Способ изготовления изогнутых деталей из термопластичного композиционного материала - RU2431566C2
Код документа: RU2431566C2
Чертежи




















Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способам изготовления изделий с использованием пластмасс, в частности к новому способу изготовления изогнутых деталей (элементов конструкций) из термопластичного композиционного материала.
Уровень техники
Существуют многочисленные способы изготовления слоистых деталей (изделий) из термопластичных композиционных материалов (ТКМ), имеющих постоянную толщину и прямолинейную форму. Кроме прерывистых производственных процессов, таких как прессование, штамповка и автоклавное формование, существуют и непрерывные процессы, такие как экструзия, пултрузия, фасонная прокатка и компрессионное формование. Хотя процессы второго типа дают возможность получения длинных деталей, однако, они не обеспечивают возможность изготовления деталей с переменной толщиной, которые необходимы для облегченных конструкций летательных и космических аппаратов и других конструкций, где вес имеет большое значение. Кроме того, вышеуказанные процессы не позволяют изготавливать детали, изогнутые по длине.
Таким образом, существует потребность в новом способе, обеспечивающем изготовление в непрерывном режиме изогнутых слоистых деталей с переменной толщиной из ТКМ. Предпочтительно такой способ должен быть недорогим и по возможности в нем должно использоваться автоматизированное оборудование.
Раскрытие изобретения
В основу настоящего изобретения была положена задача разработки нового способа изготовления из термопластичных материалов в непрерывном режиме слоистых изогнутых деталей, имеющих специально подобранную и переменную толщину. В предлагаемом способе для объединения частей или компонентов в многослойный пакет используется автоматизированное оборудование или ручная укладка. В каждом пакете все слои, в том числе на участках утолщений, скрепляются в нужных местах для сохранения ими своих положения и ориентации. Используемая для монолитизации детали оснастка содержит все необходимые геометрические характеристики изготавливаемой детали и настраивается под собираемые по специальным техническим требованиям многослойные пакеты для формования из этих пакетов одной цельной слоистой детали из композиционного материала, которая может иметь участки различной толщины.
Деталь из композиционного материала, изготовленная вышеуказанным способом, может найти применение в самых разных отраслях, в том числе, например, в автомобильной и авиакосмической промышленности. Композитная слоистая деталь, изготовленная в соответствии с изобретением, может идеально подойти для использования в качестве элементов силового набора планера пассажирского летательного аппарата.
Объектом изобретения является способ изготовления из термопластичного материала изогнутой слоистой детали со специально рассчитанной переменной толщиной. Предлагаемый в изобретении способ включает формирование из нескольких слоев термопластичного материала пакета, имеющего непостоянную толщину, отрезание от сформированного пакета изогнутой заготовки, пропускание изогнутой заготовки по криволинейной траектории через устройство предварительного формования с получением предварительно отформованной детали, пропускание предварительно отформованной детали по криволинейной траектории через пресс и прессование предварительно отформованной детали для уплотнения слоев. Слои в пакете скрепляют локальным сплавлением противолежащих частей слоев в пакете, чтобы слои удерживались в зафиксированном положении относительно друг друга. Из каждого пакета материала можно нарезать несколько заготовок деталей. Каждую заготовку пропускают через устройство предварительного формования, в котором предварительно формируются определенные геометрические характеристики детали перед прессованием многослойного пакета. Для получения специально рассчитанной переменной толщины изготавливаемой детали используются изогнутые элементы оснастки, которые прикладывают к предварительно отформованной детали и направляют вместе с ней в пресс. Прижатие изогнутых элементов оснастки внутри пресса на предварительно отформованную деталь придает поверхности детали геометрические характеристики оснастки при уплотнении слоев.
В другом варианте предлагаемый в изобретении способ обеспечивает изготовление в непрерывном режиме изогнутых слоистых деталей из термопластичных материалов со специально рассчитанной и переменной толщиной. Предлагаемый в изобретении способ включает пропускание многослойной заготовки слоистой детали из термопластичного материала по криволинейной траектории через устройство предварительного формования с получением предварительно отформованной изогнутой детали, пропускание предварительно отформованной изогнутой детали по криволинейной траектории через пресс и прессование предварительно отформованной детали с уплотнением слоев и приданием изготавливаемой детали геометрических характеристик, определяющих специально рассчитанную переменную толщину. При осуществлении этого способа из нескольких слоев термопластичного материала можно формировать пакет, имеющий непостоянную толщину, и отрезать от этого пакета изогнутую заготовку. Слои в пакете скрепляют таким образом, чтобы удерживать их в зафиксированном положении относительно друг друга при пропускании многослойной заготовки через устройство предварительного формования. Предварительно отформованную изогнутую деталь нагревают до точки плавления матрицы из термопластичной смолы и затем пошагово (т.е. отдельными следующими друг за другом движениями) продвигают через пресс таким образом, чтобы пресс уплотнял после каждого шага определенный отрезок изготавливаемой детали.
В еще одном варианте предлагаемый в изобретении способ обеспечивает изготовление изогнутой слоистой детали из термопластичного материала, имеющей геометрические характеристики, определяющие специально рассчитанную переменную толщину. Предлагаемый в изобретении способ включает формирование изогнутой многослойной заготовки из термопластичного материала, получение предварительно отформованной изогнутой детали посредством деформирования участков заготовки, приложение изогнутых элементов оснастки к предварительно отформованной изогнутой детали, пропускание предварительно отформованной изогнутой детали вместе с изогнутым элементом оснастки по криволинейной траектории через уплотняющий пресс и прижатие изогнутого элемента оснастки к предварительно отформованной изогнутой детали для уплотнения слоев и получения специально рассчитанной и переменной толщины. При осуществлении этого способа из нескольких слоев термопластичного материала можно формировать пакет, имеющий непостоянную толщину, и отрезать от этого пакета изогнутую заготовку. Для скрепления слоев таким образом, чтобы они удерживались в зафиксированном положении относительно друг друга при деформировании заготовки в предварительно отформованную деталь, может использоваться паяльник с металлическим нагревательным элементом.
Изготовление слоистой детали из термопластичного материала в непрерывном режиме обеспечивает способ, включающий:
а) пропускание многослойной заготовки слоистой детали из термопластичного материала по криволинейной траектории через устройство предварительного формования с получением предварительно отформованной изогнутой детали,
б) пропускание предварительно отформованной изогнутой детали по криволинейной траектории через пресс и
в) прессование предварительно отформованной детали с уплотнением слоев и приданием детали заданных геометрических характеристик.
В предпочтительном варианте осуществления этого способа из нескольких слоев термопластичного материала формируют пакет, имеющий непостоянную толщину, и от этого пакета отрезают изогнутую заготовку.
