Способ изготовления многослойной подошвы непосредственно на заготовке верха - RU2760963C2
Код документа: RU2760963C2
Чертежи



Описание
Настоящее изобретение относится к способу изготовления многослойной подошвы непосредственно на заготовке верха согласно общей части пункта 1; настоящее изобретение также относится к машине, работающей согласно такому способу.
Как хорошо известно, в последние годы во всех секторах рынка обуви (гражданского назначения, спортивной, профессиональной для соблюдения техники безопасности) возрос спрос на обувь с конкретными эстетическими и/или функциональными характеристиками.
Этот спрос удовлетворяют, в частности, за счет производства обуви, в которой заготовка верха обуви связана с подошвой, в которой межподошву и подметку изготавливают из пластмассовых материалов разного цвета (эстетический эффект для использования в гражданских и спортивных целях) и/или с разными физико-механическими свойствами (эффект, связанный с соблюдением техники безопасности, для профессионального использования).
На практике используются подошвы, изготовленные из пластмассового материала, состоящие по меньшей мере из трех слоев, которые различаются по цвету, плотности и мягкости и которые представляют собой соответственно промежуточную подошву, которая представляет собой «межподошву», самую наружную подошву, которая представляет собой «подметку», и самую внутреннюю подошву, прикрепленную к заготовке верха, которая представляет собой «стельку» и которая проходит и прикреплена только частично или ко всей контактной поверхности вышеупомянутой заготовки верха.
Наиболее распространенный метод изготовления подошв из пластмассы с частями или слоями разного цвета и/или из разных материалов известен как «прямой прилив на заготовку верха».
Первый способ изготовления подошв путем «прямого прилива на заготовку верха» предусматривает то, что только две подошвы, «стельку» и «межподошву», непосредственно впрыскивают на заготовку верха, тогда как «подметку» изготавливают отдельно и только затем ее прикрепляют к промежуточной подошве (например, можно ссылаться на патентный документ EP 0 400 492 A2 – фиг. 4, поз. 9, 24)
Также известен второй способ, описанный в патентном документе PD91A000191, в котором три разные подошвы изготавливаются в одной машине и образуют подошву, прикрепленную к заготовке верха.
Во время работы для осуществления этого способа используют множество пар первых и вторых установок (фиг. 1, поз. 1a, 1b), в которых обе установки каждой пары временно связывают с первым устройством (фиг. 1, поз. 14) для впрыскивания для последовательного формования соответственно первой и второй части подошвы (фиг. 6B, поз. S1, S2) и в которых одну из вышеуказанных частей подошвы перемещают из соответствующей установки для формования на другую установку из пары (фиг. 9B, поз. 25, S1), чтобы затем формовать в последней посредством второго устройства (фиг. 1, поз. 15) для впрыскивания третью часть подошвы (фиг. 10B, поз. S3), которая соединяет вышеупомянутые части друг с другом и с заготовкой верха.
На практике в этом способе вся операция едва ли является производительной и в целом является в значительной мере дорогостоящей в связи с тем, что в ней должны применяться пары установок (поз. 1a, 1b), которые временно связаны последовательно с первым и вторым устройством (поз. 14, 15) для впрыскивания, при этом две установки состоят из литейных форм разной формы, и прежде всего в связи с необходимостью участия оператора для перемещения вручную подошвы с одной установки на другую.
Самым важным документом в известном уровне техники является документ FR 2671462 A1. В этом документе описан способ изготовления многослойной подошвы непосредственно на заготовке верха (позиции относятся именно к этому документу) (фиг. 2) такого типа, в котором используют метод, называемый «прямым приливом на заготовку верха», с помощью которого изготавливают подошвы из пластмассового материала (описание, страница 1, строки 1–3), состоящей из множества слоев, которые различаются по цвету, плотности, мягкости и физико-механическим свойствам, при этом указанные слои представляют собой по меньшей мере самую наружную подошву, называемую «подметкой» (N, N1), самую внутреннюю подошву, называемую «стелькой» (L), которая прикреплена или проходит только частично или полностью на верхней поверхности (F1), и промежуточную подошву, называемую «межподошвой» (M), которая имеет функцию удержания двух других вышеуказанных подошв, при этом указанный способ предусматривает использование одной литейной формы (фиг. 2), которую при ее надлежащем оснащении располагают в точно определенной последовательности перед по меньшей мере тремя разными устройствами (3, 4, 5; 6; 8) для впрыскивания для получения также в последовательности посредством по меньшей мере первой операции по формованию (первое впрыскивание, описание, страница 6, строки 6–8) нижней части подошвы, или «подметки» (N, N1), посредством по меньшей мере второй операции по формованию (второе впрыскивание, описание, страница 6, строки 31–34) верхней части подошвы, или «стельки» (L) и посредством по меньшей мере одной третьей операции по формованию (третье впрыскивание, описание, страница 7, строки 12–13) «межподошвы» (M).
