Устройство для вакуумной обработки - RU2660457C2
Код документа: RU2660457C2
Чертежи




Описание
Область техники
Настоящее изобретение относится к устройству для вакуумной обработки, пригодному для процесса нанесения покрытия на армирующее волокно, в частности к устройству для вакуумной обработки, в котором можно осуществлять замену катушки в то время как в основной части устройства поддерживается вакуум.
Уровень техники
Керамоматричные композиционные материалы (ceramic matrix composite - CMC) представляют собой материалы, в которых армирующие волокна из керамики соединены с матрицами из керамики. Например, композит типа SiC/SiC, в котором армирующие волокна карбида кремния соединены с матрицей из карбида кремния, являются перспективными для применения в качестве деталей турбин или реактивных двигателей.
Поскольку волокна, получаемые из карбида кремния, обладают недостаточной способностью сцепления с матрицей, возможен случай, когда на них наносят какое-либо покрытие, такое как нитрид бора. В качестве способа такого покрытия может быть использована, например, вакуумная обработка. Предшествующий уровень техники раскрыт в патентных документах 1 и 2.
Перечень цитируемых документов
Патентные документы
PTL 1: Выложенная заявка на патент Японии № H07-197264
PTL 2: Выложенная заявка на патент Японии № 2011-157632
Сущность изобретения
Техническая проблема
Для нанесения покрытия на волокна карбида кремния посредством вакуумной обработки его реакционная камера обязательно должна иметь значительно удлиненные размеры, чтобы обеспечить достаточное время реакции. Для получения достаточной степени вакуума в такой длинной реакционной камере требуется непрерывная работа вакуумных насосов в течение очень длительного времени. С другой стороны, до и после процесса нужно выполнять задачи удаления обработанного волокна, загрузки новых волокон, пропускания волокна через реакционную камеру и соединения его с намоточным барабаном. Эти задачи подразумевают нахождение реакционной камеры под воздействием атмосферы в течение значительного периода времени. Поскольку газообразные молекулы налипают на внутреннюю поверхность реакционной камеры, находящейся под воздействием атмосферы, и в процессе создания вакуума продолжают выходить из нее, для того чтобы снова получить достаточную степень вакуума, требуется очень длительное время. Таким образом, хотя процесс покрытия можно осуществлять в течение короткого промежутка времени, процессы до и после процесса покрытия требуют длительного времени (например, круглые сутки) и поэтому производительность вакуумной обработки очень ограничена. Настоящее изобретение создано с учетом данной проблемы.
Решение проблемы
В соответствии с первым аспектом настоящего изобретения устройство осуществления вакуумной обработки армирующего волокна содержит камеру, приспособленную для поддерживания упомянутой камеры в целом в состоянии пониженного давления; подающий ролик, расположенный таким образом, чтобы обеспечить провисание армирующего волокна в камере; устройство для обработки, расположенное в камере таким образом, чтобы пропускать армирующее волокно, свисающее вниз в камере, через устройство для обработки; захватное устройство, расположенное так, чтобы захватывать и удерживать передний конец армирующего волокна, проходящего через устройство для обработки и вертикально спадающего вниз, на месте; намоточный барабан, приспособленный для наматывания армирующего волокна, обработанного устройством для обработки; и упругий шнур, отводимый синхронно с намоточным барабаном из первого положения, в котором упомянутый упругий шнур окружает упомянутый первый конец, удерживаемый на месте захватным устройством, во второе положение, в котором упругий шнур входит в контакт с и подводит армирующее волокно к намоточному барабану.
Предпочтительно упомянутая камера содержит первую подкамеру, размещающую подающий ролик, основную камеру, размещающую устройство для обработки, и вторую подкамеру, размещающую захватное устройство, намоточный барабан и упругий шнур, причем упомянутая основная камера приспособлена для временного газонепроницаемого отделения от первой подкамеры и второй подкамеры. Кроме того, предпочтительно задний конец упругого шнура соединен с намоточным барабаном с возможностью отвода посредством вращения намоточного барабана. Предпочтительно также передний конец упругого шнура прикреплен к другому месту, чем упругий шнур, и упругий шнур в первом положении образует разомкнутую петлю, окружающую армирующее волокно. Кроме того также предпочтительно передний конец упругого шнура соединен с намоточным барабаном.
