Станция и способ перемещения расплава металла из плавильной печи в транспортировочный тигель, а также установка и система с такой станцией - RU2678621C2
Код документа: RU2678621C2
Чертежи




Описание
Изобретение относится к станции и способу перемещения расплава металла из плавильной печи в транспортировочный тигель. Также изобретение относится к установке с плавильной печью и такой станцией, а также к системе с такой установкой и транспортировочным тиглем.
Такие станции и способы используются в уровне техники для перемещения определенного количества расплава металла, к примеру, алюминиевого сплава, из плавильной печи в транспортировочный тигель, так что расплав металла может быть посредством транспортировочного тигля перемещен к разливочной станции, к примеру, для отливки болванок, блоков, заготовок или деталей.
Для перемещения расплава металла из плавильной печи в транспортировочный тигель в уровне техники используются различные способы.
Так в первом известном способе вся плавильная печь целиком посредством гидропривода слегка наклоняется, так что жидкий металл через разливочный раструб плавильной печи может перетечь в желоб с жаропрочной облицовкой. Из этого желоба металл попадает затем в позиционированный соответствующим образом транспортировочный тигель. Этот способ требует механически дорогостоящей конструкции плавильной печи и, к тому же, больших технических затрат на необходимую для наклона плавильной печи гидравлическую систему. Сильное перемешивание жидкости при сливе в транспортировочный тигель, а также интенсивный контакт сливающегося жидкого металла с окружающим воздухом приводят также к нежелательному повышенному образованию шлака.
В следующем известном способе расплав металла посредством электромагнитных подающих насосов транспортируется от плавильной печи в подготовленный транспортировочный тигель. Для этого создается магнитное поле, посредством которого расплав металла может транспортироваться через соответствующую трубу. Этот способ очень подвержен сбоям, так как даже небольшие трещины в транспортирующей трубе могут приводить к электрическому заземлению и, тем самым, к выходу из строя подающего насоса. Такой выход из строя подающего насоса является недостатком, так как может способствовать относительно долгому перерыву в работе установки и, тем самым, как следствие, приводить к большим затратам.
В следующем известном из уровня техники способе для перемещения расплава металла в транспортировочный тигель используются механические подающие насосы. К примеру, расплав металла может подаваться посредством приводимого в действие от электромотора графитового ротора. Прямой контакт расплава металла и подвижных механических частей подающего насоса приводит к высоким термическим и механическим нагрузкам на эти части, так что такие подающие насосы подвергаются усиленному механическому износу и, поэтому, требуют частой периодичности технического обслуживания, а также к повышению эксплуатационных расходов.
В следующем известном способе плавильная печь имеет механически закрытые выпускные отверстия. Такое выпускное отверстие размещается на стационарной плавильной печи, на боковой стенке, в зоне самого глубокого места днища печи, и герметизируется посредством механической заглушки. Для перемещения расплава металла заглушка удаляется, так что расплав металла через выпускное отверстие может вытекать из плавильной печи и перетекать в расположенный соответствующим образом транспортировочный тигель. По достижении соответствующего количества металла выпускное отверстие снова закрывается. Недостатком данного способа является то, что точное дозирование перемещенного при этом количества металла невозможно. Далее имеется опасность того, что выпускное отверстие, вследствие наличия загрязнений, не сможет быть полностью закрыто.
Из JP 2010-240701 известно автоматическое подающее устройство для расплавленного металла с трубой, которая одной стороной погружена в плавильную печь, а другой стороной проводится через плоскую крышку в литейный ковш. За счет уменьшения давления в литейном ковше, при помощи вакуумного насоса жидкий металл из печи по трубе перемещается в литейный ковш. Аналогичное подающее устройство известно также из WO 02/076656 А1. Эти устройства имеют, однако, недостаток в том, что перемещенный в литейный ковш жидкий металл может легко разбрызгиваться вокруг и, вследствие этого, может повреждать или загрязнять важные компоненты станции.
Исходя из данного уровня техники, в основе предложенного на рассмотрение изобретения лежит задача создания устройства и способа для перемещения расплава металла из плавильной печи в транспортировочный тигель, при котором указанные выше недостатки из уровня техники не будут иметь место или будут иметь место, по меньшей мере, в меньших масштабах.
Эта задача в соответствии с изобретением решается посредством станции для перемещения расплава металла из плавильной печи в транспортировочный тигель, со стыковочной камерой, которая имеет стыковочное отверстие и установлена для того, чтобы посредством стыковочного отверстия пристыковаться к загрузочному отверстию транспортировочного тигля, с отсасывающим устройством, которое установлено для откачки газа из стыковочной камеры и/или из пристыкованного к стыковочной камере транспортировочного тигля, и с отсасывающей трубой, которая имеет проходящий между впускным отверстием и выпускным отверстием воздушный канал, причем впускное отверстие расположено вне стыковочной камеры, а выпускное отверстие расположено таким образом, что протекающий через воздушный канал и выходящий из выпускного отверстия расплав металла попадает через стыковочное отверстие.
Посредством такой станции расплав металла может быть перемещен из плавильной печи в транспортировочный тигель, без соприкосновения при этом подвижных механических частей установки с расплавом металла. Далее необходимые для перемещения расплава металла компоненты станции, в частности, отсасывающая труба и отсасывающее устройство, не должны быть соединены с печью напрямую, так что возможно практически в любой момент во время работы плавильной печи поддерживать станцию в рабочем состоянии, осуществлять ее техническое обслуживание или производить замену компонентов станции. Таким образом, к примеру, выход из строя отсасывающей трубы не приводит к останову плавильной печи, так как отсасывающая труба может быть заменена без необходимости останова плавильной печи. Благодаря этому, эксплуатационная готовность установки может быть повышена.
Кроме того, посредством использования изобретения можно также добиться повышения эксплуатационной надежности, так как разбрызгивание расплава металла, к примеру, через открытую систему желобов или через негерметичные выпускные отверстия, во время перемещения расплава металла в транспортировочный тигель невозможно, так как расплав металла транспортируется в закрытой системе.
Станция предназначена для перемещения расплава металла из плавильной печи в транспортировочный тигель. Под расплавом металла может пониматься, в частности, алюминиевый сплав, а под плавильной печью, соответственно, плавильная печь для алюминиевых сплавов. Станция в предпочтительном варианте стационарно установлена в зоне такой плавильной печи. Вместо алюминия или алюминиевого сплава под расплавом металла может подразумеваться также другой металл или другой металлический сплав, к примеру, магниевый сплав, медный сплав или свинцовый сплав.
Входящие в контакт с расплавом металла части станции, в частности, отсасывающая труба, в предпочтительном варианте приведены в соответствие с транспортируемым расплавом металла. К примеру, станция, в частности отсасывающая труба, может содержать огнеупорный материал, к примеру, керамический материал, для повышения термической и/или химической устойчивости. Отсасывающая труба может быть, к примеру, облицована огнеупорным материалом. Для перемещения алюминия или алюминиевого сплава станция, в частности, отсасывающая труба, в предпочтительном варианте рассчитана на температуру расплава металла более чем 740°С.
Станция включает в себя стыковочную камеру, которая имеет стыковочное отверстие. Стыковочная камера осуществлена в предпочтительном варианте в виде камеры пониженного давления, к примеру, в виде пневматического колокола пониженного давления. Для этого стыковочная камера имеет в предпочтительном варианте такую геометрию, которая рассчитана на механические нагрузки, вследствие пониженного давления во внутреннем пространстве стыковочной камеры, предпочтительно вплоть до разности давлений, по меньшей мере, 0,3 бар, предпочтительно, по меньшей мере, 0,6 бар, в сравнении с давлением окружающей среды. При принятом давлении окружающей среды за 1 бар это соответствует, к примеру, внутреннему давлению в 0,7 бар или менее, либо 0,4 бар или меньше. Далее стыковочная камера рассчитана в предпочтительном варианте на достаточную герметизацию, так что соответствующее пониженное давление в стыковочной камере может сохраняться.
Стыковочная камера установлена для того, чтобы посредством стыковочного отверстия пристыковываться к загрузочному отверстию транспортировочного тигля. Для этой цели стыковочная камера в зоне стыковочного отверстия может иметь, к примеру, стыковочную фланцевую зону, которая в предпочтительном варианте имеет плоскую контактную поверхность для прилегания к соответствующей контактной поверхности на загрузочном отверстии транспортировочного тигля, и/или уплотнение, так что стыковочная камера газонепроницаемым образом может быть пристыкована к загрузочному отверстию транспортировочного тигля. Под пристыковкой в данном случае понимается то, что стыковочное отверстие стыковочной камеры расположено на загрузочном отверстии транспортировочного тигля таким образом, что создается, в основном, газонепроницаемое относительно окружающей среды соединение между стыковочным отверстием и загрузочным отверстием, или между внутренним пространством транспортировочного тигля и внутренним пространством стыковочной камеры, соответственно.
В результате использования стыковочной камеры вместо, к примеру, плоской крышки, могут быть уменьшены проблемы разбрызгивания жидкого металла при перемещении расплава металла. В частности, пристыкованная к транспортировочному тиглю стыковочная камера за счет своего внутреннего пространства формирует пространственную зону, которая, с одной стороны, соединена с внутренним пространством транспортировочного тигля, так что, за счет откачки газа из стыковочной камеры давление в транспортировочном тигле может быть уменьшено, а, с другой стороны, расположена вне транспортировочного тигля, так что разбрызгивающийся в транспортировочном тигле жидкий металл не попадает или лишь в небольшом количестве попадает в пространственную зону стыковочной камеры.
