, заявитель выполнил дополнительное исследование, направленное на снижение в процессе получения металлического железа содержания S, имевшегося в железной руде или в углеродистом материале.
В результате было обнаружено, что содержание S в окончательно полученном железе можно снизить до 0,10% или ниже, более предпочтительно - до примерно 0,05% или ниже, путем целенаправленной добавки источника СаО (включая быстрогасящуюся известь, гашеную известь, карбонат кальция и т.п.) в исходный материал при образовании формованного исходного материала, содержащего железную руду и углеродистый материал, в таком количестве, чтобы число основности (отношение CaO/SiO2) суммы всех шлакообразующих компонентов в виде компонентов пустой породы предположительно имело значение в пределах от 0,6 до 1,8, более предпочтительно - от 0,9 до 1,5.
Кокс или уголь, наиболее часто используемый в качестве углеродсодержащего восстановителя, обычно содержит, примерно, от 0,2 до 1,0% серы, и наиболее часто эта сера будет включаться в металлическое железо. В случае, когда такое регулирование числа основности путем целенаправленного добавления источника СаО не осуществляют, число основности, рассчитанное на основе шлакообразующих компонентов, содержащихся в формованном исходном материале, обычно составляет 0,3 или меньше, хотя число основности изменяется в зависимости от вида или марки железной руды или аналогичного фактора. В случае шлака с таким низким числом основности включение S (сульфуризация) в металлическое железо на стадии восстановления в твердом состоянии или на последующей стадии науглероживания, плавления и коалесценции неизбежно, и примерно 85% суммарного содержания S в формованном исходном материале включается в металлическое железо. Это приводит к тому, что окончательно полученное металлическое железо имеет содержание S от 0,1 до 0,2%, которое является очень высоким, и, следовательно, железо как законченный продукт имеет плохое качество.
Однако обнаружено, что, если число основности шлакообразующего компонента изменить до значения в пределах от 0,6 до 1,8, как описано выше, путем преднамеренного добавления источника СаО при образовании формованного исходного материала, то на стадии восстановления в твердом состоянии и на стадии науглероживания, плавления и коалесценции происходит закрепление S в шлаке как в побочном продукте, в результате чего содержание S в получающемся металлическом железе можно в значительной степени снизить.
По-видимому, механизм снижения содержания S заключается в том, что сера, содержащаяся в формованном исходном материале, реагирует с СаО с образованием CaS (CaO+S=CaS), и это соединение закрепляется в шлаке. В области техники, к которой относится изобретение, условия, при которых действует механизм восстановительной плавки согласно настоящему изобретению, не выяснены, и считается, что в процессе восстановительной плавки не следует ожидать удаления серы при добавлении СаО, как в обычном процессе обессеривания жидкого металла. Однако согласно исследованиям заявителя настоящего изобретения СаО, содержащийся в шлаке, захватывает и фиксирует S в процессе плавления и коалесценции восстановленного железа, и обеспечивается возможность отделения шлака при науглероживании остаточным углеродом, который сохранился в восстановленном железе по завершении восстановления в твердом состоянии, в результате чего в значительной степени снижается содержание S в получающемся металлическом железе.
Заявитель настоящей заявки считает, что такой механизм снижения содержания S в металлическом железе отличается от типичного обессеривания жидкого металла с использованием шлака, содержащего СаО, но является характеристикой реакции в случае, когда способ согласно изобретению используют на практике. Конечно, если гарантируется достаточный контакт между жидким железом и жидким шлаком как побочным продуктом при нагревании после науглероживания и плавления восстановленного железа, то можно допустить, что отношение содержания S в шлаке (S%) к содержанию S в металлическом железе [S%], т.е. коэффициент распределения, определяется реакцией между жидкостями, (жидкое железо)-(жидкий шлак). Однако в настоящем изобретении площадь соприкосновения шлака с металлом очень небольшая, что подтверждается фотографией на фиг.14, и, следовательно, нельзя ожидать очень большого эффекта снижения содержания S в металлическом железе, получающемся в результате равновесной реакции шлак-железо, которая происходит после завершения науглероживания, плавления и коалесценции восстановленного железа. Поэтому рассматривается механизм обессеривания, основанный согласно настоящему изобретению на целенаправленном добавлении СаО к формованному исходному материалу, включающий способность СаО к реакции захвата S, протекающей в процессе, когда происходят науглероживание, плавление и коалесценция восстановленного железа и отделение шлака, и при этом защитное действие, предотвращающее сульфуризацию металлического железа, является результатом реакции захвата S.
Хотя количество СаО, добавляемого для изменения числа основности, необходимо определять в зависимости от количества и состава компонента пустой породы, содержащегося в железной руде или в подобном материале, вида и количества примешиваемого углеродистого материала и аналогичных факторов, типовое количество СаО в пересчете на содержание чистого СаО, добавляемого для изменения числа основности всех шлакообразующих компонентов до значения, находящегося в пределах от 0,6 до 1,8, находится в пределах от 2,0 до 7, 0%, более предпочтительно - от 3,0 до 5,0% в пересчете на суммарное количество формованного исходного материала. В случае использования гашеной извести (Са(ОН)2), карбоната кальция (СаСО3) и т.п. количество такого материала должно быть согласовано с указанным выше количеством в пересчете на содержание чистого СаО. Подтверждено, что при изменении числа основности шлакообразующего компонента в пределах примерно от 0,9 до 1,1 путем добавления СаСО3, например в количестве 4%, к формованному исходному материалу, гарантируется кажущийся коэффициент обессеривания в пределах от 45 до 50%, а при изменении числа основности шлакообразующего компонента в пределах, примерно, от 1,2 до 1,5 путем добавления СаСО3 в количестве примерно 6% к формованному исходному материалу можно гарантировать кажущийся коэффициент обессеривания в пределах от 70 до 80%. Кажущийся коэффициент обессеривания определяется следующей формулой: кажущийся коэффициент обессеривания (%) равен умноженному на 100% результату деления содержания S (%) в металлическом железе, полученном из формованного исходного материала, смешанного с СаО, на содержание S (%) в металлическом железе, полученном из формованного исходного материала без добавления СаО.
Полезное действие снижения содержания S, происходящего в результате добавления СаО, описано ниже с привлечением экспериментальных данных, полученных при использовании камерной электропечи. На фиг.15 показано изменение содержания S при выполнении эксперимента, в котором формованный исходный материал приготавливали путем смешивания железной руды, углеродистого материала, небольшого количества связующего вещества (бентонита или подобного ему), при этом использовали соответствующее количество СаО и осуществляли восстановительную плавку способом согласно изобретению.
Из столбчатой диаграммы для сухого формованного исходного материала, показанной на фиг.15, видно, что содержание S в формованном исходном материале до проведения восстановительной плавки предполагается равным 100%, при этом, примерно, 89% серы вносятся углеродистым материалом и, примерно, 11% вносятся железной рудой. После того, как формованный исходный материал подвергали восстановительной плавке согласно способу настоящего изобретения, то по завершении восстановления в твердом состоянии, описанного выше со ссылкой на фиг.4, сера оставалась в восстановленном железе в количестве, примерно, 89%, а сера в количестве, примерно, 12% испарялась из печи во время восстановления в твердом состоянии. При использовании формованного исходного материала, не смешанного с каким-либо источником СаО (число основности, определенное на основе состава шлакообразующего компонента, содержащегося в формованном исходном материале, составляло 0,165), было установлено, что сера в количестве 78,8% была включена в окончательно полученное металлическое железо, а сера в количестве 10,2% была захвачена шлаком.
В противоположность этому при использовании формованного исходного материала с примешанным источником СаО в количестве 4,5% для изменения числа основности шлакообразующего компонента до 1,15 количество S, включенной в металлическое железо, снижалось до 43,2%, а количество S, захваченной шлаком, повышалось до 48,8%, тогда как количество S, испарившейся из печи во время процесса переработки, снижалось до, примерно, 8%. При использовании формованного исходного материала, смешанного с источником СаО в количестве 5,0% для изменения числа основности шлакообразующего компонента до 1,35, количество S, включенной в металлическое железо, снижалось до 19,7%, а количество S, захваченной шлаком, возрастало до 78,8%, тогда как количество S, испарившейся из печи во время процесса переработки, снижалось до примерно 1,5%.
Когда в результате проведения основного эксперимента с использованием камерной электропечи было установлено, что регулирование числа основности путем добавления источника СаО является весьма эффективным для снижения содержания S в металлическом железе, то был проведен аналогичный эксперимент с использованием демонстрационной печи для исследования численного влияния основности на эффект снижения содержания S в металлическом железе в случае, когда число основности изменялось в различной степени путем изменения количества добавляемого источника СаО. Результаты показаны на фиг.16.