В соответствии со вторым аспектом настоящего изобретения способ осуществления вакуумной обработки армирующего волокна включает: поддержание камеры в целом в состоянии пониженного давления; обеспечение свисания армирующего волокна с подающего ролика в камере; пропускание армирующего волокна через устройство для обработки, расположенное в камере; размещение захватного устройства так, чтобы захватывать и удерживать передний конец армирующего волокна, проходящего через устройство для обработки и вертикально спадающего вниз, на месте; размещение упругого шнура в первом положении, в котором упругий шнур окружает упомянутый передний конец, удерживаемый на месте захватным устройством, над или вокруг захватного устройства; отвод упругого шнура синхронно с намоточным барабаном во второе положение, в котором упругий шнур входит в контакт с и подводит армирующее волокно к намоточному барабану; и наматывание армирующего волокна, обработанного устройством для обработки, на намоточный барабан.
Предпочтительно вышеупомянутый способ дополнительно включает соединение заднего конца упругого шнура с намоточным барабаном, при этом отвод упругого шнура осуществляется посредством вращения намоточного барабана на этапе отвода упругого шнура. Кроме того, предпочтительно вышеупомянутый способ дополнительно включает прикрепление переднего конца упругого шнура к другому месту, чем упругий шнур, таким образом, чтобы упругий шнур в первом положении образовывал разомкнутую петлю, окружающую армирующее волокно. Кроме того, также предпочтительно вышеупомянутый способ дополнительно включает соединение переднего конца упругого шнура с намоточным барабаном.
Полезные эффекты
Можно заменять барабаны при поддержании большей части устройства под вакуумом и можно также вставлять волокна в новый барабан и начинать намотку при поддержании устройства в целом в состоянии пониженного давления.
Краткое описание чертежей
Фиг.1 представляет собой схематичный вид в разрезе устройства для вакуумной обработки в соответствии с вариантом осуществления настоящего изобретения.
