Способ инжекционного ориентационного выдувного формования - RU2060889C1
Код документа: RU2060889C1
Чертежи











Описание
Изобретение относится к способам осуществления непрерывного ориентационного выдувного формования, как стадии продолжающей инжекционное формование заготовки из систематического полимера, с получением тонкостенного полого формованного изделия.
Известен один из способов формования, обычно называемый комплексным инжекционным и ориентационным выдувным формованием, представляющий собой трехстадийный процесс, при котором устьевая порция заготовки инжекционного формования удерживается губчатой формой. Эту предварительно отформованную заготовку немедленно перемещают в форму для выдувного формования, где и происходит сам процесс ориентационного выдувного формования.
Согласно раскрытому в японской патентной заявке N 63 296921 трехстадийному способу формования ориентационное выдувное формование осуществляется после того, как внутренняя и внешняя температура высвобожденной при высокой температуре предварительно отформованной заготовки станут одинаковыми за счет внутреннего тепла самой заготовки и тем самым будет устранена эта разница температур.
Техническая идея высвобождения такой заготовки при высокой температуре уже раскрыта в способе четырехстадийного формования. Этот метод формования включает высвобождение заготовки из полиэтилентерефталата инжекционного формования из формы в температурном интервале, в котором обеспечивается сохранение формы при высокой температуре и тем самым достигается одинаковая разница температур между внутренней и внешней поверхностями и внутренней центральной порцией в одном и том же плоском сечении заготовки. Затем температура заготовки доводится до уровня выше 95оС за счет подводимой извне энергии с целью осуществления выдувного формования.
Трехстадийный способ включает следующие три стадии формования: инжекционное формование заготовки, ориентационное выдувное формование, удаление формованного изделия.
В соответствии с четырехстадийным способом неизбежной является четвертая стадия, заключающаяся в немедленном регулировании температуры перед ориентационным выдувным формованием. Таким образом, этот способ включает следующие четыре стадии: инжекционное формование заготовки, регулирование температуры, ориентационное выдувное формование, удаление формованного изделия. Стадия регулирования температуры при трехстадийном способе не требуется.
Таким образом, устройство для регулирования температуры и любые другие вспомогательные устройства, используемые в четырехстадийной системе, могут быть исключены. Кроме того, имеется определенное преимущество в конструкции заключающееся в том, что число форм с шейками, служащими также как перемещающие элементы, может быть сокращено на одну. Помимо этого имеются и экономические преимущества, состоящие в сокращении продолжительности цикла формования и уменьшения стоимости оборудования (машин).
Однако круг формованных изделий, получаемых по трехстадийному способу формования обычно ограничивается широкогорлыми контейнерами. Это обусловлено тем, что отверстие в предварительной заготовке так велико, что из инжекционной формы без каких-либо технических трудностей можно сделать вытяжную систему, конусную форму, форму с сердечником и т.д. при этом высвобождение из нее при высокой температуре осуществить очень легко.
При формировании узкогорлых контейнеров, таких как бутылки, для которых характерны большая длина ориентированной части, чрезвычайно малое отверстие в заготовке, необходимость значительного ориентационного увеличения, используют четырехстадийную систему, позволяющую регулировать температуру непосредственно перед выдувным формованием. Это связано с трудностью регулирования температуры предварительно отформованной заготовки и ограниченностью вытяжки.
Затруднения при регулировании температуры предварительно отформованной заготовки при трехстадийном способе заключается в том, что не существует средств правильного определения того состояния, когда поверхностный слой нагрет за счет внутреннего тепла и температура всей заготовки стала одинаковой.
Время ориентационного выдувания определяют в грубом приближении посредством установления промежутка времени после высвобождения и повторения испытания применительно к этому временному интервалу. Для проведения такого испытания требуется время и опыт. В случае, когда полимерный материал представляет собой полипропилен, часто условия формования в зависимости от товарной партии могут быть различными. Следовательно, условия должны быть соответствующим образом скорректированы, что неизбежно увеличивает потери продукта.