На фиг.16 графически показана зависимость между конечным числом основности шлака и содержанием S в металлическом железе, которая получена при изменении количества добавляемого источника СаО, при этом каждая точка соответствует полученному значению. На фиг.16 в виде переходного участка также показаны результаты основного эксперимента с использованием вышеупомянутой камерной электропечи. Поскольку в основном эксперименте применялась электрическая нагревательная система, в которой инертный газ использовался в качестве газовой среды, оксидирующий потенциал печной атмосферы был низким, что, несомненно, было выгодно для обессеривания. С другой стороны, в случае, когда в демонстрационной печи для нагрева использовалось горение горелки, восстановительная способность газа в печной атмосфере была ниже, чем в основном эксперименте, из-за отработанного газа, образующегося при сгорании, а содержание S в металлическом железе было выше, чем в основном эксперименте. Однако характер результатов, полученных в этом случае, в основном и в значительной степени, повторял характер результатов основного эксперимента. Как показано, содержание S в металлическом железе в области (А), которая соответствует случаю, когда никакой источник СаО не добавлялся вообще, предположительно составляет примерно 0,120%, тогда как содержание S в металлическом железе в области (В), которая соответствует случаю, когда число основности было скорректировано до значения, примерно, 1,0, снижается до 0,050-0,080%, а кажущийся коэффициент обессеривания предположительно составляет, примерно, 33-59%. При дальнейшем увеличении числа основности до 1,5 было обнаружено, что, как показано в области (С), содержание S в металлическом железе снижается до 0,050%.
Следует отметить, что, если добавлять источник СаО до тех пор, пока число основности не примет значение 1,8 или более высокое, рабочая температура чрезмерно возрастет вследствие повышения температуры плавления образующегося шлака. Такая ситуация нежелательна, поскольку ускоряется разрушение печи, наряду с неэкономным расходовании топлива, и кроме того, ухудшается способность восстановленного железа к коалесценции, в результате чего получается металлическое железо с более мелкими гранулами, имеющее более низкую коммерческую ценность.
Как видно из этих экспериментов, при преднамеренном добавлении к формованному исходному материалу источника СаО в соответствующем количестве для повышения числа основности шлакообразующего компонента до примерно 0,6 или выше способность захвата S в получающемся шлаке существенно повышается, в результате чего в значительной степени снижается количество S, включенного в металлическое железо, что приводит к получению металлического железа, имеющего пониженное содержание S. Кроме того, как описано со ссылкой на фиг.15, количество S, выпущенной из печи в виде SO2 или подобного соединения, в значительной степени уменьшается, и, следовательно, атмосферные примеси, обусловленные таким отработанным газом, могут быть снижены, а режим обессеривания, который вводится, если такой отработанный газ обессеривается, может быть облегчен.
В случае, когда осуществляют добавление источника СаО, чтобы снизить содержание S в металлическом железе, температуру плавления шлака, образующегося в качестве побочного продукта, можно понизить путем добавления определенного количества источника СаО, и, следовательно, становится вероятным просачивание шлака с низкой температурой плавления, которое может вызвать эрозию или истирание огнеупорных материалов пода. Однако при практическом применении настоящего изобретения нежелательное просачивание такого побочного продукта в виде шлака можно уменьшить, если использовать принцип двухступенчатого нагрева, в соответствии с которым температурные условия стадии восстановления в твердом состоянии и стадии науглероживания, плавления и коалесценции задают в предпочтительных пределах соответственно от 1200 до 1400°С и от 1350 до 1500°С, чтобы обеспечить возможность удовлетворительного протекания восстановления в твердом состоянии при более низкой температуре, чем температура плавления побочного продукта в виде шлака, а затем обеспечить возможность восстановления частично оставшегося FeO и, как описано выше, протекания процесса науглероживания, плавления и коалесценции восстановленного железа.
Следовательно, использование настоящего изобретения позволяет получить гранулированное металлическое железо, имеющее очень высокую степень чистоты Fe, без повторного окисления восстановленного железа путем регулирования восстановительной способности газовой среды до 0,5 или выше, предпочтительно до 0,6 или выше, более предпочтительно до 0,7 или выше, особенно на стадии науглероживания и плавления при получении металлического железа, когда формованный исходный материал, содержащий железную руду и углеродистый материал, подвергают восстановлению в твердом состоянии, а затем осуществляют науглероживание, плавление и коалесценцию. Кроме того, использование настоящего изобретения позволяет снизить содержание S в таком металлическом железе путем целенаправленного добавления СаО к формованному исходному материалу для регулирования числа основности шлакообразующего компонента. После затвердения при охлаждении и затем отделения от затвердевшего шлака гранулированное металлическое железо, полученное таким образом, можно использовать в качестве исходного материала для плавки в различных железоплавильных и сталеплавильных печах.
В настоящем изобретении металлическое железо, выпущенное из восстановительной плавильной печи, охлаждают до температуры ниже температуры плавления, но все же сохраняют при высокой температуре, заданной в пределах от 800 до 1200°С. Дальнейшее охлаждение металлического железа до нормальной температуры перед подачей в сталеплавильную печь приводит к потерям тепловой энергии. Поэтому для снижения тепловых потерь весьма целесообразно создать интегрированную железоплавильную и сталеплавильную производственную линию, в которой предусмотрена подача такого высокотемпературного металлического железа в сталеплавильную печь, чтобы эффективно использовать потенциальную теплоту металлического железа, или предусмотрен возврат на плавление дополнительным нагревом.
Конечно, известны следующие технологии: экономия электроэнергии, потребляемой электропечью, и повышение производительности путем подачи высокотемпературного восстановленного железа, полученного с помощью известного процесса выработки восстановленного железа, в соседнюю сталеплавильную печь без охлаждения; железоплавильный и сталеплавильный процесс (публикация Международной заявки №99/11826), в котором жидкое железо получают посредством выработки высокотемпературного восстановленного железа в печи для производства восстановленного железа при использовании углеродистого материала на основе угля и такое восстановленное железо сразу подают в плавильную печь; и аналогичные технологии. Эти известные технологии отличаются от интегрированного процесса производства, предложенного в настоящем изобретении, тем, что в соответствии с ними получают так называемое “восстановленное железо”, которое содержит значительное количество шлака, образующегося из золы и компонентов пустой породы, оксид железа, получающийся в результате повторного окисления на последней стадии восстановления, и большое количество S, что необязательно, если восстановленное железо получали с использованием восстановителя на основе угля. В противоположность этому интегрированный процесс производства согласно изобретению позволяет получить и использовать металлическое железо, полностью отделенное от шлаковых компонентов путем науглероживания, плавления и коалесценции.
Поскольку режим обессеривания в печи для рафинирования в интегрированном процессе производства с использованием металлического железа, имеющего пониженное содержание S, является особенно облегченным, можно создать производственную систему, которая будет очень полезной и практичной в качестве интегрированной железоплавильной и сталеплавильной производственной системы, в которой осуществляются восстановительная плавка источника железа и рафинирование при плавке.
На фиг.17 приведен пример интегрированной производственной системы. На фиг.17 процесс А представляет собой процесс производства стали, в котором свободное от шлака металлическое железо, полученное в восстановительной плавильной печи, охлаждают до нормальной температуры, а затем в соответствующем количестве в качестве исходного материала для получения стали подают в сталеплавильную печь, например в электропечь; процесс В применяют для подачи металлического железа в высокотемпературном состоянии (от 800 до 1200°) в сталеплавильную печь, например в электропечь, расположенную рядом с восстановительной плавильной печью, в результате чего уменьшается количество электроэнергии, необходимой для подведения теплоты; и процесс С применяют для подачи всего высокотемпературного металлического железа, полученного в восстановительной плавильной печи, в соседнюю плавильную печь, предназначенную для термической плавки металлического железа, и после нее жидкое железо подают в сталеплавильную печь. Поскольку металлическое железо, полученное в соответствии с настоящим изобретением, свободно от шлака, имеет высокую степень чистоты и имеет, что необязательно, низкое содержание S, если металлическое железо было получено при регулировании числа основности для снижения содержания S, а интегрированная производственная система выполнена с возможностью использования такого металлического железа в качестве исходного материала для производства стали, то это делает возможным получение жидкой стали стабильного качества при высокой производительности и снижении электроэнергии, потребляемой электропечью или аналогичной печью, или облегчение режима обессерения.