Дополнительными документами в известном уровне техники являются: документ GB 2255308 A, документ DE 3731518 A1, документ FR 2677299 A1, документ GB 1435837 A и документ EP 0407688 A2.
Цель настоящего изобретения – улучшить и сделать более производительным этот способ, чтобы улучшить метод «прямого прилива на заготовку верха», устранив недостатки известных подобных способов и машин.
В частности, целью настоящего изобретения является обеспечение способа изготовления подошвы из пластмассы с частями разного цвета и/или из разных материалов методом «прямого прилива на заготовку верха», который является более производительным (количество произведенной обуви за час), и машины, которая является конструктивно простой и работает почти полностью автоматически, так что присутствие операторов во время работы сводится к минимуму.
Эта цель достигается за счет способа согласно отличительной части пункта 1; дополнительные признаки способа согласно настоящему изобретению приводятся в зависимых пунктах формулы изобретения.
Настоящее изобретение далее лучше поясняется с помощью описания его возможного варианта осуществления, который приведен исключительно в качестве неограничивающего примера, в котором:
- на фиг. 1, фиг. 2, фиг. 3 представлены виды заготовки верха, снабженной многослойной подошвой, конвейера карусельного типа с тремя установками для формования и разнесенных компонентов литейной формы соответственно;
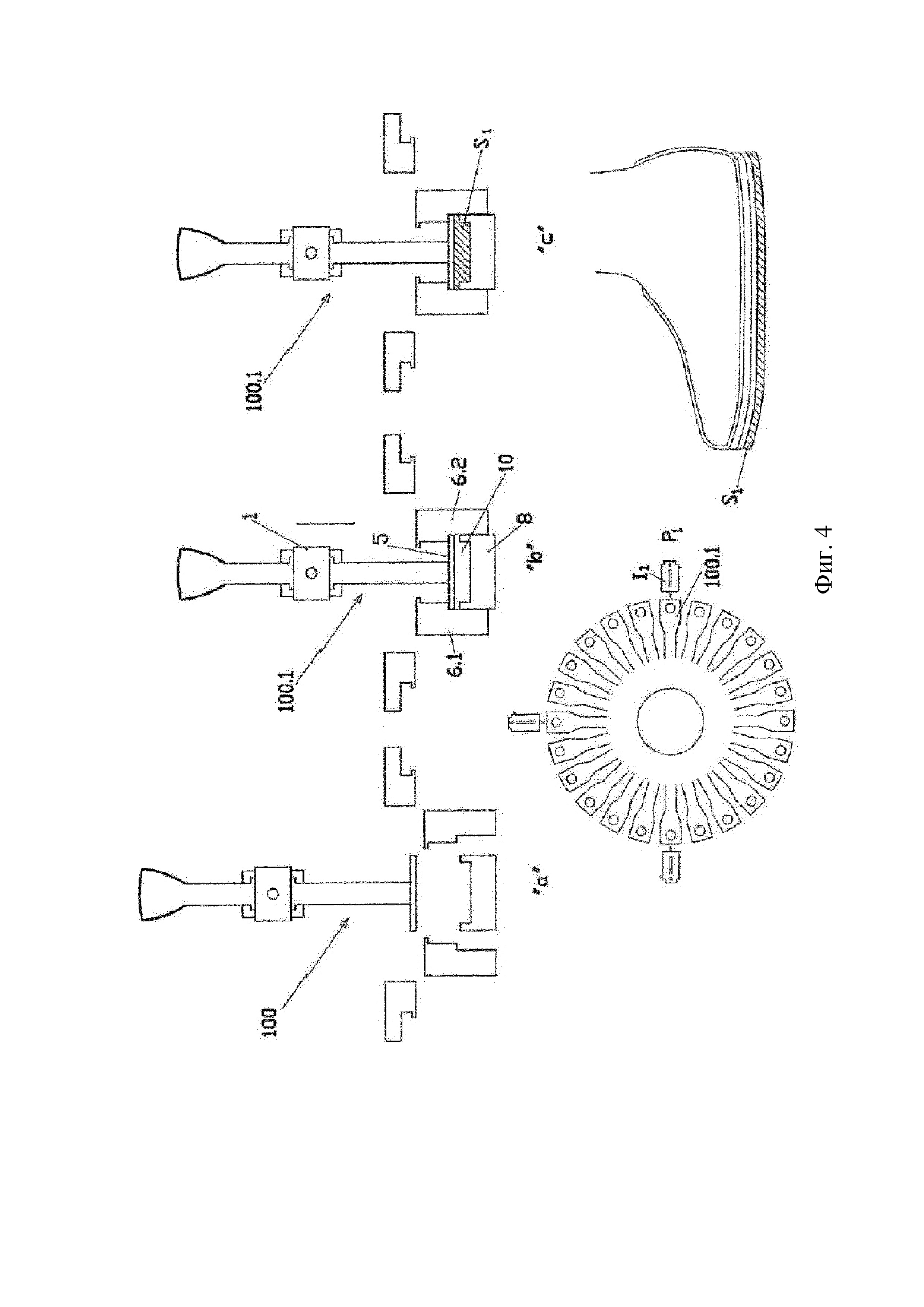
- на фиг. 4 представлены виды изготовления подметки;
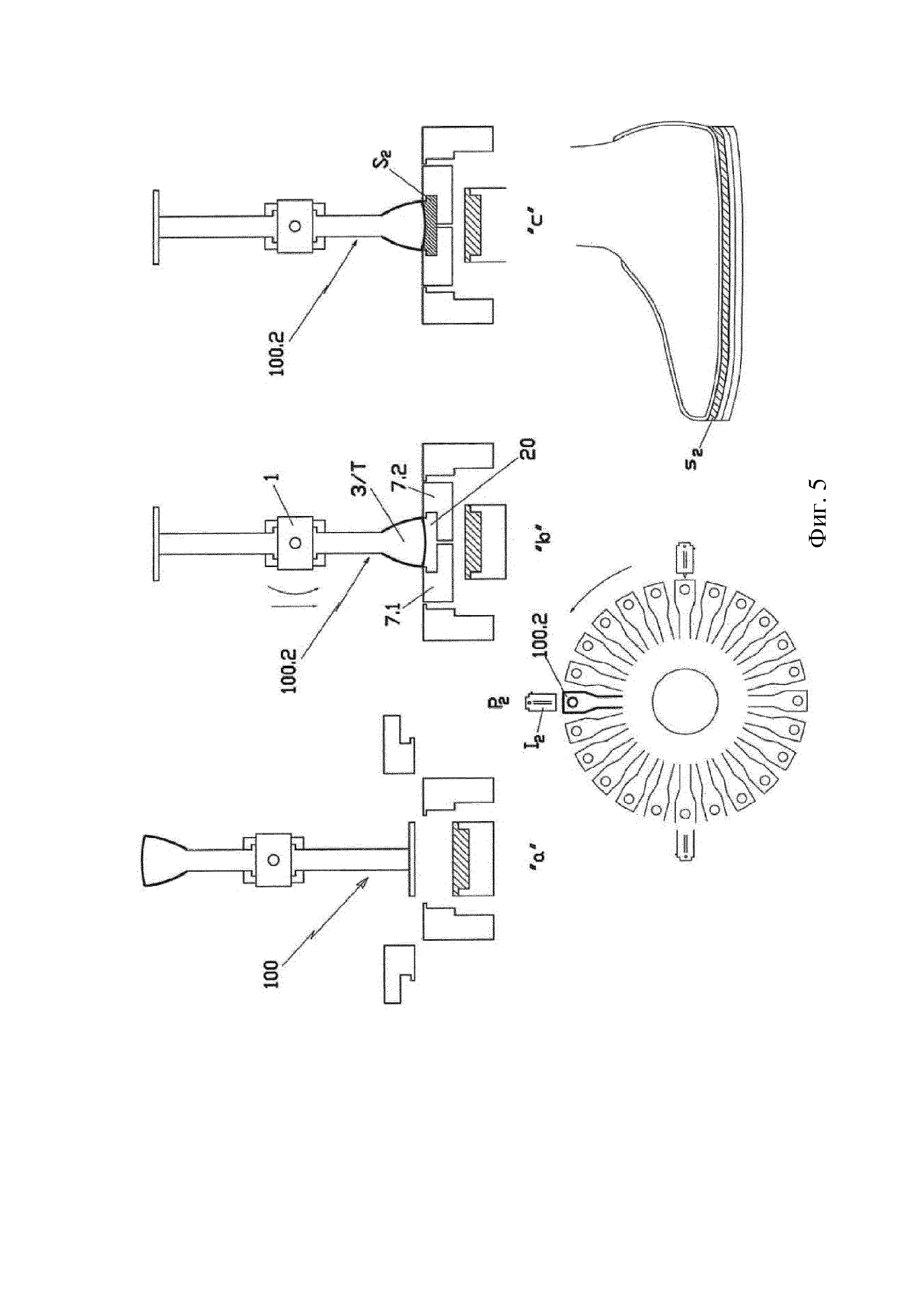
- на фиг. 5 представлены виды, связанные с изготовлением стельки;
- на фиг. 6 представлены виды, связанные с изготовлением межподошвы;
- на фиг. 7 представлены виды, связанные с выгрузкой завершенной обуви и загрузкой новой заготовки верха.
Как показано на фиг. 1, обувь, обозначенная позицией «C», содержит заготовку «T» верха, снабженную подошвой «S», изготовленной из пластмассового материала, которую можно получить с помощью способа согласно настоящему изобретению, которая состоит из трех слоев или «подошв» разного цвета и/или с разными физико-механическими свойствами, самая наружная подошва «S1» представляет собой «подметку», самая внутренняя подошва «S2» представляет собой «стельку», которая прикреплена и проходит только частично или полностью на поверхности заготовки «T» верха, и промежуточная подошва «S3», которая представляет собой «межподошву», которая имеет функцию удержания двух других вышеупомянутых подошв.
Как показано на фиг. 2, подошву «S» изготавливают с помощью машины, в которой литейные формы 100 устанавливают на конвейере карусельного типа «G», вращающегося вокруг вертикальной оси «Y», где имеются три установки для формования, обозначенные позициями «P1, P2, P3», в каждой из которых