Способ непрерывного восстановления и мягкого отжига распыленного водой железного порошка и устройство для его осуществления - RU2077970C1
Код документа: RU2077970C1
Чертежи




Описание
Изобретение относится к способу восстановительного отжига порошкового железа, осуществляемого путем водяного разбрызгивания железного расплава, в соответствии с ограничительной частью 1 пункта формулы изобретения, и к устройству для осуществления этого способа.
Известно распыление железного расплава с помощью струй газа и воды, направленных под большим давлением на струю расплава так, что в результате происходящего при этом быстрого охлаждения расплавленных частиц образуется мелкий порошок железа. Поскольку используемая для распыления среда содержит кислород (например, вода) и распыление происходит не во внутренней атмосфере, на отдельных частицах железа образуется оксидная пленка, что препятствует дальнейшей обработке порошкового железа, например, в агломерационной металлургии. Кроме того это мешает дальнейшей обработке для различных случаев использования из-за затвердевания частиц, которое происходит, несмотря на малое содержание углерода, из-за очень быстрого охлаждения. Для устранения этих недостатков обычно (например, DE N 3722956 CI), полученный из расплавленного расплава окисленный порошок железа подвергают отжиговой обработке в восстановительной атмосфере. Для этого используют проходные печи как, например, конвейерная печь (US N 4448746), печь с шагающим подом или печь с роликовым подом. Порошковое железо находится при этом в свободной засыпке, например, на чашеобразной форме в отжиговой печи при температуре 900-1200oC (при обогреваемой обкладке печи), как правило при температуре выше 950oC. Для восстановления используется в большинстве случаев обогащенная водородом атмосфера. Из (DE N 3722956 Cl) известно также сокращение потребления кислорода введением углеводорода (например, природного газа) в печь, используя эффект преобразования паров углеводородов.
Время пребывания порошкового железа в печи определяется с одной стороны начальным и желаемым содержанием конечного кислорода, т.е. после необходимого процесса восстановления, а с другой стороны предельными условиями для восстановления, т.е. главным образом высотой засыпки порошкового железа, интенсивностью газообмена и температурой восстановления. Важно, чтобы необходимый для восстановления водород полностью проникал в порошок железа и образующийся при восстановлении водяной пар мог выходить из порошковой засыпки и из атмосферы печи. Время отжига обычно составляет 1 2 ч. После отжига порошковое железо содержит малое количество остаточного кислорода, например, меньше 0,2% веса, и имеют структуру мягкого отжига.
Недостаток известного способа восстановления заключается в большой энергоемкости и дорогостоящем использовании водорода. Долгое пребывание в печи снижает ее производительность. Кроме того спекание частичек первичного порошка требует дополнительной обработки.
Известно прямое восстановление окислов железа во вращающейся печи. Вращающаяся печь представляет собой трубу с прямым обогревом, которая постоянно вращается при загрузке. Загружаемый материал непрерывно проходит через вращающуюся печь. Во вращающихся печах в качестве загружаемого для непосредственного восстановления окислов железа материала используют куски и осыпь руды. При этом используют небольшое количество мелкого материала. Руда в виде порошка не используется.
В отличие от вращающихся печей непрерывно работающие печи с вращающейся цилиндрической камерой обработки и с не посредственным подогревом называют барабанными печами.
Известно использование такой барабанной печи (ДЕ N 34387117 AI) для получения порошкообразного вольфрама или молибдена путем кальцинирования аммониума паравольфрама и, соответственно, аммониума молибдата, причем окиси вольфрама и молибдена выпадают в осадок. Эти окислы потом восстанавливаются с помощью водорода в соответствующий порошковый металл.
Восстановление разбрызгиваемого водой порошкового железа в барабанных печах до сих пор не известно. Поскольку порошковое железо (особенно разбрызгиваемое водой порошковое железо) склонно к сильной агломерации, специалисты рассматривают барабанную печь изначально непригодной для восстановления порошкового железа. Следовало бы ожидать, что образование комков железа (в результате раздробленного на зерна порошка) недопустимо мешает работе печи и препятствует нормальному и равномерному восстановлению порошка.