В рассмотренном выше процессе получения металлического железа формованный исходный материал, содержащий оксид железа в качестве источника железа и углеродсодержащий восстановитель, предназначенный для снижения содержания оксида железа, нагревают на подвижном поду, чтобы подвергнуть оксид железа восстановлению в твердом состоянии, после чего осуществляют науглероживание, плавление и коалесценцию полученного восстановленного железа для образования гранулированного металлического железа, которое затем удаляют из печи после охлаждения; при этом флуктуации рабочих условий могут вызвать просачивание жидкого шлака, а такой жидкий шлак в значительной степени является причиной эрозии или истирания огнеупорных материалов пода. В частности, когда в таком жидком шлаке имеется невосстановленный жидкий FeO, интенсивность такой эрозии или истирания возрастает вследствие проникновения и коррозии, существенно сокращающих срок службы огнеупорных материалов пода.
С учетом вышеупомянутого в настоящем изобретении предложен способ, использование которого снижает до минимума такую эрозию или истирание огнеупорных материалов пода и наряду с этим обеспечивает возможность самопроизвольной заделки поврежденных участков огнеупорных материалов пода во время работы печи в случае, если нанесен такой ущерб, в связи с чем появляется возможность в значительной степени продлить долговечность огнеупорных материалов пода и повысить длительность непрерывной работы печи.
Настоящее изобретение отличается тем, что при получении металлического железа во время вышеуказанного процесса восстановительной плавки на огнеупорных материалах пода образуют осажденный слой, содержащий шлак, защищающий их.
На фиг.18 приведены схематичные сечения, иллюстрирующие предпочтительный вариант осуществления настоящего изобретения. Как показано, первичный защитный слой 28, содержащий оксидный материал, состоящий, главным образом, из оксида алюминия (или содержащий смесь руд, имеющую состав, аналогичный составу шлака, образующегося в качестве побочного продукта во время процесса восстановительной плавки, или оборотный шлак), заранее создают на огнеупорных материалах 27 восстановительной плавильной печи с подвижным подом, при этом это делают перед началом процесса получения, а затем куски формованного исходного материала G подают на вращающийся под (см. фиг.18А).
Как описано со ссылками на фиг. с 1 по 3, формованный исходный материал во время прохождения через зону Z1 восстановительной плавки подвергают воздействию теплоты, создаваемой горелками, и лучистой теплоты, в результате чего оксид железа в формованном исходном материале превращается в восстановленное железо при восстановлении в твердом состоянии, а после этого восстановленное железо дополнительно нагревают, чтобы вызвать науглероживание, которое понижает температуру плавления восстановленного железа, в результате чего получают жидкое железо. Полученное таким образом металлическое железо коалесцирует и превращается в гранулированное металлическое железо Fe, отделенное от побочного продукта в виде шлака Sg и имеющее зерна относительно большого размера. Шлак Sg также собирается воедино и следовательно, металлическое железо и шлак Sg оказываются отделенными друг от друга (см. фиг.18В).
Гранулированное металлическое железо Fe и шлак Sg охлаждают в месте, расположенном выше по ходу процесса в непосредственной близости от упомянутого выше разгрузочного средства, и затем перемещают к месту нахождения разгрузочного средства, с помощью которого, в свою очередь, выгребают затвердевшие гранулированное металлическое железо Fe и шлак Sg с поверхности пода. Этот процесс на чертеже не показан.
Жидкий шлак, образующийся в качестве побочного продукта во время процесса восстановительной плавки, объединяется с первичным защитным слоем 28, образуя шлаковый осажденный слой Т. Поскольку во время процесса плавки и затвердевания в значительных количествах образуется металлическое железо Fes с мелкими гранулами (в зависимости от обстоятельств в дальнейшем называемое “зернистым железом”), которые еще не коалесцированы и не выросли в достаточной степени, и шлак Sgs с высокой температурой плавления, то такое зернистое железо Fes и шлак Sgs проходят через пространство между разгрузочным устройством 6 и поверхностью шлакового осажденного слоя Т и остаются на поверхности шлакового осажденного слоя Т или частично улавливаются между ними и, следовательно, усиленно углубляются в осажденный слой Т (см. фиг.18С).
Если в этом состоянии осуществляют непрерывное получение, зернистое железо Fes или подобное ему, оставшееся на поверхности или углубившееся в поверхность шлакового осажденного слоя Т, постепенно осаждается и нарастает и следовательно, может стать не поддающимся извлечению.
В соответствии с настоящим изобретением такое неудобство, обусловленное осаждением зернистого железа Fes и подобного ему, исключают путем соскабливания зернистого железа Fes и подобного ему вместе с частью или со всем осажденным слоем Т в момент времени, когда количество зернистого железа Fes и подобного ему, осажденного на и углубленного в осажденный слой Т, достигает определенного уровня. Поэтому поверхность осажденного слоя Т на поду является сглаженной, что показано на фиг.18D, в результате чего получается гладкий защитный слой, содержащий первичный защитный слой 28, образованный на начальной стадии получения продукции, и тонкий осажденный слой Т, покрывающий его.
Когда при этом состоянии процесс получения продолжается дальше, а шлаковый осажденный слой Т опять нарастает до определенного уровня вследствие осаждения и прилипания, осажденный слой Т (или осажденный слой Т и часть защитного слоя 28) удаляют периодически или постоянно вместе с зернистым железом Fes или подобным ему. При повторяющемся осуществлении такой операции с соответствующими перерывами верхняя сторона первоначально образованного первичного защитного слоя 28 постепенно заменяется шлаковым осажденным слоем Т, и в конце концов, большая часть первичного защитного слоя 28 заменяется шлаковым осажденным слоем Т, в результате чего получается состояние, показанное на фиг.18Е. В этом состоянии поверхность пода становится стабильной. При этом часть первичного защитного слоя 28 остается на поверхностях огнеупорных материалов 27 на протяжении значительного отрезка времени, считая от начала получения, либо небольшая часть первичного защитного слоя 28 может оставаться на поверхности огнеупорных материалов 27 все время при соблюдении определенных условий удаления шлакового осажденного слоя Т.
Когда при этом состоянии процесс продолжается дальше, только поверхностная сторона осажденного слоя Т постоянно заменяется шлаком, образующимся в качестве побочного продукта в процессе восстановительной плавки, и в результате этого поверхность пода всегда сохраняется гладкой без какого-либо повреждения огнеупорных материалов 27 пода.
Толщину шлакового осажденного слоя Т можно просто регулировать путем вертикального перемещения средства для удаления осажденного слоя (которое также может выполнять функцию разгрузочного устройства 6 или может быть независимым от него) для изменения промежутка между средством для удаления и поверхностью пода. Более конкретно, на начальном интервале процесса получения регулирование осуществляют таким образом, чтобы осажденный слой Т постепенно становился толще при постепенном перемещении вверх лезвия устройства для удаления с целью расширения промежутка между лезвием и поверхностью осажденного слоя Т, а когда количество зернистого железа Fes и подобного ему, прилипшего и осажденного на осажденный слой Т, возрастает, то при необходимости осажденный слой Т можно удалить до определенной толщины или регулировать его путем перемещения лезвия устройства для удаления вниз до положения, соответствующего глубине, до которой должен быть удален осажденный слой Т. При таком повторяющемся периодическом или постоянном перемещении лезвия вверх и вниз с соответствующими перерывами поверхность осажденного слоя можно всегда поддерживать гладкой, предотвращая излишнее осаждение зернистого железа Fes на и в осажденный слой Т.
На фиг.19 схематично показаны такие операции. Более конкретно, на фиг.19А показана операция, позволяющая увеличить толщину осажденного слоя Т путем постепенного перемещения лезвия разгрузочного устройства 6 вверх, тогда как на фиг.19В показана операция по удалению части осажденного слоя Т вместе с зернистым железом Fes путем перемещения лезвия разгрузочного устройства 6 вниз до положения, соответствующего глубине, до которой осажденный слой Т должен быть удален, когда количество осажденного зернистого железа Fes и подобного ему, сохраняющегося на осажденном слое Т и углубленного в него, повышается до определенного уровня.
Хотя приведенное выше описание относится к случаю, когда толщина осажденного слоя Т может постепенно возрастать при постепенном перемещении лезвия разгрузочного устройства 6 вверх, и при этом, когда прилипание или осаждение зернистого железа Fes возрастает до определенной степени, поверхностную часть осажденного слоя Т удаляют до необходимой глубины путем перемещения лезвия разгрузочного устройства 6 вниз до положения, соответствующего глубине, до которой осажденный слой Т должен быть удален при его прохождении, но возможна иная процедура, например такая: уровень осажденного слоя, при котором работает печь, заранее задают на начальной стадии процесса получения; cкребковое лезвие разгрузочного устройства 6 устанавливают в положение, соответствующее заранее заданному уровню осажденного слоя, чтобы обеспечить возможность осаждения первичного защитного слоя 28 до этого уровня; а когда внедрение в первичный защитный слой 28 и его коррозия, а также осаждение зернистого железа достигают определенной степени, скребковое лезвие опускают на вытяжном приспособлении, чтобы удалить поверхностную часть осажденного слоя Т.
