Способ получения нефтяных пеков - RU2645524C1
Код документа: RU2645524C1
Чертежи
Описание
Изобретение относится к области нефтепереработки, в частности к способу получения нефтяных пеков, и может быть использовано в нефтехимической и нефтеперерабатывающей промышленности для производства связующих и пропиточных.
Известен способ получения нефтяного пека термополиконденсацией нефтяного сырья [Патент Бельгии №893465, кл. С10С 3/02, С10С 3/04, опубл. 12.09.1982], в частности смолы пиролиза, под давлением до 15 атм при 290-420°С (предпочтительнее 300-410°С) в течение 10 мин - 6 ч с последующим отгоном низкомолекулярных продуктов, причем разница температур между горячей нижней частью реактора и более холодной верхней составляет от 20 до 200°С и выдержкой во втором реакторе при температуре 290-420°С в присутствии водяного пара в течение 5 мин - 2 ч. Пар расходуется в количестве от 0,3 до 3 м3/ч ⋅ на м3 реакционной массы.
Недостатками известного способа являются сложность процесса, в частности поддержание разницы температур, относительно низкий выход волокнообразующего пека и его невысокое качество.
Известен способ получения нефтяного изотропного волокнообразующего пека [патент РФ №2065470, кл. С10С 1/16, опубл. 20.08.1996. Бюл. №3], включающий термополиконденсацию нефтяного сырья при повышенном давлении в проточном реакторе, отгонку низкомолекулярных продуктов реакции в присутствии неокисляющего агента. Причем исходную смолу пиролиза подвергают сначала ультразвуковой обработке в присутствии поверхностно-активных веществ (ПАВ), затем термополиконденсации в реакторе проточного типа при 20-50 атм и далее отгонке низкомолекулярных продуктов реакции в сепараторе при подаче неокисляющего агента со скоростью 375-10000 л/ч при 300-360°С. В качестве ПАВ, взятого в количестве 0,1-0,5% от массы сырья, используют смесь полиэтиленгликоля со средней молекулярной массой 400 и адипината полиэтиленгликоля в массовом соотношении 60:40-80:20. Ультразвуковая обработка обеспечивает оптимальное диспергирование ПАВ в исходной смоле пиролиза. Способ позволяет повысить качество пека и производительность за счет непрерывности процесса. Недостатками известного способа являются использование ПАВ, недостаточно высокий выход волокнообразующего пека из-за недостаточного времени пребывания реакционной массы в зоне реакции в связи с проведением стадии термополиконденсации при повышенном давлении только в проточном змеевиковом реакторе.
Наиболее близким к предлагаемому способу по техническому результату является способ получения нефтяных низкоплавкого связующего и волокнообразующего пеков [Мухамедзянова А.А., Гимаев Р.Н., патент РФ №2477744, кл. С10С 1/16, опубл. 20.03.2013. Бюл. №8] термополиконденсацией очищенной от низкокипящих и неплавких компонентов тяжелой смолы пиролиза при повышенном давлении и температуре 330-400°С, отгоне низкомолекулярных продуктов реакции и выдержке полученного продукта при повышенной температуре в присутствии перегретого водяного пара в качестве неокисляющего агента. Реакционная масса находится в зоне реакции заданное время путем ее рециркуляции при давлении 10-25 атм, далее часть реакционной массы направляется в реакционный сепаратор для отгона низкомолекулярных продуктов реакции при расходе перегретого водяного пара в количестве 0,02-0,04 кг/ч на кг ТСП и выдержки при температуре 340-380°С в течение 3-10 ч с получением низкоплавкого связующего пека, затем низкоплавкий связующий пек направляется в вакуумную колонну для отгона низкомолекулярных продуктов реакции и выдержки при 300-320°С и давлении 20-50 мм рт.ст. в течение 2-5 ч при расходе перегретого водяного пара в количестве 0,02-0,04 кг/ч на кг сырья с получением расплава высокоплавкого пека, полученный расплав обрабатывают ультразвуком с частотой 15-22 кГц и мощностью 50-100 Вт/см2 с получением высокоплавкого волокнообразующего пека. Отгоны низкомолекулярных продуктов реакции направляют на атмосферную колонну для отделения воды и разделения с получением углеводородных газов, бензина, легкого и тяжелого газойлей, далее тяжелый газойль после нагрева до температуры 480-540°С направляют в смеситель. Низкоплавкий связующий пек может быть отведен в качестве самостоятельного товарного продукта.