Изобретение направлено на разрешение проблемы высокотемпературного высвобождения из формы в процессе формования по трехстадийному способу. Целью изобретения является создание нового способа комплексного инжекционного и ориентационного выдувного формования, позволяющего формовать узкогорлые контейнеры из систематических полимеров, такие как бутылки, аналогично широкогорлым контейнерам и не имеющего каких-либо ограничений на форму, вытяжку, распределение толщины стенок и другие характеристики предварительно отформованной заготовки за исключением требования, при котором заготовку из кристаллического полимера высвобождают при высокой температуре.
Другой целью изобретения является создание нового способа инжекционного и ориентационного выдувного формования, позволяющего формовать в три стадии контейнеры типа бутылок, отличающиеся меньшим направлением и растяжением, чем при получении их ориентационным выдувным формованием из заготовки, имеющей низкую температуру, практически не подвергающиеся деформации в форме сжатия (являющейся следствием этого напряжения) в момент наполнения их при высокой температуре, являющиеся прозрачными и имеющие упорядоченное распределение толщины стенок.
Еще одна цель изобретения состоит в создании нового способа нжекционного и ориентационного выдувного формования, который позволяет осуществлять регулирование температуры различных частей заготовки во время инжекционного формования, благодаря чему достигается сокращение продолжительности ориентационного выдувного формования по сравнению с известными техническими решениями, что обеспечивает увеличение количества изделий, производимых в 1 ч.
Согласно первому признаку данного изобретения для достижения введения в форму для инжекционного формования расплавленного полимера и заполнения ее последним с целью получения из него требующейся предварительно отформованной заготовки, удерживания устьевой порции этой заготовки с помощью губчатой формы для перемещения ее из формы для инжекционного формования в форму для выдувного формования и ориентационного выдувного формования заготовки в тонкостенное полое формованное изделие, высвобождение этой заготовки из формы для инжекционного формования проводят в момент, когда ее (заготовки) форма сохраняется за счет наличия поверхностного слоя, образовавшегося на поверхности в результате быстрого охлаждения, когда внутреннее охлаждение еще не закончилось и температура остается высокой, а ориентационное выдувное формование заготовки осуществляют в течение такого промежутка времени, при котором температура на поверхности заготовки, которая возрастает за счет ее внутренней температуры, не достигла максимума.
В соответствии со второй особенностью данного изобретения высовобождение заготовки из полиэтилентерефталата из формы для инжекционного формования проводят в интервале температур, характеризующемся тем, что температура поверхности сразу же после высвобождения оказывается выше 60оС, но ниже 70оС (при нормальной окружающей температуре), а ориентационное выдувное формование осуществляют до того момента, пока температура поверхности заготовки не достигнет максимума, находящегося в температурном интервале выше 80оС, но ниже 95оС.
Согласно третьей особенности данного изобретения высвобождение заготовки из полипропилена из формы инжекционного формования проводят в интервале температур, характеризующемся тем, что поверхностная температура сразу же после высвобождения составляет более 90оС, но не превышает 100оС (при нормальной окружающей температуре), а ориентационное выдувное формование осуществляют в течение такого промежутка времени, при котором, температура поверхности заготовки не достигнет максимума, лежащего в интервале выше 100оС, но ниже 122оС. Заготовка из термопластичного синтетического полимера, такого как полиэтилен, поликарбонат и других, отличных от вышеукаазанных полимеров в кристаллической форме, может также подвергаться формовке аналогичным способом.
В соответствии с четвертой особенностью этого изобретения внутреннее тепло различных частей ориентированной части заготовки регулируют посредством поддержания температуры формы на установленном уровне и измеренного контролирования распределения толщины ее стенок, при этом условия ориентации ориентированной части регулируют за счет изменения количества тепла, которое зависит от толщины стенки, благодаря этому становится ненужным регулирование температуры после высвобождения.
Контейнер типа бутылки, полученный путем ориентационного выдувного формования в соответствии с предлагаемым способом, отличается меньшим напряжением и растяжением, чем те, которые могут возникать при ориентационном выдувном формовании заготовки, имеющей низкую температуру. Соответственно деформация и сжатие при наполнении его при высокой температуре, вызываемые таким напряжением и растяжением, становятся маловероятными. Контейнеры из полиэтилентерефталата обладают повышенной термостойкостью.
В связи с тем, что ориентацию заготовки осуществляют, тогда, когда внутренняя часть ее находится в полурасплавленном состоянии, то на нее не оказывает существенного влияния разница температур. Формование завершают до полной кристаллизации внутренней части заготовки, благодаря чему может быть получен прозрачный тонкостенный контейнер, не имеющий такого недостатка, как утолщение одной стенки.