Кроме того, при формировании пакета слои в пакете можно скреплять с получением скрепленного пакета, в котором слои удерживаются в зафиксированном положении относительно друг друга.
Скрепление слоев может осуществляться сплавлением противолежащих частей слоев в пакете.
В еще одном варианте осуществления способа на стадии (а) можно деформировать по меньшей мере части изогнутой заготовки при перемещении изогнутой заготовки по криволинейной траектории.
Кроме того, к изогнутой заготовке дополнительно можно прикладывать оснастку и пропускать оснастку вместе с изогнутой заготовкой по криволинейной траектории через устройство предварительного формования.
При этом оснастку вместе с предварительно отформованной деталью можно пропускать по криволинейной траектории через пресс.
Заготовка из термопластичного материала может содержать смоляной компонент матрицы, имеющий температуру свободнотекучего состояния, причем перед выполнением стадии (в) предварительно отформованную деталь можно нагревать по меньшей мере до температуры свободнотекучего состояния смоляного компонента матрицы заготовки из термопластичного материала.
На стадии (в) к предварительно отформованной детали можно прикладывать криволинейную оснастку, которую прижимают к предварительно отформованной детали для придания ей заданных геометрических характеристик.
Далее, на стадии (б) предварительно отформованную деталь можно пропускать по криволинейной траектории через пресс пошаговым перемещением, причем стадию (в) осуществляют каждый раз после одного из пошаговых перемещений предварительно отформованной детали.
Изготовления слоистой детали из термопластичного материала обеспечивает также способ, включающий:
а) формирование изогнутой многослойной заготовки из термопластичного материала,
б) получение предварительно отформованной изогнутой детали посредством деформирования участков заготовки,
в) приложение изогнутых элементов оснастки к предварительно отформованной изогнутой детали,
г) пропускание предварительно отформованной изогнутой детали вместе с изогнутым элементом оснастки по криволинейной траектории через уплотняющий пресс и
д) прижатие изогнутого элемента оснастки к предварительно отформованной изогнутой детали для уплотнения слоев.
В частном варианте осуществления изобретения из нескольких слоев термопластичного материала формируют пакет, имеющий непостоянную толщину, и от этого пакета отрезают изогнутую заготовку.
При формировании пакета слои в пакете можно скреплять с получением скрепленного пакета, в котором слои удерживаются в зафиксированном положении относительно друг друга.
Стадию (б) можно выполнять пропусканием изогнутой заготовки по криволинейной траектории через устройство предварительного формования.
Заготовка из термопластичного материала может содержать смоляной компонент матрицы, имеющий температуру свободнотекучего состояния, причем перед выполнением стадии (д) предварительно отформованную деталь нагревают по меньшей мере до температуры свободнотекучего состояния смоляного компонента матрицы заготовки из термопластичного материала.
На стадии (г) предварительно отформованную деталь можно пропускать по криволинейной траектории через пресс пошаговым перемещением, причем стадию (д) осуществляют каждый раз после одного из пошаговых перемещений предварительно отформованной детали.
Другие особенности, достоинства и преимущества изобретения станут ясными из нижеприведенного описания изобретения со ссылками на прилагаемые чертежи и из прилагаемой формулы изобретения.
Краткое описание чертежей
В нижеприведенном описании раскрывается объект изобретения и варианты его осуществления со ссылками на прилагаемые чертежи, которые являются неотъемлемой частью описания и на которых показано:
на фиг.1 - вид в перспективе разобранной детали из термопластичного композиционного материала, формируемой в соответствии с предпочтительным вариантом осуществления изобретения,
на фиг.2 - вид в перспективе транспортного стола, используемого для формирования многослойного пакета с заданной конфигурацией,