Фиг.2 представляет собой схематичный перспективный вид захватного устройства и упругого шнура.
Фиг.3А представляет собой схематичный перспективный вид упругого шнура, образующего замкнутую петлю в соответствии с примером.
Фиг.3В представляет собой схематичный перспективный вид, показывающий пример, в котором упругий шнур, образующий замкнутую петлю, подтягивает армирующее волокно.
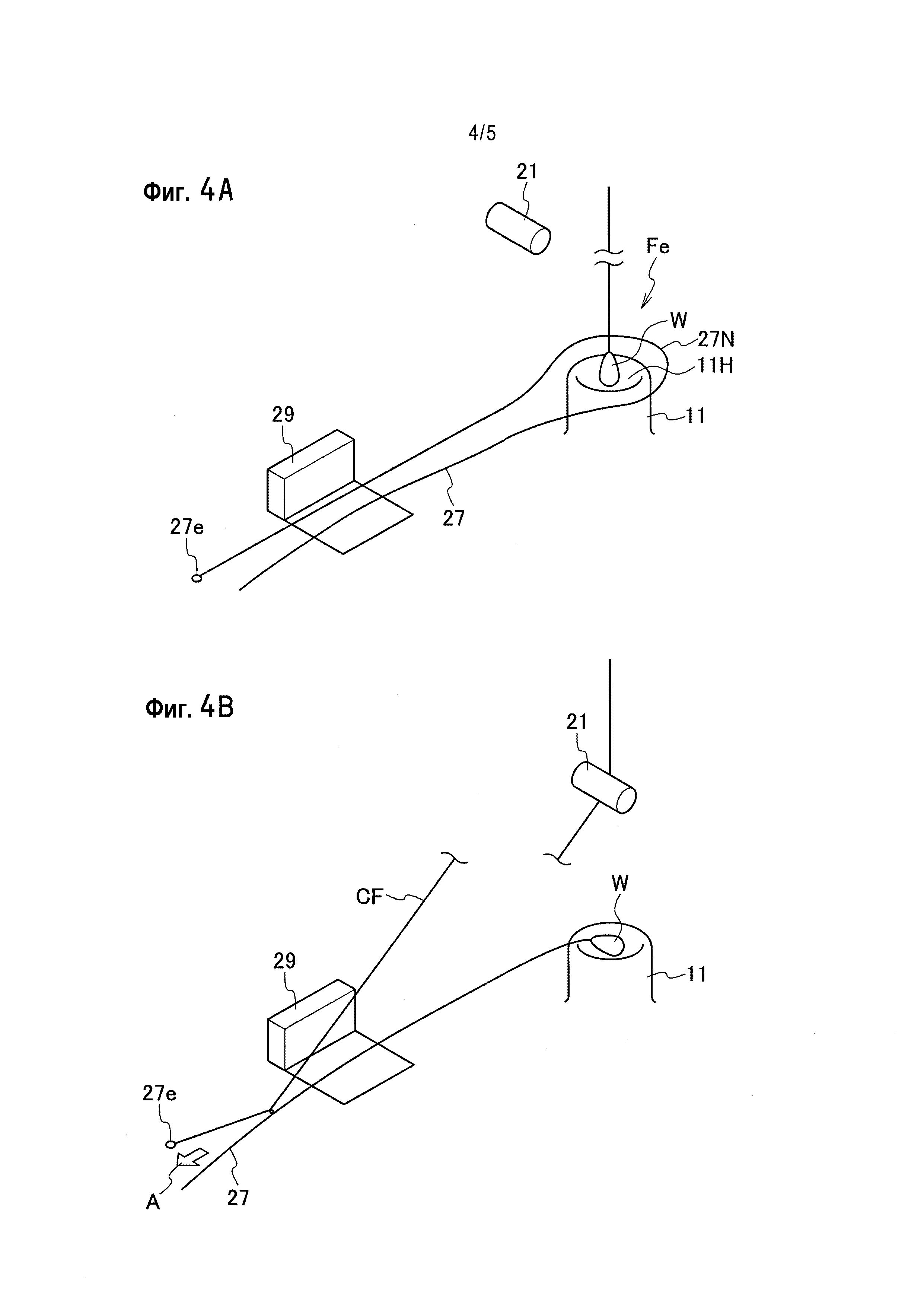
Фиг.4А представляет собой схематичный перспективный вид упругого шнура, образующего разомкнутую петлю в соответствии с примером.
Фиг.4В представляет собой схематичный перспективный вид, показывающий пример, в котором упругий шнур, образующий разомкнутую петлю, подтягивает армирующее волокно.
Фиг.5А представляет собой схематичный перспективный вид упругого шнура и намоточного барабана.
Фиг.5В представляет собой схематичный перспективный вид упругого шнура и намоточного барабана в соответствии с другим примером.
Описание вариантов осуществления
Примерные варианты осуществления будут описаны ниже со ссылкой на прилагаемые чертежи. Особо отмечается, что данные чертежи не всегда выполнены строго в масштабе и соответственно размерные соотношения между элементами не ограничены размерными соотношениями, показанными в чертежах.
Ссылаясь на фиг.1, устройство 1 для вакуумной обработки данного варианта осуществления пригодно для использования для нанесения покрытия на армирующее волокно F посредством технологического процесса, такого как химическое осаждение из газовой фазы (chemical vapor deposition - CVD) или физическое осаждение из газовой фазы (physical vapor deposition - PVD), которые требуют вакуума. Примерами армирующего волокна являются карбид кремния, углерод и оксид алюминия, а примерами покрытия являются нитрид бора и углерод, однако данные примеры, разумеется, не являются ограничивающими. Данный вариант осуществления пригоден для вакуумной обработки не только моноволокна, но также и нити, жгута, прочеса или ткани, в которой множество волокон соединены вместе.
