Новая плавильная печь для литья - RU2235002C2
Код документа: RU2235002C2
Чертежи
Описание
В настоящее время известны плавильные печи для автоматического литья, устроенные таким образом, что подогрев жидкого металла в металлоприемнике осуществляется посредством индукторов, расположенных в его основании или в его боковых стенах, или посредством плазмы, как это описано в документе ЕР 0916435.
Литье из летки должно строго соответствовать требованиям производства, зависящим от специфики отливки.
Эта специфика требует, чтобы металл в летке имел установленную заранее, различную для каждого типа изделий температуру (θ ), при этом допускаются незначительные пределы отклонений от заданной температуры (θ ± Δ ), причем эти пределы колеблются также для каждого отливаемого изделия.
Следовательно, по мере поступления заказов на изготовление температура (θ ) в летке должна изменяться, а для этого необходимо менять температуру жидкого металла в металлоприемнике, что создает в связи с большой массой этого металла значительную инерцию, неповоротливость и приводит к большим расходам энергии.
Заявитель решил указанную проблему путем создания дополнительной камеры между металлоприемником и леткой и осуществления нагрева этой дополнительной камеры плазмой.
В случае необходимости повышения температуры (θ ) жидкого металла в летке для отливки изделия или по другим причинам, это устройство позволяет нагревать небольшую массу жидкого металла (только массу дополнительной камеры), а благодаря плазме нагрев осуществляется практически мгновенно, в связи с чем система необычайно выигрывает в гибкости, немедленно удовлетворяет запросам и дает большую экономию энергии.