на фиг.3 - вид в перспективе одного из вариантов многослойного пакета с заданной конфигурацией, сформированного на фиг.2,
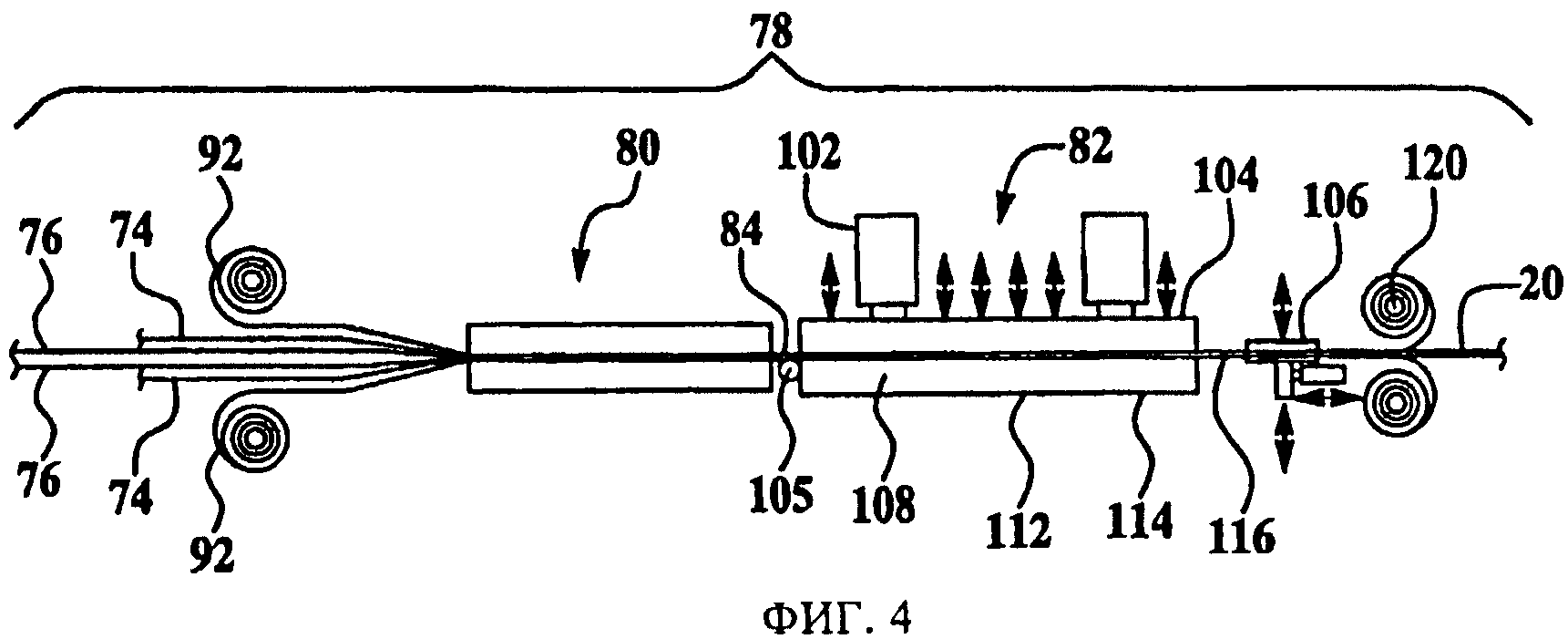
на фиг.4 - вид зоны предварительного формования и зоны соединения, предназначенных для формирования слоистой детали из термопластичного композиционного материала фиг.1,
на фиг.5 - вид в перспективе зоны предварительного формования, показанной на фиг.4,
фиг.6 - блок-схема алгоритма осуществления предпочтительного способа формирования слоистой детали из термопластичного композиционного материала, показанной на фиг.1, в соответствии с фиг.2-5,
на фиг.7А-7Е - виды в перспективе, на которых представлены примеры изогнутых слоистых деталей из термопластичного композиционного материала, сформированных в соответствии с предлагаемым в изобретении способом,
фиг.8 - вид в перспективе многослойного пакета из термопластичного композиционного материала с заданной конфигурацией, с тремя заготовками изогнутой детали, вырезанными из пакета,
на фиг.9 - вид в перспективе оснастки, используемой для формирования изогнутых деталей из термопластичного композиционного материала в соответствии с предлагаемым в изобретении способом,
на фиг.10 - вид в перспективе изогнутой оснастки, используемой для придания геометрических характеристик изогнутой детали из термопластичного композиционного материала,
на фиг.11 - вид снизу оснастки, показанной на фиг.10,
на фиг.12 - вид части сечения, на котором показан участок изогнутой детали из композиционного материала, зажатой между двумя частями оснастки,
на фиг.13 - вид сечения двутавровой балки из термопластичного композиционного материала, в разобранном виде, показанный относительно оснастки, и штампов для прессования, используемых для уплотнения слоев изготавливаемой слоистой детали,
на фиг.14 - вид в перспективе устройства предварительного формования и части пресса, используемых в предлагаемом способе для изготовления изогнутых деталей из композиционного материала,
на фиг.15 - вид, аналогичный виду на фиг.14, отличающийся тем, что на нем показана противоположная сторона устройства предварительного формования и пресса,
на фиг.16 - вид поперечного сечения пресса, на котором видны штампы, обеспечивающие прессование предварительно отформованной детали с использованием оснастки для уплотнения слоев изготавливаемой детали,
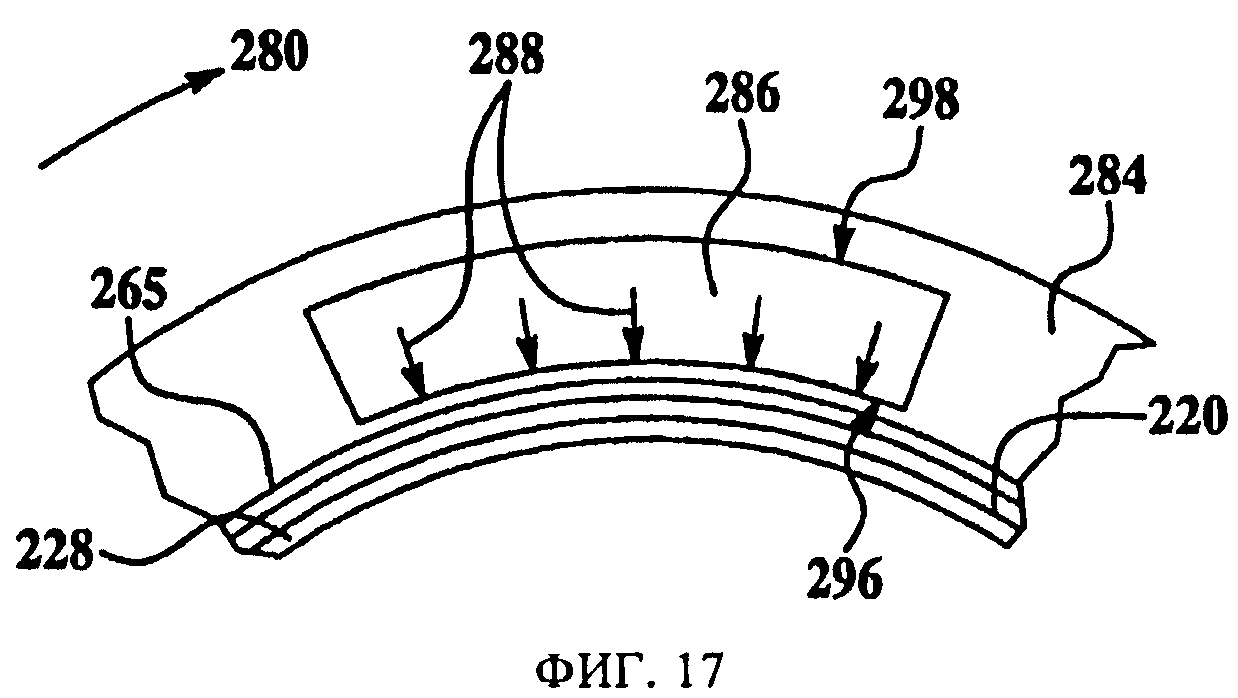
на фиг.17 - вид части сечения пресса, на котором иллюстрируется положение криволинейного штампа относительно элементов оснастки, используемых для получения изогнутой детали с постоянным радиусом кривизны,
фиг.18 - вид, аналогичный виду на фиг.17, отличающийся тем, что на нем показаны элементы оснастки, используемые для получения изогнутой детали с непостоянным радиусом кривизны.
Осуществление изобретения
В изобретении предлагается новый осуществляемый в непрерывном режиме способ изготовления из термопластичного композиционного материала (ТКМ) слоистой детали (элемента конструкции) со специально рассчитанной и переменной толщиной. Изобретение может найти применение в самых разных областях, например в авиакосмической промышленности. Предпочтительный вариант предлагаемого в изобретении способа идеально подходит для формования жестких усиленных элементов из термопластичных композиционных материалов для силового набора конструкции фюзеляжа летательного аппарата. Такие элементы могут использоваться, например, в обшивке фюзеляжа и крыльев, в управляющих поверхностях, панелях дверей и смотровых люков. Такими жесткими усиленными элементами могут быть, например, нижние продольные балки, балки перекрытий и палуб. Изобретение будет описываться, исключительно в иллюстративных целях, в отношении формирования балки 20 перекрытия (конструкции пола кабины) из термопластичного композиционного материала для использования в фюзеляже пассажирского летательного аппарата. Хотя пример относится к балке двутаврового сечения, однако ниже будут описаны и другие формы жестких усиленных деталей, такие как Z-образный профиль, швеллерный (корытный или С-образный) профиль, тавровый профиль и др., в том числе с кривизной по длине профиля.