Недостатками способа являются
- использование большого количества перегретого водяного пара как неокисляющего агента на всех стадиях технологической схемы, приводящего к высоким энергозатратам, проблеме утилизации сточных вод и необходимости введения дополнительного технологического оборудования для отделения воды и осушки побочных дистиллятных продуктов;
- невысокий выход и неудовлетворительное качество нецелевого продукта - связующего высокотемпературного пека, обусловленный использованием в качестве сырья фракцию тяжелой смолы пиролиза с н.к. 250°С и недостаточной продолжительностью изотермической выдержки реакционной массы в сепараторе.
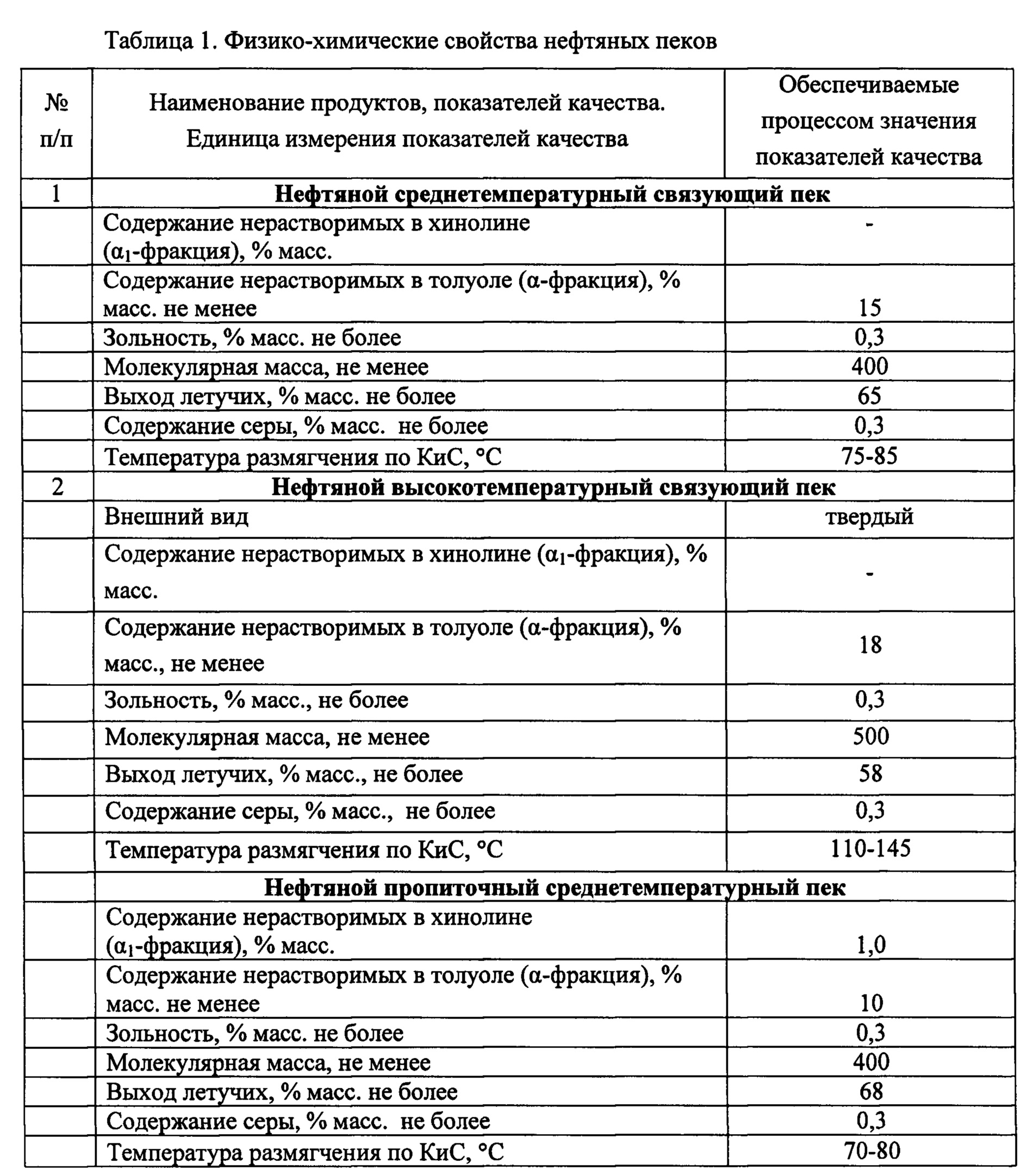
Целью заявляемого изобретения является получение нефтяных среднетемпературных связующего/пропиточного или высокотемпературного связующего пеков с заданными физико-химическими характеристиками (таблица 1) с высоким выходом, упрощение процесса.
