Способ изготовления обуви - RU2448834C2
Код документа: RU2448834C2
Чертежи





Описание
Область техники
Изобретение относится к способу изготовления обуви, имеющей верх и подошву с приподнятой частью, путем использования формы, включающей колодку, на которой располагают верх, причем верхняя часть формы разделена на две боковые части, которые могут сдвигаться в стороны по отношению к нижней части формы между первым и вторым положениями, и нижняя часть формы может сдвигаться по вертикали по отношению к верхней части формы между третьим и четвертым положениями.
Предшествующий уровень техники
При изготовлении обуви, такой как полуботинок или ботинок, изготовители делали много попыток создать производственный процесс, не имеющий ручных операций. Особое внимание было уделено ручному процессу использования клея для скрепления подошвы башмака с верхом башмака вследствие выделения химикалий из клея во время отверждения клеевого соединения между подошвой и верхом.
Для того чтобы уменьшить ручные операции склеивания, делали прокладку в виде литой композиции между подошвой башмака и верхом башмака. Однако не оказалось возможным найти путь скрепления приподнятой части подошвы, такой как амортизатор мыска или амортизатор задника, не используя ручной процесс склеивания.
Далее, имеется риск порчи башмака при ручном процессе склеивания из-за того, что небольшая ошибка может привести к выделению капель клея на части верха, что портит внешний вид готового башмака. Попытка удалить каплю клея обычно дает пятно, приводя в результате к тому факту, что башмак испорчен.
Сущность изобретения
Целью настоящего изобретения является, по меньшей мере частично, преодолеть недостатки предшествующего уровня техники и предложить усовершенствованный способ изготовления обуви и, благодаря этому, улучшенную обувь, улучшенную производственную среду во время технологического процесса и уменьшенное время изготовления обуви.
Цель и преимущества становятся понятны из описания, следующего ниже, и достигаются способом изготовления обуви, имеющей верх и подошву с приподнятой частью, посредством использования формы, содержащей колодку, на которой располагают верх, причем верхняя часть формы разделена на две боковые части, которые могут сдвигаться в стороны по отношению к нижней части формы между первым и вторым положениями, и нижняя часть формы может сдвигаться по вертикали по отношению к верхней части формы между третьим и четвертым положениями, причем согласно способу:
- помещают подошву в нижнюю формующую часть формы;
- помещают верх в полость формы;
- перемещают по меньшей мере одну боковую часть относительно другой боковой части из первого положения во второе положение, благодаря чему две боковые части упираются в верх;
- инжектируют композицию в зазор для присоединения подошвы к верху и для изготовления прокладки;
- перемещают нижнюю часть формы по направлению вверх из третьего положения в четвертое положение так, чтобы крайний участок поднятой части был прижат к верху направляющей поверхностью боковых частей таким образом, чтобы сохранялся зазор между верхом и приподнятой частью подошвы.
Когда боковые части формы упираются в верх обуви и впоследствии нижняя часть формы, удерживающая подошву, сдвигается вверх к верху обуви и к боковым частям, крайний участок приподнятой части несколько наклоняется так, чтобы боковые части прижали крайний участок к верху. Таким образом, нижняя часть формы прижимает подошву и приподнятую часть подошвы к боковым частям. Боковые части выступают за нижнюю часть формы и приводят крайний участок приподнятой части к верху обуви.
В области приподнятой части приподнятая часть устанавливает верхний предел того, насколько далеко может растекаться инжектируемая композиция. В остальной части периферии верха боковые части прижимаются непосредственно к верху и образуют верхний предел для растекания инжектированной композиции.
Благодаря тому что части формы сконструированы так, чтобы оставить зазор между подошвой и верхом в четвертом и закрытом положении формы, инжектируемая композиция может растекаться так, чтобы составить как крепление к приподнятой части, так и прокладку. Верхние части формы спроектированы так, чтобы выступать за нижнюю часть формы для того, чтобы гарантировать, что приподнятая часть поставлена на место, и упираются в верх.
Путем перемещения нижней части формы по направлению к верху из третьего в четвертое положение так, чтобы крайний участок приподнятой части был прижат к верху направляющей поверхностью каждой боковой части для того, чтобы сохранить зазор между верхом и приподнятой частью подошвы, инжектируемая композиция способна растекаться под приподнятой частью и прикреплять приподнятую часть таким же способом, что и в способе изготовления гибкой прокладки между подошвой и верхом.
В известном производстве башмака приподнятую часть, такую как амортизатор мыска, прикрепляли посредством какого-либо клея в процессе, следующем за процессом литья под давлением. При прикреплении приподнятой части в процессе литья под давлением процесс приклеивания опускается, и рабочая среда улучшается, поскольку при настоящем решении ручная операция приклеивания приподнятой части осуществляется машиной.