Таким образом, компоненты, которые присоединены к стыковочной камере или, по меньшей мере, частично расположены в ней, защищаются от металлических брызг. В частности, таким образом, отсасывающее устройство может быть защищено от металлических брызг, так что, в основном, жидкий металл не может попасть в отсасывающее устройство и, тем самым, срок его службы увеличивается. Для этой цели стыковочная камера имеет в предпочтительном варианте высоту внутреннего пространства, по меньшей мере, 20 см, более предпочтительно, по меньшей мере, 30 см.
Станция включает в себя далее отсасывающее устройство. В качестве отсасывающего устройства рассматривается, в принципе, любое устройство, которое пригодно для того, чтобы удалять газ из стыковочной камеры, то есть, из внутреннего пространства стыковочной камеры. К примеру, отсасывающее устройство может включать в себя насос или же сопло Вентури. Отсасывающее устройство установлено в предпочтительном варианте таким образом, что посредством отсасывающего устройства может быть получено пониженное давление в стыковочной камере и/или в пристыкованном к стыковочной камере транспортировочном тигле, с разностью давлений относительно давления окружающей среды, по меньшей мере, 0,3 бар, в частности, по меньшей мере, 0,6 бар.
Отсасывающее устройство установлено для откачки газа из стыковочной камеры и/или из пристыкованного к стыковочной камере транспортировочного тигля. Для этой цели отсасывающее устройство имеет в предпочтительном варианте всасывающий канал с всасывающим отверстием для закачки газа, причем всасывающее отверстие расположено в стыковочной камере или всасывающий канал выходит из стыковочного отверстия, так что в процессе работы газ из стыковочной камеры и/или из пристыкованного к стыковочной камере транспортировочного тигля может отводиться через всасывающее отверстие или всасывающий канал.
Далее станция включает в себя отсасывающую трубу, которая имеет проходящий между впускным отверстием и выпускным отверстием воздушный канал. Отсасывающая труба рассчитана, в частности, на проведение расплава металла, то есть, в частности, на связанные с этим термические и механически нагрузки. В предпочтительном варианте отсасывающая труба состоит, в основном, из металла и/или из огнеупорного материала, к примеру, из керамического материала. Отсасывающая труба может быть осуществлена цельной или составной, к примеру, в виде большого количества прифланцованных друг к другу фрагментов трубы. Воздушный канал между впускным и выпускным отверстиями осуществлен в предпочтительном варианте, в основном, газонепроницаемым, так что нарастающий в отсасывающей трубе поток расплава металла при всасывании не прерывается.
Впускное отверстие отсасывающей трубы расположено вне стыковочной камеры. В частности, впускное отверстие расположено таким образом, что может погружаться в расплав металла в плавильной печи. К примеру, отсасывающая труба может иметь в зоне впускного отверстия, в основном, вертикально расположенную зону трубы, которая сверху может вводиться в разгрузочное отверстие плавильной печи и погружаться, таким образом, в расплав металла в плавильной печи.
Выпускное отверстие расположено таким образом, что протекающий через воздушный канал и выходящий из выпускного отверстия расплав металла попадает через стыковочное отверстие. Для этой цели отсасывающая труба проходит в предпочтительном варианте от впускного отверстия снаружи стыковочной камеры через отверстие в стене стыковочной камеры или через предусмотренный на стыковочной камере патрубок во внутреннее пространство стыковочной камеры. Выпускное отверстие может быть расположено, к примеру, внутри стыковочной камеры или в плоскости стыковочного отверстия, так что во время работы станции выходящий из выпускного отверстия расплав металла проводится через стыковочное отверстие и, таким образом, через него попадает в пристыкованный к стыковочной камере транспортировочный тигель. В альтернативном варианте воздушный канал может также проходить через стыковочное отверстие, так что стыковочное отверстие располагается, к примеру, ниже стыковочной камеры. Проходящий в процессе работы через отсасывающую трубу расплав металла попадает затем через стыковочное отверстие, когда оно еще находится внутри воздушного канала, и спускается затем после выхода через выпускное отверстие в пристыкованный к стыковочной камере транспортировочный тигель.
Вышеуказанная задача решается далее в соответствии с изобретением посредством установки с плавильной печью, которая имеет разгрузочное отверстие для выгрузки расплава металла, и с вышеописанной станцией, причем станция установлена таким образом, что впускное отверстие отсасывающей трубы через разгрузочное отверстие плавильной печи может погружаться в расплав металла в плавильной печи.
Разгрузочное отверстие располагается в предпочтительном варианте на верхней стороне плавильной печи или ее части, так что отсасывающая труба сверху может пройти через разгрузочное отверстие плавильной печи и, таким образом, погрузиться в расплав металла в плавильной печи. Плавильная печь может иметь, к примеру, разгрузочную зону, на верхней стороне которой расположено разгрузочное отверстие.
Станция установлена таким образом, что впускное отверстие отсасывающей трубы через разгрузочное отверстие плавильной печи может погружаться в расплав металла в плавильной печи. Для этого станция может включать в себя, в частности, соответствующие приводные средства, посредством которых впускное отверстие отсасывающей трубы в предпочтительном варианте, в основном, вертикально может погружаться в расплав металла в плавильной печи.
Станция расположена в предпочтительном варианте стационарно, в частности, в определенном положении относительно плавильной печи. Таким образом, станция ни при каждом процессе перемещения расплава металла должна быть заново отрегулирована, в зависимости от своего положения относительно плавильной печи, так что возможна ускоренная и рациональная загрузка транспортировочного тигля или нескольких транспортировочных тиглей расплавам металла, следом друг за другом.
Вышеуказанная задача решается далее в соответствии с изобретением посредством системы, включающей в себя вышеописанную установку, а также транспортировочный тигель с загрузочным отверстием, причем стыковочная камера установлена для того, чтобы посредством стыковочного отверстия пристыковываться к загрузочному отверстию транспортировочного тигля.
Загрузочное отверстие находится в предпочтительном варианте на верхней стороне транспортировочного тигля, так что стыковочная камера за счет, в основном, вертикального перемещения, посредством стыковочного отверстия может быть пристыкована к загрузочному отверстию. Стыковочная камера и транспортировочный тигель в предпочтительном варианте согласованы друг с другом таким образом, что посредством стыковочной камеры может быть образовано герметичное соединение между стыковочным отверстием и загрузочным отверстием транспортировочного тигля. Для этой цели стыковочная камера вокруг стыковочного отверстия и транспортировочный тигель вокруг загрузочного отверстия могут иметь, в частности, согласующиеся друг с другом стыковочные поверхности, которые при пристыковке стыковочной камеры располагаются напротив друг друга. Для создания герметичного соединения между стыковочным отверстием и загрузочным отверстием согласующиеся друг с другом стыковочные поверхности при стыковке могут быть прижаты друг к другу. По меньшей мере, одна из стыковочных поверхностей может также иметь уплотнение, к примеру, уплотнительное кольцо, которое при пристыковке прижимается к соответствующей другой стыковочной поверхности. Уплотнение может быть, в частности, посредством соединения по типу ласточкиного хвоста установлено на одну из стыковочных поверхностей. В частности, в одну из стыковочных поверхностей может быть врезан паз для ласточкиного хвоста, в который вставлено уплотнение. Таким образом, уплотнение может надежно удерживаться в фиксированном положении.
В то время как плавильная печь и станция в предпочтительном варианте имеют определенное фиксированное положение относительно друг друга, транспортировочный тигель предназначен для транспортировки расплава металла в другое место, к примеру, к литейной станции, и, поэтому, является, в принципе, мобильным относительно плавильной печи и станции. На время перемещения расплава металла из плавильной печи в транспортировочный тигель посредством станции тигель принимает, однако, относительно станции в предпочтительном варианте фиксированное положение, которое в представленном случае обозначается как положение загрузки.
Вышеуказанная задача решается далее в соответствии с изобретением посредством способа перемещения жидкого металла из плавильной печи в транспортировочный тигель посредством вышеописанной установки, причем способ включает в себя следующие этапы: подача транспортировочного тигля в положение заполнения, в частности, транспортировочного тигля в соответствии с описанной ранее системой, пристыковка стыковочной камеры посредством стыковочного отверстия к загрузочному отверстию транспортировочного тигля, позиционирование впускного отверстия отсасывающей трубы в расплаве металла в плавильной печи и активирование отсасывающего устройства, так что в стыковочной камере и/или в транспортировочном тигле создается пониженное, по сравнению с давлением окружающей среды, давление, так что расплав металла всасывается через впускное отверстие отсасывающей трубы и по воздушному каналу попадает в транспортировочный тигель. Этапы данного способа могут быть произведены в указанном порядке. Однако, возможно также, чтобы этапы осуществлялись в другом порядке и/или, чтобы одновременно осуществлялось несколько этапов способа.
На этапе способа транспортировочный тигель устанавливается в положении загрузки. В положении загрузки транспортировочный тигель располагается относительно станции установки, в частности, таким образом, что стыковочная камера посредством стыковочного отверстия может пристыковаться к загрузочному отверстию транспортировочного тигля, предпочтительно посредством перемещения стыковочной камеры, в основном, в вертикальном направлении.
На следующем этапе способа стыковочная камера станции посредством стыковочного отверстия пристыковывается к загрузочному отверстию транспортировочного тигля. При этом в предпочтительном варианте стыковочная камера перемещается относительно транспортировочного тигля таким образом, что стыковочное отверстие располагается напротив загрузочного отверстия и внутреннее пространство стыковочной камеры через стыковочное отверстие и загрузочное отверстие соединяется с внутренним пространством транспортировочного тигля, в предпочтительном варианте посредством, в основном, газонепроницаемого в отношении окружающей среды соединения.