Поставленная цель достигается предлагаемым способом получения нефтяных среднетемпературных связующего/пропиточного или высокотемпературного связующего пеков, состоящим из стадий термополиконденсации фракции смолы пиролиза при температуре 360-390°С и давлении 1,0-2,5 МПа в проточном реакторе и последующей изотермической выдержки реакционной массы с отгоном низкомолекулярных компонентов в реакторе-сепараторе, отличающийся тем, что
- в качестве фракции смолы пиролиза используют фракцию с н.к. 230°С,
- при прохождении термополиконденсации сырья в проточном реакторе исключают окисляющий агент - перегретый водяной пар,
- процесс изотермической выдержки реакционной массы, сопровождающийся термополиконденсацией и отгоном низкомолекулярных компонентов, проводят в реакторе-сепараторе при температуре 320-380°С, давлении 0,1-0,2 МПа в течение 6-10 (для получения нефтяных среднетемпературных связующего и пропиточного пеков) или 18-20 (для получения нефтяного высокотемпературного связующего пека) часов с рециркуляцией реакционной массы через низ реактора-сепаратора и использованием природного газа, как барботирующего агента, при расходе газа в количестве 0,015-0,025 кг/ч на кг мягкого пека. Природный газ имеет следующий состав: СН4 - 98%, С2Н6 - 2%.
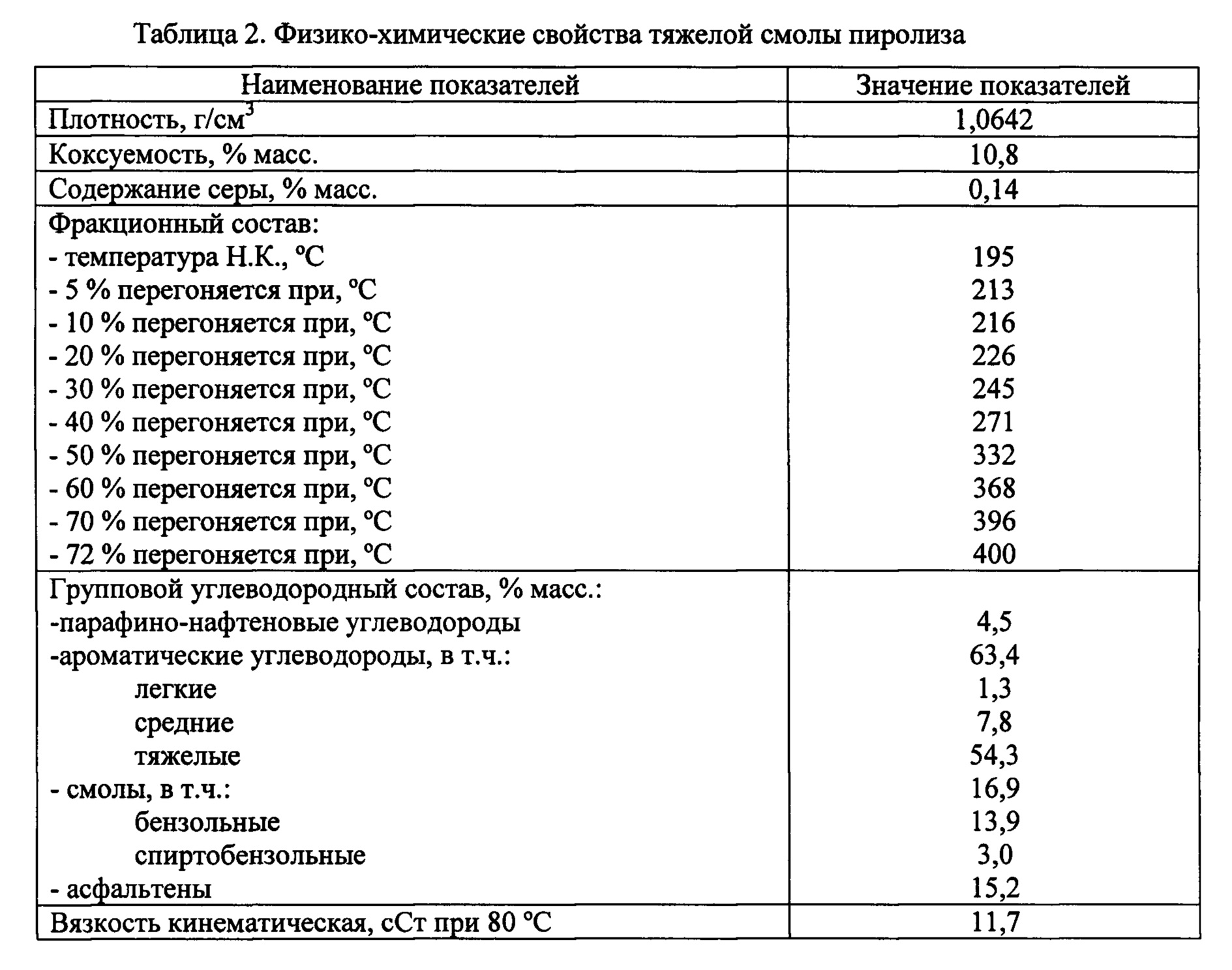
Сущность предлагаемого способа заключается в следующем. Тяжелую смолу пиролиза (таблица 2), побочный продукт производства этилена с температурой начала кипения примерно 200°С подвергают фракционированию в ректификационной колонне, с верха которой выводят легкокипящие фракции смолы пиролиза, а с низа - тяжелую фракцию с температурой н.к. 230°С, или мягкий пек с температурой размягчения по КиШ 30-80°С. Удаление низкокипящих компонентов ТСП (н.к. до 230°С) снижает газовыделение в процессе термополиконденсации, повышает качество целевых нефтяных среднетемпературных связующего и пропиточного или высокотемпературного связующего пеков за счет уменьшения их пористости. Использование в качестве сырья фракции смолы пиролиза с температурой н.