Как описано выше, средство для удаления осажденного слоя шлака может также функционировать как разгрузочное средство полученного металлического железа Fe или может быть отдельным устройством. Особые ограничения, накладываемые на конкретный механизм или конструкцию средства для удаления, отсутствуют, и можно использовать средство для удаления любого типа, например шнековое или скребковое, если только средству для удаления придана функция эффективного удаления части или всего осажденного слоя Т, чтобы сделать защитный слой гладким. Кроме того, отсутствуют особые ограничения, накладываемые на конкретное средство для вертикального перемещения лезвия средства для удаления, и можно по желанию выбирать для использования любое известное средство, обеспечивающее вертикальное перемещение.
В соответствии с настоящим изобретением поверхности огнеупорных материалов пода постоянно защищены первичным защитным слоем 28, образованным на начальной стадии процесса получения, и осажденным слоем Т, образованным путем осаждения шлака, полученного в качестве побочного продукта во время последующих процессов получения, а зернистое железо, прилипшее к поверхности пода или осажденное на нее, периодически или постоянно извлекают с поверхности пода при удалении поверхностной части осажденного слоя Т. Поэтому перебои или затруднения в работе, обусловленные избыточным осаждением зернистого железа, не случаются.
Даже если поверхность шлакового осажденного слоя Т несколько повреждена, то такой поврежденный участок самопроизвольно заделывается при осаждении шлака, получаемого в качестве побочного продукта во время работы печи, и, следовательно, поверхность пода может сохраняться гладкой почти постоянно до тех пор, пока возникнет неожиданное повреждение. На фиг.20 приведен схематичный вид в сечении, иллюстрирующий процесс самопроизвольной заделки в случае, когда в поверхности шлакового осажденного слоя Т возникает выемка. Когда в поверхности осажденного слоя Т образуется выемка Q (см. фиг.20А), шлак Sg в качестве побочного продукта вместе с зернистым железом Fes и подобными веществами, образующимися во время процесса восстановительной плавки на следующем производственном цикле, осаждаются в выемку Q (см. фиг.20В), и поверхностный участок осажденного слоя Т, содержащий шлак Sg и зернистое железо Fes, перемещается на сторону ниже по ходу процесса, в результате чего поверхность пода становится сглаженной (см. фиг.20С). В качестве варианта смесь О руд (или оборотный шлак), состав которой регулируют так, чтобы он был, по существу, тем же самым, как состав шлака в качестве побочного продукта, можно ввести в выемку Q, чтобы получить аналогичную заделку, что показано на фиг. с 21А по 21С.
Для постоянного поддержания поверхности пода гладкой посредством самопроизвольной заделки, присущей такому шлаку как побочному продукту, желательно осуществлять регулирование, направленное на поддержание толщины шлакового осажденного слоя Т в нужных пределах, предпочтительно в пределах от нескольких миллиметров до десятков миллиметров.
В качестве материала, образующего первичный защитный слой 28, наиболее предпочтительно использовать оксидный материал, состоящий, главным образом, из оксида алюминия, который имеет высокое сопротивление эрозии или истиранию, вызываемому типичным жидким шлаком. Однако, поскольку в способе согласно изобретению использовано осаждение шлака, образующегося в качестве побочного продукта во время процесса получения, можно использовать минеральное вещество, имеющее состав, аналогичный составу такого шлака как побочного продукта или оборотного шлака. Поскольку осажденный слой Т образуется на поверхностях огнеупорных материалов пода постепенно, начиная с исходной стадии процесса получения, достаточный эффект защиты огнеупорных материалов пода можно получить при образовании первичного защитного слоя 28 минимальной толщины, необходимой для защиты огнеупорных материалов пода на начальной стадии и обеспечения возможности осаждения со временем на него шлака как побочного продукта. Хотя первичный защитный слой 28, образующийся на начальной стадии процесса получения, по всей вероятности, будет заменен, преимущественно, полностью осажденным слоем Т шлака как побочного продукта, особенно при продолжительном непрерывном получении, достаточный эффект защиты огнеупорных материалов пода все же будет проявляться.
На размер частиц материала, образующего первичный защитный слой, не накладываются особые ограничения. Однако предпочтителен материал с частицами небольшого размера, желательно в порошкообразной форме, поскольку между более крупными твердыми компонентами материала образуются промежутки, через которые, вероятно, может протекать и соприкасаться с огнеупорными материалами пода любой жидкий материал. Поэтому предпочтительный размер частиц материала составляет 4 мм или меньше, более предпочтительно - 2 мм или меньше.
Предпочтительно, материал, образующий первичный защитный слой, загружают на под, используя подающее устройство для загрузки вспомогательных исходных материалов согласно настоящему изобретению, поскольку использование подающего устройства делает возможным образование первичного защитного слоя, который имеет равномерную толщину в направлении ширины пода и является непрерывным в направлении перемещения пода.
В случае, когда температура плавления поверхностной части шлакового осажденного слоя Т, постепенно заменяемого, как описано выше, жидким или густым шлаком как побочным продуктом в процессе восстановительной плавки, слишком низкая, получающееся в результате гранулированное металлическое железо, имеющее высокий удельный вес, погружается в осажденный слой Т, и, следовательно, его трудно извлечь. По этой причине степень твердости осажденного слоя Т желательно поддерживать такой, чтобы гранулированное металлическое железо не могло погружаться в осажденный слой Т. С этой целью состав шлакообразующего компонента, включаемого в формованный исходный материал, можно регулировать при приготовлении формованного исходного материала таким образом, чтобы образующийся в качестве побочного продукта шлак имел нужную температуру плавления. Однако, когда температура плавления шлака как побочного продукта слишком высокая, металлическое железо, получающееся в результате восстановления в твердом состоянии, становится трудно отделить от шлака, являющегося побочным продуктом на стадии разделения при плавлении. В значительной степени это снижает чистоту металлического железа как основного продукта.
В стремлении решить эту проблему было выполнено исследование, направленное на ограничение, насколько возможно, погружения металлического железа в осажденный слой путем повышения температуры плавления заменяемого шлакового осажденного слоя Т при сохранении температуры плавления шлака как побочного продукта относительно низкой. В результате была обнаружена эффективность присоединения к поверхностной части шлакового осажденного слоя Т добавки, регулирующей температуру плавления, предназначенной для повышения температуры плавления осадка. Более конкретно, когда такую добавку, регулирующую температуру плавления, периодически или постоянно добавляют к поверхностной части осажденного слоя Т в нужном месте, температура плавления осажденного слоя Т повышается, даже если шлак как побочный продукт имеет низкую температуру плавления, и, следовательно, осажденный слой Т становится более твердым, в результате чего, насколько возможно, предотвращается погружение гранулированного металлического железа в осажденный слой.
Хотя вид используемой добавки, регулирующей температуру плавления, различается в зависимости от состава шлака как побочного продукта, примеры предпочтительных добавок, регулирующих температуру плавления, включают оксидный материал, содержащий оксид алюминия, и оксидный материал, содержащий оксид магния. Такие предпочтительные добавки можно использовать сами по себе или в виде комбинации двух или более добавок.
Такую добавку, регулирующую температуру плавления, можно использовать в соответствующем количестве, зависящем от состава шлака как побочного продукта, в любом без ограничения месте. Обычно добавку, регулирующую температуру плавления, периодически или постоянно загружают на шлаковый осажденный слой Т в месте, прилегающем к месту загрузки формованного исходного материала, или в подходящем месте в зоне восстановительной плавки. Хотя на способ загрузки добавки не накладываются какие-либо ограничения, является желательным использование подающего устройства для загрузки вспомогательных исходных материалов согласно настоящему изобретению.
Кроме того, с получением того же самого результата, как указанного выше, является эффективным способ охлаждения, при осуществлении которого охлаждают шлаковый осажденный слой Т с нижней стороны пода посредством охлаждающей рубашки или путем распыления охлаждающего газа, чтобы вызвать затвердевание осажденного слоя Т до такой степени твердости, при которой предотвращается погружение металлического железа в осажденный слой Т. Такое охлаждение с нижней стороны пода используют для содействия затвердеванию осажденного слоя Т, поскольку с помощью такого способа охлаждения можно ослабить торможение теплового восстановления оксида железа, вызванное охлаждением. Поскольку, как описано ранее, оксид железа нагревается и восстанавливается теплотой, вырабатываемой при горении горелки, установленной на поверхности стенки восстановительной плавильной печи, и лучистой теплотой, поступающей на под сверху, отсутствует опасность того, что эффективность восстановительной плавки будет существенно затронута, даже если шлаковый осажденный слой Т на поверхности пода в процессе восстановления принудительно охлаждают с нижней стороны пода.