Для дальнейшего усовершенствования печи изобретение предусматривает устройство дополнительной камеры непосредственно перед леткой, то есть около отверстия выходной фурмы металлоприемника для хранения жидкого металла.
Эта дополнительная камера делает излишними существующие средства нагрева металлоприемника, такие как индуктор или плазма, хотя может также идеально дополнять их.
Понятно, что если отказаться от средств нагрева металлоприемника, объем (V) дополнительной камеры будет больше, чем в случае, если они будут сохранены и использоваться при необходимости, при этом во втором случае объем (V) дополнительной камеры может быть от 5 до 10% от общего полезного объема (Vt) печи: 5% Vt≤V≤ 10% Vt и в первом случае составлять от 15 до 20%, то есть 15% Vt≤ V≤ 20% Vt, причем эти объемы приводятся приблизительно на основе экспериментов.
Для лучшего понимания предмета изобретения на чертежах представлен предпочтительный вариант практической реализации, в который могут вноситься дополнительные изменения, не искажающие его сути.
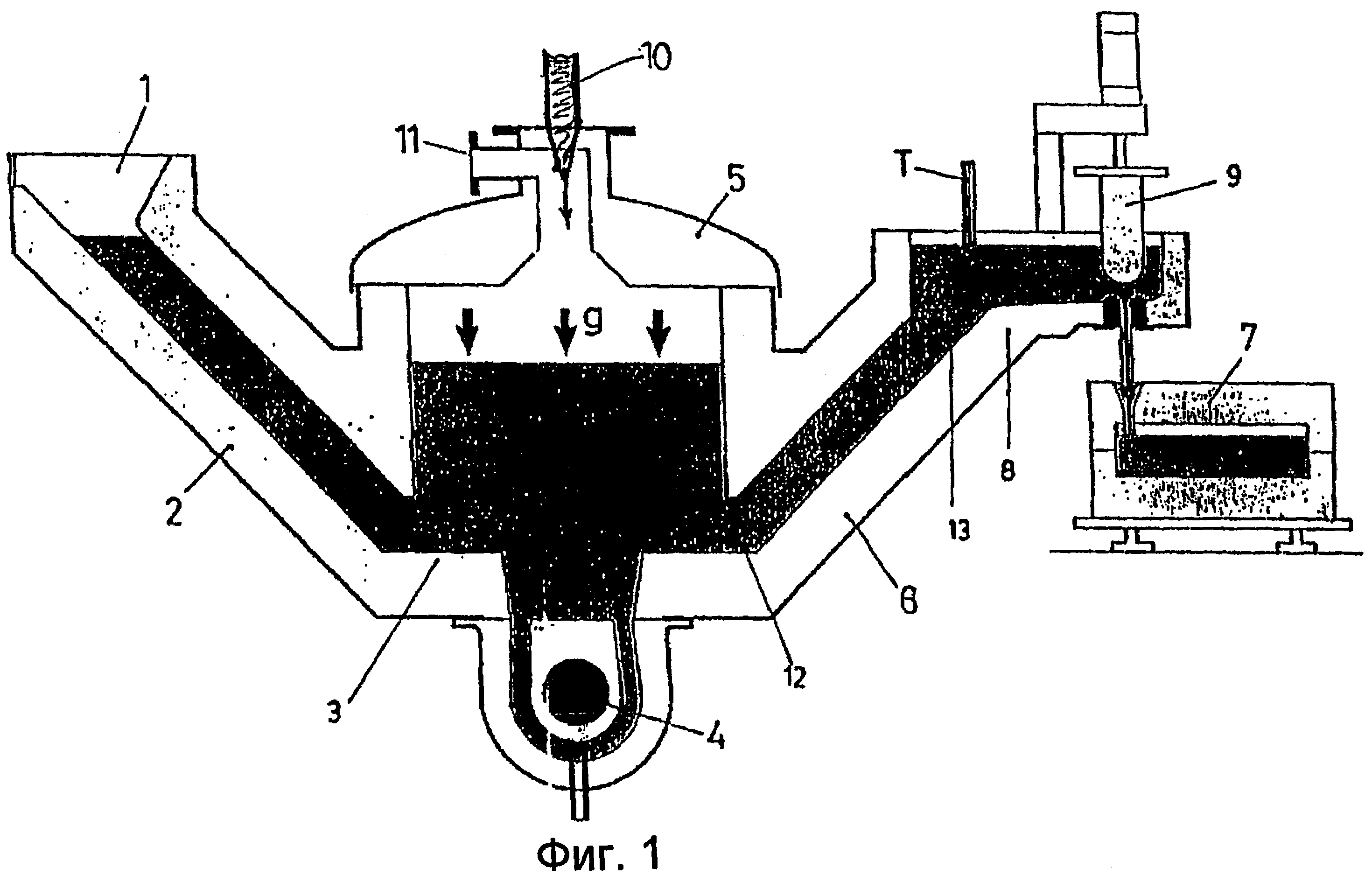
На фиг.1 дается схематичное изображение известной плавильной печи.
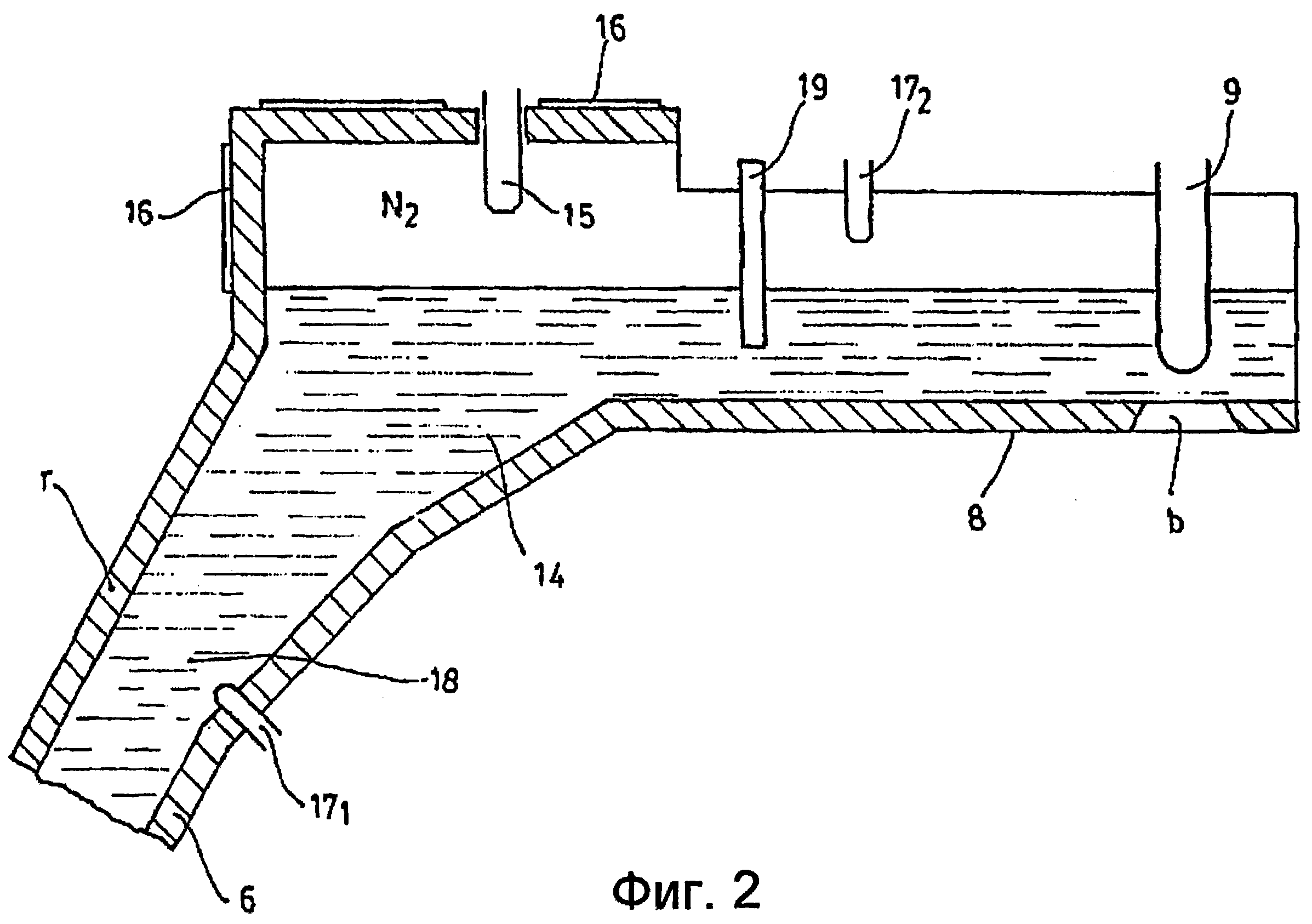
На фиг.2 представлены в схематичном изображении усовершенствования, внесенные в печь по фиг.1, являющиеся предметом изобретения.
