Способ непрерывного рафинирования стали в электропечи и устройство для его осуществления - SU1496637A3
Код документа: SU1496637A3
Чертежи
Описание
314
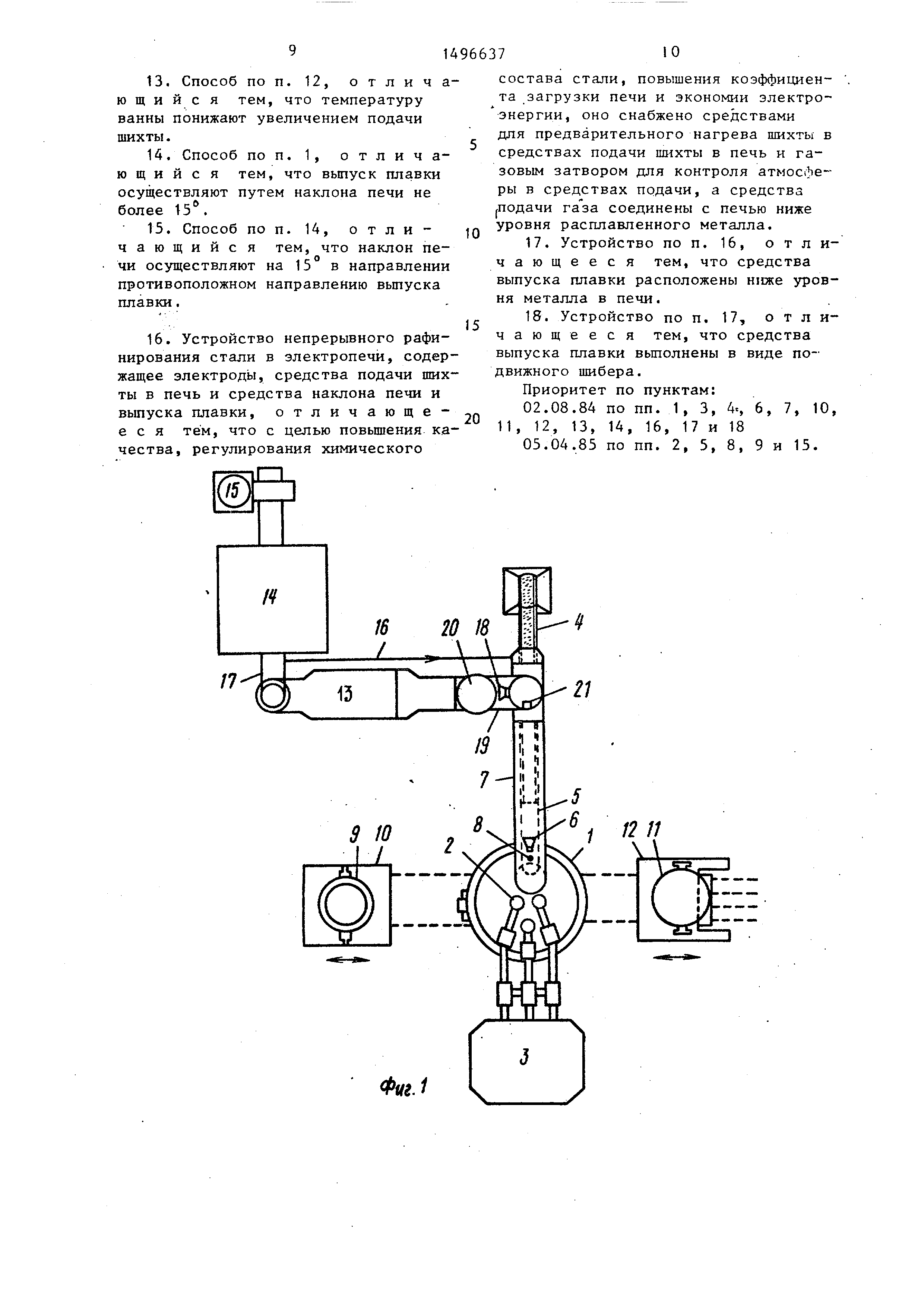
питаются от трансформатора (или источника питания) 3. Закрытый конвейер 4 (виброконвейер) предназначен для подачи шихты, включая металли- ческие и неметаллические материалы в печь.