Как описано выше, удаление излишка шлакового осажденного слоя Т осуществляют с помощью разгрузочного средства, также используемого в качестве разгрузочного устройства гранулированного металлического железа, полученного в качестве продукта, или с помощью средства для удаления, предназначенного для удаления такого излишка шлакового осажденного слоя. При уменьшении нагрузки, прикладываемой к такому разгрузочному средству или к средству для удаления, и создании в результате удаления насколько возможно гладкой поверхности желательно регулировать температуру таким образом, чтобы шлаковый осажденный слой во время удаления скребком находился в состоянии сосуществования твердого тела и жидкости, как мороженое. Способом для реализации такого регулирования температуры является, например, охлаждение с нижней стороны пода посредством охлаждающей рубашки или путем распыления охлаждающего газа.
Поскольку шлаковый осадок, соскабливаемый со шлакового осажденного слоя, содержит значительное количество зернистого железа, а также шлаковый компонент, и такое зернистое железо имеет высокую степень чистоты, то такое зернистое железо желательно собирать вместе с продуктом металлического железа путем отделения зернистого железа от соскобленного шлакового осадка, используя любое подходящее средство, например магнитный сепаратор.
В еще одном режиме настоящего изобретения является эффективным то, что агент, регулирующий атмосферу, понемногу распределяют по защитному слою 28 или по шлаковому осажденному слою Т до загрузки исходного формованного материала. Для содействия восстановлению в твердом состоянии путем нагрева и в то же время для предотвращения повторного окисления восстановленного железа оксидирующими газами (включая СО2 и Н2О), получающимися в результате сгорания, необходимого для нагрева, является эффективным повышение восстановительного потенциала атмосферы в печи, особенно газовой среды, находящейся вблизи формованного исходного материала. Путем распределения агента, регулирующего температуру, по поверхности пода, как и выше, восстановительный потенциал атмосферы в печи поддерживают высоким, тем самым способствуя эффективной восстановительной плавке с предотвращением повторного окисления восстановленного железа. Кроме того, агент, регулирующий атмосферу, также ослабляет прилипание металлического железа к шлаковому осажденному слою Т и, следовательно, облегчает удаление гранулированного металлического железа с поверхности пода, делая возможным его равномерное извлечение.
На фиг. с 22А по 22Е приведены схематичные виды в сечении, иллюстрирующие, каким образом протекает восстановительная плавка и каким образом достигается самопроизвольная заделка пода в случае, когда агент, регулирующий температуру, распределен по поду. Этот случай существенно не отличается от случая, показанного на фиг. с 18А по 18Е, за исключением того, что слой СL агента, регулирующего атмосферу, образуют на шлаковом осажденном слое Т, а на него помещают формованный исходный материал G.
На фиг.23А и 23В представлены схематичные виды в сечениях, иллюстрирующие, каким образом под заделывается в случае, когда агент СL, регулирующий атмосферу, распределен по поду. Этот процесс протекает следующим образом. Сначала агент СL, регулирующий атмосферу, распределяют по шлаковому осажденному слою Т, а затем формованный исходный материал G загружают на слой агента, регулирующего атмосферу, за чем следует восстановительная плавка формованного исходного материала (см. фиг.23А). Когда количество зернистого железа Fes или подобного ему, осажденного в или на шлаковый осажденный слой Т, и толщина слоя СLагента, регулирующего атмосферу, возрастают до определенной степени, то, как показано на фиг.23В, опускают лезвие для удаления поверхностной части шлакового осажденного слоя Т, несущего накопленное зернистое железо Fes вместе с агентом СL, регулирующим атмосферу, тем самым сглаживая шлаковый осажденный слой Т в горизонтальном направлении. Позже, но до того, как при вращении под достигнет положения загрузки исходного материала, агент СL, регулирующий атмосферу, снова загружают из подающего устройства 9 вспомогательного исходного материала до заранее определенной толщины, а затем снова загружают формованный исходный материал G. Таким способом можно реализовать непрерывное получение. При загрузке или подаче агента, регулирующего атмосферу, рекомендуется использовать указанное выше подающее устройство.
Хотя на толщину слоя СL распределяемого агента, регулирующего атмосферу, не накладываются особые ограничения, но очень небольшой толщины достаточно для эффективного повышения восстановительного потенциала газовой среды, находящейся вблизи формованного исходного материала, или для облегчения удаления гранулированного металлического железа с поверхности пода. Обычно этому требованию удовлетворяет слой СLагента, регулирующего атмосферу, имеющий толщину примерно от 1 до 10 мм или меньше. В качестве практически простого и эффективного способа рекомендуется соответствующее количество вышеупомянутой добавки, регулирующей температуру плавления, смешивать с агентом СL, регулирующим атмосферу, чтобы получить эффект повышения температуры плавления шлакового осажденного слоя Т в сочетании с вышеупомянутыми эффектами, обеспечиваемыми агентом СL, регулирующим атмосферу.
Примеры
Ниже настоящее изобретение описывается более подробно посредством примеров в части его структуры и преимуществ. Само собой разумеется, что на практике настоящее изобретение не ограничено приведенными ниже примерами и может быть применено с изменением или модификацией этих примеров, если такие изменения и модификации находятся в рамках данного описания изобретения. Конечно, такие изменения или модификации находятся в рамках технической сущности настоящего изобретения.
Пример 1
Формованный исходный материал, имеющий диаметр примерно 19 мм, приготавливали путем равномерного перемешивания гематитовой железной руды в качестве источника железа, угля и небольшого количества связующего вещества (бентонита), и этот формованный исходный материал использовали для получения металлического железа. Более конкретно, формованный исходный материал загружали в восстановительную плавильную печь с вращающимся подом, показанную на фиг. с 1 по 3, а температуру атмосферы в печи устанавливали примерно 1350°С, чтобы обеспечить возможность протекания восстановления в твердом состоянии до тех пор, пока коэффициент металлизации не достигнет примерно 90%. После этого восстановления в твердом состоянии формованный исходный материал перемещали в зону науглероживания, плавления и коалесценции, в которой устанавливали температуру атмосферы 1440°С, чтобы вызвать науглероживание, плавление и коалесценцию железа и отделить шлак как побочный продукт, в результате чего получали металлическое железо, свободное от шлака.
В этом случае слой гранулированного угля, имеющий частицы диаметром 2 мм или меньше, использованный в качестве агента, регулирующего атмосферу, толщиной примерно 5 мм предварительно образовывали на поду до загрузки формованного материала, чтобы восстановительная способность газовой среды на стадии науглероживания, плавления и коалесценции принимала предположительное значение в пределах от 0,60 до 0,75. На фиг.24 приведены рецептура исходного материала, состав восстановленного железа после завершения восстановления в твердом состоянии, состав окончательно полученного металлического железа, состав шлака и подобных материалов, получаемых в этом процессе получения.
Металлическое железо, преимущественно, полностью отделенное от шлака при плавке и объединенное в целое, перемещали в зону охлаждения и охлаждали до 100°С для затвердевания с последующим извлечением металлического железа, затвердевшего таким образом, с помощью разгрузочного средства. Проводили анализ металлического железа, полученного таким образом, шлака как побочного продукта и остатка углеродистого материала в отношении коэффициента выхода и составов. Между прочим, согласно анализу состава пробы восстановленного железа, взятой из восстановительной плавильной печи непосредственно перед стадией науглероживания и плавления, коэффициент восстановления составлял примерно 90%, а количество остаточного углерода было 4,58%. Временной интервал от загрузки формованного исходного материала в печь до удаления металлического железа из печи был примерно 9 мин, т.е. очень небольшим, а полученное в результате металлическое железо содержало С в количестве 2,88%, Si в количестве 0,25% и S в количестве 0,17%. Поэтому можно было отделить окончательно полученное железо от шлака как побочного продукта. Внешний вид окончательно полученного металлического железа показан на фиг.25 (на фотографии).
Пример 2
Формованный исходный материал, имеющий диаметр, примерно, 19 мм, приготавливали путем равномерного перемешивания магнетитовой железной руды в качестве источника железа, угля, небольшого количества связующего вещества (бентонита) и СаСО3 в количестве 5% для регулирования числа основности и гранулирования смеси.
На под загружали формованный исходный материал, поверх которого распределяли слой гранулированного угля (со средним диаметром частиц около 3 мм) в качестве агента, регулирующего атмосферу, а температуру атмосферы в печи поддерживали примерно на уровне 1350°С, как в примере 1, чтобы обеспечить возможность протекания восстановления в твердом состоянии до тех пор, пока коэффициент металлизации не достигнет примерно 100%. После этого восстановления в твердом состоянии формованный исходный материал перемещали в зону плавки, в которой устанавливали температуру атмосферы 1425°С, чтобы вызвать науглероживание, плавление и коалесценцию железа и отделить шлак как побочный продукт, в результате чего получали металлическое железо, свободное от шлака. На фиг.26 приведены рецептура исходного материала, состав восстановленного железа после завершения восстановления в твердом состоянии, состав окончательно полученного металлического железа, состав шлака и подобных материалов, получаемых в этом процессе получения.