На фиг.1 иллюстрируется слоистая деталь из термопластичного композиционного материала, в частности показана балка 20 перекрытия, имеющая заданную толщину, которая изменяется в зонах t1 и t2, со стенкой 22, на каждом конце которой имеются две полки 24. Стенка 22 с полками 24 формируется как цельная слоистая деталь путем соединения двух скрепленных многослойных листовых пакетов 76, имеющих переменную толщину, с двумя вставками 26 из термопластичного композиционного материала и с двумя полосами, представляющими собой скрепленные многослойные пакеты 74, имеющие постоянную толщину. Хотя пакет 76 показан состоящим из двух слоев, однако должно быть ясно, что пакеты 74 и 76 могут содержать любое число слоев, в зависимости от применения. Также должно быть ясно, что полки 24, которые показаны на фиг.1 имеющими постоянную толщину и состоящими из одного слоя, аналогично, могут иметь зоны с переменной толщиной и/или с несколькими слоями.
В других вариантах (не показаны) слоистая деталь из термопластичного композиционного материала, такая как балка 20 перекрытия, может быть сформирована соединением одной или нескольких скрепленных многослойных полос 74, 76, с постоянной или переменной толщиной, с одним или несколькими полными слоями, указанными ссылочным номером 32 на фиг.2 и 3, из термопластичного композиционного материала 30, или с одним или несколькими частичными слоями, указанными ссылочным номером 34 на фиг.3, из термопластичного композиционного материала 30 или с одной или несколькими скрепленными многослойными полосами 74, 76 и любых их сочетаний, как это указано в настоящем описании. Кроме того, в комбинациях с вышеуказанными элементами может также использоваться одна или несколько вставок 26 для формирования других вариантов слоистых деталей 20 из термопластичных композиционных материалов. Способ формирования показанной на фиг.1 балки 20 перекрытия из термопластичных композиционных материалов описывается ниже более подробно со ссылками на фиг.2-6.
Термопластичные материалы 30, используемые в слоях 32, 34, включают в себя термопластичные полимеры матриц (указано ссылочным номером 40 на фиг.3), такие как полиэфирэфиркетон (ПЭЭК), полиэфиркетонкетон (ПЭКК), полифенилсульфон (ПФС), полиэфиримид (ПЭИ), предпочтительно армированные волокнистым наполнителем (показано ссылочным номером 38 на фиг.3), таким как стекловолокно из стекла S или Е, или углеродное волокно. Волокна 38 в каждом слое 32, 34 термопластичных материалов 30 могут быть ориентированы в одном направлении или же могут не иметь одинаковой ориентации, в зависимости от конкретного применения. Как понятно специалисту в данной области техники, типы, толщина и количество волокон 38 внутри смолы 40 матрицы, а также тип смолы матрицы, используемой в каждом слое 32, 34, могут варьироваться в широких пределах в зависимости от различных факторов, таких как стоимость и требуемые физические и механические характеристики слоистой детали 20 из термопластичного композиционного материала. Кроме того, ориентация однонаправленных волокон в одном слое 32, 34 относительно волокон в другом слое 32, 34 может также влиять на механические свойства слоистой детали 20 из термопластичного композиционного материала.
Вставки 26 предпочтительно формуют из термопластичного материала 37, совместимого с термопластичным материалом 30, путем экструзии или другого известного метода формования. Предпочтительно во вставках 26 используется такая же смоляная композиция 42 смолы матрицы, что и смоляная композиция 40 матрицы материалов 30. Кроме того, в материале вставок 26 могут использоваться волокна 44, аналогичные волокнам 38, содержащимся в термопластичном материале 30.
Как видно на блок-схеме алгоритма осуществления способа, приведенной на фиг.6, способ изготовления слоистой детали 20, в данном случае балки перекрытия (см. фиг.1), из термопластичного композиционного материала начинается стадией 150 обеспечения предварительно отформованных слоев 32, 34 из термопластичных материалов 36 и предварительно отформованных вставок 26, которые намотаны на отдельных барабанах 46 или удерживаются на других удерживающих устройствах.
Затем на стадии 160 слои 32, 34 термопластичных материалов 36 укладываются в нужной конфигурации для формирования многослойного пакета 58 или 60, имеющего постоянную или переменную толщину, с использованием ручной укладки или автоматизированного оборудования.
При использовании автоматизированного оборудования, как показано на фиг.2, слои 32 или 34 термопластичного материала 30 (см. фиг.3) сматывают с барабанов 46 на транспортный стол 48 для формирования укомплектованных многослойных пакетов 58 или 60, имеющих постоянную или переменную толщину. Барабаны 46 могут быть расположены у одного конца 50 или вдоль обеих сторон 52, 54 транспортного стола 48 для укладки соответствующих слоев 32, 34 в определенном направлении относительно других соседних слоев 32, 34. Таким образом, например, нижний слой полотна 32 может быть уложен с одним направлением однонаправленных волокон 38, в то время как верхний слой полотна 32 может быть уложен с другим направлением однонаправленных волокон 38, например, под углом 45° или 90° относительно направления волокон нижнего слоя. Лазерный излучатель 56, расположенный над транспортным столом 48, обеспечивает нужное положение локальных или частичных слоев 34 и/или полостей 36 относительно полных слоев 32.
Пример нескрепленного многослойного пакета 58 с непостоянной (переменной) толщиной, сформированного в соответствии со способом, который иллюстрируется на фиг.2, показан на фиг.3, на которой видны различные полные и частичные слои 32, 34 и соответствующие полости 36, образующиеся между слоями 32, 34. Кроме того, на фиг.3 показаны частичные слои 62, 64 с однонаправленными волокнами, угол между которыми в разных слоях составляет 90°, в частности, частичный слой 62 уложен в первом направлении (волокна 38 проходят от переднего края 66 к заднему краю 68), в то время как частичный слой 64 уложен в другом направлении (волокна 38 проходят от одного бокового края 70 к другому боковому краю 72). Конечно, волокна 38 разных слоев могут быть расположены под любыми другими углами относительно друг друга, в диапазоне от 0° до 90°, например, под углом 30°, 45° или 60°.
Затем на стадии 170 некоторые или все различные слои 32, 34 нескрепленных пакетов 58, 60, сформированных, как показано на фиг.2, могут быть скреплены в различных заранее намеченных местах для формирования скрепленных многослойных пакетов 74, 76 с постоянной или с переменной толщиной. Предпочтительно пакеты 58, 60 скрепляют с использованием паяльника с металлическим нагревательным элементом или установки для ультразвуковой сварки (не показаны) для получения соответствующего пакета 74, 76, хотя изобретение охватывает и другие устройства, используемые для соединения различных слоев 32, 34 термопластичных материалов, которые хорошо известны специалисту в данной области техники. Количество и расположение точек соединения слоев 32, 36 зависит от различных факторов, таких, например, как число и расположение различных слоев 32, 34 и полостей 64. Кроме того, количество точек соединения должно быть достаточным для формирования по существу единого скрепленного пакета 74, 76, который можно транспортировать как одну цельную часть.