На следующем этапе способа впускное отверстие отсасывающей трубы позиционируется в расплаве металла в плавильной печи. Для этого впускное отверстие, к примеру, через разгрузочное отверстие плавильной печи может погружаться в расплав металла в плавильной печи. В предпочтительном варианте отсасывающая труба посредством, в основном, вертикального перемещения через разгрузочное отверстие вниз вводится в плавильную печь и погружается в расплав металла.
Вышеуказанный этап может быть осуществлен, к примеру, перед, после или же одновременно с этапом пристыковки стыковочной камеры к транспортировочному тиглю. Разгрузочное отверстие отсасывающей трубы может также длительное время оставаться в расплаве металла в плавильной печи, к примеру, для загрузки нескольких транспортировочных тиглей. В альтернативном варианте разгрузочное отверстие отсасывающей трубы может также после каждой загрузки транспортировочного тигля выводиться из расплава металла.
На следующем этапе способа активируется отсасывающее устройство, так что в стыковочной камере и/или в транспортировочном тигле создается пониженное давление по сравнению с давлением окружающей среды. Посредством активирования отсасывающего устройства газ откачивается из стыковочной камеры, так что давление в стыковочной камере и/или в соединенном с ней транспортировочном тигле снижается на величину ниже давления окружающей среды снаружи транспортировочного тигля. Затем расплав металла, за счет более высокого давления окружающей среды и, соответственно, более низкого давления в воздушном канале, через впускное отверстие воздушного канала и через сам канал транспортируется к выпускному отверстию воздушного канала, так что расплав металла через стыковочное отверстие и загрузочное отверстие попадает в транспортировочный тигель. Таким образом, транспортировочный тигель постепенно заполняется расплавом металла из плавильной печи.
Расплав металла при входе в воздушный канал имеет в предпочтительном варианте температуру, значение которой, по меньшей мере, на 80°С, предпочтительно, по меньшей мере, на 100°С, в частности, по меньшей мере, на 110°С, выше температуры плавления металла. Если под расплавом металла подразумевается алюминиевый сплав, то его температура при входе в воздушный канал составляет предпочтительно, по меньшей мере, 740°С, более предпочтительно, по меньшей мере, 770°С. Таким образом, может быть снижен или даже предотвращен риск того, что расплав металла внутри воздушного канала охладится ниже температуры плавления и там затвердеет.
Температура расплава металла при входе в воздушный канал составляет далее предпочтительно максимум 850°С, более предпочтительно максимум 820°С, в частности, максимум 800°С. При более высоких температурах срок службы станции явно уменьшается, вследствие высокой термической нагрузки. Более высокие температуры требуют далее использования специальных материалов для станции или дорогостоящих охлаждающих механизмов, что приводит к повышенным затратам.
Если транспортировочный тигель содержит желаемое количество расплава металла, то перемещение расплава металла может быть прекращено посредством деактивирования отсасывающего устройства. Таким образом, количество перемещаемого расплава металла может хорошо дозироваться.
Выявило себя то обстоятельство, что посредством вышеописанного способа, а также относящейся к нему станции для перемещения расплава металла из плавильной печи в транспортировочный тигель, или описанной установки, или описанной системы, возможно перемещение расплава металла из плавильной печи в транспортировочный тигель без прямого контакта подвижных, механических конструктивных элементов, к примеру, шнековых транспортеров или деталей насоса, с расплавом металла. Таким образом, имеет место надежный способ перемещения со сравнительно небольшими затратами на техническое обслуживание. Таким образом, может быть достигнуто также улучшение эксплуатационной надежности, так как при загрузке транспортировочного тигля, ввиду закрытой системы пониженного давления, не происходит разбрызгивания расплава металла, к примеру, из открытого желоба и, к тому же, могут быть использованы, в основном, закрытые транспортировочные тигли, так что и при перемещении транспортировочного тигля не происходит нежелательного выхода расплава металла из транспортировочного тигля.
Кроме того, описанная станция, установка, система и способ приводят также к повышению производительности и эксплуатационной стабильности, так как процесс загрузки транспортировочного тигля, по сравнении с другими способами заполнения, может быть сокращен. Возможные перерывы в работе установки, таким образом, также могут быть сокращены, так как станция, к примеру, и при заполненной плавильной печи может быть обслужена или отремонтирована.
Далее описываются различные варианты осуществления для вышеописанной станции, вышеописанной установки, вышеописанной системы, а также вышеописанного способа. Варианты осуществления могут быть перенесены при этом, соответственно, на все вышеупомянутые категории (станция, устройство, система, способ), даже если далее частично они детально описаны лишь для отдельных категорий.
В первом варианте осуществления станция имеет стационарную раму, с которой, соответственно, напрямую или опосредованно соединены стыковочная камера, отсасывающее устройство и/или отсасывающая труба. В предпочтительном варианте под рамой подразумевается рама, которая жестко соединена с основанием или с другой стационарной конструкцией. Таким образом, имеется стационарная станция, которая может быть установлена, к примеру, в непосредственной близости от плавильной печи, так что к станции, следом друг за другом, должны лишь подаваться предназначенные для загрузки транспортировочные тигли. Таким образом, можно осуществлять быстрый и простой процесс загрузки.
Под термином «соединены напрямую» в данном случае понимается то, что один компонент (к примеру, стыковочная камера) напрямую соединен с другим компонентом (к примеру, с рамой). Под термином «соединены опосредованно» в данном случае понимается то, что один компонент (к примеру, отсасывающая труба) соединен с соответствующим другим компонентом (к примеру, с рамой) посредством, по меньшей мере, одного третьего компонента (к примеру, стыковочной камеры).
В следующем варианте осуществления станция включает в себя подъемное устройство, которое установлено для, в основном, вертикального перемещения стыковочной камеры и/или отсасывающей трубы. Посредством этого подъемного устройства пристыковка стыковочной камеры к загрузочному отверстию транспортировочного тигля и/или погружение впускного отверстия отсасывающей трубы в расплав металла в плавильной печи могут быть реализованы простым способом, без необходимости сложных перемещений станции в целом или ее частей. В предпочтительном варианте подъемное устройство перемещает одновременно стыковочную камеру и отсасывающую трубу, так что, в частности, может иметь место экономия использования второго подъемного устройства. В альтернативном варианте для перемещения стыковочной камеры и отсасывающей трубы могут быть предусмотрены, однако, и два отдельных подъемных устройства, так что стыковочная камера и отсасывающая труба могут перемещаться вне зависимости друг от друга. Таким образом, к примеру, впускное отверстие отсасывающей трубы остается в расплаве металла для осуществления нескольких процессов загрузки.
Подъемное устройство закреплено в предпочтительном варианте на стационарной раме. К примеру, подъемное устройство может включать в себя закрепленный на раме линейный привод, который установлен для того, чтобы перемещать траверсу, в основном, в вертикальном направлении. На траверсу может быть непосредственно или опосредованно установлена стыковочная камера, так что она, за счет движения линейного привода, может перемещаться в вертикальном направлении.
В следующем варианте осуществления станция имеет датчик, в предпочтительном варианте внутри стыковочной камеры, который установлен для того, чтобы определять располагается ли загрузочное отверстие транспортировочного тигля ниже стыковочной камеры и/или загрузочное отверстие транспортировочного тигля свободно для пристыковки стыковочной камеры. В предпочтительном варианте датчик установлен для того, чтобы определять закрыто ли загрузочное отверстие транспортировочного тигля крышкой или нет. Под датчиком может пониматься, к примеру, оптический датчик. В предпочтительном варианте предусмотрено установленное для управления станцией управляющее устройство, которое установлено для того, чтобы управлять станцией, в зависимости от сигнала датчика. К примеру, управляющее устройство может быть установлено для того, чтобы допускать перемещение стыковочной камеры посредством подъемного устройства для пристыковки стыковочной камеры к загрузочному отверстию лишь тогда, когда датчик показывает, что загрузочное отверстие свободно для пристыковки стыковочной камеры. Таким образом, могут быть предотвращены столкновения стыковочной камеры или компонентов стыковочной камеры, к примеру, с крышкой для загрузочного отверстия транспортировочного тигля. Датчик может быть расположен, к примеру, на стыковочной камере или в ней.
Датчик для защиты от внешних воздействий и для соответствующего позиционирования выше загрузочного отверстия может быть расположен внутри стыковочной камеры, и притом предпочтительно, по меньшей мере, на 5 см, более предпочтительно, по меньшей мере, на 10 см, выше стыковочного отверстия. Таким образом, может быть предотвращено повреждение датчика разбрызгивающимся в транспортировочном тигле расплавом металла.
В следующем варианте осуществления, в частности, в варианте осуществления станции, стыковочная камера установлена с подпружиниванием, в частности, в вертикальном направлении. Для этого стыковочная камера может быть помещена, к примеру, посредством, по меньшей мере, одной пружины, в частности, механической пружины или газонаполненного амортизатора, на предусмотренном для этого конструктивном элементе, к примеру, на вышеописанной, выполненной с возможностью перемещения, в основном, в вертикальном направлении, траверсе. За счет подпружиненного расположения стыковочной камеры имеет место больший зазор при пристыковке стыковочной камеры посредством стыковочного отверстия к загрузочному отверстию транспортировочного тигля. В частности, за счет подпружиненного расположения добиваются того, что стыковочная камера по всей периферии стыковочного отверстия прилегает к загрузочному отверстию. С одной стороны, таким образом, может быть предотвращено повреждение стыковочной камеры или транспортировочного тигля. С другой стороны, таким образом, можно более надежным способом добиться герметичного соединения между стыковочной камерой и транспортировочным тиглем.