Кроме того, в связи с тем, что при быстром охлаждении образуется поверхностный слой, высвобождение заготовки из формы возможно даже тогда, когда ее внутренняя часть остается мягкой. Возможно также легко осуществлять трехстадийное формование (аналогично формованию широкогорлых контейнеров) даже узкогорлых контейнеров типа бутылок, которые трудно было высвобождать при адекватной температуре и в которых требовалось регулирование температуры посредством вытягивания заготовки.
Кроме того, время, требующееся для ориентационного выдувного формования, существенно сокращается по сравнению с известными техническими решениями, в результате чего ускоряется цикл формования и увеличивается количество производных изделий в 1 ч.
На фиг. 1 представлена предварительно отформованная заготовка, имеющая высокую температуру, разрез; на фиг.2 представлен график, показывающий изменение с течением времени высокотемпературной заготовки, полученной инжекционным формованием кристаллического полимера; на фиг.3 график, показывающий изменение с течением времени температуры поверхности высокотемпературной заготовки для образца N 1, полученной посредством инжекционного формования полиэтилентерефталата; на фиг.4 график, показывающий изменение с течением времени температуры поверхности высокотемпературной заготовки для образца N 2, полученной инжекционным формованием полиэтилентерефталата; на фиг.5 график, показывающий изменение с течением времени температуры поверхности высокотемпературной заготовки для образца N 3, полученной инжекционным формованием полиэтилентерефталата; на фиг. 6 график, показывающий изменение с течением времени температуры поверхности при ориентационном выдувном формовании заготовки из полиэтилентерефталата; на фиг.7 график, показывающий изменение с течением времени температуры поверхности высокотемпературной заготовки для образца N 4, полученной инжекционным формованием полипропилена; на фиг.8 график, показывающий изменение с течением времени температуры поверхности при ориентационном выдувном формовании заготовки из полипропилена; на фиг.9 график, показывающий изменение с течением времени температуры поверхности при ориентационном выдувном формовании двух заготовок, отличающихся толщиной стенок.
В форму для инжекционного формования вводят расплавленный полимер и заполняют ее этим полимером с целью получения посредством инжекционного формования заготовки 11, которая в разрезе имеет вид, показанный на фиг.1. Затем заготовку высвобождают из формы, при этом ее температуру поддерживают на как можно более высоком уровне. Когда заготовку оставляют при комнатной температуре, ее поверхностная температура изменяется в соответствии с графиком, показанном на фиг.2. Изменение поверхностной температуры с течением времени до момента достижения ее максимального значения для различных материалов может несколько отличаться, однако для большинства термопластичных полимеров, используемых для формования контейнеров, имеет место подобная зависимость. Повышение исходной поверхностной температуры связано с тем фактом, что в высвобожденной при высокой температуре заготовке поверхность полости формы или поверхности заготовки, находящаяся в контакте с сердцевиной, отверждается за счет охлаждения формы с образованием поверхностного слоя. В то же время внутреннее охлаждение еще не закончилось, температура остается высокой и внутренняя часть заготовки пребывает в полурасплавленном состоянии, при этом охлаждение прерывается при высвобождении из формы, после чего начинается нагревание поверхностного слоя изнутри.
Естественно, что в таком состоянии температура заготовки не может быть повсюду однородной. Исключением является устьевая порция, которая к моменту высвобождения из формы является полностью охлажденной и отвердевшей. В случае, если ориентационное выдувное формование осуществляют в таком состоянии заготовки, когда существует разница между температурой ее внутренней и внешней частей, наблюдается белое помутнение из-за кристализации или образование микротрещин. По этой причине в вышеупомянутом традиционном способе температуру во всех частях заготовки перед ориентационным выдувным формованием стараются сделать одинаковой.
Белое помутнение в формованном изделии, полученном ориентационным выдувным формованием, часто бывает связано с температурой в процессе самого ориентационного выдувного формования, а не с различием температур во внутренней и внешней частях.
Проведенные к настоящему времени эксперименты показали, что в случае полиэтилентерефталата имеется тенденция к возникновению белого помутнения, всегда поверхностная температура заготовки оказывается меньше 80оС. Было также обнаружено, что в случае, если поверхностная температура заготовки сразу же после высвобождения из формы оказывается не менее 80оС, а ориентационное выдувное формование проводят спустя очень короткий промежуток времени, то редко происходит образование микротрещин.