При осуществлении настоящего изобретения инжектирование может быть осуществлено впрыском композиции в зазор от каблучной части прокладки.
В другом варианте осуществления настоящего изобретения приподнятая часть может представлять собой амортизатор мыска, амортизатор задника, срединный амортизатор, боковой амортизатор или арочную опору.
Кроме того, согласно изобретению композиция может быть инжектирована в конец прокладки, противоположный тому месту, где расположена приподнятая часть.
Дополнительно, согласно другому варианту осуществления композиция может быть инжектирована в зазор из одного положения в форме в два разных положения в зазоре.
В еще одном варианте осуществления боковые части могут выступать за нижнюю часть формы и прижиматься к верху и приподнятой части так, что приподнятая часть и боковая часть составляют верхний предел того, насколько далеко может растечься инжектируемая композиция.
Согласно изобретению композицией может быть этиленвинилацетат (ЭВА), натуральный или синтетический каучук, полиуретан (ПУ) или термопластичный полиуретан (ТПУ).
Кроме того, согласно изобретению подошва может быть изготовлена на первой стадии путем инжекционного формования в нижнюю часть формы и в другую верхнюю часть формы на первой стадии или путем штамповки.
Дополнительно, согласно изобретению подошва может быть изготовлена из износостойкого материала, такого как натуральный или синтетический каучук, полиуретан (ПУ), термопластичный полиуретан (ТПУ), термопластичный эластомер (ТПЭ), латекс или кожа.
Изобретение также относится к обуви, имеющей верх, приподнятую часть, заходящую на верх, и прокладку между верхом и подошвой, причем указанная подошва, включая ее приподнятую часть, прикреплена к верху отливкой под давлением прокладки, при этом часть прокладки проходит между подошвой и верхом.
Наконец, прокладка обуви может быть изготовлена из термопластичного полиуретана.
Краткое описание чертежей
Изобретение подробно объясняется ниже со ссылкой на чертежи, на которых:
фиг.1 - вид формы с боковыми частями и нижней частью.
Фиг.2а - вид верха, помещенного в полость формы в начальном положении.
Фиг.2b - вид нижней части формы, сдвинутой по отношению к фиг.2а.
Фиг.2с - вид нижней части формы в ее конечном положении.
Фиг.3 - вид с пространственным разделением деталей подошвы башмака.
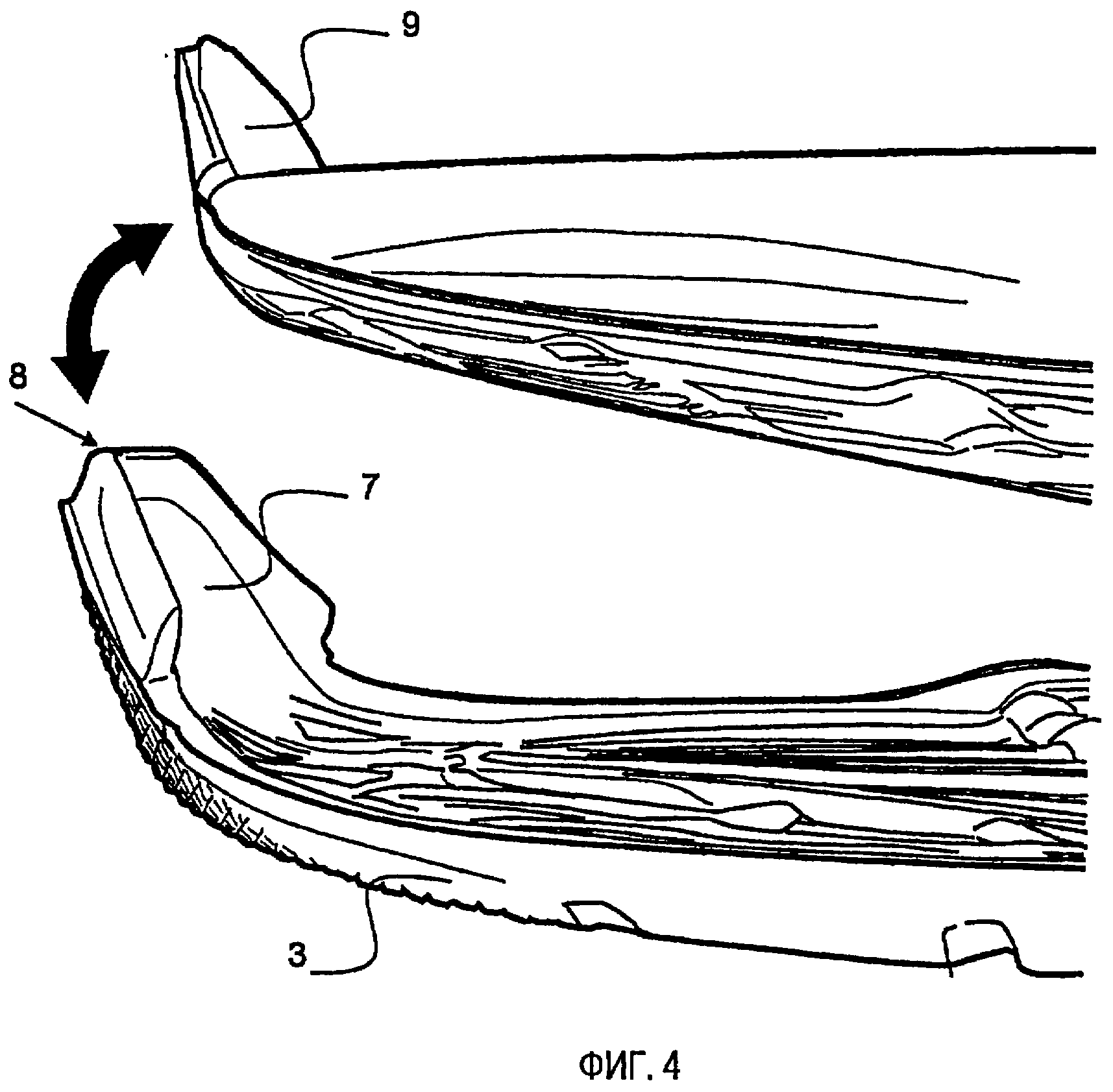
Фиг.4 - вид с пространственным разделением деталей части прокладки и подошвы.
Подробное описание предпочтительных осуществлений
Обувь 1 включает верх 2, изготовленный из кожи, ткани или подобного материала, и подошву 3, изготовленную из износостойкого материала. Верх 2 башмака 1 обычно изготавливают способом шитья и затем подошву 3 наклеивают на верх 2. В настоящем изобретении подошву 3 наклеивают на верх 2 инжекционным формованием, т.е. впрыском композиции в зазор между верхом 2 и подошвой 3. Композиция заполняет в зазоре весь путь до крайнего участка 8 подошвы и таким образом приклеивает всю подошву 3 к верху 2, включая приподнятую часть 7, такую как амортизатор мыска, амортизатор задника или арочная опора. Когда зазор заполняется композицией, композиция составляет гибкую прокладку 9.