к. 250°С в прототипе исключает из зоны реакции термополиконденсации около 25% реакционноспособных полициклоароматических компонентов исходной смолы пиролиза (см. таблицу 2), в предлагаемом способе использование в качестве сырья фракции смолы пиролиза с температурой н.к. 230°С исправляет это, что позволяет увеличить выход нефтяных среднетемпературных связующего и пропиточного пеков.
Выдержка в реакторе-сепараторе карбонизующейся массы, прогретой в проточном реакторе, при температуре 320-380°С и давлении 0,1-0,2 МПа в течение 6-10 (для получения нефтяных среднетемпературных связующего и пропиточного пеков) или 18-20 (для получения нефтяного высокотемпературного связующего пека) часов с рециркуляцией, использованием в качестве барботирующего агента природного газа (при расходе газа в количестве 0,015-0,025 кг/ч на кг мягкого пека) и одновременным отгоном низкомолекулярных продуктов процесса обеспечивает оптимальные условия получения нефтяных среднетемпературных связующего и пропиточного пеков.
Снижение температуры изотермической выдержки до 320°С по сравнению с прототипом (340°С) позволяет контролировать скорость реакции термолиза и качество целевого продукта.
Проведение процесса при температуре ниже 320°С продолжительностью менее 6 (для получения нефтяных среднетемпературных связующего и пропиточного пеков) или 18 (для получения нефтяного высокотемпературного связующего пека) часов приводит к снижению выхода целевого продукта из-за неполного протекания реакции термополиконденсации.
Повышение температуры выше 380°С и продолжительности выдержки более 10 (для получения нефтяных среднетемпературных связующего и пропиточного пеков) или 20 (для получения нефтяного высокотемпературного связующего пека) часов приводит к получению пека, по групповому составу не соответствующего требованиям на соответствующие нефтяные среднетемпературные связующи/пропиточные (таблица 1) или высокотемпературные связующие пеки.
Рециркуляция реакционной массы в реакторе-сепараторе через низ аппарата обеспечивает равномерное перемешивание компонентов смеси, уменьшение застоя карбонизующейся массы и закоксовывания стенок реактора, повышения качества целевого продукта.