Кроме того возникла бы опасность постоянного выноса мелких частиц железного порошка при обмене газа для обновления атмосферы печи, что снижало бы эффективность процесса и производительность.
Цель изобретения предложить способ восстановления и мягкого отжига распыляемого водой порошкового железа, который позволяет в значительной степени устранить перечисленные недостатки и значительно быстрее и при меньшем расходе энергии и восстановительных средств. Кроме того, предложено устройство для осуществления этого способа.
Цель достигается благодаря признакам в соответствии с п. 1 формулы изобретения, другие преимущества приведены в пп. 2 11. Устройство предложено в соответствии с п. 12 формулы изобретения дополнительными признаками по пп. 13 27.
Сущность изобретения заключается не только в том, что оно предусматривает использование для восстановления других материалов по сравнению с известным способом, при котором порошкообразный материал во время обработки постоянно рециркулирует, разбрызгиваемой водой порошок железа. Но в большей степени оно создает предпосылки для использования этого принципа, который до сих пор практически не использовался из-за большой склонности к агломерации этого порошка благодаря тому, что наряду с интенсивным перемешиванием порошкового железа минимум в восстановительной зоне одновременно для восстановительной зоны установлено ограничение температуры расплава от 800 до 950oC и непосредственная подача свежего восстановительного газа для местного управления точкой росы в атмосфере печи восстановительной зоны.
В известных способах восстановления свежий восстановительный газ, как правило, подается на выходе печи в противотоке с порошковым железом, в то время как выпарка выводится со стороны загрузки печи. При этом не происходит направленного воздействия на атмосферу печи внутри восстановительной зоны. В результате частицы порошка в зависимости от их расположения по высоте внутри неподвижной засыпки приходят в соприкосновение с восстановительным газом с различным содержанием воды, поскольку восстановительный газ в процессе обогащения в своем продвижении постоянно обогащается водяными парами и по сравнению с первоначальным свежим восстановительным газом имеет постоянно увеличивающуюся точку росы.
В соответствии с изобретением из-за целевой подачи свежего восстановительного газа в восстановительную зону точка росы атмосферы печи местно поддерживается на определенном уровне. Из-за постоянной рециркуляции и перемешивания порошка, практически все частицы порошка получают возможность вступать в контакт с восстановительным газом, точка росы которого находится на более низком уровне, чем в нижних слоях статической засыпки порошка при обычном способе отжига. Благодаря этому можно значительно снизить температуру восстановления по сравнению с существующим уровнем в зависимости от качества материала, не имея при этом недостатков остаточного содержания кислорода в порошке железа или необходимого времени для расплава.
Способ дает неожиданный результат, поскольку не образуется комков порошка во время прокаливания и можно вести процесс на легко доступном уровне. Этого можно достичь с помощью изобретения, не примешивая к восстанавливаемому в печи порошковому железу присадочных материалов, таких как окись кальция, флюорид кальция, окись магния, карбонат натрия, окись титана или т.п. материалы, как это известно, например, (DE -C 2921786). В описанном там способе используется нераспыляемый водой порошок железа, и размельченный порошок окиси железа в качестве сырья, причем для избежания образования агломерата добавляют 5 30% веса порошкообразных перечисленных присадок. После восстановления путем дополнительного процесса нужно снова отделить эти присадки.
По сравнению с этим предлагаемый способ значительно проще и экономичнее.
Все сказанное относится и к известному (DE-A 2731845) способу восстановления металлического порошка, осуществляемому также в барабанной печи. Этот способ предусматривает предварительное смешивание металлического порошка с органическими материалами, такими как декстрозы, крахмал, органические кислоты, масла, спирты, воск или жиры и их дериваты, и лишь после этого подвергают восстановлению. При этом дополнительно рекомендуется перед обработкой в восстановительной печи металлический порошок спрессовывать в крупные куски (например, размером зерна 8 мм). В предлагаемом способе такие меры, т.е. главным образом, подмешивание пылеобразных или жидких присадок, к обрабатываемому материалу, не требуется.
