Устройство для изготовления многослойных обувных, в том числе соединенных заодно с верхом обуви подошв из вязких, предпочтительно пластических материалов - SU1440475A1
Код документа: SU1440475A1
Чертежи


Описание
« й о ел
Изобретение касается устройства для изготовления многослойных обувных подошв, в том числе вместе с верхом обуви, из вязких, предпочтитель- но пластических материалов, например из резины, термопластов, образуюш 1х сетку из вспенивающихся пластмасс для соединения их между собой, а также с в-ерхом обуви, если он не формуется как составная часть промежуточного слоя, причем подошва изготовляется в пе,рвую очередь, а промежуточный слой - после затвердевания подошвы в результате охлаждения или химической реакции в форме с.днищем, на котором находится подошва, и замыкающимися боковинами, образующими предпочтительно посредством поступательного движения с этим днищем и вьщ- вижной колодкой, на которой может находиться верх обуви, закрытый рабочий контур.
Из патента Англии № 1398134, кл. А 3 В, 1975, известно устройство для изготовления многослойных обувных, в том соединенных заодно с верхом обуви подошв, из вязких предпочтительно пластических йатери- алов, например резины, термопластов, образующих, сетку из вспенивающихся пластмасс для соединения, между собой и с верхом-обуви, содержащее закрепленные на станине суппорты, один из которых несет смонтированные на держателях под углом одна к другой колодки , установленные с возможностью поворота относительно оси суппорта и возвратно-поступательного перемещени в вертикальной плоскости, и размещен ный под ними рабочий блок с двумя смещенными под углом одна к другой формами для образования нижнего и боко . вого контуров наружного и промежуточного слоев подошвы, установленными с возможностью поворота из рабочего положения в нерабочее, средство для закрытия форм, выполненное в виде днищ и зaмыкaюш x боковин, и средство для фиксации формы для образования промежуточного слоя, ус танов- ленное под формами и выполненное в виде пуансона.
Цель изобретения заключается в создании такого устройства, которое при изготовлении многослойных подошв способом литья или литья под давлением когда подошва сначала изготовляется;, а
0
5
0
5
j
40
30
35
45
50
ii5
затем соединяется с верхом обуви через промежуточный слой, обеспечивало бы снижение технико-зкономических затрат и сокращение занимаемой, площади при той же производительности по. сравнению с известными решениями, а также возможность изготовления различных фасонных подошв на одном рабочем суппорте без смены форм.
В основу изобрете;1}ия положена задача создания устройства для изготовления многослойных обувных подошв, позволяющего одновременно или же с незначительном сдвигом по времени изготавливать На одном суппорте как подошву , так и промежуточный слой, соединяющий подошву с верхом обуви, с параллельной вьщер.жкой времени, необходимого для охлаждения или протекания химической реакции в зависимости от используемого материала.
Согласно изобретению эта задача решается таким образом, что замыкающие боковины установлены с возможностью перемещения в вертикальной плоскости относительно днища в направле НИИ перемещения колодки. Угол смещенк§ форм для образования нижнего и бокового контуров наружного и промежуточного слоев одной относительно другой предпочтительно 180 . Оно имеет упоры для ограничения перемещения боковин, которые закреплены на пуансоне с возможностью поступательного движения в вертикальной плоскости для взаимодействия с боковинами при за данном расстоянии между пуансоном и соответствующим днищем.
Упоры для ограничения перемещения боковин закреплены на держателе колодки и/или на колодке с возможностью поступательного двилсения в вертикальной плоскости для взаимодействия с боковинами при заданном расстоянии между колодкой и соответствующим днищем.
Замыкающие боковины обеих форм для наружного и промеясут очного слоев подошвы, размещенные с одной стороны формы относительно колодки, выполнены в виде одного элемента. Устройство имеет один или несколько пружинных элементов, размещенных с каждой стороны формы относительно колодки между замыкающими боковинами или мехсду соответствующей замыкающей боковиной и рабочим блоком. Оно имеет замыкающий
механизм, выполненньп, например, в
виде двух замыкающих силовых цилиндров , каждый из которых расположен с соответствующей стороны формы относительно колодки.