На фиг.1 условно представлены:
1. Загрузочное отверстие для жидкого металла, например 1430° С
2. Загрузочная фурма
3. Металлоприемник для хранения
4. Нагревательный индуктор (по усмотрению)
5. Герметичная крышка
6. Выходная фурма
7. Формы
8. Выходная летка
9. Стопер
10. Катод плазменной горелки (по усмотрению)
11. Вход/выход газа
g. Инертный газ
Т. Датчик температуры
12. Стык металлоприемника для хранения с выходной фурмой
13. Выходное отверстие выходной фурмы
b. Стакан
Ниже описывается неограничивающий пример практической реализации настоящего изобретения.
Движение жидкого металла осуществляется вниз от загрузочного отверстия 1 к выходной летке 8.
В изобретении устанавливается дополнительная камера 14, расположенная между стыком 12 металлоприемника 3 с выходной фурмой 6 и выходной леткой 8, при этом на фиг.2 уточняется, что дополнительная камера 14 оборудуется предпочтительно между выходным отверстием выходной фурмы 6 и выходной леткой 8.
Как обычно, все это устройство покрыто огнеупором (r).
В дополнительной камере 14 установлен катод 15 плазменной горелки с приданными ему известными средствами подъема-опускания, который используется в инертной атмосфере, например, газа N2.
Установлены также соответствующие холодильные плиты 16. Анод 171 может находиться примерно в дополнительной камере, например в канале 18 выходной фурмы 6.
По усмотрению между дополнительной камерой 14 и выходной леткой 8 устанавливается удерживающая стенка 19 и предусматриваются средства для ее подъема и опускания.
Как правило, конец удерживающей стенки 19 погружен в жидкий металл, так что используемый с плазмой газ, например N2 , не проходит в камеру выходной летки 8, что позволяет сократить объем используемого газа. Кроме того, эта удерживающая стенка 19 преграждает также проход шлакам, плавающим в жидком металле, из дополнительной камеры 14 в выходную летку 8, а также перекрывает выход излучению, экранируя плазменную дугу, образующуюся между катодом 15 и жидким металлом.
При использовании удерживающей стенки 19 рекомендуется изменить место установки анода 172, поместив его в зоне выходной летки 8, то есть ниже (по ходу потока металла) удерживающей стенки 19.
Такое местоположение анода 172 позволяет избежать отложения на нем шлаков, а также облегчает к нему доступ, его контроль и замену в случае повреждения или износа.
Если в металлоприемнике для хранения 3 предусмотрены средства нагрева, например индуктор 4, и/или плазма 10, или другие средства, то в случае длительного останова, аварии и пр. они могут быть использованы для нагрева основной массы, а также может быть использована по усмотрению плазма 15 дополнительной камеры.
При наличии обоих источников плазменного нагрева 10, 15 могут быть использованы давления соответствующих инертных газов (N2) для создания движения жидкого металла вниз/вверх и выравнивания температур.
Если в металлоприемнике отсутствуют средства нагрева, одна плазма 15 дополнительной камеры 14 и давление инертного газа могут в полной мере выполнить задачу нагрева металла в металлоприемнике 3, заставив опуститься жидкий металл от выходной летки 6, чтобы смешаться с металлом металлоприемника 3. Эта задача, выполняемая в одиночку, делает необходимым увеличение объема дополнительной камеры 14 примерно до 14-21% объема металла, подлежащего нагреву (на случай длительного останова).
Реферат
Изобретение может быть использовано в литейном производстве. Плавильная печь содержит загрузочную фурму, состыкованную с металлоприемником для хранения жидкого металла, дополнительную камеру нагрева металла и летку, подающую металл в литейные формы. В дополнительной камере осуществляют нагрев металла плазменной горелкой. Между дополнительной камерой и леткой установлена стенка, которая частично погружена в жидкий металл. Стенка предупреждает проход газа в выходную летку и сокращает объем его использования при плазменном нагреве. Наличие дополнительной камеры позволяет нагревать небольшую массу жидкого металла практически мгновенно. Обеспечивается экономия энергии, гибкость температуры нагрева металла. 7 з.п. ф-лы, 2 ил.
Комментарии