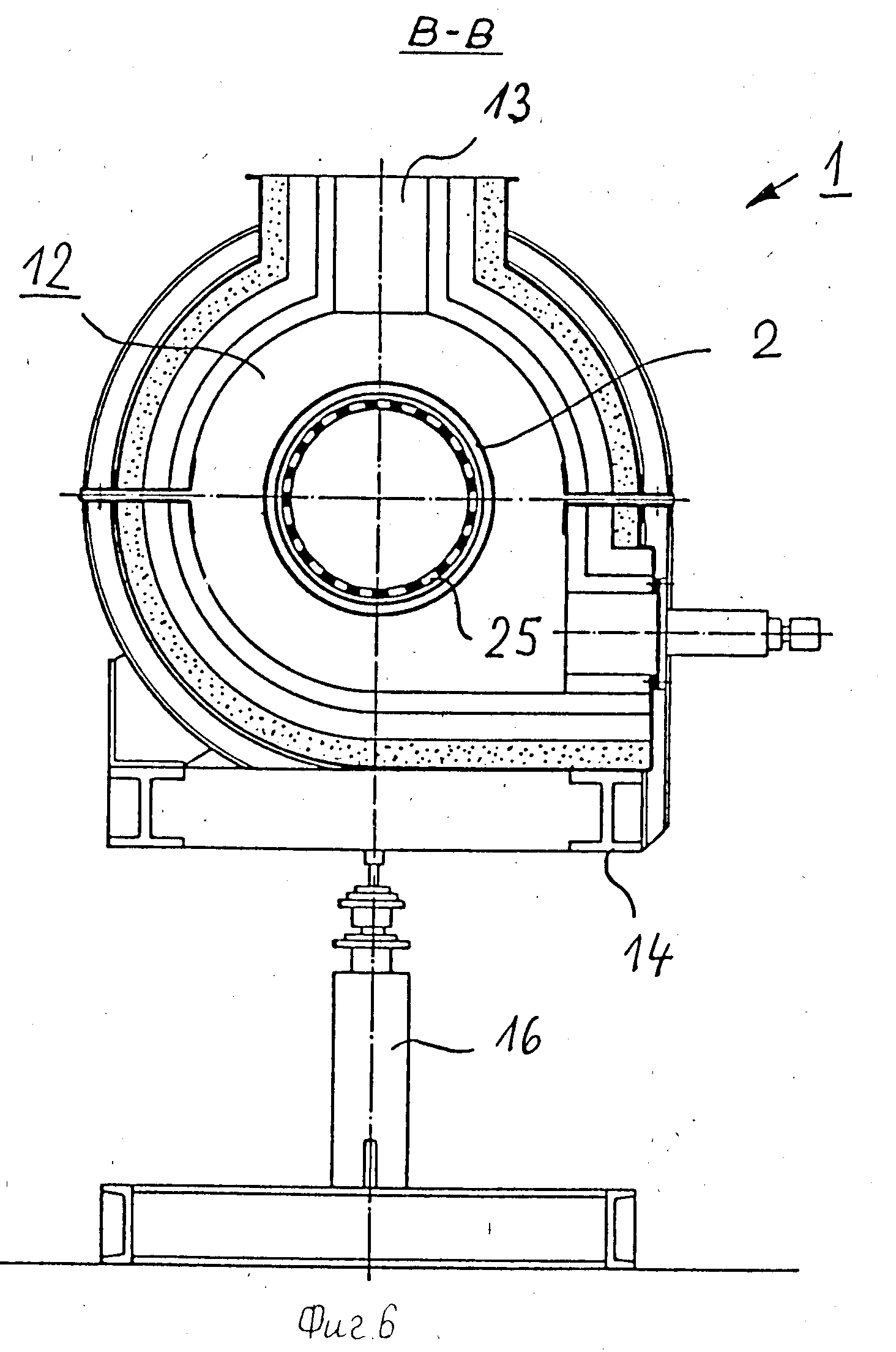
Изобретение поясняется чертежами, где на фиг. 1 дан продольный разрез предлагаемой барабанной печи; на фиг. 2 поперечный разрез по линии А-А (фиг. 1); на фиг. 3, 4 различные вставки в рабочее помещение барабанной печи; на фиг. 5 модификация барабанной печи (фиг. 1); на фиг. 6 поперечное сечение по линии В-В (фиг. 5).