На стадии 175 скрепленные пакеты 74, 76 можно нарезать на меньшие части, или же они уже готовы для формования слоистых деталей из термопластичного композиционного материала, таких как балка 20 перекрытия, показанная на фиг.1.
Затем на стадии 180 по меньшей мере один скрепленный пакет 74, 76, имеющий постоянную или непостоянную толщину, и скрепленный пакет 76 с переменной толщиной, и/или скрепленный пакет 74 с постоянной толщиной, и/или отдельный слой 32, и дополнительно по меньшей мере одну вставку 26 (необязательный элемент) из термопластичного материала 30, 37 соединяют сплавлением в установке 78 монолитизации для получения единой цельной слоистой детали из термопластичного композиционного материала, такой, например, как балка 20 перекрытия. Одна предпочтительная конструкция установки 78 монолитизации, специально предназначенной для формования показанной на фиг.1 слоистой балки 20 перекрытия из термопластичного композиционного материала, изображена на фиг.4 и 5.
Как показано на фиг.4 и 5, установка 78 монолитизации может содержать зону 80 предварительного формования и зону 82 монолитизации. В зону 80 предварительного формования непрерывно загружают в нужной ориентации по меньшей мере один скрепленный пакет 74, 76, имеющий постоянную или переменную толщину, дополнительно по меньшей мере одну вставку 26 (необязательный элемент), а также скрепленный пакет 76 с переменной толщиной, и/или скрепленный пакет 74 с постоянной толщиной, и/или отдельный слой 32 (см. фиг.2 и 3) из термопластичного материала, и осуществляют предварительное формирование нужной конфигурации при повышенной температуре с получением предварительно отформованной детали 84. Затем предварительно отформованная деталь 84 выходит из зоны 80 предварительного формования и поступает в зону 82 монолитизации, где она монолитизируется для получения цельной слоистой детали из термопластичного композиционного материала, такой, например, как балка 20 перекрытия, изображенная на фиг.1. Повышенная температура, используемая при изготовлении детали, должна быть достаточно высокой, чтобы скрепленные пакеты 74, 76 или отдельный слой 32 размягчились, так чтобы слои можно было согнуть в процессе изготовления. Однако эта повышенная температура должна быть ниже температуры, при которой полимерный компонент смолы 40, 42 матрицы имеет консистенцию вязкой жидкости.
Как показано на фиг.5, зона 80 предварительного формования установки 78 монолитизации содержит два швеллера 86 оснастки, имеющих корытный профиль, с центральными частями 88, разделенными щелью 90, и два боковых формирующих элемента 92. Боковые формирующие элементы 92 можно также назвать оправками. Предпочтительно швеллеры 86 и боковые формирующие элементы 92 формируются из таких материалов, таких как нержавеющая сталь, которые способны выдерживать многократные циклы нагрева до высокой температуры.
Первая пара 94 скрепленных пакетов 74 или 76 вводится между соответствующими центральными частями 88 внутрь щели 90 между швеллерами 86. Одновременно дополнительная вставка 26, а также дополнительный скрепленный пакет 74 или 76 и/или слой 32 вводятся вдоль каждого фланца 96 первой пары 94 и внутрь соответствующих боковых формирующих элементов 92. Для упрощения описания в следующих абзацах, относящихся к фиг.4 и 5, в качестве первой пары 94, введенной в щель 90, показан скрепленный пакет 76 с переменной толщиной. Скрепленный пакет 74 с постоянной толщиной показан введенным в положение между внешней частью 98 швеллеров 86 и соответствующим боковым формирующим элементом 92. Кроме того, слой 32 не показан. Швеллеры 86 содержат наклонные поверхности и другие элементы (не показаны), устроенные таким образом, чтобы они соответствовали изменениям толщины (зоны t1 и t2 на фиг.1) слоистой детали (в данном случае первой пары 94 скрепленных пакетов 76 с переменной толщиной).
По мере того как скрепленные пакеты 74, 76 и вставки 26 продвигаются вдоль зоны 80 предварительного формования в направлении зоны 82 монолитизации, фланцы 96 первой пары 94 скрепленных пакетов 76 с переменной толщиной с каждой стороны швеллера 86 отгибаются под действием тепла и давления наружу друг от друга в направлении соответствующих внешних частей 98 швеллеров 86. Таким образом, фланцы 96 прижимаются к внутренним поверхностям скрепленных пакетов 74, имеющих постоянную толщину, и вставки 26 при этом расположены между фланцами 96 и соответствующими внутренними поверхностями скрепленных пакетов 74, имеющих постоянную толщину. Температуру внутри зоны 80 предварительного формования повышают в достаточной степени, чтобы обеспечивалась деформация фланцев 96 скрепленных пакетов 76 с переменной толщиной, однако при этом температура в зоне 80 должна быть ниже температуры, при которой полимерный компонент смолы 40, 42 матрицы соответствующих пакетов 74, 76 и вставок 26 приобретает консистенцию вязкой жидкости. Отгибание фланцев 96 происходит под действием давления, прикладываемого к фланцам 96 внешними формующими устройствами, например валками (не показаны). Боковые формирующие элементы 92 прижимают скрепленный пакет 74 внутрь к фланцу 96, создавая дополнительное давление на фланец 96, способствующее его сгибанию. После этого предварительно отформованная деталь 84 готова для ее подачи в зону 82 монолитизации.
Как лучше всего видно на фиг.4, предварительно отформованная деталь 84 поступает в отдельное или присоединенное монолитизирующее устройство 102, находящееся внутри зоны 82 монолитизации, по направляющему ролику 105. Монолитизирующее устройство 102 содержит несколько стандартных штампов оснастки, которые совместно указаны ссылочным номером 104 и каждый из которых соответствует внешним поверхностям швеллеров 86 и боковым формирующим элементам 92. Штампы 104 оснастки будут рассмотрены ниже более подробно со ссылками на фиг.13 и 16. Это соответствие поверхностей стандартных штампов 104 монолитизирующего устройства 102 и внешних поверхностей швеллеров 86 и боковых формирующих элементов 92 устраняет необходимость в дорогих формах, соответствующих изготавливаемой детали, а также исключает время перенастройки на разные предварительно отформованные детали, имеющие разные конфигурации слоев.