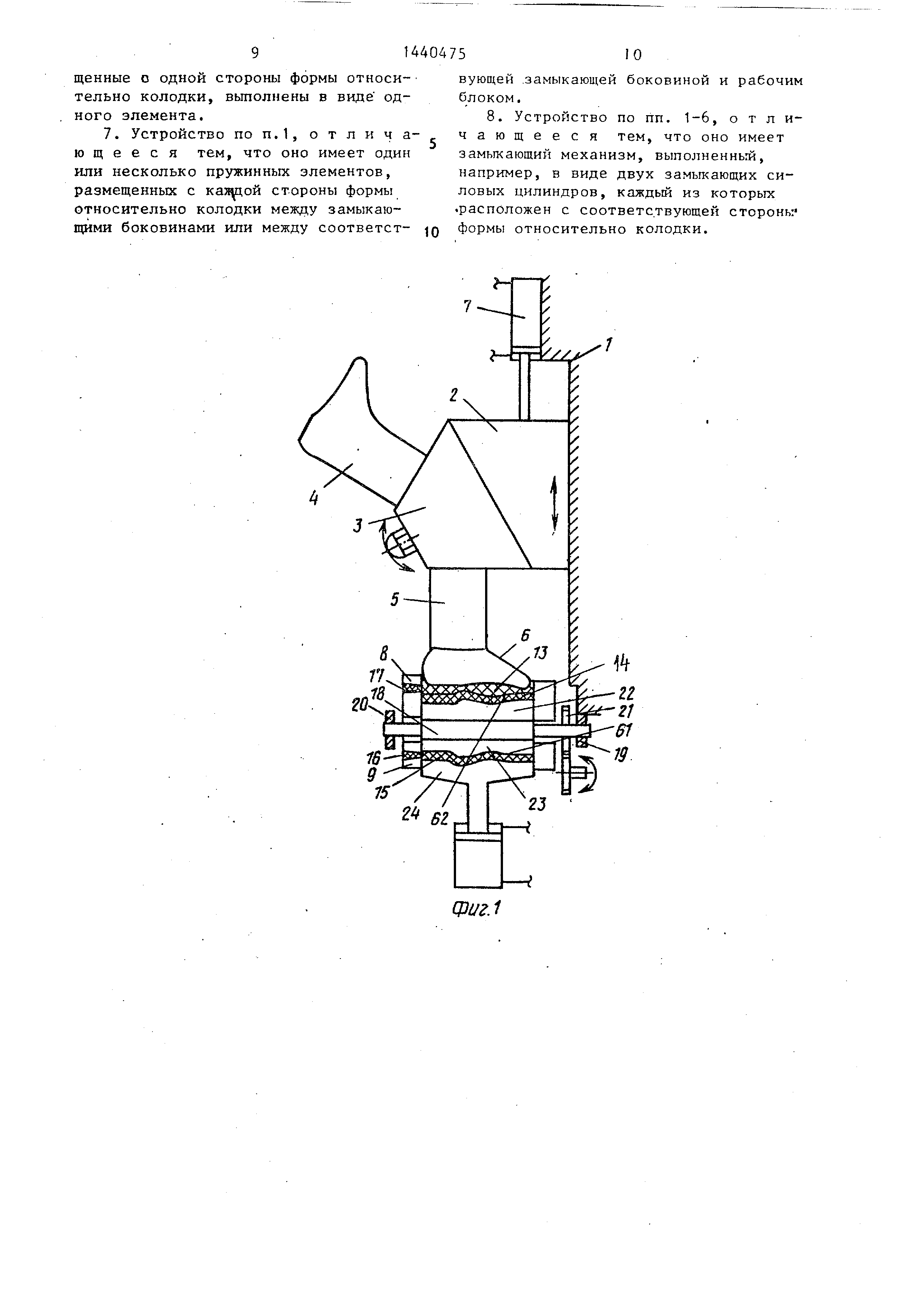
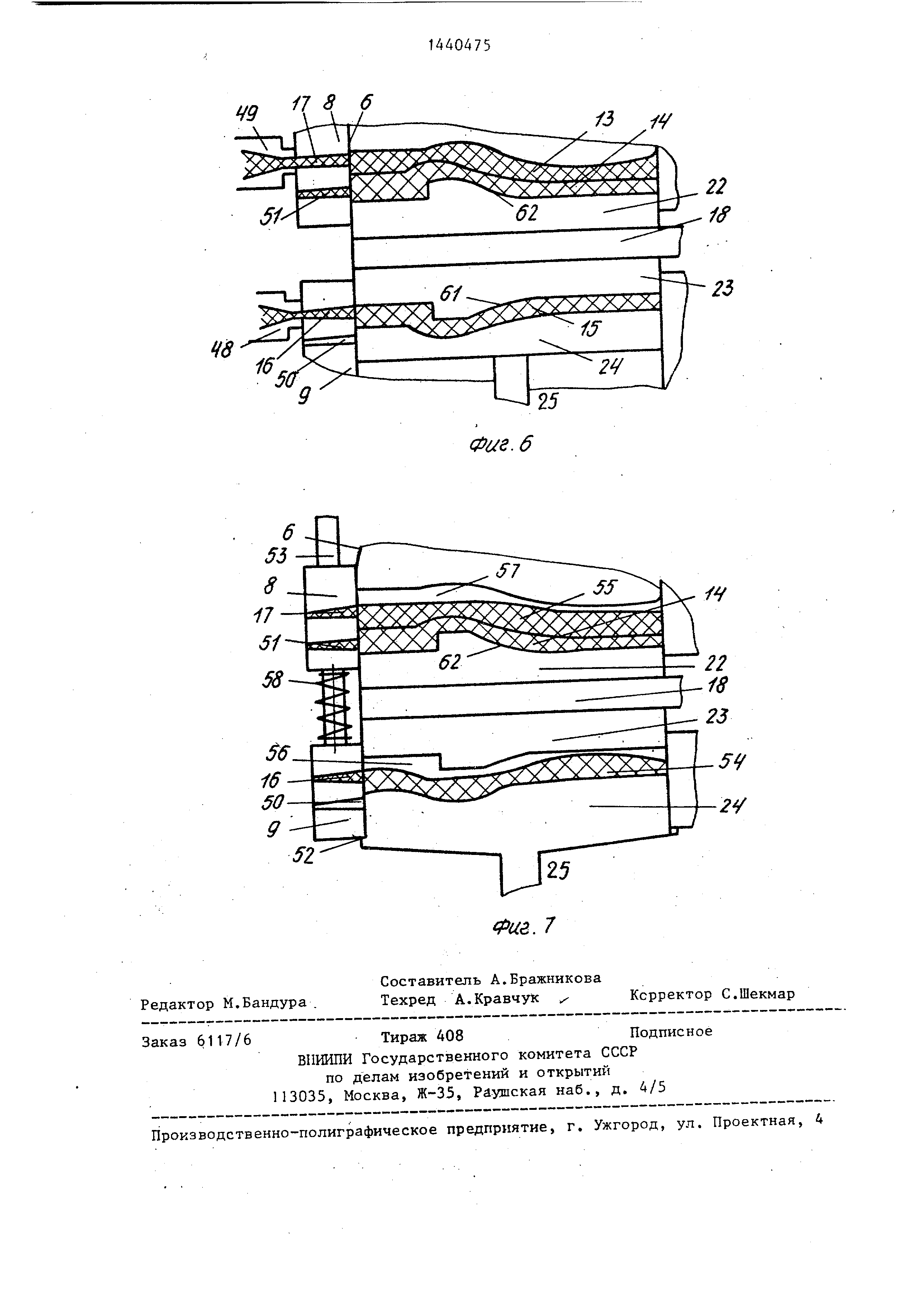
На фиг.1 показано предлагаемое устройство с колодками, формой и контрпуансоном; на фиг.2 - форма с открытой с одной стороны боковиной, вид сверху; на фиг.З - форма с поворотной частью и различными боковинами , с отведенными контрпуансоном и колодкой; на фиг.4 -, поворотный рабочий блок, формующий контур подошвы, с отведенньши контрпуансоном и колодкой , на фиг.5 - поворотный стол с литьевыми агрегатамиJ на фиг.6 - часть формы с двумя расположенными .