На фиг. 1 показана барабанная печь 1 для восстановления разбрызгиваемого водой порошкового железа, уcтановленная на несущей раме 14. Ядром барабанной печи 1 является трубообразный вращающийся барабан 2, ограничивающий огороженную от внешней среды рабочую камеру для порошкового железа. Несущая рама 14 установлена на одной опоре 15 с подшипником, вращающимся вокруг горизонтальной оси, и на второй опоре 16, изменяющейся по высоте так, что можно менять наклон барабана 2 на опоре 16. С помощью выбора наклона и числа оборотов барабана 2 можно воздействовать на время обработки порошкового железа в барабане 2. Барабан 2 частично, вдоль продольной оси, имеет наружную обкладку 11, представляющую собой многослойную термическую изоляцию, которая охватывает и топку 12 для непрямого подогрева барабана 2. В соответствии с сечением (фиг. 2) видно, что наружная обкладка 11 разделена по горизонтали, и в плоскости разделения имеет уплотнение 23. Обогрев производят с помощью одной или нескольких газовых или масляных горелок 19. В основном можно использовать и другие источники подогрева. Образующиеся при сгорании топлива отходящие газы выводятся наружу через патрубок 13. Чтобы облегчить поддержание полученной вдоль оси барабана 2 температуры, в топке 12 можно установить перегородку 22, разделяющую топку на несколько отсеков. Чтобы приводить барабан 2 во вращение с помощью двигателя, он кроме топки 12 и наружной обкладки 11, имеет два колеса 17, которые перемещаются по направляющим 18, снабженным роликами и установленным на несущей раме 14.
Восстановленное в барабане 2 порошковое железо через устройство загрузки порошка 3 с помощью транспортирующего средства (например, шнековой подачи) подается через находящийся в левом торце барабане 2 шлюз 4 внутрь барабана 2, т.е. в камеру обработки, которая разделена на три зоны. На стороне загрузки печи находится зона прогрева 5, к ней примыкает восстановительная зона 7 и на выходе печи находится зона охлаждения 8.
Следующая непосредственно за шлюзом 4 зона представляет собой зону прогрева 5, распространяющуюся вплоть до начала обогреваемой части печи. В этой зоне подогрева 5 загруженный порошок нагревают до температуры восстановления (минимум 800oC, но максимум 950oC). Подогрев нужно производить по возможности быстро. Важно, чтобы при загрузке и обработке порошок рециркулировал.
Интенсивное перемешивание должно производиться минимум в зоне восстановления 7. Это производится постоянным вращением относительно мало загруженного барабана 2. Рециркуляция порошка должна производиться с усилием, при котором достигается высокое трение между частицами порошка. Благодаря этому и благодаря относительно низкой температуре печи значительно снижается или вообще предотвращается образование комков распыляемого водой порошкового железа, имеющего из-за зернообразной формы склонность к агломерации. Эффективное перемешивание порошка производится благодаря вставкам 6, схематически показанным на фиг. 1, 2.
Для перемешивания служат также планки 24 (фиг. 3), расположенные во внутренней стороне барабана 2. Можно использовать для перемешивания и вращающиеся независимо от барабана 2 смешивающие устройства с приводом или без него.
На фиг. 4 схематично показано такое перемешивающее устройство 20, перемешивающие элементы которого выполнены в виде трубы.