Металлическое железо, преимущественно, полностью отделенное от шлака при плавлении и коалесценции, перемещали в зону охлаждения и охлаждали до 100°С для затвердевания с последующим извлечением металлического железа, затвердевшего таким образом, с помощью разгрузочного средства. Проводили анализ металлического железа, полученного таким образом, шлака как побочного продукта и остатка углеродистого материала в отношении коэффициента выхода и соответствующих составов. Между прочим, согласно анализу состава пробы восстановленного железа, взятой из восстановительной плавильной печи непосредственно перед стадией науглероживания и плавления, коэффициент металлизации составлял примерно 92,3%, а количество остаточного углерода было 3,97%. Временной интервал от загрузки формованного исходного материала в печь до удаления металлического железа из печи был примерно 8 мин, т.е. очень небольшим, а полученное в результате металлическое железо содержало С в количестве 2,10%, Si в количестве 0,09% и S в количестве 0,065%. Поскольку в этом эксперименте источник СаО добавляли к формованному исходному материалу для снижения содержания S в получающемся металлическом железе, наблюдался эффект повышенного снижения содержания S по сравнению с примером 1.
Хотя было опасение относительно просачивания жидкого шлака в продолжение последней половины стадии восстановления в твердом состоянии, так как температура плавления шлака как побочного продукта снижалась добавлением источника СаО, но не было никакой создающей проблему эрозии или истирания огнеупорных материалов пода, поскольку использовали принцип двухступенчатого нагрева, в соответствии с которым температуру на стадии восстановления в твердом состоянии устанавливали в пределах от 1200 до 1400°С, чтобы получить восстановленное железо, имеющее более высокий коэффициент металлизации на стадии восстановления в твердом состоянии, а затем температуру повышали до значения в пределах от 1350 до 1500°С, и поскольку порошкообразный уголь распределяли по поверхности пода в качестве агента, регулирующего атмосферу.
При тщательном исследовании под микроскопом проб восстановленного железа, взятых в конце стадии восстановления в твердом состоянии, было установлено, что высокая концентрация Fe-(Mn)-S наблюдается на поверхности проб восстановленного железа из примера 1, где источник СаО не добавляли, и эта группа Fe-(Mn)-S затем включалась в восстановленное железо на стадии науглероживания и плавления, тогда как в примере 2, где добавляли источник СаО, большая часть S реагировала с источником СаО и связывалась им в конце стадии восстановления в твердом состоянии, в результате чего тормозилось внедрение S в жидкое железо на стадии науглероживания и плавления.
Проводился дополнительный эксперимент, аналогичный вышеуказанному эксперименту, за исключением того, что более мелкий угольный порошок, имеющий частицы размером 2,0 мм или меньше, использовали в качестве агента, регулирующего атмосферу. Установлено, что содержание S в металлическом железе, полученном в этом эксперименте, снижалось до 0,032%.
Пример 3
Для получения гранулированного металлического железа восстановление в твердом состоянии, науглероживание, плавление и коалесценцию осуществляли таким же образом, как в примере 2, используя формованный исходный материал, имеющий частицы размером от 19 до 20 мм, который смешивали с известняком в количестве 5%. Металлическое железо охлаждали до 800°С и удаляли из печи. В свою очередь, металлическое железо с этой температурой загружали в электропечь вместе с чугунным скрапом в качестве источника железа и выплавляли в ней. Доля металлического железа в суммарном количестве использованных источников железа составляла примерно 40%, баланс обеспечивался чугунным скрапом.
В результате было установлено, что потребление электроэнергии электропечью снизилось, примерно, на 68 кВт·ч/т (15%) по сравнению со случаем, когда электропечь потребляла 448 кВт·ч/т при плавке исходного материала, состоящего только из чугунного скрапа, и что производительность повысилась, примерно, на 14% при сокращении продолжительности плавки. Кроме того, было установлено, что металлическое железо содержит S в количестве, сниженном до 0,018%, и это количество, преимущественно, равно содержанию S, задаваемому для жидкой стали, и, следовательно, режим обессеривания в электропечи можно существенно облегчить и стабилизировать, а производство может быть экономичным. Кроме того, поскольку металлическое железо, преимущественно не имеет шлака, использование металлического железа позволяет получать жидкую сталь более высокого качества с меньшим содержанием примесей.
Сравнительный пример 1
Эксперимент проводился с целью получения гранулированного металлического железа тем же самым способом, как в примере 1, за исключением того, что регулирование атмосферы осуществляли так, чтобы восстановительная способность газовой среды в зоне науглероживания и плавления, обеспечивающая возможность науглероживания и плавления зернистого восстановленного железа, преимущественно, окончательно обработанного при восстановлении в твердом состоянии, предположительно принимала значение в пределах от 0,35 до 0,45. Металлическое железо, полученное в этом эксперименте, имело небольшую коммерческую ценность, поскольку оно было в виде оболочек с включением шлака, что показано на фиг.27, и имело степень чистоты Fe примерно 90% или ниже и небольшое содержание С (примерно 0,7% или ниже).
Из этих результатов очевидно, что, когда восстановительная способность атмосферы на стадии науглероживания, плавления и коалесцении ниже 0,5, гранулированное металлическое железо, имеющее высокую степень чистоты Fe, нельзя получить по следующим причинам: остаточный углерод отбирается газом в атмосфере печи; мелкозернистое и активное восстановленное железо подвержено повторному окислению; плавление восстановленного железа затруднено при температуре 1500°С и ниже вследствие недостаточного науглероживания; а отделение шлака как побочного продукта не протекает эффективно.
Пример 4
Агент, регулирующий атмосферу (порошок, содержащий углеродистый материал), подавали на под 1 печи с подвижным подом, используя подающее устройство 10, показанное на фиг.9, чтобы образовать слой агента, регулирующего атмосферу. Затем порошкообразный исходный материал для получения восстановленного железа, приготовленный путем смешивания по меньшей мере углеродсодержащего восстановителя и материала, содержащего оксид железа, загружали на вспомогательный исходный материал (слой агента, регулирующего атмосферу), чтобы он непосредственно не соприкасался с подом 1. После этого порошкообразный исходный материал подвергали восстановлению в твердом состоянии при повышенной температуре, а полученное в результате восстановления в твердом состоянии металлическое железо расплавляли путем последующего нагревания, чтобы вызвать отделение по меньшей мере шлаковых компонентов, содержащихся в исходном материале, и коалесценцию жидкого металлического железа в гранулированное железо.
В случае использования способа получения восстановленного железа согласно примеру 4 настоящего изобретения на поду 1 можно образовать тонкий и непрерывный слой агента, регулирующего атмосферу, равномерной толщины посредством подающего устройства 10 для исходного материала, и поэтому можно получить однородное гранулированное железо повышенного качества при более высокой производительности и меньших затратах. Кроме того, такой тонкий и непрерывный слой агента, регулирующего атмосферу, равномерной толщины, образованный на поду 1, обеспечивает достижение более высокого коэффициента металлизации и защиту пода 1. Далее, поскольку агент, регулирующий атмосферу, можно загружать в минимальном необходимом количестве, то можно исключить неэкономное использование порошка, содержащего углеродистый материал, при одновременном исключении возможности образования неоднородного восстановленного железа вследствие различных условий на поду 1.
В случае, когда печь 11 с подвижным подом представляет собой печь с вращающимся подом, существуют различия в скоростях перемещения по окружности внутренней части и по окружности на периферии пода, которые могут быть причиной протекания газовой среды в печи с различными скоростями. Однако процесс согласно этому примеру позволяет исключить изменения в восстановленном состоянии железа в формованном исходном материале, обусловленные такими различиями.
В примере 4 слой агента, регулирующего атмосферу, был образован на поду 1 путем загрузки на под агента, регулирующего атмосферу, при использовании подающего устройства 10 согласно первому варианту осуществления, предназначенного для подачи порошкообразного исходного материала, необходимого для получения восстановленного железа, а затем слой формованного исходного материала был образован на поду 1 путем загрузки порошкообразного исходного материала. Подающее устройство 10 для исходного материала можно заменить подающим средством для исходного материала, имеющим подающий трубопровод, не разделенный разделительными панелями, или любым одним из подающих устройств для исходного материала согласно любому представленному варианту осуществления. Можно предсказать определенный эффект, даже если загружать порошкообразную смесь, содержащую порошкообразный исходный материал для получения восстановленного железа, приготовленный путем смешивания по меньшей мере порошка, содержащего оксид железа, и порошка, содержащего углеродистый материал, а также порошок, содержащий углеродистый материал.