Было также установлено, что даже в том случае, когда время охлаждения является достаточно длительным и температура сразу же после высвобождения из формы составляет менее 60оС, а температура в процессе ориентационного выдувного формования равна или превышает 80оС, в формованном изделии, полученном последним способом, вероятно возникновение белого помутнения.
В случае полиэтилентерефталата при охлаждении в течение короткого промежутка времени и поддержании поверхностной температуры заготовки сразу же после высвобождения ее из формы на уровне не менее 70о С, максимальная температура часто превышает 95оС. При проведении формования в описанных условиях происходит потеря жесткости и имеется тенденция к возникновению одностороннего увеличения толщины стенок.
Соответственно, время охлаждения заготовки в форме для инжекционного формования ограничено определенной заданной величиной. Однако охлаждение может быть различным даже для одного и того же полимера и зависит от толщины стенок и температуры воды, используемой для охлаждения. Приемлемый интервал для одной и той же толщины стенок в случае полиэтилентерефталата составляет примерно 1 с. За это время вполне можно получить такую поверхностную температуру сразу после высвобождения заготовки, при которой возможно формование узкогорлого прозрачного контейнера упорядоченной (правильной) формы.
Аналогично в случае заготовки из полипропилена поверхностная температура быстро поднимается от значения в момент высвобождения при комнатной температуре до максимального уровня, после чего эта пиковая температура сохраняется в течение длительного периода и затем постепенно снижается.
Момент времени, когда температура во всех точках заготовки становится одинаковой благодаря нагреванию за счет внутреннего тепла, точно неизвестен, поскольку поверхностная температура меняется с течением времени. Однако в случае традиционного ориентационного выдувного формования высокотемпературной широкогорлой заготовки его осуществляют примерно через 17 с, после высвобождения ее из формы. Именно это время использовали при проведении опыта по ориентационному выдувному формованию по диагональной линии, который рассматривали как эталонный. Из заготовки для широкогорлого контейнера удалось сформовать тонкостенный широкогорлый контейнер, имеющий прозрачную основную часть, примеpно через 17 с.
Однако в заготовках для узкогорлого контейнера (отличающихся большим ориентационным увеличением, чем широкогорлый контейнер) даже в тех из них, которые являются достаточно большими в вытянутом состоянии для того, чтобы их можно было легче высвободить из формы, часто имеет место одностороннее утолщение стенок и неправильное формование дна, что не позволяет получить нормальное формованное изделие.
В то же время в случае, если поверхностная температура сразу же после высвобождения из формы составляет не менее 90оС, а температура в процессе ориентационного выдувного формования составляет не менее 110оС, то узкогорлый контейнер может быть получен даже из полипропилена. Допустимое время охлаждения при одной и той же толщине стенок составляет примерно 3 с.
Эксперименты по ориентационному выдувному формованию показывают, что при проведении его спустя заданный период времени после высвобождения из форсы, необходимый для того, чтобы сделать температуру заготовки одинаковой во всех точках, заготовка подвергается постепенному охлаждению и вследствие этого проявляется тенденция к возникновению белого помутнения, вызываемого кристаллизацией. Очевидно, что это затрудняет формование узкогорлого контейнера.
Соответственно на ход процесса ориентационного выдувного формования заготовки, высвобожденной из формы при высокой температуре, влияет не только неоднородность температуры, но и в значительной степени состав этой высокотемпературной заготовки, который меняется с течением времени, а также время ориентационного выдувания и т.д.
Высокотемпературная заготовка сразу после высвобождения ее из формы для инжекционного формования имеет низкую поверхностную температуру, что видно на фиг.1, в результате чего на ее поверхности образуется твердый поверхностный слой 12. Состояние образующегося поверхностного слоя 12 зависит от скорости охлаждения.
При высвобождении заготовки при высокой температуре центральная часть ее еще не охладилась, и полимер 13 внутри обладает определенной текучестью. Вытяжку предотвращает поверхностный слой 12, и даже после высвобождения форма заготовки сохраняется.