Исключение подачи перегретого водяного пара на стадии термообработки мягкого пека в проточном реакторе позволяет сократить энергозатраты на получение водяного пара, затраты на установку оборудования для получения, хранения и подачи, а также дополнительного оборудования для осушки дистиллятных продуктов процесса и убрать стадию очистки сточных вод.
Использование природного газа, как барботирующего агента, вместо перегретого водяного пара при изотермической выдержке в реакторе-сепараторе позволяет сократить 1) энергозатраты на получение водяного пара, 2) затраты на установку оборудования для получения, хранения и подачи барботирующего агента, так как природный газ используется на установке и в качестве топлива печи, 3) затраты на установку дополнительного оборудования для осушки дистиллятных продуктов процесса и очистки сточных вод. Расход природного газа менее 0,015 кг/ч на кг мягкого пека не обеспечивает поддержание температуры реакционной массы в пределах 320-380°С и ее интенсивное равномерное перемешивание. Увеличение расхода природного газа более 0,025 кг/ч на кг мягкого пека не влияет на групповой состав и температуру размягчения целевого пека и экономически нецелесообразно.
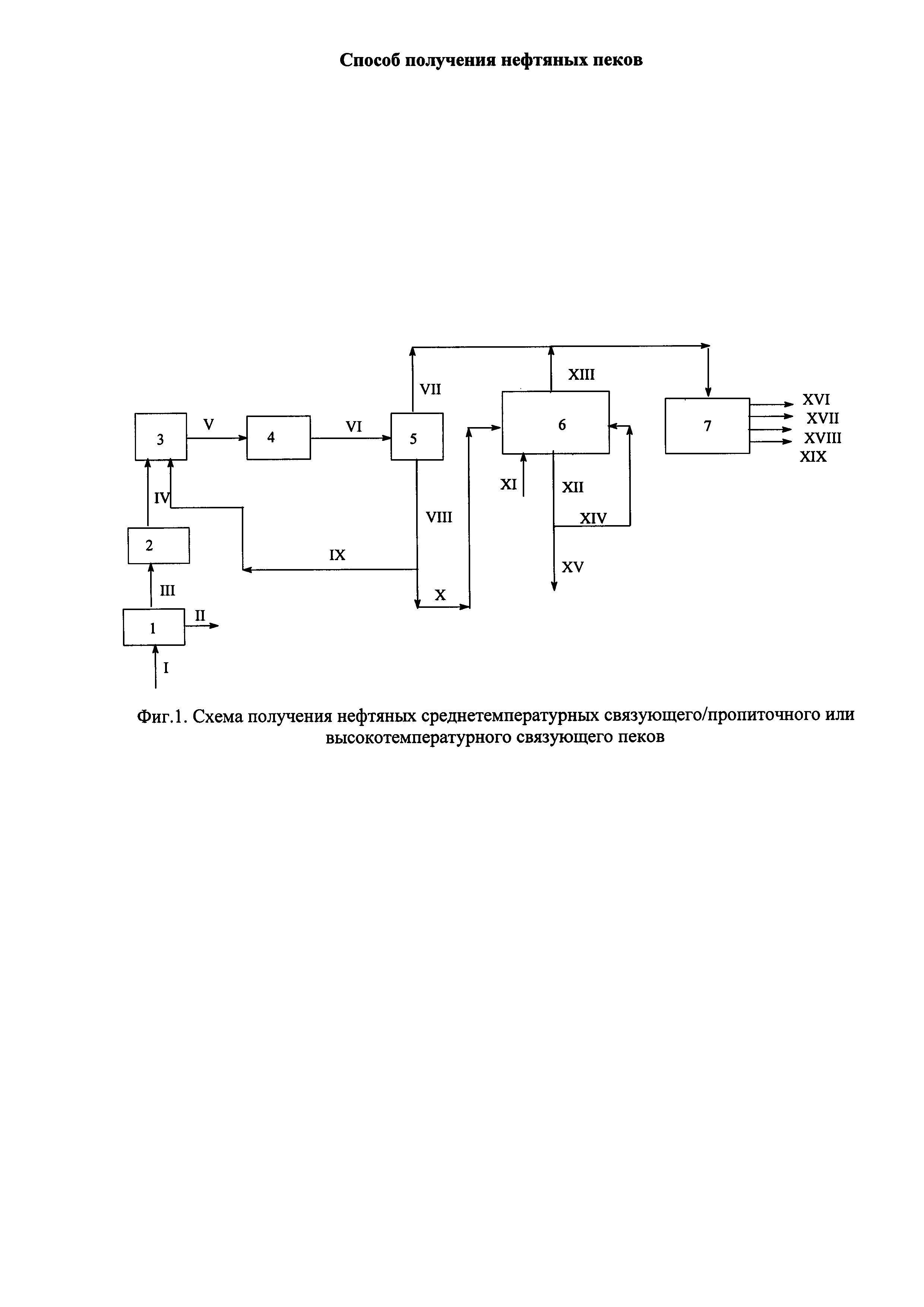
Принципиальная технологическая схема получения нефтяных среднетемпературных связующего/пропиточного или высокотемпературного связующего пеков приведена на фиг. 1, где 1 - блок подготовки смолы пиролиза, 2 - печь П-1, 3 - смеситель, 4 - проточный реактор, 5 - сепаратор, 6 - реактор-сепаратор, 7 - система охлаждения, конденсации и разделения низкомолекулярных продуктов термообработки.