имеется литейная форма 100.1, 100.2 и 100.3, которые после их надлежащего оснащения размещают последовательно перед соответствующими устройствами для впрыскивания, обозначенными позициями «I1, I2, I3», для выполнения формования в последовательности соответственно в установке «P1» подметки «S1», в установке «P2» стельки «S2» и в установке «P3» промежуточной подошвы «S3».
На конвейере карусельного типа также имеется установка, обозначенная позицией «P4», в которой оператор извлекает завершенную обувь «C» из литейной формы и устанавливает новую заготовку «T» верха на форме.
Как показано на фиг. 3, литейная форма 100 состоит из серии компонентов 100.1, 100.2 и 100.3, съемным образом соединенных друг с другом, чтобы быть надлежащим образом оснащенной в отношении типа соответствующего устройства I1, I2, I3 для впрыскивания, как лучше описано в нижеследующем описании.
В частности, литейная форма 100 содержит опору 1, вращающуюся вокруг оси «X» ее центрального штифта, на которую съемным образом подвешены радиальный рукав 2, заканчивающийся формой 3, связанной с заготовкой «T» верха, и противоположный радиальный рукав 4, заканчивающийся диском 5; два противоположных боковых полукольца 6.1 и 6.2, два противоположных верхних полукольца 7.1 и 7.2 и основание 8.
Способ согласно настоящему изобретению реализуют с помощью машины согласно настоящему изобретению следующим образом.