Желоб 5 после конвейера А также выполнен закрытым и содержит горелку 6 для предварительного нагрева шихты и сжигания горючих материалов Желоб может представлять собой водо охлаждаемый канал. Конвейер 4 покрыт сегментными огнеупорами для получения канала для отходящих газов печи, этот канал используется в качестве туннеля 7 или зоны предварительного нагрева.
Кислородньш датчик 8 расположен внутри или у входа туннеля 7 для определения количества кислорода в отходящих газах, поступающих через туннель для сохранения восстановительных характеристик отходящего газа и предотвращения повторного окисления подачи. Дпя удаления щлак предусмотрен шлаковый ковш 9 на рельсовой тележке 10 для его подачи и из-положения удаления шлака, а для вьтуска плавки, - сталеразливоч- ный ковш 11 на тележке 12 для его подачи в положение выпуска плавки, обработки в ковше и вьшуска. Ковш может разгружаться непосредственно
в установку для непрерывного литья.
Система очистки горячих отходящих газов имеет соединение с тунне лем, бойлер 13, помещение рукавных физдьтров 14, дымоход 15 и соответствующие трубопроводы. Труба 16, соединяющая газовую трубу 17 между бойлером и помещением рукавных фильтров подает уплотнительный газ ДПЯ газового затвора ца входе туннеля . Горелка 18 в газовом канале 19 нагревает и расплавляет содержащиеся в газе частицы, которые затем осаждаются в шлаковую яму 20. Датчи 21 кислорода установлен в месте удаления газов из туннеля для определения топливно-воздушного отноше- ния, требуемого в горелке 18 дпя полного сжигания отходящих газов
Печь 1 (показана в виде трехфаз- ной дуговой электропечи) может быть электропечью постоянного тока, плазменной печью или индукционной печью Последняя может быть канальной индукционной печью.
Известные способы выпуска плавки не позволяют вести непрерывную плавку на протяжении 24 ч. Предлагаемый способ позволяет вести непрерывную завалку и рафинирование при полном электропитании печи путем наклона печи на более чем на 15 для удаления пшака и выпуска плавки. Для обеспечения непрерывной работы с полной нагрузкой без выведения электродов из контакта с ванной и без повреждения днища печи зеркало расплавленного металла удерживается в ванне примерно того, же объема, чта и расплавленный металл, удаляемый при каждом выпуске или плавке, т.е. зеркало расплавленного металла, составляющее примерно 40-50% максимальной высоты ванны, должно оставаться после выпуска плавки.
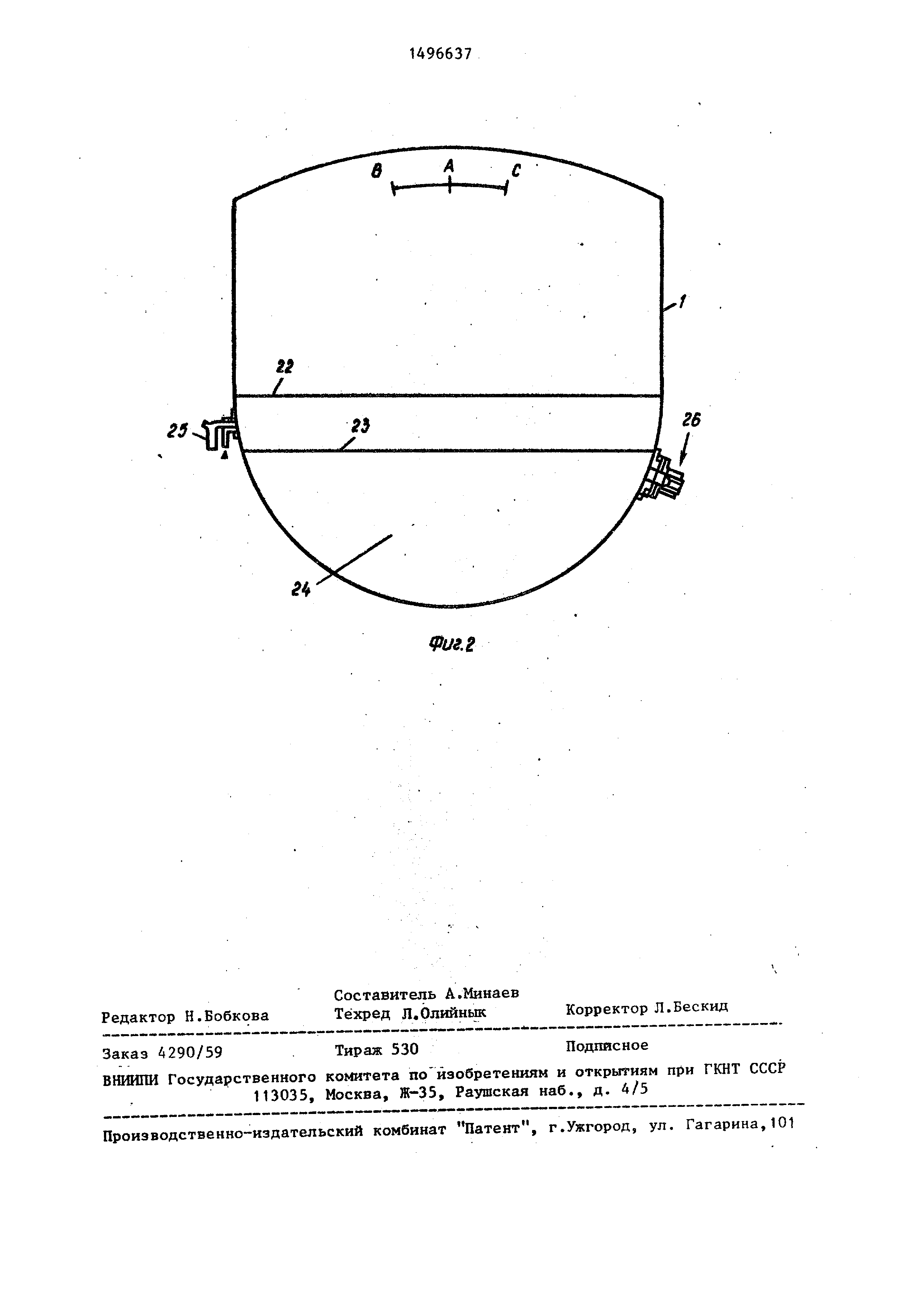
