Устройство формирования протектора на каркасе пневматической шины - RU2247657C2
Код документа: RU2247657C2
Чертежи

Описание
Предлагаемое изобретение касается способа формирования протектора на каркасе вулканизированной пневматической шины. В настоящее время способы подобного рода обычно используются в рамках восстановления изношенного протектора пневматической шины, однако все, что будет сказано в последующем изложении, справедливо, разумеется, и для формирования протектора на каркасе новой пневматической шины.
Существует два основных типа способов восстановления изношенного протектора пневматической шины, один из которых, обычно называемый способом "холодного восстановления протектора", состоит в использовании предварительно вулканизированной беговой дорожки протектора, которую накладывают на подготовленный соответствующим образом каркас пневматической шины, после чего осуществляют вулканизацию сформированной таким образом системы с использованием средств нагревания типа вулканизационной печи, причем другой из этих способов, обычно называемый способом "горячего восстановления протектора", состоит в укладке сырой (не вулканизированной) беговой дорожки протектора, выполненной, в частности, в форме листов, колец или профилированных элементов, на подготовленный соответствующим образом каркас пневматической шины, после чего осуществляют вулканизацию сформированной таким образом системы в вулканизационной форме.
Эти способы горячего восстановления протектора пневматической шины применяются, в частности, для восстановления изношенных протекторов пневматических шин больших размеров, таких, например, как пневматические шины, предназначенные для тяжелых транспортных средств типа "poids lourds", а также сельскохозяйственных машин, тяжелой колесной дорожностроительной техники и т.п., для которых проблемы манипулирования и деформации беговых дорожек протектора делают затруднительным их использование в предварительно вулканизированном виде. Говоря более конкретно, предлагаемое изобретение относится к области горячего восстановления протекторов пневматических шин.
Среди известных способов горячего восстановления протекторов пневматических шин патентный документ US 4053265 описывает способ, который состоит в использовании эластичной кольцевой вулканизационной формы, предпочтительным образом изготовленной из каучука и предназначенной для обеспечения возможности формования и вулканизации беговой дорожки протектора. Эта эластичная вулканизационная форма располагается на каркасе подлежащей восстановлению изношенного протектора пневматической шины, который предварительно был покрыт беговой дорожкой протектора в сыром (не вулканизированном) состоянии, причем система, образованная упомянутой выше вулканизационной формой и каркасом пневматической шины, затем полностью покрывается оболочкой, обеспечивающей герметичность. Затем эта система размещается в вулканизационной печи для осуществления вулканизации после реализации вакуумирования в упомянутой оболочке.
Говоря более конкретно, для того, чтобы иметь возможность обеспечить полную герметичность между каркасом, беговой дорожкой протектора и эластичной вулканизационной формой, как это показано в патентном документе US 4053265 (фиг.2), необходимо реализовать обертывание каркаса, покрытого такой вулканизационной формой, при помощи двух эластичных оболочек: так называемой "внутренней" оболочки, которая проходит от наружной поверхности боковин пневматической шины на всей внутренней поверхности каркаса, и так называемой "наружной" оболочки, которая перекрыта первой оболочкой на уровне наружной поверхности боковин, или наоборот, для того, чтобы гарантировать непрерывность герметичности между двумя этими оболочками, причем наружная оболочка перекрывает, таким образом, всю наружную поверхность вулканизационной формы, а также ту часть боковин, которая не перекрыта упомянутой внутренней оболочкой.
Установка этих оболочек представляет собой особенно трудную операцию. Действительно, необходимо очень сильно растянуть наружную оболочку для того, чтобы она могла покрыть систему, образованную беговой дорожкой протектора и боковинами пневматической шины, причем эта операция становится еще более сложной вследствие того, что в данном случае речь идет обычно о пневматических шинах больших размеров. Кроме того, эта проблема установки влечет за собой весьма быстрый износ этой наружной оболочки, подвергающейся большим упругим воздействиям, и часто повторяющуюся опасность возникновения разрывов, причем следствием этого оказывается необходимость частой замены этих оболочек, и при этом не исключается опасность использования поврежденной оболочки, которая может стать причиной дефектов в изготавливаемой или восстанавливаемой пневматической шине.
В патентном документе US 4053265 предлагается альтернатива использованию двух этих оболочек, которая состоит в использовании наружной оболочки, идентичной наружной оболочке из первого технического решения, если только в ней используется тороидальная уплотнительная прокладка, предназначенная для обеспечения герметичности на уровне боковин, и внутренней оболочки на пневматической шине в виде воздушной камеры, связанной с диском опоры покрышки пневматической шины. Ясно, что это техническое решение не решает упомянутые выше проблемы, связанные с использованием наружной оболочки, и что, кроме того, это техническое решение может обеспечить возможность реализации удовлетворительной герметичности только при условии вулканизации тороидальных уплотнительных прокладок на боковинах каркаса пневматической шины, что является проблематичным.
В заявке на французский патент, поданной заявителем под номером 99/03499, 19 марта 1999г. и еще не опубликованной в настоящее время, описано устройство формирования протектора на каркасе вулканизированной пневматической шины при помощи сырой (не вулканизированной) беговой дорожки протектора, содержащее монтажный обод и кольцевую эластичную вулканизационную форму, предназначенную для осуществления формования упомянутой беговой дорожки. Это устройство также содержит два эластичных фланца, предназначенных для перекрытия соответственно наружной поверхности сформированной таким образом покрышки пневматической шины, заключенной между бортом этой покрышки и соответствующей периферийной кромкой вулканизационной формы, причем каждый фланец продолжается на своем периферийном конце наибольшего диаметра при помощи эластичной муфты, перекрывающей плечевые зоны и частично гребень эластичной вулканизационной формы.