Можно использовать и другие устройства смешивания, такие как шнековый транспортер или винтообразные встроенные элементы, которые могут вращаться в направлении подачи порошка или в противоположном направлении, будучи приводимыми в движение вращением барабана. Отдельно приводимые в движение вставки 6 имеют то преимущество, что они препятствуют спеканию порошка на внутренней обшивке барабана 2. Для стряхивания пригара можно и снаружи корпуса барабана 2 предусмотреть одну или несколько колотушек, которые через какое-то время ударяют как молоток по обшивке барабана, вызывая механические колебания.
Наилучшим решением является решетчатая прокладка (фиг. 5, 6), расположенная в области зоны подогрева барабана 2 печи I и обращенная к камере обработки. Опыты показали, что установленная вплотную к стенкам барабана такая решетчатая прокладка значительно сокращает пригорание порошка к стенкам барабана или вообще препятствует этому. В результате это исключает и образование комков порошка.
Решетчатая прокладка выполнена преимущественно в виде решетчатого короба 25, который в преимущественном исполнении изобретения соединен выступающий из левого торца барабана 2 штангой 26 с устройством колебания или вращения 27, которое периодически включается. В качестве устройства колебания или вращения можно использовать обычный привод колебания или вращения, который сообщает коробу 25 колебательные движения и исключает применение дополнительных мер для предотвращения спекания. Благодаря колебаниям достигают эффекта очистки так, что возникающие спекшиеся комки порошкового железа снова распадаются. В качестве решетчатого короба может использоваться, например, перфорированный лист, через который частицы порошка могут свободно просыпаться. Расстояние между петлями таких перфорированных листов может составлять приблизительно 5 - 15 мм. При этом важно, чтобы решетчатая прослойка обладала такой теплопроводностью, которая обеспечивала бы поддержание необходимой температуры внутри печи.
Для устранения комков и соответственно, разрушения агломерата в обрабатываемый порошок в преимущественном исполнении изобретения добавляют штучный балласт (например, в форме железных шариков), которые в отношении агломерата играют роль мельницы и увеличивают трение между частицами порошкового железа. Этот балласт после прохождения через печь I и отделения от порошка при рециркуляции снова поступает на вход барабана 2 или задерживается внутри печи перегородкой, пропускающей лишь порошок. Из-за размеров частиц, значительно больших частиц порошка отделение происходит очень просто и без больших затрат. Как правило, в рамках изобретения балласт не используется.
Зона прогрева 5 в направлении прохождения порошка переходит в восстановительную зону 7, в которой также предусмотрены вставки 6 для усиления перемешивания. В отдельных участках барабана 2 могут использоваться различные вставки 6. Так, для начальных участков зоны подогрева 5 и зоны восстановления 7 используются главным образом шнековые устройства, а смешивающие рейки для восстановительной зоны 7. При этом в участках печи с более высокой температурой перемешивание должно быть по возможности более интенсивным, чем в участках с более низкой температурой. В восстановительной зоне 7 в результате небольшого наклона постоянно вращающегося барабана 2 медленно проходящий через барабан 2 порошок железа подвергается восстановительному воздействию, главным образом, в атмосфере, полученной благодаря подаче газообразного водорода при температуре печи минимум 800oC.
Свежий восстановительный газ подается непосредственно, преимущественно одновременно через различные расположенные на расстонии друг от друга по оси барабана 2 отверстия в восстановительную зону 7 и по возможности противотоком к направлению подачи порошка. Точка росы должна быть по возможности низкой, предпочтительно ниже (-60oC). Кроме того, должны быть предусмотрены выходы вывода выпарки из восстановительной зоны 7. Наряду с сильным перемешиванием и рециркуляцией порошка железа таким образом можно привести в контакт восстанавливаемую оксидную пленку практически всех частиц порошка с восстановительным газом с относительно низкой точкой росы, хотя при восстановительных процессах с помощью газообразного водорода постоянно возникает водяной пар.
В противоположность этому условию восстановления при обычных способах восстановления порошкового железа при неподвижной загрузке порошка и подаче восстановительного газа со стороны разгрузки и вывод выпарки со стороны загрузки обжиговой печи значительно хуже.