Как упоминалось, верх обуви 1, такой как полуботинок или ботинок, по ранее известному способу изготавливали перед тем, как подошву обуви приклеивали к верху при изготовлении готового полуботинка или ботинка. Когда верх 2 изготовлен, например, способом шитья, верх 2 помещают на колодку 6 из твердого материала так, чтобы части 5 формы могли прижаться к колодке 6 во время процесса формования без разрушения колодки 6.
Способ инжекционного формования осуществляют с помощью формы, показанной на фиг.1. Форма имеет верхнюю часть 5 формы, которая разделена на две боковые части 5, которые перемещаются в поперечном направлении относительно нижней части 4 формы между первым и вторым положениями. Форма дополнительно содержит нижнюю часть 4 формы, которая может перемещаться вертикально относительно верхней части 5 формы между третьим и четвертым положениями.
Согласно способу по настоящему изобретению подошву сперва помещают в нижнюю формующую часть 4 формы, показанной на фиг.1. Во-вторых, верх, установленный на колодке, помещают в начальное положение в первой позиции формы, где верх помещают в полость формы до того, как какие-либо части формы сдвигают в положение перед осуществлением процесса инжекционного формования.
В варианте осуществления, показанном на фиг.2а-2с, форма имеет две боковые части 5, сдвигаемые одна к другой, и нижнюю часть 4. Фиг.2а показывает форму во втором положении, в котором две боковые части формы были сдвинуты друг к другу, приводя в результате к прижиманию боковых частей к периферии верха башмака, помещенного на колодку. Когда две боковые части перемещены, чтобы прижаться к верху, начинают инжекционное формование. Таким способом композицию инжектируют в зазор между верхом и подошвой. На фиг.2b показана следующая стадия способа, на которой нижнюю часть формы сдвигают вверх к башмаку и боковым частям. На фиг.2с форма показана в своем четвертом положении, где произошел сдвиг нижней части так, что нижняя часть 4 упирается в часть двух боковых частей 5 формы. Таким образом, крайний участок приподнятой части подошвы 3 прижимается к верху боковыми частями. Большая часть подошвы еще удерживается на расстоянии от верха тем, что нижняя формующая часть формы не упирается в верх. Тем самым частично сохраняется зазор между верхом и подошвой. Этот сохраненный зазор заполняют, поскольку впрыснутая композиция растекается, чтобы заполнить весь зазор. Композиция представляет собой гибкий полимер, предпочтительно расширяемый полимер, который прикрепляет подошву к верху, создавая в то же время гибкую прокладку 9.