Потоки: I - тяжелая смола пиролиза в блок подготовки, II - легкая фракция смолы пиролиза, III - мягкий нефтяной пек (тяжелая фракция смолы пиролиза с температурой н.к 230°С), IV - нагретый в печи мягкий пек, V - реакционная масса из смесителя в проточный реактор, VI - реакционная масса из проточного реактора в сепаратор; VII - отгон низкомолекулярных продуктов термообработки проточного реактора;
VIII - реакционная смесь из сепаратора; IX - реакционная смесь из сепаратора на циркуляцию, X - реакционная смесь из сепаратора в реактор-сепаратор, XI - природный газ, XII - поток из реактора-сепаратора, XIII - газопаровая смесь низкомолекулярных продуктов термообработки, XIV - рециркулят реактора-сепаратора, XV - целевой нефтяной среднетемпературный связующий/пропиточный или высокотемпературный связующий пек, XVI - углеводородные газы, XVII - бензин, XVIII - легкий дистиллят с температурой кипения ниже 350°С, XIX - тяжелый дистиллят с температурой кипения 350-450°С.
Тяжелая смола пиролиза I поступает в блок подготовки 1, где ее разделяют на легкую II и тяжелую фракции III с температурой н.к. 230°С (далее мягкий пек). Мягкий пек потоком III подают в трубчатую печь 2, где его под давлением 1,9 МПа нагревают до температуры 280-390°С. Далее нагретый мягкий пек IV поступает в смеситель 3, где смешивается с рециркулирующей реакционной массой, и потоком V смесь подают в проточный реактор 4, где проходит термообработка сырья при температуре 360-390°С и давлении 1,0-2,5 МПа. Из проточного реактора 4 реакционная масса потоком VI поступает в сепаратор 5 для отгона низкомолекулярных продуктов термообработки VII. Образовавшуюся в результате жидкую реакционную массу VIII разделяют, часть реакционной массы из сепаратора 5 возвращают в смеситель 3 потоком IX, балансовое количество реакционной массы X выводят в один из трех реакторов-сепараторов 6, работающих периодически, вся схема работает непрерывно. В реакторе-сепараторе 6 происходит отгон низкомолекулярных продуктов реакции за счет снижения давления до 0,1-0,2 МПа. После заполнения одного реактора-сепаратора его отключают от линии подачи реакционной массы, которую направляют в следующий реактор-сепаратор. В реакторе-сепараторе 6 проводят процесс изотермической выдержки при температуре 320-380°С, давлении 0,1-0,2 МПа и барботаже природного газа XI с массовым расходом 0,015-0,025 кг/ч на кг сырья. При этом идут термодеструктивная конденсация жидкой реакционной массы XII и отгон низкомолекулярных компонентов XIII. Одновременно с термообработкой осуществляют циркуляцию реакционной массы XIV по схеме «низ реактора-сепаратора → насос → зона питания реактора-сепаратора». Рециркуляция реакционной смеси предусмотрена для предотвращения образования внизу реактора-сепаратора застойных зон, а также обновления и увеличения поверхности испарения.