Внутренняя теплота с течением времени выходит наружу, а слой 12, образующий поверхность, нагревается изнутри. Вследствие этого поверхностная температура резко поднимается, поверхностный слой 12 размягчается, а внутренняя температура понижается. В результате текучая часть уменьшается в направлении центра.
Поверхностный слой 12, температура на поверхности которого достигла максимального значения, является достаточно тонким для того, чтобы он мог служить оболочкой, а внутренняя часть находится в полутвердом состоянии.
После достижения пика поверхностная температура медленно понижается с течением времени. Что касается заготовки в целом, то температура во всех точках становится одинаковой, и в то же время развивается кристаллизация.
В высокотемпературной заготовке до момента, когда поверхностная температура достигнет своего максимума (даже в случае отверждения поверхности с образованием поверхностного слоя 12), слой 12 при приближении и пиковой температуре размягчается, т. е. переходит в состояние, в котором можно осуществлять ориентацию.
В первую очередь под действием полученного изнутри тепла размягчения толстостенная часть поверхностного слоя 12, отличающаяся большей внутренней теплотой. В течение некоторого времени после того, как поверхностная температура достигнет максимума, существует разница температур между толстостенной и тонкостенной частями. Эта разница особенно заметна в момент перед достижением максимальной температуры.
Когда ориентационному выдувному формованию подвергают заготовку, находящуюся в описанном состоянии, поверхностный слой на одной стороне толстостенной части, где аккумулировано больше тепла, т.е. на той стороне, где поверхностная температура выше, претерпевает ориентацию в первую очередь, приходя в состояние, в котором внутренний размягченный пластин оказывается захваченным внутри.
Естественно, что площадь поверхности благодаря ориентации возрастает и в результате поверхность излучения также увеличивается, что приводит к уменьшению температурной разницы между тонко- и толстостенной сторонами. Более того, температура на стороне тонкой стенки также увеличивается и затем происходит ориентация тонкостенной части. Такую взаимную ориентацию осуществляют неоднократно в течение очень короткого периода времени. За этот период температура внутренней части, где содержится больше тепла, понижается до уровня, приемлемого для ориентации. Внутреннюю часть пластика 13, ориентированную пока вместе с поверхностным слоем 12, подвергают слабой ориентации, аналогично той, которую использовали для слоя 12, благодаря чему получают формованное изделие с равномерным распределением толщины.
Соответственно при инжекционном формовании заготовки 11 в первую очередь учитывают величину ориентации различных частей заготовки 11, исходя из будущей формы контейнера 14, являющегося целевым формованным изделием. При этом распределение толщины стенок различных частей намеренно регулируют, поддерживая температуру инжекционного формования на постоянном уровне, и в предпочтительном варианте равномерно охлаждая все части заготовки 11, сформованной посредством введения и заполнения ею полости формы.
Для высокотемпературной заготовки 11, имеющей поверхностный слой 12, образовавшийся в результате быстрого охлаждения, наилучший результат может быть получен при формовании до того момента, когда поверхностная температура достигнет максимума. В случае, когда температура уже достигла максимума, при формовании проявляется тенденция к возникновению одностороннего утолщения стенок, что препятствует получению хорошего результата.
Поверхностная температура в момент проведения ориентационного выдувного формования составляла не менее 80оС в случае полиэтилентерефталата и не менее 110оС в случае полипропилена, промежуток времени от высвобождения из формы до начала указанного процесса достигал примерно 8 с для первого и примерно 14 с для второго.
Однако из предшествующих опытов очевидно, что хороший результат невозможно получить без образования путем быстрого охлаждения поверхностного слоя 12. Это, по всей видимости, является результатом особенностей кристаллического состояния поверхностного слоя, полученного путем быстрого охлаждения. Благодаря быстрому охлаждению образуется мелкозернистый кристалл. В случае постепенного охлаждения кристалл интенсивно растет, и соединение кристаллов друг с другом оказывается слабее, чем в мелкозернистом кристалле.
Предпочтительнее проводить ориентационное выдувной формование в интервале температур, который можно приспособить к толщине стенок любой части заготовки 11.
Наиболее удобно, чтобы в случае, когда различие в толщине стенок составляет примерно 0,25 мм, не возникало большой разницы в значениях максимальной температуры и времени, необходимого до достижения этого максимума, даже при наличии такого различия сразу же после высвобождения из формы. Более того, своевременное определение температурного интервала, в котором возможно ориентационное выдувное формование, в обоих случаях не сопряжено с большими техническими трудностями.