Устройство 1 для вакуумной обработки в общем содержит камеру 3, подающий барабан 5 для подачи армирующего волокна F, ролик 7 для обеспечения свисания подаваемого армирующего волокна F, устройство 9 для обработки для осуществления технологического процесса, такого как CVD, захватное устройство 11 для захвата переднего конца Fe армирующего волокна F, проходящего через устройство 9 для обработки, и намоточный барабан 13 для наматывания армирующего волокна CF, обработанного в устройстве 9 для обработки. Множество групп подающих барабанов 5, подающих роликов 7, захватных устройств 11 и намоточных барабанов 13 могут быть размещены параллельно, и множество армирующих волокон F могут пропускаться через устройства 9 для обработки одновременно.
Камера 3 представляет собой вакуумную камеру, которая способна поддерживать себя в целом в состоянии пониженного давления. Камера 3 дополнительно разделена на множество подкамер. В примере, показанном на чертеже, камера 3 состоит из первой подкамеры 3а, размещающей подающий барабан 5 и подающий ролик 7, основной камеры 3b, размещающей устройство 9 для обработки, и второй подкамеры 3с, размещающей захватное устройство 11 и намоточный барабан 13 и тому подобные устройства, причем эти подкамеры пространственно сообщаются друг с другом. При необходимости камера 3 может содержать другие подкамеры.
К камере 3 подсоединен один или несколько вакуумных насосов, не показанных, для приведения внутренней части камеры 3 в состояние пониженного давления. Вакуумные насосы подсоединены по меньшей мере к первой подкамере 3а, основной камере 3b и второй подкамере 3с соответственно. Дополнительные вакуумные насосы могут быть подсоединены к дополнительным подкамерам, если они имеются в наличии.
Первая подкамера 3а, основная камера 3b и вторая подкамера 3с расположены вертикально одна над другой, чтобы подвешивать армирующее волокно F вертикально вниз и пропускать его через устройство 9 для обработки. Кроме того, основная камера 3b может быть вертикально удлинена, чтобы обеспечить достаточное время реакции в устройстве 9 для обработки. Таким образом, эти элементы могут быть образованы так, что вторая подкамера 3с размещается на первом этаже в здании, основная камера 3b - на втором этаже, а первая подкамера 3а - на каком-либо другом верхнем этаже, например.
По меньшей мере между первой подкамерой 3а и основной камерой 3b и между основной камерой 3b и второй подкамерой 3с предусмотрены затворы 15, 17 для газонепроницаемого их разделения. В качестве затвора 15, 17 могут быть использованы задвижки, как и любые другие типы затворов, такие как маятниковые клапаны или дроссельные заслонки. Предпочтительно для приведения в движение затворов 15, 17 к ним соответственно подсоединены приводы, такие как гидроцилиндры.
Газонепроницаемое сообщение между первой подкамерой 3а и основной камерой 3b и между основной камерой 3b и второй подкамерой 3с может быть осуществлено посредством каналов связи соответственно. Затворы 15, 17 могут быть предусмотрены в данных каналах связи.
Подающий барабан 5 размещается в первой подкамере 3а, и для его вращения к нему подсоединен привод, такой как электродвигатель. При закрытии затвора 15, когда первая подкамера 3а газонепроницаемо отделена от основной камеры 3b, первая подкамера 3а может находиться под воздействием атмосферы при поддержании основной камеры 3b под вакуумом, тем самым позволяя осуществлять введение или замену подающего барабана 5.
В первой подкамере 3а может быть установлено также другое устройство, такое как датчик 19 натяжения. Датчик 19 натяжения используют для измерения натяжения, действующего на выводимое армирующее волокно F.
Армирующее волокно F наматывают на подающий барабан 5 и в таком состоянии вводят в камеру в качестве объекта, подвергаемого вакуумной обработке. Предпочтительно, как показано на фиг.2, с передним концом Fe армирующего волокна F соединен грузик W. Грузик W посредством гравитации направляет армирующее волокно F через устройство 9 для обработки к захватному устройству 11.