Монолитизирующее устройство 102 содержит устройство 106 пульсирующей подачи, которое осуществляет пошаговое продвижение предварительно отформованной детали 84 внутри зоны 82 монолитизации в направлении от зоны 80 предварительного формования. При продвижении вперед предварительно отформованной детали 84 она поступает сначала в зону 108 нагрева, в которой осуществляется нагрев детали до температуры, при которой становится текучим полимерный компонент смолы 40, 42 матрицы пакетов 74, 76 и вставок 26. Затем деталь 84 продвигают вперед в зону 112 прессования, где стандартные штампы 104 перемещаются вниз все вместе или по отдельности по действием заранее определенной силы (давления), достаточной для соединения различных слоев 32, 34 скрепленных пакетов 74, 76 и вставок 26 для получения необходимой формы и толщины изделия, в данном случае для формирования стенки 22 и полок 24 балки 20 перекрытия. Каждый штамп 104 имеет несколько зон с различными температурами, снабженных термической изоляцией. Штампы 104 фактически не касаются детали 84, однако касаются внешних поверхностей швеллеров 86 и боковых формирующих элементов 92, противолежащих детали 84. Таким образом, соответствующие внутренние поверхности швеллеров 86 и элементов 92 прижимаются к участку детали 84. Это может происходить, когда все штампы 104 одновременно осуществляют давление на изготавливаемую деталь. Затем штампы 104 отходят, и деталь 84 продвигается внутри зоны 82 монолитизации, удаляясь от зоны 80 предварительного формования. Затем формы 104 снова сходятся, обеспечивая сжатие участка детали 84 под действием силы внутри зоны с другой температурой. Процесс повторяется для каждой температурной зоны штампа 104, по мере того как деталь 84 пошагово продвигается вперед по направляющим роликам 105 в направлении зоны 114 охлаждения.
Затем полностью сформированная деталь 84 поступает в зону 114 охлаждения, которая отделена от зоны 112 прессования и температура в которой поддерживается ниже температуры свободнотекучего состояния смолы 40, 42 матрицы, в результате чего сплавленная или монолитизированная деталь затвердевает, принимая свою окончательную прессованную форму 116. Затем прессованная деталь 116 выходит из установки 102 монолитизации, и боковые формирующие элементы 92 сматываются на барабаны 120 как металлолом.
Установка 102 монолитизации может быть снабжена дополнительными деталями или устройствами, которые могут обеспечивать получение различных форм и заданных геометрических характеристик прессованной детали 116.
В одной из предпочтительных конструкций установки 102 зоны монолитизации, которая может использоваться, осуществляется способ непрерывного прессования в форме, описанный в немецкой заявке на изобретение №4017978, опубликованной 30.09.1993 г., содержание которой включено в настоящую заявку путем ссылки. Вместе при осуществления изобретения применимы и другие методы формования, известные специалисту в данной области техники, например, процесс методы пултрузии или фасонной прокатка.
Затем на стадии 190 прессованную деталь 116 обрезают или подвергают иной дополнительной обработке до требуемой окончательной формы для получения слоистой детали 20 из термопластичного композиционного материала. На стадии 200 проводят контроль слоистой детали 20, выполняемый визуальный, а предпочтительно с использованием техники ультразвукового неразрушающего контроля, или с помощью других средств, для подтверждения того, что формообразование слоистой детали 20 было выполнено надлежащим образом, и деталь не содержит никаких визуальных или иных дефектов. На стадии 210 после выполнения контроля слоистая деталь 20, такая, например, как балка 20 перекрытия из термопластичного композиционного материала, может быть установлена в конструкции. В случае балки 20 перекрытия она устанавливается внутри фюзеляжа летательного аппарата.
Хотя изобретение описывается на примере формирования балки 20 перекрытия из термопластичного композиционного материала, имеющей в целом двутавровый профиль, однако объем изобретения охватывает и другие возможные профили. В соответствии с изобретением могут быть изготовлены слоистые детали из термопластичного композиционного материала, имеющие уголковую, С-образную, Т-образную (тавр) формы или даже имеющие форму плоской панели, в любой части которой возможны изменения толщины. Такие альтернативные формы слоистых деталей или даже другие формы балки 20 перекрытия формируют путем соединения одного или нескольких скрепленных пакетов 74, 76, имеющих постоянную или переменную толщину, с одним или несколькими слоями 32 термопластичного композиционного материала 30, и/или с одним или несколькими частичными слоями 34 из термопластичного композиционного материала 30, и/или с одним или несколькими скрепленными пакетами 74, 76, имеющими постоянную или переменную толщину, и их любых комбинаций, с использованием способа, аналогичного рассмотренному в описании. Кроме того, одна или более вставок 26 могут также использоваться для формирования других вариантов слоистых деталей 20 из термопластичных композиционных материалов. Для осуществления любого из этих альтернативных вариантов необходимы модификации оснастки в зоне 80 предварительного формования, чтобы форма оснастки соответствовала требуемым изменениям толщины слоистой детали 20 из ТКМ. Например, швеллер 86 оснастки, показанный на фиг.5, является специфичным для формирования двутаврового профиля, такого как балка 20 перекрытия, изображенная на фиг.1, а для формирования С-образных, уголковых или плоских слоистых деталей необходима видоизмененная оснастка 86 со щелями 90. Как и в рассмотренном примере с использованием швеллера 86 оснастки такие альтернативные варианты оснастки содержат зоны, не входящие в контакт с пакетами 74, 76, которые соответствуют стандартным штампам 104 в зоне 102 монолитизации.
Хотя изобретение идеально подходит для формирования слоистых деталей из термопластичных композиционных материалов посредством использования модифицированной зоны одностадийной монолитизации, с помощью изобретения также можно формовать слоистые изделия из композиционных материалов на основе термоотверждающихся (термореактивных) пластмасс. В таком модифицированном варианте процесса получения монолитных изделий в зонах нагрева и прессования устанавливают температуру, превышающую температуру реакции или отверждения смолы матрицы для формирования термоотверждающейся детали. Соответственно, одностадийным процессом прессования можно получить деталь, имеющую необходимую конечную форму без необходимости последующих стадий прессования.
В изобретении предлагается новый непрерывный способ изготовления сложных слоистых деталей из термопластичных материалов, которые имеют специально рассчитанную и переменную толщину. В предлагаемом в изобретении способе используется автоматизированное оборудование или ручная укладка для сборки отдельных деталей или компонентов в многослойный пакет. Каждый пакет содержит все слои, в том числе на участках утолщений, причем слои скрепляются в нужных местах для удерживания их в необходимом положении относительно друг друга. В установке монолитизации используется двухстадийный метод формирования композитных слоистых деталей из многослойных пакетов и в такой установке учитываются все необходимые геометрические характеристики деталей для получения нужного результата. Элементы оснастки, такие как швеллер 86 в зоне 80 предварительного формования, имеют подходящую форму для получения необходимого изменения толщины слоистых деталей 20 из термопластичных композиционных материалов и, кроме того, имеют такую конструкцию, которая обеспечивает сопряжение со стандартными штампами зоны 82 монолитизации.
Деталь из композиционного материала, изготовленная вышеуказанным способом, может найти применение в самых разных отраслях, в том числе, например, в автомобильной и авиакосмической промышленности. Один из вариантов слоистой детали, сформированной в соответствии с изобретением, идеально подходит для использования в качестве жестких элементов несущей конструкции, в том числе слоистых балок 20 перекрытий (конструкции пола) из термопластичных композиционных материалов, для пассажирских летательных аппаратов.