В сталеплавильной печи 1 (фиг. 2) максимальный уровень подъема ванны . показан линией 22 ванны, а минимальный уровень подъема ванны - линией 23 йанны. Зеркало расплавленного металла 24 занимает часть ванны ни- е средней линии 23 ванны. В нижней ч;асти печи ниже линии 22 ванны установлены одна или несколько нижних . фурм или воздушных фурм 25. Устройство 26 выпуска плавки также находится в стенке печи в любом нужном мес- те ниже минимальной линии 23 ванны, Та- кое расположение Предотвращает удаление шлака из печи-через устройство для вьшуска плавки во время выпуска.
Позиции лодачи шихты относительно печи показаны в верхней части печи (фиг. 2). При нормальном рабочем положении шихта подается в позицию А. При вьшусЯсе плавки шихта подается в позицию В, которая представляет собой 15-градусный наклон печи. Хотя отверстия для удаления шлака и выпуска плавки могут располагаться на одной стороне корпуса печи, Сфиг. 2 печь, которая для удаления шлака наклоняется в противоположном направлении, а в положении подачи печь будет находиться там, где показана позиция С. I - .
В предлагаемом способе можно использовать любые устройства и спос.о- бы. для выпуска плавки, вклкиая классическое отверстие для выпуска; разливку через носок, выдвижной шибер .д.
Шихта для непрерывной плавки представляет собой железный скрап, чугун и железо прямого восстановления в виде гранул или брикетов. Скрап разделяется по чистоте, перерабатывается или измельчается до нужного размера , при необходимости, для непрерывной подачи в печь или хранения по сортам до тех пор, пока он не потребуется для подачи. Чугун гранулируется или размалывается до требуемого размера для подачи и хранения .
Шихта выбирается из сохраняемого переработанного или измельченного материала или других запасов, взве- ишвается и подается на конвейер. Шихта взвешивается на взвешивающем конвейере . Шихта предварительно нагревается в -туннеле 7 за счет пропускания через него и над ним отходящих печных газов противотоком к подаче шихты в печь. Датчик 2 кислорода показывает восстановительные характеристики отходящих газов для предотвращения окисления жихты и контролирует регулировку горелок в туннеле. При необходимости в туннеле используется восстановительный факел. Неметаллические горючие материалы в шихты сжигаются и шихта нагревается до максимальной температуры примерно 800-1000°С.
Сталеплавильная печь работает непрерывно под полной нагрузкой в течение удлиненного периода времени примерно до 6-7 дней, в течение ко- тор ого на печи не производится ремонт .. После этого печь останавливается и весь тигель или верхняя часть корпуса разъемного вкладьнпа удаляется .