Ссылаясь опять на фиг.1, подающий ролик 7 также помещается в первой подкамере 3а и особым образом установлен относительно устройства 9 для обработки и захватного устройства 11. Более конкретно, подающий ролик 7 расположен таким образом, что когда армирующее волокно F, подаваемое с подающего барабана 5, проходит через подающий ролик 7 и свешивается вертикально вниз, армирующее волокно F проходит через устройство 9 для обработки и достигает захватного устройства 11. Подающий ролик 7 может быть неподвижно прикреплен к первой подкамере 3а или может быть выполнен с возможностью перемещения, чтобы регулировать его положение.
Устройство 9 для обработки размещено в основной камере 3b и имеет конструкцию, приспособленную для осуществления вакуумной обработки, такой как CVD или PVD. Например, в случае необходимости нанесения покрытия из нитрида бора устройство 9 для обработки может содержать трубопроводы для введения газообразного фторида бора, газообразного аммиака и газообразного азота в качестве носителя и нагревательную печь. Конструкция устройства 9 для обработки, разумеется, имеет множество вариантов и выбирается из них надлежащим образом в зависимости от планируемой обработки. Армирующее волокно F, подвешенное с подающего ролика 7, проходит вертикально через устройство 9 для обработки и посредством этого подвергается обработке, такой как покрытие. Устройство 9 для обработки, в частности его нагревательная печь, может быть образовано в цилиндрической или круглой форме. Когда армирующее волокно F проходит через его центр или около него, обеспечивается возможность равномерной обработки армирующего волокна F.
Ссылаясь на фиг.2, в сочетании с фиг.1 захватное устройство 11 расположено во второй подкамере 3с и установлено так, что передний конец Fe армирующего волокна F, подвешенный вертикально, вытягивается под действием гравитации и затем естественно попадает в захватное устройство 11. Более конкретно, передний конец Fe армирующего волокна F может достигать захватного устройства 11 преимущественно только под действием гравитации, и захватное устройство 11 захватывает и удерживает передний конец Fe на месте. Для того чтобы помочь переднему концу Fe достигнуть захватного устройства 11, в этом месте может быть установлено какое-либо дополнительное направляющее устройство, такое как ролик или воронка.
Кроме того, например, во второй подкамере 3с может быть установлен направляющий ролик 21. Предпочтительно направляющий ролик 21 выполнен с возможностью перемещения посредством привода 23. Как показано сплошной линией на фиг.2, направляющий ролик 21 может быть отведен так, чтобы не контактировать с армирующим волокном F, в этом случае армирующее волокно F может свободно спадать на захватное устройство 11. Когда начинается вакуумная обработка и армирующее волокно CF должно наматываться на намоточный барабан 13, направляющий ролик 21 выдвигается вперед, как показано штрих-пунктирной линией, чтобы входить в контакт с обработанным армирующим волокном CF, таким образом, армирующее волокно F поддерживается вертикальным в устройстве 9 для обработки, даже если оно вытягивается наклонно.
Помимо подающего ролика 7 и направляющего ролика 21, разумеется, может быть установлено любое другое устройство для направления армирующего волокна F. Такое устройство может быть установлено в любой из первой подкамеры 3а, основной камеры 3b и второй подкамеры 3с.
Верхняя поверхность захватного устройства 11 может быть образована в любой произвольной форме, включая плоскую поверхность, и при этом может содержать углубление 11Н. Когда грузик W размещается в углублении 11Н, захватное устройство 11 более прочно захватывает и удерживает его на месте. Вместо углубления 11Н может быть использовано отверстие, цилиндр или сквозное отверстие, в котором помещается грузик W. Кроме того, вместо или помимо этих элементов захватное устройство 11 может содержать любое индукционное средство, такое как магнит, для притягивания переднего конца Fe или грузика W, или любой адгезив или любой вязкоупругий элемент.
Устройство 1 для вакуумной обработки может содержать подъемное устройство 25 для подъема захватного устройства 11. Как показано сплошной линией на фиг.3А, перед захватом переднего конца Fe захватное устройство 11 может быть поднято. Кроме того, как показано на данном чертеже штрих-пунктирной линией, перед наматыванием обработанного армирующего волокна CF на барабан 13, захватное устройство 11 может быть опущено. Такое перемещение вверх-вниз предпочтительно для надежного захвата переднего конца Fe, подтягиваемого упругим шнуром 27, как будет описано ниже.