В следующем варианте осуществления станция имеет привод вращения для отклонения загрузочного отверстия отсасывающей трубы. К примеру, привод вращения может быть установлен для отклонения отсасывающей трубы или же стыковочной камеры совместно с отсасывающей трубой. Таким образом, добиваются того, что, в частности, отсасывающая труба может быть отклонена вовне из зоны плавильной печи, так что она может быть заменена или отремонтирована во время работы, то есть, при заполненной плавильной печи. Таким образом, осмотры или ремонты могут производиться в процессе работы и время простоев, таким образом, уменьшается.
Если стыковочная камера закреплена на траверсе рамы, то привод вращения для отклонения впускного отверстия отсасывающей трубы может располагаться, к примеру, между траверсой и стыковочной камерой. Таким образом, стыковочная камера может быть повернута, а отсасывающая труба отклонена.
В следующем варианте осуществления, в частности, станции, стыковочная камера имеет патрубок, который установлен для присоединения отсасывающей трубы к стыковочной камере. Патрубок может быть сварен, к примеру, со стенкой стыковочной камеры. В предпочтительном варианте патрубок имеет фланец для закрепления отсасывающей трубы на патрубке. Таким образом, отсасывающая труба посредством фланцевого соединения может быть присоединена к патрубку. За счет такой конструкции отсасывающая труба может быть относительно просто смонтирована на стыковочной камере или демонтирована с нее, так что замена или техническое обслуживание отсасывающей трубы упрощаются.
Отсасывающая труба имеет в предпочтительном варианте участок, который выполнен с возможностью введения через патрубок в стыковочную камеру. Участок выполнен в предпочтительном варианте с возможностью замены. Таким образом, расплав металла может быть посредством отсасывающей трубы введен в стыковочную камеру без непосредственного контакта расплава металла с патрубком. Выполненный с возможностью введения через патрубок в стыковочную камеру участок отсасывающей трубы имеет в предпочтительном варианте фланец, который выполнен с возможностью соединения с фланцем патрубка. Отсасывающая труба может включать в себя далее второй участок с фланцем, который выполнен с возможностью соединения с фланцем первого участка и/или с фланцем патрубка. В предпочтительном варианте фланец первого участка может быть расположен между фланцем патрубка и фланцем второго участка, и соединен с ним, в частности, свинчен.
Выполненный с возможностью введения через патрубок в стыковочную камеру участок отсасывающей трубы в предпочтительном варианте облицован огнеупорным материалом, к примеру, керамическим материалом. Этот участок подвержен особенно сильным термическим или химическим нагрузкам со стороны расплава металла, в частности, когда на этом участке осуществляется поворот потока расплава металла. За счет использования огнеупорного материала можно уменьшить износ участка и увеличить срок его службы.
В следующем варианте осуществления выпускное отверстие отсасывающей трубы расположено внутри стыковочной камеры. Выпускное отверстие расположено, таким образом, в предпочтительном варианте выше выпускного отверстия, и притом, в предпочтительном варианте, по меньшей мере, на 5 см, в частности, по меньшей мере, на 10 см, выше выпускного отверстия. Таким образом, выпускное отверстие в пристыкованном состоянии стыковочной камеры смещено назад относительно внутреннего пространства транспортировочного тигля, так что разбрызгивающийся в транспортировочном тигле расплав металла более не может или может лишь в небольшом количестве попасть к отсасывающей трубе. В частности, благодаря этому, предотвращается образование комочков шлака на выпускном отверстии отсасывающей трубы. Далее, таким образом, гарантируется, что расплав металла может полностью выйти из отсасывающей трубы, так что не происходит закупорки отсасывающей трубы вследствие отверждения расплава металла.
В следующем варианте осуществления отсасывающее устройство имеет всасывающий канал с всасывающим отверстием для всасывания газа, причем всасывающее отверстие расположено в стыковочной камере, и притом, в частности, выше стыковочного отверстия, предпочтительно, по меньшей мере, на 5 см, более предпочтительно, по меньшей мере, на 10 см, выше стыковочного отверстия. Таким образом, предотвращается то обстоятельство, что разбрызгивающийся в транспортировочном тигле расплав металла может попасть в отсасывающее устройство и негативно повлиять на его работу.
В следующем варианте осуществления станция имеет соединенный со стыковочной камерой датчик уровня заполнения, который установлен для того, чтобы определять превышение заданного уровня заполнения внутри пристыкованного посредством загрузочного отверстия к стыковочному отверстию транспортировочного тигля.
В пристыкованном состоянии стыковочной камеры, то есть, когда стыковочная камера посредством стыковочного отверстия пристыкована к загрузочному отверстию транспортировочного тигля, визуальный контроль внутреннего пространства транспортировочного тигля и уровня заполнения внутри транспортировочного тигля невозможен или возможен лишь с осложнениями. За счет того, что предусматривается датчик уровня заполнения, можно добиться того, что, тем не менее, возможен надежный контроль уровня заполнения внутри транспортировочного тигля.
Датчик уровня заполнения может быть реализован, к примеру, посредством двух, проходящих из стыковочной камеры через стыковочное отверстие, электродов, которые в пристыкованном к транспортировочному тиглю состоянии проходят во внутреннее пространство транспортировочного тигля. Как только расплав металла внутри транспортировочного тигля войдет в соприкосновение с обоими электродами, произойдет короткое замыкание электродов, так что, таким образом, можно будет определить, в какой момент времени уровень заполнения расплава металла в транспортировочном тигле достиг нижних концов электродов. К примеру, таким образом, может быть активирована система аварийного отключения для предотвращения превышения заданного предельного значения уровня заполнения внутри транспортировочного тигля. В альтернативном варианте или в дополнение к этому транспортировочный тигель во время перемещения расплава металла может быть также взвешен, к примеру, посредством весового устройства в перемещающей транспортировочный тигель подающей вагонетке. На случай выхода из строя такого весового устройства датчик уровня заполнения обеспечивает дополнительную гарантию.
В следующем варианте осуществления, в частности, варианте осуществления станции, установленное для откачки газа из стыковочной камеры отсасывающее устройство включает в себя сопло Вентури. Под соплом Вентури в рассматриваемом случае понимается конструктивный элемент с проточным каналом, причем проточной канал имеет сужение поперечного сечения и, причем в зоне сужения поперечного сечения всасывающий канал входит в проточной канал. При проведении газа через проточной канал в зоне сужения поперечного сечения имеет место падение давления, за счет которого газ из всасывающего канала проводится в проточной канал. Всасывающий канал в предпочтительном варианте соединен со стыковочной камерой, так что, таким образом, газ отсасывается из стыковочной камеры и/или из пристыкованного к ней транспортировочного тигля и, таким образом, может быть достигнуто снижение давления в стыковочной камере и/или в пристыкованном к стыковочной камере транспортировочном тигле.
Отведенный из транспортировочного тигля через стыковочную камеру газ зачастую содержит много пыли и включает в себя другие загрязнения, так что использование механических насосов для откачки газа привело бы к интенсификации технического обслуживания, ввиду контакта подвижных механических частей насоса с содержащим большое количество пыли газом. В результате использования сопла Вентури содержащий большое количество пыли газ может быть откачен без контакта с подвижными частями насоса, так что затраты на техническое обслуживание уменьшаются. В предпочтительном варианте станция имеет трубопровод для обеспечения сопла Вентури сжатым воздухом.
В следующем варианте осуществления установка включает в себя подающую вагонетку, которая установлена для того, чтобы перемещать транспортировочный тигель между положением установки и положением загрузки относительно станции, причем положение загрузки расположено таким образом, что стыковочная камера выполнена с возможностью пристыковки к загрузочному отверстию транспортировочного тигля, когда он находится в положении загрузки.
В предпочтительном варианте установка имеет линейный привод для линейного перемещения подающей вагонетки между положением установки и положением загрузки. Далее подающая вагонетка имеет в предпочтительном варианте платформу, на которую может быть поставлен транспортировочный тигель для перемещения из положения установки в положение загрузки, и наоборот.
Положение установки в предпочтительном варианте таково, что транспортировочный тигель в положении установки простым способом, в частности, без препятствий со стороны станции, может быть расположен на подающей вагонетке или снят с нее. Таким образом, положение установки и снятия транспортировочного тигля пространственно отделены от положения загрузки, так что при установке и снятии транспортировочного тигля, к примеру, не могут иметь место столкновения со станцией.
В предпочтительном варианте подающая вагонетка имеет один или несколько элементов позиционирования, которые установлены для того, чтобы позиционировать транспортировочный тигель на подающей вагонетке в заданном положении. В частности, подающая вагонетка может иметь приемные элементы для установки ножек транспортировочного тигля, так что транспортировочный тигель может быть надежно позиционирован в заданном положении на подающей вагонетке.
Установка имеет в предпочтительном варианте датчик, который установлен для того, чтобы констатировать позиционирование подающей вагонетки в положении загрузки, а также средств для управления линейным приводом для линейного перемещения подающей вагонетки из положения установки в положение загрузки, в зависимости от сигнала этого датчика. Под датчиком может пониматься концевой переключатель, к примеру, контактный переключатель или световой затвор. Таким образом, подающая вагонетка может быть надежным образом перемещена в положение загрузки.
В предпочтительном варианте установка предназначена для того, чтобы транспортировочный тигель мог быть таким образом позиционирован в заданном положении на подающей вагонетке и посредством линейного движения подающей вагонетки таким образом перемещен в положение загрузки, что загрузочное отверстие транспортировочного тигля смогло быть позиционировано в заданном положении ниже стыковочной камеры, и стыковочная камера посредством вертикального перемещения смогла быть пристыкована к загрузочному отверстию транспортировочного тигля. Для этой цели передаточная вагонетка имеет в предпочтительном варианте, как описано выше, один или несколько элементов позиционирования, а установка имеет в предпочтительном варианте, как описано выше, датчик для надежного позиционирования подающей вагонетки в положении загрузки. В частности, стыковочная камера ориентирована в горизонтальном направлении относительно положения загрузки подающей вагонетки таким образом, что для пристыковки стыковочной камеры к загрузочному отверстию транспортировочного тигля не требуется отклонения стыковочной камеры.