На фиг.7-15 иллюстрируется другой вариант осуществления изобретения, который может быть использован для изготовления слоистых деталей из термопластичных композиционных материалов, которые могут быть изогнуты и/или толщина которых может изменяться по их длине. Могут быть изготовлены криволинейные слоистые детали с постоянным радиусом кривизны или же радиус кривизны может изменяться вдоль длины детали. Так же, как и в случае вышеописанного варианта, криволинейная слоистая деталь из термопластичного материала может содержать участки со специальным профилем и участки с переменной толщиной, что достигается добавлением частичных или локальных слоев, и участки, содержащие полости. Термин "специальный" в данном случае относится к профилю участка поверхности, на котором может использоваться выборочное добавление или уменьшение слоев для получения заданного профиля поверхности, после того как слои соединяются в процессе прессования. Изогнутые детали, изготовленные с использованием данного варианта осуществления предлагаемого в изобретении способа, могут использоваться для самых разных целей, например, в качестве шпангоутов, колец, формообразующих элементов и элементов силового набора летательных аппаратов, в качестве элементов обшивки фюзеляжа, обшивки крыльев, панелей дверей и смотровых люков, продольных нижних балок, балок перекрытий и палуб.
Изогнутые детали могут быть изготовлены с самыми различными формами сечений, таких, например, как показанные на фиг.7А-7Е. Так, на фиг.7А показана изготовленная деталь 212 двутаврового сечения, а деталь 214, имеющая швеллерный профиль, показана на фиг.7Б. Деталь 216 с уголковым профилем показана на фиг.7В, а деталь с тавровым профилем показана на фиг.7Г. Деталь 220 с Z-образным сечением показана на фиг.7Д, а деталь 222 с простым прямоугольным сечением показана на фиг.7Е. Как уже указывалось, детали, показанные на фиг.7А-7Е, могут иметь форму с постоянным или переменным радиусом кривизны и могут иметь участки переменной или заданной толщины в одном или нескольких местах по длине детали.
Предварительные стадии изготовления изогнутых слоистых деталей из термопластичных материалов в соответствии с рассматриваемым вариантом осуществления способа аналогичны уже описанным стадиям. Несколько слоев термопластичного материала укладывают на транспортный стол для формирования сборного многослойного пакета с постоянной или переменной толщиной, как уже описывалось со ссылками на фиг.2. Полученный таким образом многослойный (т.е. собранный из нескольких слоев) пакет аналогичен пакету 58, показанному на фиг.3, и содержит полные и частичные слои 32, 34, а также полости 36, возникающие между слоями 32, 34. Также в состав пакета могут быть включены частичные слои 62, 64 с однонаправленными волокнами 38, причем эти слои располагают так, что между направлениями волокон в них имеется некоторый угол. Как уже указывалось, листы многослойного пакета 58 скрепляют вместе с использованием паяльника с термоэлементом или иного нагревательного прибора (не показан) таким образом, чтобы слои удерживались в заданном положении относительно друг друга. Собранный и скрепленный пакет 224, полученный с использованием вышеописанного способа, показан на фиг.8.
Следующая стадия способа изготовления изогнутых деталей из композиционного материала содержит разрезание сборного пакета 224 на отдельные многослойные пакеты или заготовки 226. Эта операция может быть осуществлена, например, с помощью станка для водоструйной резки (не показан), работающего под управлением компьютера и обеспечивающего получение заготовок 226 с внешним профилем, в целом соответствующим требуемому изгибу детали. Как уже указывалось, изгиб может иметь постоянный радиус кривизны или же радиус кривизны может меняться по длине заготовки 226.
Заготовки 226 подаются вместе с нижеописанным комплектом монолитизирующей оснастки 235 на позицию 275 предварительного формования (фиг.14 и 15) таким образом, который аналогичен описанному выше в отношении изготовления прямолинейных составных частей. Однако в рассматриваемом варианте оснастка 235 и заготовки 226 перемещаются по криволинейной траектории при их подаче на позицию 275 предварительного формования.
Монолитизирующая оснастка 235, показанная на фиг.9, содержит внутренний и внешний криволинейные формирующие элементы 228, 230, а также верхний и нижний криволинейные формирующие элементы 232, 234. Верхний и нижний криволинейные формирующие элементы 232, 234 имеют кривизну, соответствующую кривизне заготовок 226, в то время как внутренний и внешний криволинейные формирующие элементы 228, 230 могут быть изогнуты аналогичным образом или могут быть достаточно гибкими, для того чтобы их форма соответствовала кривизне заготовки 226 в процессе предварительного формования. В примере, иллюстрируемом на фиг.9, 14 и 15, формирующие элементы 228-234 оснастки имеют такую форму, которая обеспечивает изготовление детали 220 с Z-образным профилем, показанным на фиг.7Д. Хотя это не показано на чертежах, боковые поверхности формирующих элементов 228-234 содержат геометрические характеристики, которые являются зеркальными отражениями профиля, имеющихся на изготавливаемой детали, в частности переменная толщина, переменная кривизна, полости и т.п.
Как видно на фиг.14 и 15, верхний и нижний криволинейные формирующие элементы 232, 234 собраны вокруг заготовки 226, до того как заготовка будет подаваться по криволинейной траектории на позицию 275 предварительного формования, которая содержит несколько формирующих устройств 268 и ряд направляющих элементов 270. На фиг.14 и 15 видно, что заготовка 226 представляет собой плоский скрепленный пакет 262, который содержит стенку 220а и полки 220b (фиг.7Д) детали 220, имеющей Z-образный профиль, и ряд слоев 264, которые создают локальные усиления стенки 220а балки.
Когда многослойная структура, содержащая заготовку 226 и формирующие элементы 232, 234 оснастки, подается на позицию 275 предварительного формования, внутренний и внешний формирующие элементы 228, 230 оснастки входят в контакт с многослойной структурой. Формирующие устройства 268 предназначены для отгибания краев заготовки 226 к фланцам 265 на элементах 232, 234 оснастки, в результате чего осуществляется предварительное формирование полок 220b детали 220, имеющей Z-образный профиль. Одновременно дополнительные слои 266 усиления полок подаются между формирующими устройствами и фланцами 265 оснастки. Направляющие элементы 270 приводят внутреннюю и внешнюю детали 228, 230 оснастки в контакт с краями заготовки 226, которые образуют полки 220b. Предварительно отформованная заготовка 226 вместе с элементами 235 оснастки продолжает движение по криволинейной траектории 280 через криволинейный пресс 284, такой, например, как установка непрерывного формования в форме, которая содержит штампы, воздействующие с определенным усилием на оснастку 235. Это усилие обеспечивает уплотнение и монолитизацию слоев предварительно отформованной детали. Для нагрева заготовки 226 до температуры, при которой полимерный компонент смолы матрицы приобретает консистенцию вязкой жидкости, используются нагреватели или печи (на чертежах не показаны). Такой нагрев заготовки 226 способствует соединению слоев. В некоторых случаях может потребоваться предварительный нагрев заготовки 226 для содействия процессу предварительного формования. Необходимость в предварительном нагреве заготовки 226 может зависеть от ряда факторов, таких как число слоев, ориентация слоев, тип материала, требуемая форма готового изделия и т.п.