Ссылаясь на фиг.2, устройство 1 для вакуумной обработки содержит упругий шнур 27, расположенный во второй подкамере 3с, который приспособлен для подтягивания армирующего волокна F к намоточному барабану 13. Упругий шнур 27, когда его передний конец 27е соединен с возможностью скольжения с ним самим, образует замкнутую петлю 27L.
Замкнутая петля 27L размещается на основании 10, которое расположено выше или вокруг захватного устройства 11, таким образом в данном положении окружая армирующее волокно F, удерживаемое на месте захватным устройством 11. Основание 10 может быть расположено здесь неподвижно или выполнено с возможностью перемещения в данное положение. Основание 10 может представлять собой плоскую пластину со сквозным отверстием, как показано на чертеже, или, как вариант, выполнена в форме стойки или пояска.
Как показано на фиг.5А, задний конец 27р упругого шнура 27 соединяют с намоточным барабаном 13, и когда намоточный барабан 13 вращается, подтягивается, как показано стрелкой А на фиг.3В. При этом упругий шнур 27 входит в контакт с армирующим волокном F и передний конец Fe скользит вдоль армирующего волокна F, затягивая петлю 27L так, что петля 27L захватывает армирующее волокно F. Поскольку намоточный барабан 13 продолжает вращаться, упругий шнур 27 подтягивает армирующее волокно F к намоточному барабану 13. Для подтягивания армирующего волокна F вместе с грузиком W намоточный барабан 13 может содержать канавку 13G, в которой помещается грузик W, и задний конец 27р может быть соединен с канавкой 13G.
В качестве альтернативы, как показано на фиг.4А, упругий шнур 27 может образовать разомкнутую петлю 27N. Его передний конец 27е прикреплен к другому месту, чем упругий шнур 27, и петля 27N не замкнута, а оставлена разомкнутой и также окружает армирующее волокно F. Задний конец 27р соединен с намоточным барабаном 13, как и вышеописанном примере, так что упругий шнур 27 использует его вращение для подтягивания армирующего волокна F к намоточному барабану 13, как показано стрелкой А на фиг.4В. В этом случае упругий шнур 27 не остается на фиксированном участке армирующего волокна F, а взаимно скользит при подтягивании армирующего волокна F. Поскольку в данном примере маловероятно, что грузик W будет наматываться, грузик W может быть оставлен на захватном устройстве 11 и может быть отделен посредством резака 29, как будет описано ниже.
При этом передний конец 27е может быть соединен с намоточным барабаном 13, как показано на фиг.5В. В этом случае канавка 13G, с которой соединен задний конец 27р, и ступенчатый участок 13L, с которым соединен передний конец 27е, могут быть образованы разными по диаметру. Поскольку диаметры разные, скорости перемещения заднего конца 27р и переднего конца 27е будут разными. В этом случае упругий шнур 27 предохранен от того, чтобы оставаться на фиксированном участке армирующего волокна F, а скользит по нему, подтягивая его.
Также в качестве альтернативы возможно, что канавка 13G и/или ступенчатый участок 13L вращаются со скоростью, отличающейся от скорости основного корпуса намоточного барабана 13. Для этого может быть использован любой известный механизм, такой как планетарная зубчатая передача. Кроме того, в любом из вышеупомянутых примеров упругий шнур 27 может быть подсоединен не к намоточному барабану 13, а к любому другому индукционному средству, которое приходит в действие синхронно с намоточным барабаном 13.
Намоточный барабан 13 вместе с захватным устройством 11 размещен во второй подкамере 3с. Для его вращения к нему подсоединен любой привод, такой как электродвигатель. Армирующее волокно CF, обработанное в устройстве 9 для обработки, подтягивают посредством упругого шнура 27 и затем наматывают на намоточный барабан 13. Когда затвор 17 закрыт, основная камера 3b газонепроницаемо отделена от второй подкамеры 3с, и вторая подкамера 3с может находиться под воздействием атмосферы при поддержании основной камеры 3b под вакуумом, тем самым позволяя осуществлять введение или замену намоточного барабана 13. Обработанное армирующее волокно CF, когда оно наматывается на намоточный барабан 13, может подтягиваться.