Изотермическую выдержку реакционной массы в реакторе-сепараторе 6 продолжают до получения нефтяного среднетемпературного связующего/пропиточного или высокотемпературного связующего пека XV с требуемыми показателями качества. Физико-химические свойства пека доводят до соответствующих требованиям на нефтяной среднетемпературный связующий/пропиточный или высокотемпературный связующий пек (таблица 1) за счет регулирования температуры, продолжительности выдержки, скорости дутья природного газа и интенсивности рециркуляции жидкой массы. После достижения заданной степени превращения реакционную массу из реактора-сепаратора 6 отводят в виде целевого продукта XV. Отгоны низкомолекулярных продуктов термополиконденсации из реакторов-сепараторов 6 потоком XIII подают в колонну 7, где подвергают фракционированию при пониженном давлении с получением углеводородных газов XVI, бензина XVII, легкого XVIII и тяжелого газойлей XIX.
Полученные нефтяные пеки анализируют по следующим показателям качества:
- температура размягчения по методу «кольцо и стержень», ГОСТ 9950-83;
- содержание α1-фракции, не растворимой в хинолине, ГОСТ 12000-83;
- содержание α-фракции, не растворимой в толуоле, ГОСТ 7847-73;
- зольность, ГОСТ 7846-73;
- выход летучих, ГОСТ 9951-73;
- содержание серы, ГОСТ 1437-75.
Предлагаемый способ иллюстрируется примерами. В качестве сырья для получения нефтяных пеков использована смола пиролиза (таблица 2).
Пример 1. Мягкий пек в количестве 50 кг при температуре 200°С непрерывно подают с массовым расходом 10 кг/час в трубчатую печь, где нагревают до температуры 280°С при давлении 1,9 МПа. Нагретый мягкий пек подают в смеситель, где смешивают с рециркулирующей реакционной массой и далее направляют в проточный реактор (температура 370°С, давление 1,2 МПа). Из проточного реактора реакционную массу выводят со скоростью 10 кг/ч в сепаратор, из которого отводят низкомолекулярные продукты термообработки и жидкую реакционную массу.
Часть реакционной массы из сепаратора возвращают в смеситель, балансовое количество реакционной массы выводят в один из трех реакторов-сепараторов, работающих периодически. В реакторе-сепараторе смесь выдерживают при температуре 360°С, давлении 0,1 МПа и рециркуляции реакционной массы в течение 6 ч. Для разделения продуктов реакции и удаления низкомолекулярных компонентов в реактор-сепаратор в противотоке подают природный газ, расход газа в реактор-сепаратор составляет 0,02 кг на кг сырья/час. Полученный пек подают на склад для затаривания. Низкомолекулярные продукты реакции направляют в колонну для разделения на тяжелый и легкий газойли, углеводородные газы и бензин.
В результате процесса получено 20,3 кг пека с температурой размягчения (по КиС) 82°С, зольностью 0,3, молекулярной массой 425, выходом летучих 60 и содержанием α-фракции 18,7 и серы 0,3 мас.%, α1-фракция отсутствовала. Выход пека составил 40,6% масс, на мягкий пек. По физико-химическим характеристикам полученный пек соответствует нефтяному среднетемпературному связующему пеку (см. таблицу 1).
Пример 2. Мягкий пек в количестве 50 кг при температуре 200°С непрерывно подают с массовым расходом 10 кг/ч в трубчатую печь, где исходную смолу нагревают до температуры 300°С при давлении 1,9 МПа. Нагретую смолу подают в смеситель, где ее смешивают с рециркулирующей реакционной массой и далее направляют в проточный реактор (температура 390°С, давление 1,0 МПа). Из проточного реактора реакционную массу выводят со скоростью 10 кг/ч в сепаратор, из которого отводят низкомолекулярные продукты термообработки и жидкую реакционную массу.
Часть реакционной массы из сепаратора возвращают в смеситель, балансовое количество реакционной массы выводят в один из трех реакторов-сепараторов, работающих периодически. В реакторе-сепараторе смесь выдерживают при температуре 370°С, давлении 0,1 МПа и рециркуляции реакционной массы в течение 8 ч. Для разделения продуктов реакции и удаления низкомолекулярных компонентов в реактор-сепаратор в противотоке подают природный газ, расход газа в реактор-сепаратор составляет 0,015 кг на кг сырья/час. Полученный пек подают на склад для затаривания. Низкомолекулярные продукты реакции направляют в колонну для разделения на тяжелый и легкий газойли, углеводородные газы и бензин.