В этом случае формы 30 и 59, образующие нижний и боковой контуры подощвы, должны быть рассчитаны на изготовление как подошвы 14, 15, так
О
и промежуточного слоя 13. Такое исполнение представлено на фиг.6. Здесь каждая из форм 30, 59, образующих нижний и боковой контуры подошвы,
10 оснащена литником 16, 51 для подошвы 14, 15 и литником 17, 50 для промежуточного слоя 13.
Боковины могут состоять из сопря- женнь х между собой общих боковин 12,
15 благодаря чему такой общей боковиной 12 можно сбоку ограничивать как подошву 15, так и промежуточный слой. Подобные общие боковины 12 целесообразно использовать при вращении повоодин над другим литьевыми агрегатами; 2° Ротной части 18. Здесь создается то
на фиг.7 - форма с подвижными боковинами .
Устройство (фиг.1) содержит суппорт 1 для изготовления многослойных обувных подошв, колодни, выполненные в виде сдвоенной колодки 4, 5, и установленные под углом, предпочтительно 180, одна к другой две образующие нижний и боковой контуры подошвы форм 30, 59, которые, в частности, состоят из установленных на поворотной части 18 днищ 22, 23 и боковин 8, 9, , из которых форма с колодкой 5 и другая форма с нижним пуансоном 24, представпреимущество , что на каждую сторону требуется лишь по одному замыкающему механизму. На фиг.З показана такая общая боковина 12, а также две дельные боковины 8, 9, на которые действуют замыкающие дилиндры 26, 31. С обеих сторон будут находиться одинаково устроенные и одинаково приводимые в действие боковины 8, 9 или 12.
50 Общепринятый способ литья под
давлением для получения фасонных деталей с четким контуром - это штам повка посредством выполнения хода после заливки, при котором одна из
собой затвор, образуют соответ-35 половин формы смещается в направлении
ляющим
ствующие полости. Нижний пуансон 24 одновременно является частью формы, которая ограничивает сторону, противоположную нижнему контуру подошвы.
уменьшения объема формуемых деталей. Для применения этого способа боковины 8-11 устанавливаются подвижно по отношению к соответствующему днишу
В простом (не показанном) исполнении 40 22, 23 в направлении подачи соответственно колодки 5 и контрпуансона 24, причем между днищами 22 или 23 и боковинами 8-11 сохраняется уплотняющая кромка, которая позволяет использовать
можно отказаться от нижнего пуансона 24, тогда затвор формы образуют боковины 9 и 11. При этом боковины 9 и 11 имеют взаимно уплотняющуюся
ственно колодки 5 и контрпуансона 24, причем между днищами 22 или 23 и боковинами 8-11 сохраняется уплотняющая кромка, которая позволяет использовать
форму, противоположную днищам 22, 23 5 для изготовления промежуточного
и образующую пространство, в котором отливается подошва 15. Поворотная часть 18 установлена с возможностью поворота на подшипниках 19, 20 и
слоя 13 также и подошву 14. Перемещение боковин 8-11 может производиться , как показано на фиг.7, по упорам 52, 53 на контрпуансоне 24
имеет поворотное устройство 21. Емес- 50 или на колодках 4, 5, головке 3, держа- то поворотной части 18 можно также, теле 2 головки или ка каком-либо другом
элементе, движущемся вместе с колодкой при ее перемещении. Используя способ литьевой штамповки, можно
как показано на фиг.4, жестко установить на рабочем блоке 60, формующем контур подошвы, днища 22, 23. При
этом верь рабочий блок 60, состоящий55 при низком давлении заполнить материиз форм 30,и 59, образующих нижний о подошвы 54, 55 полости 56, 57 с
и блоковой контуры подошвы, выполнен /большим объемом, чем объем готовой
с в озможностью поворота посредствомподошвы. После заполнения контрпуанповоротной части формы 33. 24 или колодка 5 подается для
40475.