Конечно, загружаемый исходный материал может быть в виде некрупного агломерата или в виде небольших окатышей, а также в виде порошка.
Пример 5
В способе получения восстановленного железа согласно этому примеру использовали подающее устройство 10, показанное на фиг.9. Сначала поверх пода 1 печи 11 с подвижным подом распределяли порошок, содержащий углеродистый материал, чтобы образовать на поду 1 слой порошка, содержащего углеродистый материал.
Затем подавали порошкообразный исходный материал для получения восстановленного железа, приготовленный путем смешивания по меньшей мере углеродсодержащего восстановителя и материала, содержащего оксид железа, чтобы образовать слой на поду 1, не находящийся в непосредственном соприкосновении с подом 1. После этого порошкообразный исходный материал для получения восстановленного железа подвергали восстановлению в твердом состоянии при повышенной температуре, а полученное металлическое железо расплавляли путем последующего нагревания, чтобы отделить по меньшей мере шлаковые компоненты, содержащиеся в порошкообразном исходном материале, а затем по выпускному каналу для жидкого железа удаляли жидкое железо, отделенное от шлаковых компонентов.
Выпускной канал для жидкого железа, образованный на поду 1 печи с подвижным подом, содержит, например, выемку для сбора и накопления жидкого железа, выпускное отверстие для жидкого железа, расположенное в нижней части выемки, и шибер, расположенный ниже выпускного отверстия для жидкого железа.
Кроме того, сущность настоящего изобретения охватывает случай, когда порошок, содержащий углеродистый материал, загружают на под 1 посредством подающего устройства 10 для исходного материала, чтобы образовать на поду 1 слой порошка, содержащего углеродистый материал, а окатыши средних и больших размеров, образованные из исходного материала для получения восстановленного железа, содержащие порошкообразную смесь, полученную смешиванием порошка, содержащего оксид железа, и порошка, содержащего углеродистый материал, загружают на слой порошка, содержащего углеродистый материал, посредством другого подающего устройства.
Как можно несомненно понять из вышесказанного, пример 5 аналогичен примеру 4 за исключением того, что пример 4 относится к получению гранулированного железа, тогда как пример 5 относится к получению жидкого железа, и поэтому пример 5 может обеспечить достижение преимуществ, подобных преимуществам примера 4. Как и в примере 4, подающее устройство 10 для исходного материала можно заменить подающим устройством для исходного материала, имеющим подающий трубопровод, не разделенный разделительными панелями, или любым одним из подающих устройств для исходного материала согласно вариантам осуществления, показанным на фиг. с 10 по 12. Можно предсказать определенный эффект, даже если загружать порошкообразную смесь, содержащую порошкообразный исходный материал для получения восстановленного железа, приготовленную путем смешивания по меньшей мере порошка, содержащего железо, и порошка, содержащего углеродистый материал, а также порошок, содержащий углеродистый материал. Аналогично можно предсказать определенный эффект, даже если загружать только порошкообразный исходный материал для получения восстановленного железа, приготовленный путем смешивания по меньшей мере порошка, содержащего оксид железа, и порошка, содержащего углеродистый материал.
Конечно, загружаемый исходный материал может быть в виде окатышей небольших размеров.
Пример 6
Агент, регулирующий атмосферу (порошкообразный углеродистый материал), загружали на под 1 печи с подвижным подом, используя подающее устройство 10, показанное на фиг.9, чтобы образовать слой агента, регулирующего атмосферу. Затем формованный исходный материал (окатыши), приготовленный путем смешивания по меньшей мере углеродсодержащего восстановителя и материала, содержащего оксид железа, загружали на вспомогательный исходный материал (слой агента, регулирующего атмосферу), используя еще одно подающее устройство, аналогичное показанному на фиг.9 (на фиг.9 не показано), чтобы он не соприкасался непосредственно с подом 1. После этого формованный исходный материал подвергали восстановлению в твердом состоянии при повышенной температуре, а металлическое железо, полученное в результате восстановления в твердом состоянии, расплавляли путем последующего нагревания, чтобы вызвать отделение по меньшей мере шлаковых компонентов, содержащихся в исходном материале, и коалесценцию жидкого металлического железа до гранулированного железа.
В случае использования способа получения восстановленного железа согласно примеру 6 настоящего изобретения на поду 1 можно образовать тонкий и непрерывный слой агента, регулирующего атмосферу, имеющего равномерную толщину, посредством подающего устройства 10, и, следовательно, можно получить однородное гранулированное железо повышенного качества при более высокой производительности с меньшими затратами. Кроме того, такой тонкий и непрерывный слой агента, регулирующего атмосферу, образованный на поду 1 и имеющий равномерную толщину, обеспечивает возможность достижения более высокого коэффициента металлизации и защищает под 1. Кроме того, поскольку агент, регулирующий атмосферу, можно загружать в минимально требуемом количестве, можно исключить неэкономное использование порошка, содержащего углеродистый материал, и в то же самое время предотвратить образование неоднородного восстановленного железа из-за различных условий на поду 1.
В случае, когда печь с подвижным подом представляет собой печь с вращающимся подом, существуют различия в скоростях перемещения по окружности внутренней части и по окружности на периферии пода, которые могут быть причиной протекания газовой среды в печи с различными скоростями. Однако процесс согласно этому примеру позволяет достичь хорошего эффекта, исключив изменения в восстановленном состоянии в формованном исходном материале, обусловленные такими различиями.
В примере 6 слой агента, регулирующего атмосферу, был образован на поду 1 путем загрузки на него агента, регулирующего атмосферу, при использовании подающего устройства 10 для исходного материала согласно первому варианту осуществления, а после этого на поду 1 был образован слой формованного исходного материала путем загрузки формованного исходного материала. Подающее устройство 10 для исходного материала можно заменить подающим устройством для исходного материала, имеющим подающий трубопровод, не разделенный разделительными панелями, или любым одним из подающих устройств для исходного материала согласно любому варианту осуществления настоящего изобретения.
Пример 7
В способе получения восстановленного железа согласно этому примеру использовали подающее устройство 10, показанное на фиг.9. Сначала поверх пода 1 печи 11 с подвижным подом распределяли порошок, содержащий углеродистый материал, чтобы образовать на поду 1 слой порошка, содержащего углеродистый материал.
Затем подавали формованный исходный материал (окатыши), приготовленный из порошкообразного исходного материала для получения восстановленного железа, полученного путем смешивания по меньшей мере углеродсодержащего восстановителя и материала, содержащего оксид железа, чтобы на поду 1 образовать слой, не находящийся в непосредственном соприкосновении с подом 1. После этого формованный исходный материал для получения восстановленного железа подвергали восстановлению в твердом состоянии при повышенной температуре, а металлическое железо, полученное восстановлением в твердом состоянии, расплавляли путем последующего нагревания, чтобы вызвать отделение по меньшей мере шлаковых компонентов, содержащихся в порошкообразном исходном материале, а затем по выпускному каналу для жидкого железа удаляли жидкое железо, отделенное от шлаковых компонентов.
Выпускной канал для жидкого железа, образованный на поду 1 печи с подвижным подом, содержит, например, выемку для сбора и накопления жидкого железа, выпускное отверстие для жидкого железа, расположенное в нижней части выемки, и шибер, расположенный ниже выпускного отверстия для жидкого железа.
Как можно несомненно понять из вышесказанного, пример 7 аналогичен примеру 6 за исключением того, что пример 6 относится к получению гранулированного железа, тогда как пример 7 относится к получению жидкого железа, и поэтому пример 7 может обеспечить достижение преимуществ, подобных преимуществам примера 6. Как и в примере 6, подающее устройство 10 для исходного материала можно заменить подающим устройством для исходного материала, имеющим подающий трубопровод, не разделенный разделительными панелями, или любым одним из подающих устройств для исходного материала согласно вариантам осуществления, показанным на фиг. с 10 по 12.
В соответствии с настоящим изобретением в качестве углеродсодержащего восстановителя и материала, содержащего оксид железа, можно использовать колошниковую пыль, пыль из электропечи, вторичную окалину, шлам, мелкие железные опилки и т.п.
В соответствии с настоящим изобретением путем соответствующего регулирования атмосферы, особенно на стадии науглероживания, плавления и коалесценции после стадии восстановления в твердом состоянии, можно минимизировать повторное окисление восстановленного железа, чтобы тем самым повысить степень чистоты полученного металлического железа, при этом шлак как побочный продукт можно по существу полностью отделить от металлического железа. Кроме того, использование настоящего изобретения позволяет минимизировать просачивание жидкого шлака и эрозию или истирание огнеупорных материалов пода жидким FeO, в результате чего обеспечивается эффективное получение гранулированного металлического железа, имеющего высокую степень чистоты, при непрерывном выпуске продукции.