Чтобы достичь нужного воздействия на атмосферу печи и соответственно, на поддержание нужной температуры в барабане 2, нужно установить внутри барабана 2 перегородки, которые разделяют внутренность печи, главным образом восстановительную зону 7, на отдельно регулируемые отсеки (например, два или три) и укрепить таким образом, чтобы оставался зазор 21 относительно корпуса барабана 2, через который осуществляется подача порошка в осевом направлении при вращении барабана 2.
Места подачи и отвода восстановительного газа и соответственно, выпарки должны каждый раз распределяться в зависимости от производительности вдоль оси барабана так, чтобы нужным образом и в нужном месте воздействовать на точку росы атмосферы печи, т. е. поддерживать ее в необходимых пределах. Поддержание нижнего предела росы необходимо по экономическим причинам, поскольку низкая точка росы связана с увеличением расхода восстановительного газа. На фигурах не показаны подводы восстановительного газа и отводы выпарки. Целесообразно расположить эти трубы в области продольной оси барабана 2. Расход восстановительного газа при использовании водорода может быть ограничен в пределах от 80 до 100 N м3 на I т порошкового железа.
Температура печи в восстановительной зоне 7, которая в данном случае разделена подпорными перегородками 22 в топке 12 разделена на две части с различной степенью подогрева, ограничена максимум 950oC. Для нелигированного или с низким легированием порошкового железа ограничение составляет даже максимум 900oC, в то время как для порошка с высокой степенью легирования используют температуру преимущественно до 950oC. Таким образом, в соответствии с изобретением температура восстановления по сравнению с обычным способом восстановления порошкового железа (приблизительно 900-1200oC в зависимости от степени легирования порошка) значительно ниже (т.е. приблизительно на 150-250oC).
С механической точки зрения предлагаемая барабанная печь регулируется таким образом, что время пребывания порошкового железа в восстановительной зоне составляет значительно меньше часа. Целесообразным оказывается время пребывания 15 20 мин, в то время как в известном способе оно равно 1 2 ч. Благодаря этим преимуществам (относительно низкая температура восстановления, короткое время пребывания, интенсивное перемешивание порошка, низкая точка росы атмосферы печи) позволяют избежать в значительной степени образования агломератов во время восстановительного процесса.
Позади восстановительной зоны 7, к ней примыкает зона охлаждения 8, в которой происходит непрямое охлаждение восстановленного порошка железа до температуры ниже 100oC. Отбор тепла производится, например, посредством охлаждающей воды, которая, например, чтобы не снижать температуры прогрева, подается вне зоны восстановительного процесса. Но отходящее тепло можно использовать частично для подогрева подаваемого топлива, воздуха для горения и подаваемого восстановительного газа.
В конце зоны охлаждения 8 также установлен шлюз 9, позволяющий непрерывный выпуск восстановительного порошкового железа без нарушения режима внутри барабана 2. Пристроенное к шлюзу 9 разгрузочное устройство 10 позволяет без проблем загружать порошок в транспортные емкости.
Далее подробно описывается способ восстановления порошкового железа в опытной печи в соответствии с изобретением.
Расплав железа следующего состава (мас.) обычным образом распыляется водой:
С 0,01
Si 0,3 5
Железо и
др. примеси
Остальное
Размер зерна полученного порошка железа составляет от 30 до 400 um (средний размер 90 um) и содержание кислорода составляет
0,9 1,1% Форма зерна осколочная. Этот
порошок после
высыхания непрерывно подается в камеру обработки барабанной печи с непрямым подогревом.
Диаметр барабана (камеры обработки) равен 300 мм. Порошок заполняет барабан приблизительно на 5-15% Обогреваемая часть барабанной печи (зона прогрева и восстановительная зона) разделена на три раздельно подогреваемые участка. Установлена температура печи в направлении продвижения порошка составляет 850, 900 и 950oC. Внутренние стенки барабана в области зон прогрева и восстановления снабжены смесительными рейками.