В этом случае формы 30 и 59, образующие нижний и боковой контуры подощвы, должны быть рассчитаны на изготовление как подошвы 14, 15, так
О
и промежуточного слоя 13. Такое исполнение представлено на фиг.6. Здесь каждая из форм 30, 59, образующих нижний и боковой контуры подошвы,
10 оснащена литником 16, 51 для подошвы 14, 15 и литником 17, 50 для промежуточного слоя 13.
Боковины могут состоять из сопря- женнь х между собой общих боковин 12,
15 благодаря чему такой общей боковиной 12 можно сбоку ограничивать как подошву 15, так и промежуточный слой. Подобные общие боковины 12 целесообразно использовать при вращении повопреимущество , что на каждую сторону требуется лишь по одному замыкающему механизму. На фиг.З показана такая общая боковина 12, а также две дельные боковины 8, 9, на которые действуют замыкающие дилиндры 26, 31. С обеих сторон будут находиться одинаково устроенные и одинаково приводимые в действие боковины 8, 9 или 12.
50 Общепринятый способ литья под
давлением для получения фасонных деталей с четким контуром - это штам повка посредством выполнения хода после заливки, при котором одна из
половин формы смещается в направлении
уменьшения объема формуемых деталей. Для применения этого способа боковины 8-11 устанавливаются подвижно по отношению к соответствующему днишу
22, 23 в направлении подачи соответственно колодки 5 и контрпуансона 24, причем между днищами 22 или 23 и боковинами 8-11 сохраняется уплотняющая кромка, которая позволяет использовать
достилсения эффекта штамповки в направлении выборки соответственно, полостей 56, 57 на предварительно выб- ранное расстояние. При этом положение колодки 5 относительно боковин 8, 10 и положение контрпуансона 24 отно- сительно боковин 9, 11 остается в целом неизменным т.е. боковины 8. 10,и 9, 11 перемещаются ПО днищам 22 и 23 соответственно. Возврат боковин 8-11 после отвода колодки 5 и контр- пуан.сона 24, который целесообразно производить после размыкания боковин 8-11, может выполняться посредством одного или нескольких пружинных элементов 5-8. При этом пружинные элементы 58 могут наряду с прочим упи- раться в противоположные боковины 8,
10 и 9, 11 или же в поворотную часть 20 поворотный стол 47 перемещает, суппорт 18,которая установлена на подшипни- 34 на следующую позицию, где литье10Й
ках 19, 20 с возможностью поворачивания и приводится в действие поворотным устройством 21. Контур подошвы 61, 62 на днищах 22, 23 может иметь различный профиль.
Для изготовления особенно TOHKVIX подошв и во избежание больших усилийt, действуюш,их на механизм перемещения контрпуансона 24, предусмотрена блокировка контрпуансона 24 боковинами 8-11. Благодаря этому механизм перемещения контрпуансона дожкен создавать лишь усилия, требуемые для позиционирования.