В случае практического применения настоящего изобретения при преднамеренном добавлении соответствующего количества источника СаО к формованному исходному материалу при его приготовлении для того, чтобы повысить число основности получающегося шлака, сера, выходящая из углеродистого материала, может быть эффективно захвачена шлаком, в результате чего снижается содержание серы в полученном металлическом железе и облегчается режим обессеривания, осуществляемый позднее. Кроме того, можно максимально снизить количество серы, выходящей из печи в виде SOx, и, следовательно, режим обессеривания можно облегчить, если извлечь серу из такого отработанного газа.
Если создать интегрированную железоплавильную и сталеплавильную производственную систему, имеющую сталеплавильную печь, расположенную вблизи оборудования для восстановительной плавки, чтобы использовать высокотемпературное металлическое железо в том виде, в котором оно есть, или как только оно расплавлено, при дальнейшем нагревании в качестве источника железа, то в такой производственной системе можно эффективно использовать теплоту, сохраняемую металлическим железом, и, следовательно, система весьма пригодна для практического производства.
Кроме того, в соответствии с настоящим изобретением допускается осаждение шлаковых компонентов, выделяющихся из формованного исходного материала, на огнеупорные материалы пода восстановительной плавильной печи с подвижным подом, а затем образовавшийся шлаковый осажденный слой периодически или постоянно удаляют во время технологического процесса, тем самым предотвращая при непрерывном производстве прилипание или осаждение зернистого металлического железа на шлаковый осажденный слой, при этом поверхность пода постоянно сохраняется гладкой путем самопроизвольной заделки поврежденных поверхностей осажденного слоя. Поэтому можно гарантировать непрерывное производство без существенного повреждения исходных огнеупорных материалов, при этом период технического обслуживания пода можно намного увеличить и тем самым заметно повысить эффективность непрерывного производства. Поскольку заделка пода достигается самопроизвольно при эффективном использовании шлака, образующегося во время технологического процесса, то нет необходимости подавать извне какой-либо материал для заделки, исключая материал для образования основного защитного слоя в начале технологического процесса, и, следовательно, этот способ является весьма рентабельным. Если использовать оборотный шлак в качестве материала для образования основного защитного слоя, способ становится еще более рентабельным.
Подающее устройство изобретения обеспечивает возможность образования на поду непрерывного слоя вспомогательного исходного материала, имеющего по существу равномерную толщину, вплоть до нужной толщины. Поскольку трубопровод может быть разделен в направлении ширины пода, количество подаваемого вспомогательного исходного материала можно изменять путем регулирования отверстия каждого отделения трубопровода, в результате чего становится возможным образование тонкого и непрерывного слоя вспомогательного исходного материала, имеющего по существу равномерную толщину в направлении ширины пода, даже если под является вращающимся. Поэтому нет необходимости снабжать печь средством для регулирования толщины, например выравнивателем или разглаживающим устройством, результатом чего является получение менее затратной продукции. Кроме того, при использовании подающего устройства настоящего изобретения для загрузки вспомогательного исходного материала на под предотвращается прилипание вспомогательного исходного материала на поверхность внутренней стенки трубопровода, в результате чего эффективно исключаются такие проблемы, как закупоривание трубопровода и падение вспомогательного исходного материала комками.
Хотя подробно описаны некоторые в настоящее время предпочтительные варианты настоящего изобретения, специалистам в области техники, к которой относится изобретение, должно быть понятно, что в вариантах осуществления могут быть сделаны определенные изменения и модификации без отступления от сущности и объема настоящего изобретения, определенного приведенной ниже формулой изобретения.
Реферат
Настоящее изобретение относится к области металлургии, конкретно к способам получения металлического железа. Один из вариантов способа включает нагревание формованного исходного материала, содержащего оксид железа и восстановитель в восстановительной плавильной печи, восстановление в твердом состоянии, науглероживание восстановленного железа и коалесценцию получающегося в результате жидкого металлического железа до гранулированного металлического железа, при этом газовая среда, имеющаяся вблизи формованного исходного материала на стадии науглероживания и плавления, имеет восстановительную способность не ниже 0,5. Другой вариант способа включает образование на огнеупорных материалах пода осажденного слоя, содержащего шлак, для осуществления защиты огнеупорных материалов пода при получении металлического железа. Устройство для загрузки вспомогательного исходного материала на под восстановительной плавильной печи с подвижным подом включает подающий трубопровод, при вертикальном расположении соединенный с потолочной частью печи. Использование изобретения обеспечивает получение металлического железа с высокой степенью чистоты и упрощение процесса. 6 с. и 30 з.п. ф-лы, 41 ил.
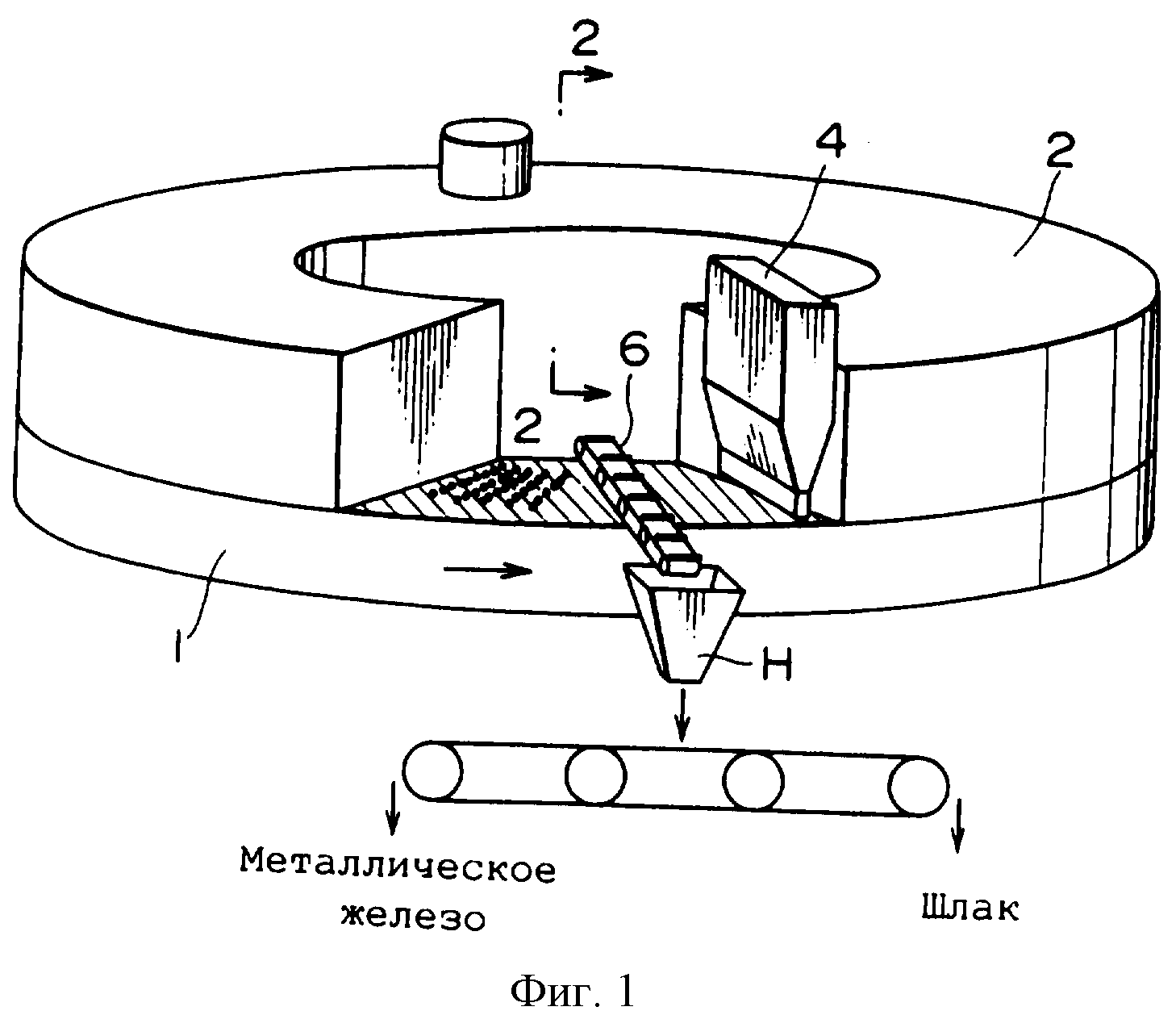
Комментарии