В случае, когда количество теплоты, аккумулированное в различных частях, контролируется (в форме для инжекционного формования) по разнице в толщине стенок, намеренно создаваемой в качестве средства для регулирования степени ориентации различных частей заготовки по отношению к форме готового формованного изделия, различия в толщине стенок являются весьма незначительными и кроме того, соответствуют приемлемому времени. Это относится и к различию в толщине стенок для плоского контейнера, который существенно отличается по степени ориентации его поперечной и продольной частей.
Соответственно не представляет особых трудностей осуществление регулирования внутренней теплоты различных частей ориентированной части заготовки путем поддержания температуры формы на постоянном уровне и намеренного регулирования распределения толщины стенок. Степень ориентации ориентированной части контролируют по различиям в количестве теплоты, зависящим от толщины стенок.
П р и м е р 1. Расплавленный полимер полиэтилентерефталат ввели в форму для инжекционного формования и заполнили им последнюю с целью получения узкогорлой заготовки 11, показанной на фиг.1, посредством быстрого охлаждения.
Инжекционному формованию подвергли три заготовки, отличающиеся толщиной стенок, при этом изменяли время охлаждения от заготовки к заготовке. Затем определяли изменение поверхностной температуры с течением времени.
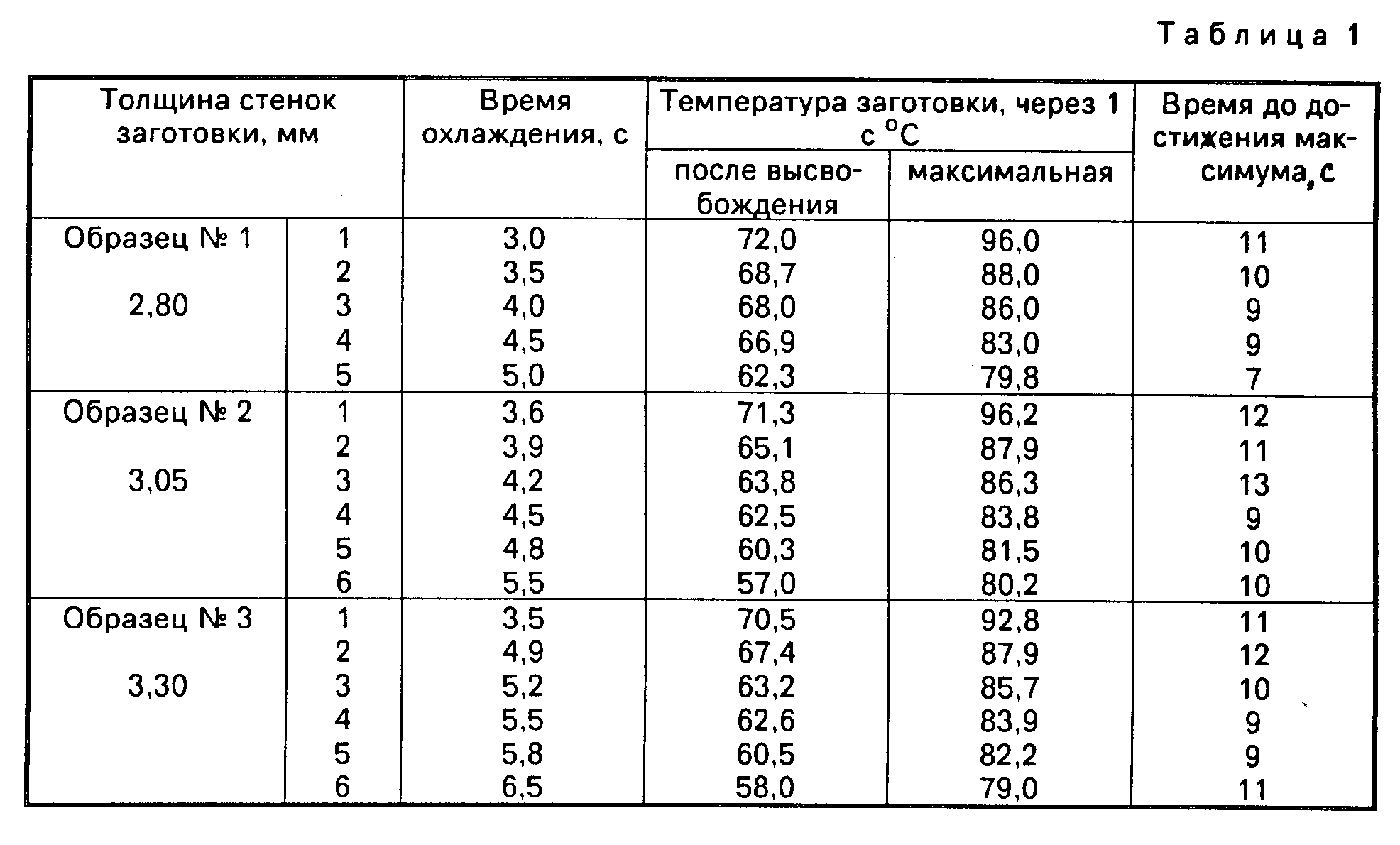
Заготовка была предназначена для по- лучения контейнера объемом 1 л общей длиной 124 мм. Температуру заготовки измеряли в трех точках на высоте 30, 60 и 100 мм от дна. Измеренные значения температуры представлял и собой средние величины.