Выяснилось, что посредством чисто линейного перемещения и, тем самым, одноосного перемещения, транспортировочного тигля в положение загрузки и посредством чисто вертикального перемещения и, тем самым, также одноосного перемещения, стыковочной камеры для пристыковки к загрузочному отверстию транспортировочного тигля, процесс пристыковки может быть осуществлен надежнее и быстрее. Благодаря этому, может быть быстро и надежно сформировано герметичное соединение между стыковочной камерой и транспортировочным тиглем, так что расплав металла может плавно перемещаться в транспортировочный тигель. В частности, может быть предотвращено то обстоятельство, что поток расплава металла, из-за негерметичного соединения между стыковочной камерой и транспортировочным тиглем, в отсасывающей трубе замедляется или останавливается, и расплав металла отверждается в отсасывающей трубе.
В следующем варианте осуществления установка включает в себя весовое устройство, которое расположено и установлено для взвешивания транспортировочного тигля во время перемещения расплава металла из плавильной печи в транспортировочный тигель. Таким образом, количество перемещенного расплава металла во время перемещения может контролироваться и, таким образом, точно дозироваться. Весовое устройство может быть встроено, к примеру, в вышеописанную подающую вагонетку.
В предпочтительном варианте установка включает в себя управляющее устройство, которое установлено для того, чтобы управлять установкой, в частности, отсасывающим устройством, в зависимости от сигнала весового устройства, в частности, таким образом, чтобы заданное или задаваемое количество расплава металла перемещалось в транспортировочный тигель. Если, к примеру, на управляющее устройство подаются данные о желаемое количество расплава металла (к примеру, в тоннах), то управляющее устройство назначено для того, чтобы отключать отсасывающее устройство, когда желаемое количество расплава металла оказывается перемещено в транспортировочный тигель. Таким образом, желаемые, в зависимости от потребности, количества расплава металла могут быть загружены в транспортировочный тигель.
В следующем варианте осуществления, в частности, в варианте осуществления системы, транспортировочный тигель для создания пониженного давления во внутреннем пространстве транспортировочного тигля через загрузочное отверстие подходит, в частности, для разности давлений относительно давления окружающей среды, по меньшей мере, 0,3 бар, предпочтительно, по меньшей мере, 0,6 бар. При принятом давлении окружающей среды в 1 бар это давление соответствовало бы давлению 0,7 бар или менее, либо давлению 0,4 бар или менее.
Для этой цели транспортировочный тигель предпочтительно с одной стороны конструктивно осуществлен для восприятия такой разности давлений относительно окружающей среды, так что может противостоять усилиям, возникающим при такой разности давлений. С другой стороны, транспортировочный тигель осуществлен в предпочтительном варианте, соответственно, герметичным, так что за счет откачки газа через загрузочное отверстие может быть создано соответствующее пониженное давление в транспортировочном тигле. Если транспортировочный тигель, наряду с загрузочным отверстием, имеет еще и другие отверстия, то они выполнены, в частности, с возможностью герметичного закрывания для возможности получения вышеуказанного пониженного давления. В предпочтительном варианте транспортировочный тигель имеет для этой цели, по меньшей мере, одну, соединенную с транспортировочным тиглем, крышку для закрывания такого отверстия.
В предпочтительном варианте транспортировочный тигель включает в себя крышку, которая осуществлена для закрывания загрузочного отверстия, так что загрузочное отверстие во время перемещения транспортировочного тигля может быть закрыто. В предпочтительном варианте крышка имеет штуцер для вентиляции внутреннего пространства, так что пониженное или повышенное давление в транспортировочном тигле при перемещении или разгрузке транспортировочного тигля может компенсироваться.
В следующем варианте осуществления, в частности, в варианте осуществления системы, транспортировочный тигель имеет разливочный раструб для слива расплава металла из транспортировочного тигля, а также крышку для закрывания разливочного раструба. Таким образом, расплав металла может за счет наклона транспортировочного тигля дозированно выливаться из разливочного раструба, к примеру, в литейную форму. Разливочный раструб в предпочтительном варианте может закрываться крышкой, так что в транспортировочном тигле может создаваться пониженное давление посредством откачки газа из загрузочного отверстия. Крышка, к примеру, посредством шарнирного соединения может быть соединена с транспортировочным тиглем, так что разливочный раструб посредством поворота крышки может просто и надежно закрываться.
В следующем варианте осуществления, в частности, в варианте осуществления способа, в стыковочной камере и/или в транспортировочном тигле создается пониженное давление с разностью давлений относительно давления окружающей среды в диапазоне 0,3-0,8 бар, предпочтительно 0,6-0,7 бар. При принятом давлении окружающей среды в 1 бар это давление соответствует давлению в транспортировочном тигле, к примеру, 0,7-0,2 бар или 0,4-0,3 бар.
Выявил себя тот факт, что расплав металла при разности давлений относительно давления окружающей среды менее 0,3 бар более не может быть надежным образом перемещен в транспортировочный тигель. Для разности давлений относительно давления окружающей среды более 0,8 бар необходимы явно более высокие технические затраты. Далее при такой большой разности давлений скорость течения расплава металла может быть велика настолько, что точное дозирование количества перемещенного расплава металла затруднительно. Оптимальные результаты для надежного и хорошо дозируемого перемещения расплава металла в транспортировочный тигель достигаются при разности давлений в диапазоне 0,6-0,7 бар.
Далее описываются другие варианты осуществления 1-13 станции, другие варианты осуществления 14-16 установки, другие варианты осуществления 17-19 системы и другие варианты осуществления 20-21 способа. Варианты осуществления 1-21 могут комбинироваться с описанными ранее вариантами осуществления.
1. Станция для перемещения расплава металла из плавильной печи в транспортировочный тигель, со стыковочной камерой, которая имеет стыковочное отверстие и установлена для того, чтобы посредством стыковочного отверстия пристыковаться к загрузочному отверстию транспортировочного тигля, с отсасывающим устройством, которое установлено для откачки газа из стыковочной камеры и/или из пристыкованного к стыковочной камере транспортировочного тигля, и с отсасывающей трубой, которая имеет проходящий между впускным отверстием и выпускным отверстием воздушный канал, причем впускное отверстие расположено вне стыковочной камеры, а выпускное отверстие расположено таким образом, что протекающий через воздушный канал и выходящий из выпускного отверстия расплав металла попадает через стыковочное отверстие.
2. Станция по варианту осуществления 1, причем станция имеет стационарную раму, с которой стыковочная камера, отсасывающее устройство и/или отсасывающая труба соединены, соответственно, напрямую или опосредованно.
3. Станция по варианту осуществления 1 или 2, причем станция включает в себя подъемное устройство, которое установлено для, в основном, вертикального перемещения стыковочной камеры и/или отсасывающей трубы.
4. Станция по одному из вариантов осуществления 1-3, причем стыковочная камера установлена с подпружиниванием.
5. Станция по одному из вариантов осуществления 1-4, причем станция имеет привод вращения для отклонения впускного отверстия отсасывающей трубы.
6. Станция по одному из вариантов осуществления 1-5, причем станция имеет соединенный со стыковочной камерой датчик уровня заполнения, который установлен для того, чтобы определять превышение заданного уровня заполнения внутри пристыкованного посредством загрузочного отверстия к стыковочному отверстию транспортировочного тигля.
7. Станция по одному из вариантов осуществления 1-6, причем установленное для откачки газа из стыковочной камеры отсасывающее устройство включает в себя сопло Вентури.
8. Станция по одному из вариантов осуществления 1-7, отличающаяся тем, что стыковочная камера имеет патрубок, который установлен для присоединения отсасывающей трубы к стыковочной камере, в частности, посредством фланцевого соединения.
9. Станция по варианту осуществления 8, отличающаяся тем, что отсасывающая труба имеет предпочтительно выполненный с возможностью замены участок, который выполнен с возможностью введения через патрубок в стыковочную камеру.
10. Станция по одному из вариантов осуществления 1-9, отличающаяся тем, что отсасывающее устройство имеет всасывающий канал с впускным отверстием для всасывания газа, причем впускное отверстие расположено в стыковочной камере, и притом, в предпочтительном варианте, выше стыковочного отверстия, в частности, по меньшей мере, на 5 см, предпочтительно, по меньшей мере, на 10 см, выше стыковочного отверстия.
11. Станция по одному из вариантов осуществления 1-10, отличающаяся тем, что выпускное отверстие расположено выше стыковочного отверстия, и притом предпочтительно, по меньшей мере, на 5 см, в частности, по меньшей мере, на 10 см, выше стыковочного отверстия.
12. Станция по одному из вариантов осуществления 1-11, отличающаяся тем, что станция имеет датчик, предпочтительно внутри стыковочной камеры, причем датчик установлен для того, чтобы определять располагается ли загрузочное отверстие транспортировочного тигля ниже стыковочной камеры и/или загрузочное отверстие транспортировочного тигля свободно для пристыковки стыковочной камеры.
13. Установка с плавильной печью, которая имеет разгрузочное отверстие для выгрузки расплава металла, и со станцией по одному из вариантов осуществления 1-12, причем станция установлена таким образом, что впускное отверстие отсасывающей трубы через разгрузочное отверстие плавильной печи может погружаться в расплав металла в плавильной печи.