Печь эксплуатируется с зеркалом расплавленного металла, которое по массе примерно равно весу, удаляемому при каждом выпуске плавки. Это защищает днище от подаваемой высокой мощности во время и сразу после выпуска .
Скорость завалки или подачи определяется необходимыми температурными колебаниями ванны. При приближении момента выпуска скорость подачи в печь снижается за несколько минут до выпуска плавки. За счет уменьшения охлаждающего действия завалки на ванну температура ванны повышает0
5
0
5
ся до заданной температуры выпуска плавки.
Шлак поддерживается во-вспененном состоянии на всех фазах процесса , включая фазу выпуска плавки, и во время выпуска плавки сохраняется полная мощность печи. Вспенивание шлака обеспечивается за счет выделения СО и COj в шлаке. Углерод, необходимый для реакции с кислородом (окислы) в завалке, подается в шлак или на границу раздела шпак - металл в ванне в виде измельченного углерода или кокса через одну или несколько подванных фурм 25 (фиг. 2). При недостатке кислорода в ванне через нижние фурмы может подаваться также кислород для осуществления требуемой реакции с углеродом для стимулирования вспенивания шлака. Углерод и/или кислород может подаваться в ванну в любое время.
Дефосфоризация, окисление, частичная десульфуризация и науглероживание производятся в печи. Однако раскисление , окончательная десульфуризация и легирование осуществляются в ковше после выпуска плавки с помощью способа известного в качестве ковшовой металлургии , причем эти добавки могут вводиться в зоне ковшовой металлургии . Сталь в ковше не содержит расплавленный шпак и легирующие элементы можно добавлять во время выпуска плавки при производстве стали обычных сортов. Шлакообразующие добавляются при продувании газа через сталь для обеспечения однородности и чистоты .
Для выпуска плавки печь наклоняется на 15 от нормального вертикального положения. Плавка из печи может выпускаться с помощью любого требуемого способа, но она производится
5 через вьщвижной шибер, который установлен в предназначенном для этого отверстии. Это позволяет предупредить попадание шлака в ковш.
Углерод, известь, кислород или
0 вспенивающие шлакообразующие добавки можно подавать через убираемое ин- жекционное сопло или фурму 25 ниже уровня ванны расплавленного металла или на границу раздела шлак - металл.
0
5
0
55
Пример.
Энтальпия стали в
составляет примерно 347000 ккал/т. При завалке 100%
при температуре выпуска плавки
скрапа при расходе кислорода в примерно 100 без использования го-- релок и подогрева расход электроэнергии в печи, дающей 80 т плавку, составляет примерно 520 кВтчч/т. Дополнительное тепло, образующееся в печи (за счет теплоты реакции, окис- ления электродов, сгорания горючих материалов скрапа и т.д.) составляет примерно 190000 ккал/т или 217 кВт/т.
За счет водяного охлаждения из печи удаляется примерно 63000 ккал/т стали или 73 кВт-ч/т, а для шлака требуется примерно 60200 ккал/т или 70 . Следовательно примерно 160 кВт.ч или 137600 ккал/т получается от отходяищх газов для предварительного нагрева подачи или шихты.
Энтальпия 1 т стального скрапа при 900° С составляет примерно 160200 ккал или 186 кВт-ч и коэффициент теплопередачи составляет примерно 40% для предварительного нагрева шихты. Таким образом, общая потребность в тепле составляет 400500 ккал/т.
Учитывая имеющееся тепло печных отходящих газов, чистое требуемое количество тепла составляет 262900 ккал/т или примерно 31 Нм природного газа, на тонну.
Энергия, необходимая дпя расплавления предварительно нагретой шихты и нагрева ванны расплавленного металла для температуры выпуска плавки в 1660°С, составляет 282 кВт«ч/т.
При использовании для подачи железа прямого восстановления расход природного газа снижается.
Формула изобретения
1. Способ непрерывного рафинирования стали в электропечи, включающий подготовку скрапа и его подачу в электропечь, подачу шлакообразующих добавок, кислорода, получение ванны расплавленного металла и шпака, о т- личающийся тем, что, с целью повышения качества, регулирования химического состава стали, повышения ко эффициента загрузки печи и экономии электроэнергии, в качестве скрапа используют железо прямого восстановления или его смесь с железосодержащим скрапом, подают карбюризаторы и поддерживают шлак во вспененном состоянии, а вьтуск плавки осуществляют при непрерывной загруз- ке печи.