В качестве прибора для измерения температуры использовали цифровой радиационный термометр IP-АНОТ, изготовленный фирмой К.К.Chino.
Использовались следующие
условия инжекционного формования: Вес материала 33 г Температура инжекции 275оС Температура формы 13оС Вытяжка 1,5о Время инжекции и за- полнения 5,3 с
П р и
м е ч а н и е. Температура формы соответствует температуре охлаждающей воды в полости и сердцевине формы.
На фиг.3-5 показано изменение с течением времени (среднее значение) поверхностной температуры образцов при комнатной температуре (22оС), измерение для основных точек, которые приведены в табл.1.
Время охлаждения соответствует периоду после периода инжекции и заполнения.
Для вышеописанных образцов ориентационное выдувное формование с целью получения бутылкообразного контейнера 14 проводят при давлении воздуха 14 кг/cм2, как показано прерывистой линией на фиг.1. Было установлено, что наилучший результат можно получить при проведении ориентационного выдувного формования во временном интервале, показанном на фиг.6 (т.е. в течение времени t, между моментам времени t1, когда поверхностная температура еще не достигла максимума, и моментом времени t2, когда этот максимум, по всей видимости, достигнут. Однако в заготовке, поверхностная температура которой сразу же после высвобождения (при нормальной температуре окружающей среды) выходит за пределы интервала 60-70оС, или заготовке, поверхностная температура которой во время ориентационного выдувного формования выходит за пределы интервала 80-95оС, не удалось получить удовлетворительные формованные изделия, что видно из табл.2.
П р и м е р 2. Расплавленный полимер-полипропилен вводили в форму для инжекционного формования и заполняли ее целиком с целью получения узкогорлой заготовки 11, показанной на фиг.1, посредством быстрого охлаждения аналогично примеру 1.
Было получено восемь заготовок с различной толщиной стенок, при этом изменяли время охлаждения. Определяли зависимость их поверхностной температуры от времени при комнатной температуре.
Использовали следующие условия инжекционного формования. Вес материала 40 г Температура
инжекции 240оС Температура формы (ох- лаждающей воды) 13оС Вытяжка 3,0о Время инжекции и за- полнения 6,0 с
На фиг.7 показано изменение с течением времени
среднего значения поверхностной температуры образцов, находящихся при комнатной температуре (22оС). Значения для основных точек этих образцов показаны в табл.3.
Для образца 4 ориентированное выдувное формование проводили при давлении продуваемого воздуха 12 кг/см2 в течение времени, показанного на фиг.6 аналогично случаю с полиэтилентерефталатом. Целью было получение бутылкообразного контейнера 14, как показано прерывистой линией на фиг.1. Было установлено, что наилучший результат получали при проведении ориентационного выдувного формования в течение времени, приведенного на фиг.8 (т.е. в течение времени t между моментом t1 до того, как поверхностная температура достигала максимума, моментом t2, когда она достигла этого максимума).
Однако в случае заготовки, поверхностная температура которой сразу же после высвобождения из формы при нормальной температуре окружающей среды находится вне интервала 90-100оС или заготовки, поверхностная температура которой в процессе ориентационного выдувного формования выходит за пределы интервала 110-123оС, удовлетворительные результаты получены не были, что видно из табл.4.