14. Установка по варианту осуществления 13, включающая в себя подающую вагонетку, которая установлена для того, чтобы перемещать транспортировочный тигель между положением установки и положением загрузки относительно станции, причем положение загрузки расположено таким образом, что стыковочная камера выполнена с возможностью пристыковки к загрузочному отверстию транспортировочного тигля, когда он находится в положении загрузки.
15. Установка по варианту осуществления 13 или 14, включающая в себя весовое устройство, которое расположено и установлено для взвешивания транспортировочного тигля во время перемещения расплава металла из плавильной печи в транспортировочный тигель.
16. Установка по одному из вариантов осуществления 13-15, отличающаяся тем, что станция включает в себя подъемное устройство, которое установлено для, в основном, вертикального перемещения стыковочной камеры и/или отсасывающей трубы, и
что установка предназначена для того, чтобы транспортировочный тигель мог таким образом позиционироваться в заданном положении на подающей вагонетке и посредством линейного перемещения подающей вагонетки перемещаться в положение загрузки, чтобы загрузочное отверстие транспортировочного тигля могло позиционироваться в заданном положении ниже стыковочной камеры, а стыковочная камера посредством вертикального перемещения могла пристыковаться к загрузочному отверстию транспортировочного тигля.
17. Система, включающая в себя установку по одному из вариантов осуществления 13-16 и транспортировочный тигель с загрузочным отверстием, причем стыковочная камера установлена для того, чтобы посредством стыковочного отверстия пристыковаться к загрузочному отверстию транспортировочного тигля.
18. Система по варианту осуществления 17, причем транспортировочный тигель пригоден для создания пониженного давления во внутреннем пространстве транспортировочного тигля через загрузочное отверстие, в частности, для разности давлений относительно давления окружающей среды, по меньшей мере, 0,3 бар, предпочтительно, по меньшей мере, 0,6 бар.
19. Система по варианту осуществления 17 или 18, причем транспортировочный тигель имеет разливочный раструб для розлива расплава металла из транспортировочного тигля, а также крышку для герметичного закрывания разливочного раструба.
20. Способ перемещения расплава металла из плавильной печи в транспортировочный тигель посредством установки по одному из вариантов осуществления 13-16, со следующими этапами:
- установка транспортировочного тигля в положении загрузки, в частности, транспортировочного тигля в соответствии с системой по одному из вариантов осуществления 17-19,
- пристыковка стыковочной камеры посредством стыковочного отверстия к загрузочному отверстию транспортировочного тигля,
- позиционирование впускного отверстия отсасывающей трубы в расплаве металла в плавильной печи,
- активирование отсасывающего устройства, так что в стыковочной камере и/или в транспортировочном тигле создается пониженное давление, в сравнении с давлением окружающей среды, так что расплав металла всасывается через впускное отверстие отсасывающей трубы и через воздушный канал попадает в транспортировочный тигель.
21. Способ по варианту осуществления 20, причем в стыковочной камере и/или в транспортировочном тигле создается пониженное давление с разностью давлений относительно давления окружающей среды в пределах от 0,3 до 0,8 бар, предпочтительно от 0,6 до 0,7 бар.
Другие признаки и преимущества станции, установки, системы и способа описываются далее на основании примеров осуществления, причем со ссылкой на приложенные чертежи, на которых представлены:
фиг. 1 пример осуществления станции для перемещения расплава металла из плавильной печи в транспортировочный тигель, соответствующей установки с плавильной печью и соответствующей системы с транспортировочным тиглем, на боковом частичном виде в разрезе,
фиг. 2 пример осуществления с фиг. 1, на фронтальном частичном виде в разрезе,
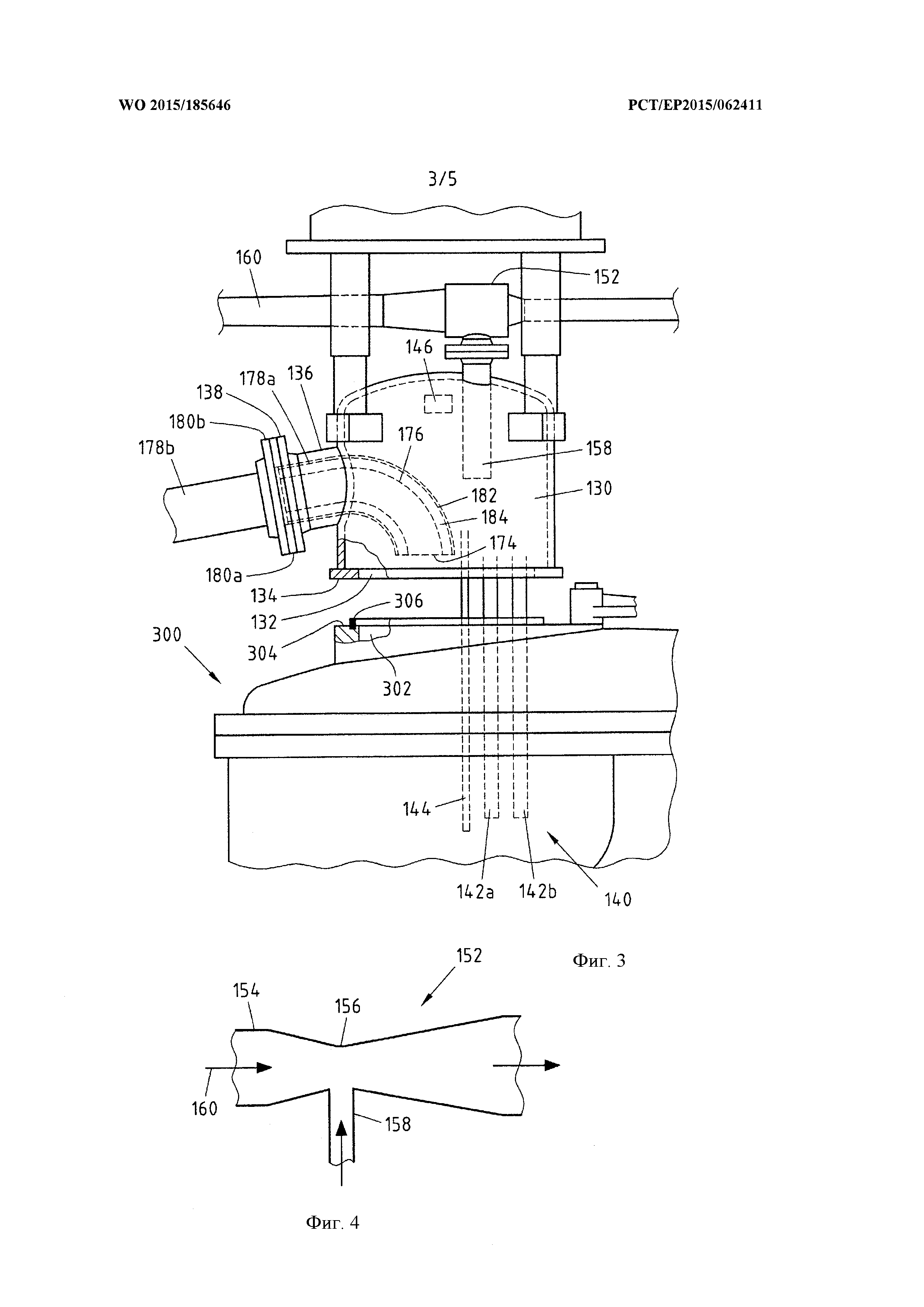
фиг. 3 увеличенный фрагмент с фиг. 1 в другой момент времени осуществления способа,
фиг. 4 схематичное изображение сопла Вентури с фиг. 1,
фиг. 5 транспортировочный тигель с фиг.1 на боковом виде в разрезе,
фиг. 6 станция с фиг. 1 в положении ремонта и технического обслуживания на фронтальном частичном виде в разрезе.
Фиг. 1 и 2 демонстрируют систему 2, которая включает в себя установку 4 со станцией 100 и плавильную печь 200, транспортировочный тигель 300 и подающую вагонетку 400 для перемещения транспортировочного тигля 300 между положением установки (штрихпунктирная линия на фиг. 1) и положением загрузки (сплошная линия на фиг. 1). Фиг. 1 демонстрирует боковой, а фиг. 2 фронтальный частичный вид в разрезе в направлении, обозначенном на фиг. 1 стрелкой «II».
На фиг. 1 и 2 стыковочная камера 130 пристыкована к транспортировочному тиглю 300. Напротив, фиг.3 демонстрирует увеличенный и более детальный фрагмент с фиг. 1 в момент осуществления способа незадолго до пристыковки стыковочной камеры 130 к транспортировочному тиглю 300, то есть, когда стыковочная камера 130 и транспортировочный тигель 300 еще располагаются на расстоянии друг от друга.
Станция 100 для перемещения расплава 6 металла из плавильной печи 200 в транспортировочный тигель 300 включает в себя, в частности, стационарную раму 110, стыковочную камеру 130, установленное для отведения газа из стыковочной камеры 130 и/или из транспортировочного тигля 300 отсасывающее устройство 150, а также отсасывающую трубу 170 с воздушным каналом 176, проходящим между впускным отверстием 172 и выпускным отверстием 174.
Рама 110 жестко соединена с фундаментом 8 и имеет подъемное устройство 112 в форме линейного привода, посредством которого траверса 114 может перемещаться в вертикальном направлении между верхним положением (штрихпунктирная линия на фиг. 2) и нижним положением (сплошная линия на фиг. 2). Стыковочная камера 130 посредством привода 116 вращения и четырех пружин 118 закреплена на траверсе 114 и, таким образом, опосредованно также на раме 110. Посредством привода 116 вращения стыковочная камера 130 может поворачиваться вокруг, в основном, вертикальной оси. Далее стыковочная камера 130, за счет наличия пружин 118, установлена с подпружиниванием в вертикальном направлении.