Наклон оси барабана к выпускному концу установлен таким образом, что при числе оборотов барабана приблизительно 1,6 об/мин время пребывания в восстановительной зоне составляет приблизительно 30 мин. В примыкающей к восстановительной зоне барабана, зоне охлаждения порошковое железо охлаждается приблизительно до 50oC. В качестве восстановительного газа использования чистый водород с точкой росы (-60oC). Расход восстановительного газа составляет приблизительно 90 N м3 на 1 т порошкового железа. Расход топлива составлял приблизительно 65 N м3 земляного газа на 1 т порошкового железа. Печь работала без перебоев. Содержание остаточного водорода в восстановительном железе составило менее 0,17% Структура порошка соответствовала практически полностью начальной зернистости. Агломерации подвергалось очень незначительное количество. Размер комка составлял около 20 мм и его можно было размять руками в начальное состояние, но и внутри этого агломерата процесс восстановления прошел без ограничения. Полученный таким образом порошок хорошо поддается спрессовыванию.
Способ отжига имеет ряд преимуществ. Так необходимое пребывание порошка в восстановительной печи по сравнению с известным способом отжига, например, в конвейерной печи при одинаковом содержании начального и конечного кислорода сокращается приблизительно 1/3 относительно прежнего. Благодаря этому повышается производительность при относительно малых затратах на оборудование. Кроме того, малое время пребывания значительно снижает удельный расход топлива, приблизительно наполовину прежнего количества. Кроме того значительно снижается расход восстановительного газа. Благодаря этому значительно снижается производственные расходы.
Из-за низкой температуры восстановления эффект спекания первичных частичек порошка, обычно возникающей в известном способе обработки, почти не возникает, но если комки и образуются, они легко разрушаются небольшим усилием в изначальный порошок без разрушения структуры. В известном способе отжига необходимо дополнительное измельчение порошка, что кроме дополнительных затрат имеет и тот недостаток, что разрушает первоначальную структуру порошкового железа. Получаемый в результате предлагаемого способа порошок почти полностью по структуре соответствует исходному порошку.
Удивительным оказывается то, что при газообмене в атмосферу печи практически не выносится металлическая пыль, хотя обрабатываемый порошок имеет очень мелкозернистую структуру.
Другое преимущество предлагаемого способа заключается в том, что способ обеспечивает беспрерывное и полное автоматизированное производство между загрузочным бункером и отгрузкой транспортирующей емкости, причем обеспечена полная изоляция от окружающей среды. Необходимые в известных печах для транспортировки порошкового железа поддоны в печах с шагающим подом или в печах с роликовым подом или, соответственно, транспортеры в транспортных печах полностью, отпадают, так что благодаря изобретению достигается значительная экономия при обслуживании и ремонте.
Благодаря высокой эффективности способа потребность в площади для предлагаемой установки без снижения ее производительности значительно меньше, чем известных случаев. Благодаря постоянному движению порошка во время процесса отжига получают исключительно высокую однородность продукта при постоянном высоком уровне.
По сравнению с известными способами в отжиговых печах процесс в барабанной печи легче подвергается регулированию. Поскольку из-за значительно более низкой температуры обработки изнашиваемость аппаратуры значительно снижается, то значительно повышается использование всей установки при одновременном сокращении затрат на обслуживание и ремонт.
Реферат
Сущеность изобретения: способ и устройство для непрерывного восстановления и мягкого отжига распыленного водой порошка железа, который в форме свободной засыпки проходит через камеру обработки с непрямым подогревом, разделенную на три зоны: прогрева, восстановления и охлаждения. Для увеличения производительности при сокращении энергии и средств восстановления, предусмотрено, чтобы порошковая засыпка во время прохождения через камеру обработки постоянно перемешивалась как минимум в восстановительной зоне, причем температура восстановления 800-950oC и для управления точкой росы атмосферы печи непосредственно в восстановительную зону постоянно вводится свежий восстановительный газ. 2 с. и 24 з.п.ф-лы, 6 ил.

Комментарии