На стадии, на которой нижнюю часть формы перемещают вверх, чтобы упереть ее в часть боковых частей, крайний участок приподнятой части 7 несколько изгибается так, чтобы зазор 12 между верхом и подошвой 3 замкнулся вверху. Таким путем предотвращается вытекание инжектируемой композиции, такой как гибкий полимер, на внешнюю сторону приподнятой части подошвы, удерживая, таким образом, гибкий полимер внутри зазора 12 даже во время расширения гибкого полимера. В четвертом положении формы две боковые части 5, нижняя граница верха обуви 2 и подошва 3, расположенная в нижней части 4 формы, образуют зазор 12 между верхом 2 и подошвой 3.
Подошва обуви является той частью готового полуботинка или ботинка, которая подвергается износу, когда нога прижимает башмак к грунту во время ходьбы, бега, скалолазания или подобных движений. Подошву обычно изготавливают из износостойкого материала, такого как синтетический или натуральный каучук или любой подходящий полимер, такой как термопластичный полиуретан. Изготовление подошвы осуществляют способом формования до настоящего способа, но в другом осуществлении настоящего изобретения процесс формования может быть производственной стадией, включенной в настоящий способ, например, путем использования многоступенчатого инжекционного формования. При таком способе опускается дополнительная стадия транспортировки обуви по производственной линии.
В настоящем осуществлении приподнятой частью является амортизатор мыска. В этом случае впрыск композиции осуществляют от каблучной части подошвы. В другом осуществлении приподнятой частью является амортизатор задника, арочная опора или подобное. Литье композиции проводится таким же образом впрыском из положения в подошве, противоположного положению приподнятой части. В случае арочной опоры литье композиции может быть осуществлено впрыском композиции и в каблучную часть, и в часть мыска подошвы для того, чтобы гарантировать, что композиция способна растечься до наиболее удаленных концов зазора. Композиция может быть впрыснута с того же положения, но в два разных места в зазоре для того, чтобы композиция достигла наиболее удаленных концов зазора.
Путем впрыска композиции в зазор 12 другие части подошвы, такие как супинатор 9 и/или стелька 10, могут быть закреплены литьевой композицией.
Реферат
Изобретение относится к способу изготовления обуви. Обувь имеет верх и подошву с приподнятой частью, такой как амортизатор носка или амортизатор задника. В способе используют форму, включающую колодку, на которую помещают верх, при этом верхняя часть формы разделена на две боковые части, перемещаемые в стороны относительно нижней части формы между первым и вторым положениями, и нижняя часть формы перемещается вертикально относительно верхней части формы между третьим и четвертым положениями. Согласно способу помещают подошву 3 в нижнюю формующую 4 часть формы; помещают верх 2 обуви в полость формы; перемещают по меньшей мере одну боковую часть 5 относительно другой боковой части 5 формы из первого положения во второе положение. В результате этого обе боковые части формы упираются в верх 2. Затем инжектируют композицию в зазор 12 между верхом 2 обуви и подошвой 3 для присоединения подошвы к верху и для изготовления прокладки 9. При этом перемещают нижнюю часть 4, формы по направлению к верху 2 из третьего положения в четвертое положение так, чтобы носок 8 приподнятой части 7 подошвы был прижат к верху 2 направляющей поверхностью 13, образованной боковыми частями 5 формы таким образом, чтобы сохранялся зазор между верхом 2 и приподнятой частью 7 подошвы 3. При этом приподнятая часть 7 подошвы 3 и боковая часть 5 формы образуют верхний предел растекания инжектируемой композиции. Технический результат, который достигается при использовании способа по изобретению, заключается в том, что повышается качество нанесения и соединения деталей обуви соединительной инжектируемой композицией. 2 н. и 8 з.п. ф-лы, 6 ил.
Формула
- помещают подошву (3) в нижнюю формующую часть (4) формы;
- помещают верх (2) в полость формы;
- перемещают по меньшей мере одну боковую часть (5) относительно другой боковой части (5) из первого положения во второе положение, в результате чего две боковые части упираются в верх (2);
- инжектируют композицию в зазор (12) между верхом и подошвой (3) для присоединения подошвы к верху и для изготовления прокладки (9), и
- перемещают нижнюю часть (4) формы по направлению к верху (2) из третьего положения в четвертое положение так, чтобы крайний участок (8) приподнятой части (7) был прижат к верху (2) направляющей поверхностью (13), образованной боковыми частями (5), выступающими за нижнюю часть (4) формы таким образом, чтобы сохранялся зазор между верхом и приподнятой частью (7) подошвы (3), при этом приподнятая часть (7) и боковая часть (5) образуют верхний предел растекания инжектируемой композиции.
Комментарии