Стыковочная камера 130 имеет форму вакуумного резервуара и, с одной стороны, образована для возникающих при пониженном давлении в стыковочной камере 130 усилий, и обладает, с другой стороны, герметичностью, которая допускает создание и поддержание пониженного давления в стыковочной камере 130.
На своей нижней стороне стыковочная камера 130 имеет стыковочное отверстие 132, посредством которого стыковочная камера 130 может пристыковываться к загрузочному отверстию 302 транспортировочного тигля 300, если он находится в положении загрузки. Стыковочная камера 130 имеет для этой цели окружающую стыковочное отверстие 132 фланцеобразную кромку 134 с гладкой поверхностью, которая совместно с окружающей загрузочное отверстие 302 транспортировочного тигля 300 фланцеобразной кромкой 304 и расположенным на ней уплотнением 306 позволяет создать газонепроницаемое соединение между стыковочным отверстием 132 и загрузочным отверстием 302 или между стыковочной камерой 130 и транспортировочным тиглем 300 (фиг. 3).
Уплотнение 306 может быть, к примеру, посредством соединения по типу ласточкиного хвоста, надежно в жесткой позиции соединено с фланцеобразной кромкой 304. Далее стыковочная камера 130 имеет приваренный сбоку патрубок 136 с фланцем 138, который служит для присоединения отсасывающей трубы 170.
Стыковочная камера 130 имеет также еще и датчик 140 уровня заполнения для контроля уровня заполнения расплава металла в пристыкованном к стыковочной камере 130 транспортировочном тигле 300 (фиг. 3). Датчик 140 уровня заполнения включает в себя два выступающих из стыковочного отверстия 132 электрода 142а-b, которые соединены с электронным оборудованием датчика (не изображено), причем электронное оборудование датчика предназначено для определения короткого замыкания между электродами 142а-b. Таким образом, посредством датчика 140 уровня заполнения можно установить момент времени, в который расплав металла при заполнении транспортировочного тигля 300 достигает входящих в транспортировочный тигель 300 электродов 142а-b и, вследствие чего, происходит короткое замыкание. Датчик 140 уровня заполнения может быть соединен, к примеру, с системой аварийного отключения отсасывающего устройства 150, для предотвращения переполнения транспортировочного тигля 300.
Для предотвращения непреднамеренного короткого замыкания электродов 142а-b из-за выходящего из выпускного отверстия 174 отсасывающей трубы 170 расплава металла, отсасывающая камера может иметь защитную пластину 144, которая расположена между электродами 142а-b и выпускным отверстием 174 отсасывающей трубы 170. Защитная пластина 144 может быть выполнена, к примеру, из стали и/или из огнеупорного бетона.
Отсасывающее устройство 150 включает в себя сопло Вентури 152, схематичная конструкция которого представлена на фиг.4. Сопло Вентури 152 включает в себя проточной канал 154 с сужением 156 поперечного сечения, в зоне которого всасывающий канал 158 входит в проточной канал 154. Проточной канал 154 подсоединен к системе 160 подачи сжатого воздуха, посредством которой воздух может проводиться через проточной канал 154. За счет сужения 156 поперечного сечения происходит повышение скорости проходящего через проточной канал 154 воздуха и одновременно понижение давления, так что газ отсасывается из впускного канала 158. Всасывающий канал 158 подсоединен к стыковочной камере 130 таким образом, что газ может отводиться из стыковочной камеры 130 и/или из транспортировочного тигля 300.
Отсасывающая труба 170 проходит от расположенного вне стыковочной камеры 130 впускного отверстия 172 через патрубок 136 в стыковочную камеру 130 до выпускного отверстия 174. Выпускное отверстие 174 расположено на фиг. 1 внутри стыковочной камеры 130. Оно может быть расположено, однако, и в плоскости стыковочного отверстия 132 или же вне стыковочной камеры 130, в частности, ниже стыковочного отверстия 132, причем отсасывающая труба 170 проходит через стыковочное отверстие 132. Расположение выпускного отверстия 174 внутри стыковочной камеры 130 и, таким образом, выше плоскости стыковочного отверстия 132, разумеется, является предпочтительным, так как, тем самым, предотвращается образование шлака на отсасывающей трубе 170, и может быть обеспечено полноценное свободное прохождение расплава металла через отсасывающую трубу 170.
На фиг. 1 отсасывающая труба 170 образуется посредством нескольких, соединенных друг с другом при помощи фланцев, участков 178a-d трубы. В альтернативном варианте отсасывающая труба 170 может быть осуществлена, однако, и цельной.
Участок 178а трубы вдвинут в патрубок 136 таким образом, что выпускное отверстие 174 располагается внутри стыковочной камеры 130 и, в основном, обращено вниз. Фланец 180а участка 178а трубы расположен между фланцем 138 патрубка 136 и фланцем 180b участка 178b трубы, и соединен с ними, в частности, свинчен. Для лучшей герметизации соединения патрубка 136 и обоих участков 178а-b трубы между фланцем 180а и фланцем 180b или между фланцем 180а и фланцем 138 может, соответственно, располагаться уплотнение или другое уплотнительное средство. За счет такой конструкции стыковочной камеры 130 и отсасывающей трубы 170, отсасывающая труба может быть простым способом смонтирована на стыковочной камере 130 или демонтирована с нее, к примеру, для ремонта или технического обслуживания.
Участок 178d трубы в зоне впускного отверстия 172 отсасывающей трубы 170 проходит, в основном, в вертикальном направлении, так что впускное отверстие 172 посредством вертикального перемещения стыковочной камеры 130 и прочно соединенной с ней отсасывающей трубы 170 через разгрузочное отверстие 202 плавильной печи 200 может быть погружено в расплав 6 металла в плавильной печи 200. Участки 178b-d трубы могут иметь, к примеру, в основном, тот же наружный диаметр и/или, в основном, тот же внутренний диаметр.
Станция 100 и/или подающая вагонетка 400 в предпочтительном варианте позиционированы и установлены таким образом, что расплав 6 металла для перемещения от плавильной печи 200 в транспортировочный тигель 300 должен быть поднят на высоту максимально 50 см. В частности, самое высокое место расположения отсасывающей трубы 170 при пристыкованной стыковочной камере 130 позиционировано максимально на 50 см выше уровня заполнения расплава металла в плавильной печи 200. Таким образом, ускоренное перемещение расплава 6 металла в транспортировочный тигель 300 может быть достигнуто при меньшей разности давлений между внутренним пространством транспортировочного тигля 300 и окружающей атмосферой.
Отсасывающая труба 170 или отдельные участки 178a-d отсасывающей трубы 170 могут состоять, к примеру, из литейного сплава, к примеру, из чугуна, к примеру, из гематитового чугуна. В зоне впускного отверстия 172 отсасывающая труба 170 может состоять также из литейного сплава или же из керамического материала. Для повышения срока службы отсасывающая труба 170 может быть частично или полностью облицована огнеупорным материалом, к примеру, огнеупорным бетоном или керамическим материалом. К примеру, отсасывающая труба 170, либо один или несколько участков 178a-d трубы, могут иметь наружный кожух 182 из металла и внутренний слой 184 из огнеупорного материала.
Фиг. 5 демонстрирует транспортировочный тигель 300 в разрезе. Транспортировочный тигель 300 имеет резервуар 308 тигля для приема в свое внутреннее пространство 310 расплава 6 металла, а также крышку 312 тигля, которая газонепроницаемым образом соединена с резервуаром 308 тигля. Загрузочное отверстие 302 располагается в крышке 312 тигля. Резервуар 308 тигля имеет далее еще и разливочный раструб 314, через отверстие 316 которого расплав металла может выливаться из транспортировочного тигля 300, за счет наклона транспортировочного тигля 300.
Транспортировочный тигель 300 имеет далее крышку 318, в основном, для газонепроницаемого закрытия отверстия 316 разливочного раструба 314. Крышка 318 на фиг. 5 посредством шарнира 320 соединена с резервуаром 308 тигля и может, таким образом, при отклонении расположиться над отверстием 316. Для, в основном, газонепроницаемой герметизации в крышке 318 предусмотрено уплотнение 322.
Транспортировочный тигель 300 рассчитан на то, что за счет откачки газа через загрузочное отверстие 302 во внутреннем пространстве 310 транспортировочного тигля 300 может сформироваться пониженное давление. Для этой цели транспортировочный тигель 300 герметизирован таким образом, что внутреннее пространство 310 при закрытой крышке 318, за исключением загрузочного отверстия 302, закрыто газонепроницаемым образом. В частности, возможные швы резервуара 308 тигля и/или крышки 318 сварены в предпочтительном варианте непрерывным швом, и транспортировочный тигель 300 не имеет также других нарушений герметичности. В предпочтительном варианте транспортировочный тигель 300 рассчитан на пониженное, по сравнению с давлением окружающей среды, давление, по меньшей мере, 0,3 бар, предпочтительно 0,6 бар.
На нижней стороне транспортировочный тигель 300 имеет ножки 324 для установки транспортировочного тигля 300. Подающая вагонетка 400 на фиг. 1 имеет приведенные в соответствие с ножками 324 приемные элементы 402, в которые ножки 324 транспортировочного тигля 300 могут быть установлены так, что транспортировочный тигель 300 с подающей вагонеткой 400 может надежным образом перемещаться между положением установки (штрихпунктирная линия на фиг. 1) и положением загрузки (сплошная линия на фиг. 1). Посредством приемных элементов 402 транспортировочный тигель 300 может быть надежно позиционирован в заданном положении на подающей вагонетке 400.