На фиг.1 подошва 15 туфли, изготавливаемой на следующем обороте поворотного стола 47 путем заливки промежуточного слоя 13, уже отлита через литник 16 в полости формы, образованной днищем 23, боковинами 9, 11
агрегат 49 через литник 17 может заполнять полость, соответствующую промежуточному слою 13. Заполненный
25 литьевым агрегатом 49 материал промежуточного слоя, аналогично вышеописанному процессу изготовления подошвы 15, соединяет уже отлитую на пре- дьщущем обороте поворотного стола 47
30 подошву 14 с находящимся на колодке верхом обуви 6. Используя соответствующие боковины 8, 10, охватывающие колодки 4, 5 и образующие с ней уплотняющую крошку, можно также одно35 временно изготовлять верх обуви 6 из материала промежуточного слоя. Перед заполнением полости промежуточного слоя 13 материалом промежуточного слоя через литник 17 колодка 5 с
40 верхом обуви 6 была подана с помощью перемещающего цилиндра 7 в соответствующее , заранее определенно.е подхо- дяшрм для этой цели устройством положение , а боковины 8, -10 были замк .и контрпуансоном 24, Промежуточный слой 13 также уже отлит в полости меяаду подошвой 14 лежащей . на днище 22, боковинами 8, 10 и колодкой 5 . с находящимся на ней верхом обуви 6. В фазе, изображенной на фиг,1, подошва 15 и промеясуточный слой 13 ввиду охлаждения или реакции находятся в стадии затвердевания. Технологи- ческий процесс поясняется на.фиг.1-7 Поворотный стол 47 приводит рабочий суппорт 34 в соответствующее заполнению формы положение относительно литьевого агрегата 48. Как пока- зано на фиг.2, боковина 10 замы- цилиндром 27 из разомкнутого положения, как на боковине 8, приведена в положение замыкания формы. При
этом боковой контур 28 боковин 8, 10 соответствует контуру подошвы 29 на днище 22.
Контрпуансон 24 посредством нижнего цилиндра 25 уже приведен в положение , определенное подходящим для° этой цели устройством, например измерительной системой формы, конечным
выключателем или упорами, и вместе с боковинами.9, 11 формы и днищем 23 образует полость. Литьевой агрегат 48 подводится к рабочему суппорту 34 и заполняет через литник 16 остающееся полое пространство между боковинами 9, 11, контрпуансоном 24 и днищем 23 материалом для изготовления подошвы 15. После этой операции литьевой агрегат 48 опять отводится, а
10Й
агрегат 49 через литник 17 может заполнять полость, соответствующую промежуточному слою 13. Заполненный
итьевым агрегатом 49 материал промежуточного слоя, аналогично вышеописанному процессу изготовления подошвы 15, соединяет уже отлитую на пре- ьщущем обороте поворотного стола 47
подошву 14 с находящимся на колодке верхом обуви 6. Используя соответствующие боковины 8, 10, охватывающие колодки 4, 5 и образующие с ней употняющую крошку, можно также одновременно изготовлять верх обуви 6 из материала промежуточного слоя. Перед заполнением полости промежуточного слоя 13 материалом промежуточного слоя через литник 17 колодка 5 с
верхом обуви 6 была подана с помощью перемещающего цилиндра 7 в соответствующее , заранее определенно.е подхо- дяшрм для этой цели устройством положение , а боковины 8, -10 были замкИуты , в результате чего образовалась полость между подошвой 14, лежащей на днище 22, боковинами 8, 10 формы и верхом обуви 6, находящимся- на колодке 5.
В то время как на суппорте 34 отливается подошва 15, на суппорте 46 изготавливается промежуточный слой аналогично промежуточному слою 13, а во время отливки промежуточного слоя 13 посредством литьевого агрегата 49 на суппорте .34 одновременно на суппорте 35 отливается подошва, аналогичная подошве 15.
1440475
Аналогичный порядок рабочих ходов обуви, содержащее закрепленные на


Реферат
Изобретение относится к обувной промышленности и позволяет снизить технико-экономические затраты и сократить занимаемую площадь при изготовлении на одном суппорте подошв с двумя различными профилями. Устройство для изготовления многослойных обувных, в т.ч. сойдиненных за одно целое с верхом обуви подошв из вязких пластических масс содержит закрепленные на станине суппорты, на одном из которых закреплены на держателях колодки . Колодки, смонтированы под углом одна к другой с возможностью поворота относительно оси суппорта и возвратно-поступательного перемещения в вертикальной плоскости. Над суппортами размещен рабочий блок с двумя смещенньми под углом формами. Над формами вьтолнены днища и боковины для закрытия форм. Под формами установлен пуансон для образования промежуточного слоя. Замыкающие боковины установлены с возможностью перемещения в вертикальной плоскости относительно днища в направлении перемещения колодки. 7 з.п. ф-лы, 7 ил. ч (Л

Формула
Комментарии