В результате процесса получено 20,8 кг нефтяного пека с температурой размягчения 72°С, зольностью 0,3, молекулярной массой 410, выходом летучих 65, содержанием α-фракции 12,5 и серы 0,3 мас.%, α1-фракция отсутствовала. Выход пека составил 41,6 мас.%. на мягкий пек.
По физико-химическим характеристикам полученный пек соответствует нефтяному среднетемпературному пропиточному пеку.
Пример 3. Мягкий пек в количестве 50 кг при температуре 200°С непрерывно подают с массовым расходом 10 кг/ч в трубчатую печь, где нагревают до температуры 280°С при давлении 1,9 МПа. Нагретый мягкий пек подают в смеситель, где смешивают с рециркулирующей реакционной массой и далее направляют в проточный реактор (температура 370°С, давление 1,1 МПа). Из проточного реактора реакционную массу выводят со скоростью 10 кг/ч в сепаратор, из которого отводят низкомолекулярные продукты термообработки и жидкую реакционную массу.
Часть реакционной массы из сепаратора возвращают в смеситель, балансовое количество реакционной массы выводят в один из трех реакторов-сепараторов, работающих периодически. В реакторе-сепараторе смесь выдерживают при температуре 370°С, давлении 0,1 МПа и рециркуляции реакционной массы в течение 19 ч. Для разделения продуктов реакции и удаления низкомолекулярных компонентов в реактор-сепаратор в противотоке подают природный газ, расход газа в реактор-сепаратор составляет 0,02 кг на кг сырья/час. Полученный пек подают на склад для затаривания. Низкомолекулярные продукты реакции направляют в колонну для разделения на тяжелый и легкий газойли, углеводородные газы и бензин.
В результате процесса получено 16,7 кг пека с температурой размягчения (по КиС) 131°С, зольностью 0,3, молекулярной массой 550, выходом летучих 62 и содержанием α-фракции 23,5 и серы 0,3 мас.%, α1 - фракция отсутствовала. Выход пека составил 33,4 мас.%, на мягкий пек. По физико-химическим характеристикам полученный пек соответствует нефтяному высокотемпературному связующему пеку (см. таблицу 1).
Из примеров следует, что способ позволяет:
- получать нефтяные среднетемпературные связующий/пропиточный и высокотемпературный связующий пеки;
- увеличить выход нефтяных среднетемпературных связующего/пропиточного и высокотемпературного связующего пеков за счет использования в качестве сырья фракции тяжелой смолы пиролиза с н.к. 230°С, использования природного газа в качестве барботирующего агента и рециркуляции реакционной массы в реакторе-сепараторе;
- улучшить экономические и экологические показатели процесса за счет отказа от использования перегретого водяного пара при термообработке мягкого пека в проточном реакторе и замены его на природный газ для барботажа в реакторе-сепараторе.
Реферат
Изобретение относится к области нефтепереработки, в частности к способу получения нефтяных среднетемпературных связующих/пропиточных и высокотемпературных связующих пеков, и может быть использовано в нефтехимической и нефтеперерабатывающей промышленности. Способ включает термополиконденсацию очищенной от низкокипяших компонентов тяжелой смолы пиролиза с температурой начала кипения н.к. 230°С в проточном реакторе при 1,0-2,5 МПа давлении и температуре 360-390°С, изотермическую выдержку реакционной массы в реакторе-сепараторе при температуре 320-380°С и давлении 0,1-0,2 МПа в присутствии природного газа в качестве барботажного агента с отгоном низкомолекулярных продуктов реакции. При этом реакционная масса находится в зоне реакции проточного реактора в течение 6-10 ч для получения нефтяных среднетемпературных связующего/пропиточного пеков или 18-20 ч для получения нефтяного высокотемпературного связующего пека при расходе природного газа в количестве 0,015-0,025 кг/ч на кг сырья с рециркуляцией реакционной смеси. Отгоны низкомолекулярных продуктов реакции направляют в колонну для разделения с получением углеводородных газов, бензина, легкого и тяжелого газойлей. Технический результат - получение нефтяных среднетемпературных связующего/пропиточного или высокотемпературного связующего пеков; повышение выхода нефтяных среднетемпературных связующего/пропиточного или высокотемпературного связующего пеков; улучшение экономических и экологических показателей процесса, упрощение процесса. 1 ил., 2 табл., 3 пр.
Комментарии