Как видно на фиг. 4, на первой установке для формования «P1», где изготавливают «подметку» «S1», после того, как литейная форма 100.1 помещена перед устройством «I1» для впрыскивания, из состояния открытой литейной формы (поз. 4a) опускают опору с ее диском, поднимают основание 8 и закрывают два противоположных боковых полукольца 6.1 и 6.2 для создания полости 10 (поз. 4b), внутрь которой впрыскивают пластмассовый материал посредством устройства «I1» для впрыскивания, или путем прямой отливки, или с помощью других методов для образования «подметки» «S1» (поз. 4c).
Как видно на фиг. 5, на второй установке для формования «P2», где изготавливают «стельку» «S2», путем вращения конвейера карусельного типа «G» литейную форму 100.2 помещают перед устройством «I2» для впрыскивания и из состояния открытой литейной формы (поз. 5a) опускают опору 1 и поворачивают на 180° для установки формы 3, связанной с заготовкой «T» верха, в нижнее положение и закрывают два противоположных верхних полукольца 7.1 и 7.2 для образования полости 20 (поз. 5b), внутрь которой впрыскивают пластмассовый материал посредством устройства «I2» для впрыскивания для образования «стельки» «S2» (поз. 5c).
Как видно на фиг. 6, на третьей установке для формования «P3», где изготавливают «межподошву» «S3», путем вращения конвейера карусельного типа «G» литейную форму 100.3 помещают перед устройством «I3» для впрыскивания и из состояния открытой литейной формы (поз. 6a) опускают опору 1 и ее форму 3, связанную с заготовкой «T» верха и «стелькой» «S2», поднимают основание 8, связанное с «подметкой» «S1», и закрывают два противоположных боковых полукольца 6.1 и 6.2 для образования полости 30 (поз. 6b), внутрь которой впрыскивают пластмассовый материал посредством устройства «I3» для впрыскивания для образования «межподошвы» «S3» с целью завершения подошвы «S» (поз. 6c).
В заключение, как видно на фиг. 7, предусмотрена четвертая установка «P4», где после отверждения впрыснутого пластмассового материала путем дальнейшего вращения конвейера карусельного типа «G» литейную форму 100 располагают перед оператором «M»; из состояния открытой литейной формы (поз. 7a) опору 1 поворачивают на 180° для поднятия наверх заготовки «T» верха, снабженной подошвой «S» (поз. 7B), чтобы она была легко доступной для вышеуказанного оператора «M», который извлекает обувь «C» из формы 3 и помещает новую заготовку «T» верха на вышеуказанную форму 3.
В частности, как показано на фиг. 2, в зависимости от размера конвейера карусельного типа «G», который зависит от количества установленных литейных форм 100, вышеупомянутая установка может быть размещена раньше по ходу потока (поз. P4.1) или дальше по ходу потока (поз. P4.2) относительно первой установки «P1».
Из вышеизложенного ясно, что были полностью достигнуты поставленные цели быстроты с точки зрения осуществления способа и эффективности затрат при изготовлении и эксплуатации машины.
Разумеется, используемые детали технического проекта и компоненты из известного уровня техники и в процессе разработки могут быть самыми различными при условии, что все входит в идею изобретения, определенную нижеследующей формулой изобретения.
Реферат
Изобретение относится к обувному производству и касается способа изготовления многослойной подошвы непосредственно на заготовке верха. Применяют метод, известный как «прямой прилив на заготовку верха», с помощью которого подошвы изготавливаются из пластмассового материала и состоят из множества слоев с разными цветом, плотностью, мягкостью и физико-механическими свойствами. Указанные слои образуют по меньшей мере наружную подошву, называемую «подметкой», внутреннюю подошву, называемую «стелькой», которая прикреплена и проходит только частично или полностью на поверхности заготовки верха, и промежуточную подошву, называемую «межподошвой», которая предназначена для удержания двух других вышеуказанных подошв. Способ предусматривает использование одной литейной формы, которую при ее надлежащем оснащении располагают в точно определенной последовательности перед по меньшей мере тремя разными устройствами для впрыскивания для получения также в последовательности посредством первой операции по формованию нижней части подошвы, т.е. «подметки», посредством второй операции - верхней части подошвы, т.е. «стельки», и посредством третьей - «межподошвы». Изобретение обеспечивает повышение производительности способа изготовления подошвы из пластмассы с частями разного цвета и/или из разных материалов методом «прямого прилива на заготовку верха». 3 з.п. ф-лы, 7 ил.
Комментарии