Грузик W вместе с армирующим волокном CF может наматываться на намоточный барабан 13, но может быть отделен от него перед намоткой. Поэтому вторая подкамера 3с может содержать резак 29, установленный в ней. Кроме того, она может содержать датчик для определения момента времени для отделения грузика W. В примере, показанном на фиг.2, используется счетчик 31 числа оборотов, который расположен так, чтобы входить в контакт с обрабатываемым армирующим волокном CF. Поскольку расстояние перемещения армирующего волокна CF измеряется посредством счетчика 31 числа оборотов, может быть определен момент времени, подходящий для отделения грузика W.
Способ осуществления вакуумной обработки армирующего волокна посредством CVD или PVD в соответствии с данным вариантом осуществления может выполняться, например, так, как описано ниже.
Ссылаясь на фиг.1, внутренняя часть камеры 3 поддерживается в состоянии пониженного давления посредством вакуумных насосов, не показанных. Когда затворы 15, 17 закрыты, первая и вторая подкамеры 3а, 3с газонепроницаемо отделены от основной камеры 3b. Затем наружный воздух впускают в первую и вторую подкамеры 3а, 3с, так что они находятся вод воздействием атмосферы. Даже в этом случае внутренняя часть основной камеры 3b поддерживается в состоянии пониженного давления.
В первую подкамеру 3а, находящуюся под воздействием атмосферы, вводят подающий барабан 5, на который намотано армирующее волокно F. Если в первой подкамере 3а еще находится пустой подающий барабан 5, его заменяют барабаном, на который намотано армирующее волокно. Армирующее волокно F вытягивают из введенного подающего барабана 5, пропускают через датчик 19 натяжения, если он установлен, пропускают через подающий ролик 7 и подвешивают с него. При этом его передний конец Fe соединяют с грузиком W.
Параллельно, пустой намоточный барабан 13 вводят во вторую подкамеру 3с, находящуюся под воздействием атмосферы. Если в ней еще находится намоточный барабан 13, на который намотано армирующее волокно CF, то его заменяют пустым.
После закрытия первой и второй подкамер 3а, 3с в них создается вакуум посредством насосов, не показанных. После того как степень вакуума во внутреннем пространстве достигает требуемого уровня, затворы 15, 17 открывают, и в этом случае первая подкамера 3а, основная камера 3b и вторая подкамера 3с взаимно входят в пространственное сообщение. При этом направляющий ролик 21 обеспечивает отвод, как показано на фиг.2.
Армирующее волокно F, вертикально подвешенное с подающего ролика 7, проходит через устройство 9 для обработки, расположенное в основной камере 3b. Армирующее волокно F после прохождения через устройство 9 для обработки дальше спадает вертикально вниз, и его передний конец достигает захватного устройства 11. Грузик W, соединенный с передним концом Fe, размещается в захватном устройстве 11, тем самым удерживая передний конец Fe на месте. Затем захватное устройство 11 может быть поднято на высоту, соизмеримую с замкнутой петлей 27L или разомкнутой петлей 27N упругого шнура 27 на основании 10.
Захватное устройство 11 перемещают вниз и затем армирующее волокно F окружают петлей 27L или петлей 27N, как показано на фиг.3А или фиг.3В. Параллельно направляющий ролик 21 выдвигают вперед, чтобы входить в контакт с армирующим волокном F.
Приводят в действие намоточный барабан 13 или индукционное устройство, чтобы отводить упругий шнур 27, тем самым вводя упругий шнур 27 в контакт с армирующим волокном F и заставляя упругий шнур 27 подводить армирующее волокно F к намоточному барабану 13. После того как армирующее волокно F достигает намоточного барабана 13 и начинается намотка, может быть приведен в действие резак для отделения грузика W. Посредством использования счетчика 31 числа оборотов можно определить, достигло оно намоточного барабана 13 или нет.