Пресс 284 в основном аналогичен прессу, описанному выше со ссылками на фиг.4. Отличие заключается в том, что штампы, используемые в прессе 284, должны иметь некоторую кривизну, соответствующую кривизне заготовки 226. Один такой штамп 286 показан на фиг.17, на которой видно, что внутренняя поверхность 296 штампа 286 имеет кривизну, которая соответствует кривизне фланца 265 верхнего формирующего элемента 232 оснастки. Штамп 286 перемещается в процессе прессования внутрь в направлении стрелок 288 для контакта с фланцем 265 и расположен напротив другого криволинейного штампа (не показан), который перемещается для контакта с внутренней формирующей деталью 228 оснастки. Степень кривизны штампов, используемых в прессе 284, будет зависеть отчасти от формы изготавливаемой изогнутой детали и от формы формирующих элементов оснастки, которые необходимы для получения профиля изготавливаемой детали. Внешняя поверхность 298 штампа 286 может быть криволинейной, как это показано на фиг.17, или же она может быть плоской. Предварительно отформованная деталь перемещается по криволинейной траектории 280 через пресс 284 пошагово (т.е. отдельными следующими друг за другом движениями). Как только движение детали приостанавливается после каждого шага, горячие прессующие штампы с силой прижимаются к формирующим элементам 236 оснастки, в результате чего происходит монолитизация участка слоев, который находится под штампами.
Как уже указывалось, изготавливаемая слоистая деталь может иметь кривизну, радиус которой изменяется по длине детали, и для этого случая предусматривается вариант, иллюстрируемый на фиг.18. Штамп 286, используемый для прессования предварительно отформованной изогнутой детали 292, имеет внутреннюю поверхность 296 с постоянной кривизной, причем эта поверхность 296 взаимодействует с внешней поверхностью 300 формирующего элемента 290 оснастки. Внешняя поверхность 300 формирующего элемента 290 имеет постоянную кривизну, соответствующую кривизне внутренней поверхности 296 штампа 286, однако внутренняя поверхность 302 имеет переменную кривизну, в результате чего изготавливаемая деталь 292 будет иметь переменный радиус кривизны внешней поверхности.
Другой пример изогнутой слоистой детали 236 из термопластичного материала показан на фиг.10 и 11, причем деталь 236 изогнута по длине, и корпус 238 детали имеет швеллерный профиль. Корпус 238 имеет две наклонные поверхности 240, которые образуют переходы между участками корпуса 238 с разной толщиной, так что деталь 236 имеет по своей длине три участка разной толщины. Кроме того, верхняя сторона корпуса 238 имеет полость или выемку 242, представляющую собой участок уменьшенной толщины детали 236. Участки корпуса 238 с разной толщиной указаны обозначениями t1, t2, t3, а выемка 244 указана обозначением t4. Хотя деталь 236 имеет постоянную кривизну внутренней и внешней поверхностей, однако ясно, что кривизна может изменяться по ее длине.
На фиг.12 показан участок детали 236, удерживаемой формирующими элементами 246, 280 оснастки, обеспечивающими монолитизацию слоев детали 236. Как видно, деталь 236 имеет утолщение 252 (дополнительный слой), который увеличивает толщину корпуса 238, в результате чего возникает наклонный участок 240. Формирующие элементы оснастки содержат металлический клин 246, покрытый разделительным составом, и внешний формирующий элемент 248, снабженный наклонной поверхностью для формирования наклонного участка 240 изготавливаемой детали. Как видно на фиг.12, верхняя сторона формирующего элемента 248 оснастки выполнена плоской таким образом, чтобы она могла взаимодействовать с универсальным штампом, таким как штампы 256, показанные на фиг.13.
На фиг.13 показан еще один пример изогнутой детали 212, изготовленной в соответствии с предлагаемой в изобретении способом. Деталь 212 представляет собой изогнутую балку, имеющую двутавровый профиль. Для соединения изогнутых деталей, имеющих переменную толщину по их длине, могут использоваться обычные штампы 256. В этом примере в качестве формирующих элементов оснастки используются две плоские металлические полосы или клинья 260 и два элемента 258, имеющих швеллерный профиль. Плоские полосы содействуют формированию полок детали 212, а формирующие элементы 258 оснастки обеспечивают формирование частей полок, а также стенки детали 212. Поверхности формирующих элементов 258, обращенные к детали 212, могут быть снабжены конструктивными особенностями, такими как выступы или наклонные участки, которые являются зеркальными отражениями профиля детали 212. Полосы 260 и формирующие элементы 258 оснастки могут быть изогнуты по их длине для формирования изогнутой детали 212 (на фиг.13 не показано).
Хотя изобретение было описано на примерах предпочтительных вариантов его осуществления, следует иметь в виду, что возможности осуществления изобретения не ограничиваются этими вариантами, поскольку для специалиста очевидны различные модификации этих вариантов, в особенности в свете вышеприведенного описания.
Реферат
В заявке описан способ изготовления из термопластичных материалов в непрерывном режиме слоистых изогнутых деталей, имеющих специально подобранную и переменную толщину. Для объединения частей или компонентов в многослойный пакет используется автоматизированное оборудование или ручная укладка. В каждом пакете все слои, в том числе на участках утолщений, скрепляются в нужных местах для сохранения ими своих положения и ориентации. Используемая для монолитизации детали оснастка содержит все необходимые геометрические характеристики изготавливаемой детали и настраивается под собираемые по специальным техническим требованиям многослойные пакеты для формования из этих пакетов одной цельной слоистой детали из композиционного материала, которая может иметь участки различной толщины. Техническим результатом при использовании заявленного изобретения является создание нового способа изготовления из термопластичных материалов в непрерывном режиме. 2 н. и 9 з.п. ф-лы, 23 ил.
Формула
а) формирование из нескольких слоев термопластичного материала пакета, имеющего непостоянную толщину,
б) отрезание от пакета, сформированного на стадии (а), изогнутой заготовки,
в) пропускание изогнутой заготовки по криволинейной траектории через устройство предварительного формования с получением предварительно отформованной детали,
г) пропускание предварительно отформованной детали по криволинейной траектории через пресс и
д) прессование предварительно отформованной детали для уплотнения слоев.
Документы, цитированные в отчёте о поиске
Способ получения армированного волокном термопластичного материала
Комментарии