Из фиг.3-5, показывающих изменение заготовки 11 с течением времени, очевидно, что существует приемлемый интервал времени охлаждения. Очевидно
также, что при сравнении значений приемлемого времени образцов с различной толщиной стенок может быть определено время охлаждения, пригодное для обоих случаев
На фиг.9 приведен график, на
котором показано время охлаждения, выбранное для обоих образцов 1 и 2 из табл.1 с тем, чтобы отразить изменение поверхностной температуры для этого случая. Разница температур Δ t для
приемлемого времени ориентационного выдувного формования толстостенной порции D1 и тонкостенной порции D2 составили 2,5-3,0оС.
Ориентационное выдувное формование проводили с целью получения узкогорлого контейнера из заготовки с намеренно измененным распределением толщины стенок.
П р и м е р 3. Заготовку 11, показанную на фиг.1, толщина стенок которой была сделана уменьшающейся в направлении от верхней части ко дну таким образом, чтобы возникла определенная разница в распределении толщины стенок по всему телу, по- лучали из полипропилентерефталата посредством инжекционного формования. Из этой заготовки путем ориентационного выдувного формования получали контейнер 14 объемом 1 л.
В процессе инжекционного формования намеренно создали разницу между толщиной стенки части D1 заготовки 11, составившей 3,05 мм, и толщиной стенки части D2, составившей 2,80 мм. Более того, время охлаждения применительно к толщине обеих стенок было выбрано для образцов 1 и 2 из табл.1 таким образом, чтобы поверхностная температура сразу же после высвобождения из формы находилась в интервале 60-70оС.
Условия инжекционного формования. Вес материала 33 г Температура инжекции 275оС Температура формы (ох- лаждающей воды) 13,0оС Вытяжка 1,5о
Время инжекции и за- полнения 5,3 с П р и м е р 1. Время охлаждения (1) 4,1 с Поверхностная темпера- тура (D1) сразу же после высво- бождения 63,8оС в процессе
выдувного формования 85,7оС Поверхностная темпе- ратура (D2) сразу же после высвобождения 68,0оС в процессе выдувного формования 86,0оС
П р и м е р
2. Время охлаждения (2) 4,5 с Поверхностная темпе- ратура (D1) сразу же после высвобождения 62,4оС в процессе выдувного формования 82,5оС Поверхностная темпе- ратура
(D2) сразу же после высвобождения 67,0оС в процессе выдувного формования 82,6оС Время после высво- бождения 7,5 с Давление продувае- мого воздуха 14 кг/см2
В примерах 1 и 2 состояние контейнера 14, полученного ориентационным формованием, оценивалось как хорошее. Прозрачность контейнера оценивалась как отличная, одностороннее утолщение стенок
было едва заметным, толщина стенок (0,3 мм) корпуса была одинаковой.
Из предшествующего ясно, что наиболее предпочтительным способом формования в случае трехстадийной системы является регулирование толщины стенок различных ориентированных частей заготовки в соответствии с их состоянием и контроль ориентирующегося состояния этих частей по разнице количества теплоты, зависящего от толщины стенки.
Следовательно предпочтительно проводить ориентационное выдувное формование в состоянии, когда температура заготовки в целом является не одинаковой в различных частях. Регулирование толщины стенок может легко осуществляться путем вытачивания сердцевины формы или создания набивки посредством планировки и т.п. Таким образом может быть создана незначительная разница в толщине стенок.
Реферат
Использование: изготовление выдувным формованием полых изделий из синтетического полимера. Сущность изобретения: высвобождение заготовки из формы для инжекционного формования осуществляют в тот момент, когда форма этой заготовки сохраняется за счет наличия поверхностного слоя, образовавшегося на поверхности в результате быстрого охлаждения, и когда внутреннее охлаждение еще не завершалось и температура внутри остается высокой, а ориентационное выдувное формование заготовки проводят в течение того промежутка времени, пока температура поверхности заготовки, которая возрастает под воздействием ее внутренней температуры, не достигла своего максимального значения. 5 з. п. ф-лы, 9 ил., 4 табл.
Формула
30.03.90 по пп. 1 4;
22.05.90 по пп. 5 и 6.
Комментарии