Для перемещения транспортировочного тигля 300 после заполнения расплавом металла транспортировочный тигель 300 имеет крышку 326 для перекрытия загрузочного отверстия 302. Крышка 326 посредством шарнира 328 соединена с крышкой 312 тигля и может, таким образом, после заполнения размещаться над загрузочным отверстием 302. Таким образом, может предотвращаться выплескивание расплава металла из загрузочного отверстия 302 во время перемещения транспортировочного тигля 300 или попадание загрязнений через загрузочное отверстие 302 во внутреннее пространство 310 транспортировочного тигля 300.
В крышке 326 предусмотрен вентиляционный штуцер 330, через который возможен воздухообмен между внутренним пространством 310 и окружающей средой. Таким образом, при закрытой крышке 326 может предотвращаться нежелательное повышение или понижение давления в транспортировочном тигле 300. В частности, воздухообмен через вентиляционный штуцер 330 облегчает слив расплава металла через разливочный раструб 314.
Далее описывается пример осуществления способа перемещения расплава 6 металла из плавильной печи 200 в транспортировочный тигель 300 посредством станции 100.
К началу способа подающая вагонетка 400 находится в положении установки (штрихпунктирная линия на фиг. 1), а траверса 114 находится в верхнем положении (штрихпунктирная линия на фиг. 2).
Транспортировочный тигель 300 ножками 322 устанавливается в приемные элементы 402 подающей вагонетки 400 и затем посредством активирования предусмотренного линейного привода (не изображен) перемещается из положения установки в положение загрузки (сплошная линия на фиг. 1). Чтобы иметь возможность точно позиционировать подающую вагонетку 400 и, таким образом, транспортировочный тигель, в положении загрузки, может быть предусмотрен концевой выключатель, к примеру, контактный выключатель или световой затвор, посредством которого может быть определено достижение положения заполнения или же посредством которого может управляться, к примеру, линейный привод. Разливочный раструб 314 транспортировочного тигля 300 посредством крышки 318 закрыт газонепроницаемым образом, а загрузочное отверстие 302 открыто.
В стыковочной камере 130 или на ней посредством предусмотренного для этого датчика 146 дополнительно может быть определено располагается ли загрузочное отверстие 302 транспортировочного тигля 300 под стыковочной камерой 130 и/или же, что загрузочное отверстие 302 открыто, в частности, не закрыто крышкой 326, так что стыковочная камера 130 может быть пристыкована к загрузочному отверстию 302.
Как только транспортировочный тигель 300 будет позиционирован в положении загрузки, посредством перемещения траверсы 114 вниз в нижнее положение (сплошная линия на фиг. 2) стыковочная камера 130 посредством стыковочного отверстия 132 будет пристыкована к загрузочному отверстию 302 транспортировочного тигля 300. Подпружиненное расположение стыковочной камеры 130 за счет наличия пружин 118 обеспечивает при этом надежное позиционирование стыковочной камеры 130 для создания герметичного соединения между стыковочным отверстием 132 и загрузочным отверстием 302, в частности, и при наличии определенных допусков при перемещении траверсы 114.
В предпочтительном варианте стыковочная камера 130 расположена относительно положения загрузки горизонтально таким образом, что стыковочная камера 130 для пристыковки к транспортировочному тиглю 300 должна быть лишь опущена в вертикальном направлении. Таким образом, пристыковка может производиться надежно и быстро.
Совместно со стыковочной камерой 130 при опускании траверсы 114 опускается и соединенная со стыковочной камерой 130 отсасывающая труба 170, так что впускное отверстие 172 через разгрузочное отверстие 202 погружается в плавильную печь 200 и в расплав 6 металла.
На следующем этапе активируется отсасывающее устройство 150 посредством того, что через систему 160 подачи сжатого воздуха сжатый воздух вдувается в проточной канал 154 сопла Вентури 152, так что газ отводится из всасывающего канала 158 и, тем самым, из соединенной с всасывающим каналом 158 стыковочной камеры 130 или из соединенного со стыковочной камерой 130 транспортировочного тигля 300.
Так как впускное отверстие 172 отсасывающей трубы 170 погружено в расплав 6 металла и объем газа внутреннего пространства 310, стыковочной камеры 130 и воздушного канала 176 оказывается, таким образом, отделен от атмосферы окружающей среды, то в стыковочной камере 130 и в транспортировочном тигле 300 формируется пониженное давление. В предпочтительном варианте система 160 подачи сжатого воздуха к соплу Вентури 152 регулируется таким образом, что в транспортировочном тигле 300 устанавливается разность давлений в сравнении с давлением окружающей среды, то есть, с давлением окружающей транспортировочный тигель 300 атмосферы, в пределах 0,3-0,8 бар, предпочтительно 0,6-0,7 бар. Разность давлений в этой зоне могла бы быть достигнута, к примеру, при расходе сжатого воздуха через сопло Вентури 152 приблизительно 430 м3/ч и при значении давления сжатого воздуха из системы 160 подачи сжатого воздуха приблизительно 5,2 бар.
За счет пониженного давления в транспортировочном тигле 300, в стыковочной камере 130 и в воздушном канале 176 расплав 6 металла всасывается через впускное отверстие 172 отсасывающей трубы 170 (иными словами: за счет более высокого давления окружающей среды нагнетается извне в отсасывающую трубу 170) и проводится по воздушному каналу 176 в транспортировочный тигель 300.
Когда желаемое количество расплава 6 металла оказывается перемещено в транспортировочный тигель 300, отсасывающее устройство 150 дезактивируется и, при необходимости, вентилируется, для останова потока расплава 6 металла через воздушный канал 176 в транспортировочный тигель 300. Момент времени, в который отсасывающее устройство 150, для получения желаемого количества расплава 6 металла, должно быть дезактивировано, определяется посредством интегрированного в подающую вагонетку весового устройства (не изображено), при помощи которого можно установить уровень заполнения транспортировочного тигля 300. Таким образом, количество перемещенного расплава металла может быть точно дозировано.
Чтобы и в отсутствии весового устройства предотвратить переполнение транспортировочного тигля 300, датчик 140 уровня заполнения предназначен, к тому же и для того, чтобы дезактивировать отсасывающее устройство 150 при определении короткого замыкания электродов 142а-b.
После дезактивирования и, при необходимости, вентилирования, отсасывающего устройства 150 траверса 114 снова перемещается в верхнее положение (штрихпунктирная линия на фиг. 2), так что стыковочная камера 130 отсоединяется от транспортировочного тигля 300 и впускное отверстие 172 отсасывающей трубы 170 может быть выведено из расплава 6 металла.
Затем транспортировочный тигель 300 с подающей вагонеткой 400 перемещается из положения загрузки (сплошная линия на фиг. 1) в положение установки (штрихпунктирная линия на фиг. 1), а его загрузочное отверстие 302 закрывается крышкой 326. Затем транспортировочный тигель 300 может быть снят с подающей вагонетки 400 и перемещен в место назначения, к примеру, к литейной станции.
Посредством вышеописанного способа и, соответственно, вышеописанной станции 100, вышеописанной установки 4 и, соответственно, вышеописанной системы 2, можно, таким образом, переместить расплав 6 металла из плавильной печи 200 в транспортировочный тигель 300, без приведения в соприкосновение друг с другом механически подвижных частей и расплава 6 металла. Далее обеспечивается возможность точного дозирования перемещенного количества расплава 6 металла. Далее достигается повышение эксплуатационной безопасности, так как расплав 6 металла не может бесконтрольным образом расплескиваться вокруг или выплескиваться из транспортировочного тигля 300.
Далее станция 100 может быть обслужена или отремонтирована во время работы плавильной печи 200. Для этой цели станция может быть перемещена, в частности, в положение ремонта или технического обслуживания, как представлено, к примеру, на фиг. 6. Для этого, в частности, траверса 114 может быть позиционирована в верхнем положении, а затем стыковочная камера 130 может быть посредством привода 116 вращения повернута таким образом, что соединенная со стыковочной камерой 130 отсасывающая труба 170 выходит из зоны плавильной печи 200 и может быть отремонтирована вне плавильной печи, либо же может быть частично или полностью заменена.
Вследствие пристыковки стыковочной камеры 130 к транспортировочному тиглю 300, за счет внутреннего пространства стыковочной камеры 130 формируется пространство, которое хорошо защищено от разбрызгивающегося в транспортировочном тигле 300 расплава 6 металла, так что расположенные в стыковочной камере 130 компоненты, к примеру, конец отсасывающей трубы с выпускным отверстием 174 или датчик 146, оказываются защищены от брызг расплавленного металла.
Реферат
Изобретение относится к станции для перемещения расплава металла из плавильной печи в транспортировочный тигель, со стыковочной камерой, которая имеет стыковочное отверстие и установлена для того, чтобы посредством стыковочного отверстия пристыковаться к загрузочному отверстию транспортировочного тигля, с отсасывающим устройством, которое установлено для откачки газа из стыковочной камеры и/или из пристыкованного к стыковочной камере транспортировочного тигля, и с отсасывающей трубой, которая имеет проходящий между впускным отверстием и выпускным отверстием воздушный канал, причем впускное отверстие расположено вне стыковочной камеры, а выпускное отверстие расположено таким образом, что протекающий через воздушный канал и выходящий из выпускного отверстия расплав металла попадает через стыковочное отверстие. Раскрыты также установка, содержащая станцию и плавильную печь, система, содержащая установку и транспортировочный тигель, а также способ перемещения расплава металла из плавильной печи в транспортировочный тигель. Обеспечивается повышение надежности средств перемещения расплава из плавильной печи в транспортировочный тигель. 4 н. и 11 з.п. ф-лы, 6 ил.
Комментарии