2.Способ по п. 1,отлича- ю щ и и с я тем, что железосодер жащий скрап подают в переработанном,
измельченном или гранулированном виде.
3.Способ по п. 1, отличающийся тем, что, с целью предварительного нагрева скрапа и сжигания неметаллических материалов в
скрапе, отходящие из электропечи газы пропускают через и над скрапом,
4.Способ по п. 1, отличающийся тем, что, с целью поддержания шпака во вспененном состояНИИ , в ванну с металлом подают измельченный углерод ниже поверхности .металла.
5.Способ по п. 4, отличаю- щ и и с я тем, что измельченный
углерод подают в ванну на границу раздела шлак - расплавленный металл.
6.Способ по п. 1,отличающий с я тем, что температуру ванны расплавленного металла во время вьшуска плавки поддерживают в
диапазоне 1540-1660 с.
7.Способ по п. 1, отличающийся тем, что температуру расплавленного металла во время плавки поддерживают в диапазоне 15401590 С .
8.Способ по п. 1, отличающийся тем, что шлакообразую- mjie добавки и карбюризаторы подают ниже поверхности расплавленной ванны.
9. Способ по п. 8, отличающийся тем, что шлакообразую- щие добавки и карбюризаторы подают через фурму, ниже поверхности ванны расплавленного металла на границе
раздела шлак - металл.
10.Способ по п. 1, отличающийся тем, что шлакообразую- щие добавки выбирают из группы, содержащей измельченную известь, флюоРит , глинозем, углерод и окись железа .
11.Способ по п. 1, о т л и ч а- .ю щ и и с я тем, что температуру
ванны повьш1ают .сразу перед выпуском плавки.
12.Способ по п. 1, отличающийся тем, что температуру ванны понижают сразу после выпуска плавки.
13.Способ по п. 12, отличающийся тем, что температуру ванны понижают увеличением подачи шихты.
14.Способ по п. 1, отличатем , что
вьтуск плавки не
путем наклона печи
14,
о т л и
тем, что наклон пена 15 в направлении
15,Способ по п. чающийся
чи осуществляют
противоположном направлению выпуска
плавки.
16.Устройство непрерывного рафинирования стали в электропечи, содержащее электроды, средства подачи щих- ты в печь и средства наклона печи и выпуска плавки, отличающееся тем, что с целью повьшения качества , регулирования химического
5
0
состава стали, повышения коэффициента загрузки печи и экономии электроэнергии , оно снабжено средствами для предварительного нагрева шихты в средствах подачи шихты в печь и газовым затвором для контроля атмосферы в средствах подачи, а средства подачи га за соединены с печью ниже уровня расплавленного металла.
17.Устройство по п. 16, отличающееся тем, что средства выпуска плавки расположены ниже уровня металла в печи.
18.Устройство по п, 17, отличающееся тем, что средства выпуска плавки вьшолнены в виде подвижного щибера.
Приоритет по пунктам:
02.08.84 по пп. 1, 3,
11, 12, 13, 14, 16, 17 и
4., 6, 7, 10, 18
05.04.85 по пп. 2, 5, 8, 9 и 15.
Реферат
Изобретение относится к технологии непрерывного рафинирования сталей в электропечи и к соответствующему оборудованию, используемому в черной металлургии. Цель изобретения - повышение качества, регулирование химического состава стали, повышение коэффициента загрузки печи и экономии электроэнергии. Способ непрерывного рафинирования стали в электропечи включает подготовку скрапа и его подачу в электропечь, подачу шкалообразующих добавок, кислорода, получение ванны расплавляемого металла со слоем расплавленного шкала и последующее разделение металла и шлама. В качестве скрапа используют железо прямого восстановления или его смесь с железосодержащим скрапом, подают карбюризаторы и поддерживают шлак во вспененном состоянии, а выпуск плавки осуществляют при непрерывной загрузки печи. Устройство непрерывно рафинирования стали в электропечи содержит электроды, средства подачи шихты в печь и средства наклона печи и выпуска плавки. Оно снабжено средствами для предварительного нагрева шихты в средствах подачи шихты в печь и газовым затворам для контроля атмосферы в средствах подачи, а средства подачи газа соединены с печью шире уровня расплавленного металла. 17 з.п. ф-лы, 2 ил.
Формула
Комментарии