Для осуществления обработки, такой как покрытие армирующего волокна F, приводят в действие устройство 9 для обработки и одновременно вращают намоточный барабан 13, чтобы наматывать обработанное армирующее волокно CF на намоточный барабан 13.
Как понятно из приведенного выше описания, когда вакуумная обработка заканчивается и барабан подлежит замене, необходимо открыть первую и вторую подкамеры, чтобы они находились под воздействием атмосферы, в то время как основная камера может поддерживаться под вакуумом. Поскольку основная камера, которая является самой большой как по объему, так и по внутренней поверхности среди элементов устройства вакуумной обработки, может поддерживаться под вакуумом, потребуется только короткое время для создания вакуума после замены барабанов, чтобы получить требуемую степень вакуума. Таким образом, вакуумная обработка может повторяться с высокой производительностью.
Операция соединения волокна с барабаном может выполняться в состоянии вакуума в соответствии с данным вариантом осуществления.
При атмосферном давлении данная операция легко выполняется руками. В качестве альтернативы, для удерживания волокна на месте может быть использовано всасывающее сопло, поскольку волокно может всасываться вместе с воздухом в сопло, и в этом случае может быть использован подвижный рычаг для подтягивания волокна. Более конкретно, при атмосферном давлении данная операция может быть автоматизирована. Однако поскольку данная операция выполняется после того, как волокно проходит через основную камеру, основная камера неизбежно должна быть открыта для воздействия атмосферы. Это, как уже было отмечено, значительно снижает производительность. В вакууме ни работа руками, ни всасывание посредством сопла невозможны.
Данный вариант осуществления позволяет осуществлять такую операцию в вакууме как автоматическую обработку, поскольку захватное устройство удерживает армирующее волокно на месте и после этого упругий шнур подтягивает волокно к намоточному барабану. Нет необходимости обязательно открывать основную камеру для воздействия атмосферы и поэтому получается высокая производительность.
Хотя изобретение описано выше посредством ссылки на некоторые варианты осуществления изобретения, изобретение не ограничено вышеописанными вариантами осуществления. Модификации и изменения вышеописанных вариантов осуществления будут очевидны для специалистов в данной области техники с учетом упомянутых идей.
Промышленная применимость
Предложено устройство для вакуумной обработки, которое позволяет осуществлять замену барабанов при поддержании большей части устройства под вакуумом.
Реферат
Изобретение относится к устройству для вакуумной обработки армирующего волокна и способу вакуумной обработки армирующего волокна. Указанное устройство содержит камеру, выполненную с возможностью поддерживания в ней состояния пониженного давления, подающий ролик, расположенный с возможностью подвешивания армирующего волокна в упомянутой камере, устройство для нанесения покрытия, расположенное в упомянутой камере с возможностью пропускания через него армирующего волокна, подвешенного в упомянутой камере, захватное устройство, расположенное с возможностью захвата и удерживания на месте переднего конца армирующего волокна, проходящего через упомянутое устройство для нанесения покрытия и вертикально спадающего вниз, намоточный барабан для наматывания армирующего волокна, обработанного упомянутым устройством для нанесения покрытия, и упругий шнур, отводимый синхронно с вращением намоточного барабана из первого его положения, в котором упругий шнур окружает упомянутый передний конец армирующего волокна, удерживаемый на месте упомянутым захватным устройством, во второе его положение, в котором упругий шнур входит в контакт с армирующим волокном и подводит его к намоточному барабану. Упомянутый способ вакуумной обработки армирующего волокна осуществляют с использованием вышеописанного устройства. Обеспечивается возможность замены намоточных барабанов при поддержании большей части устройства под вакуумом и возможность вставлять волокна в новый намоточный барабан и начинать намотку при поддержании устройства в целом в состоянии пониженного давления. 2 н. и 7 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления полого изделия, содержащего вкладыш из композитного материала, и устройство для его осуществления
Комментарии