Такое устройство позволяет устранить отмеченные выше недостатки, однако при его использовании остается проблема продолжительности срока службы таких эластичных фланцев. Действительно, фланцы, используемые в этом устройстве, одновременно должны обеспечивать очень хорошую герметичность и представлять высокую эластичность. Эти их свойства в значительной степени затрагиваются в процессе вулканизации, когда, поскольку эластичная форма внедряется в сырую каучуковую смесь беговой дорожки протектора, ее диаметр уменьшается, и фланцы, точнее говоря, их продолжения в виде муфт, перекрывающих гребень вулканизационной формы, должны отслеживать эти изменения диаметра, продолжая обеспечивать герметичность. Каучуковые смеси, позволяющие добиться такого компромисса свойств, не дают возможности использования таких фланцев более чем в десяти технологических циклах.
Задача предлагаемого изобретения состоит в устранении всех отмеченных выше недостатков.
Заявитель неожиданным образом обнаружил, что, отходя от заявленных выше принципов и используя для изготовления эластичных фланцев каучуковые смеси, представляющие, напротив того, повышенную жесткость, а также внося некоторые конструктивные изменения в упомянутое выше устройство, можно получить надежное и обладающее значительно более высокой стойкостью техническое решение, позволяющее сохранить необходимую герметичность в процессе функционирования такого устройства.
Поставленная задача решается тем, что в устройстве формирования протектора на каркасе вулканизированной пневматической шины, содержащем монтажный обод для каркаса и помещенной на него сырой беговой дорожки протектора, эластичную кольцевую вулканизационную форму, наружная поверхность которой покрыта эластичной муфтой, и которая предназначена для формования сырой беговой дорожки протектора, и два эластичных фланца для перекрытия соответствующей боковины шины, образованной сформованной покрышкой пневматической шины, накрытой вулканизационной формой, согласно изобретению эластичные фланцы выполнены в виде дисков с периферийными концами большего диаметра и меньшего диаметра, причем на периферийном конце большего диаметра закреплен жесткий кольцевой элемент для обеспечения связи с муфтой.
Действительно, связь, реализованная посредством жесткого элемента, в сочетании с упругими свойствами фланцев, позволяет получить достаточно простое в монтаже устройство, обладающее высокой износостойкостью.
Предпочтительно, чтобы каждый такой жесткий кольцевой элемент обеспечивал эластичную связь между муфтой, перекрывающей вулканизационную форму, и фланцем, на котором располагается упомянутый элемент. Эластичность этой связи позволяет обеспечить ее герметичность в процессе изменений диаметра вулканизационной формы при осуществлении различных фаз вулканизации.
Кроме того, полезно, в частности, для того, чтобы иметь высокую износостойкость и обеспечить удобную установку упомянутых выше фланцев, которые, как об этом уже было сказано выше, представляют собой диски, перекрывающие боковины системы, сформированной при помощи покрышки пневматической шины и вулканизационной формы, чтобы эти фланцы были эластичными, но чтобы они, тем не менее, имели определенную жесткость и обеспечивали герметичность, как, например, фланцы, изготовленные на основе бутилового каучука.
Целесообразно, чтобы эластичная муфта, покрывающая вулканизационную форму, содержала крылья, проходящие в окружном направлении и способные перекрывать периферийный конец наибольшего диаметра каждого фланца, а свободный конец каждого крыла содержал кольцевое радиальное натяжное устройство.
Целесообразно также, чтобы конец наименьшего диаметра каждого фланца образовывал круговой выступ его фиксации на монтажном ободе посредством кольца.
Предпочтительно, чтобы каждый фланец образовывал цилиндрическую гармошку в непосредственной близости от его кругового выступа фиксации на ободе.
Полезно, чтобы каждый круговой выступ фиксации на ободе, размещенный на одном из фланцев, взаимодействовал, соответственно, с поверхностью, располагающейся на соответствующей пятке монтажного обода.
Полезно также, чтобы монтажный обод содержал воздушную камеру.
Предпочтительно, чтобы монтажный обод содержал корпус в виде единой части, выполненной в форме обечайки, на которой была бы смонтирована неподвижная пятка опоры борта каркаса пневматической шины и пятка опоры другого борта, имеющая возможность скользить в осевом направлении на обечайке, и которая могла бы быть снята с этой обечайки, и чтобы монтажный обод содержал систему блокировки, ограничивающую максимальное раздвижение пяток друг относительно друга, а каркас пневматической шины накачивался бы при помощи непосредственного воздействия текучей среды на его внутренние стенки.
Предпочтительно также, чтобы упомянутая система блокировки монтажного обода содержала упорную шайбу для скользящей пятки, которая была бы установлена с возможностью скольжения на обечайке, и кольцо блокировки, взаимодействующее с обечайкой.
Другие характеристики и преимущества предлагаемого изобретения будут лучше понятны из приведенного ниже описания примера реализации устройства формирования протектора пневматической шины в соответствии с этим изобретением, где даются ссылки на приведенные в приложении фигуры, среди которых:
Фиг.1 представляет собой частичный схематический вид в радиальном разрезе устройства формирования протектора пневматической шины в соответствии с предлагаемым изобретением,
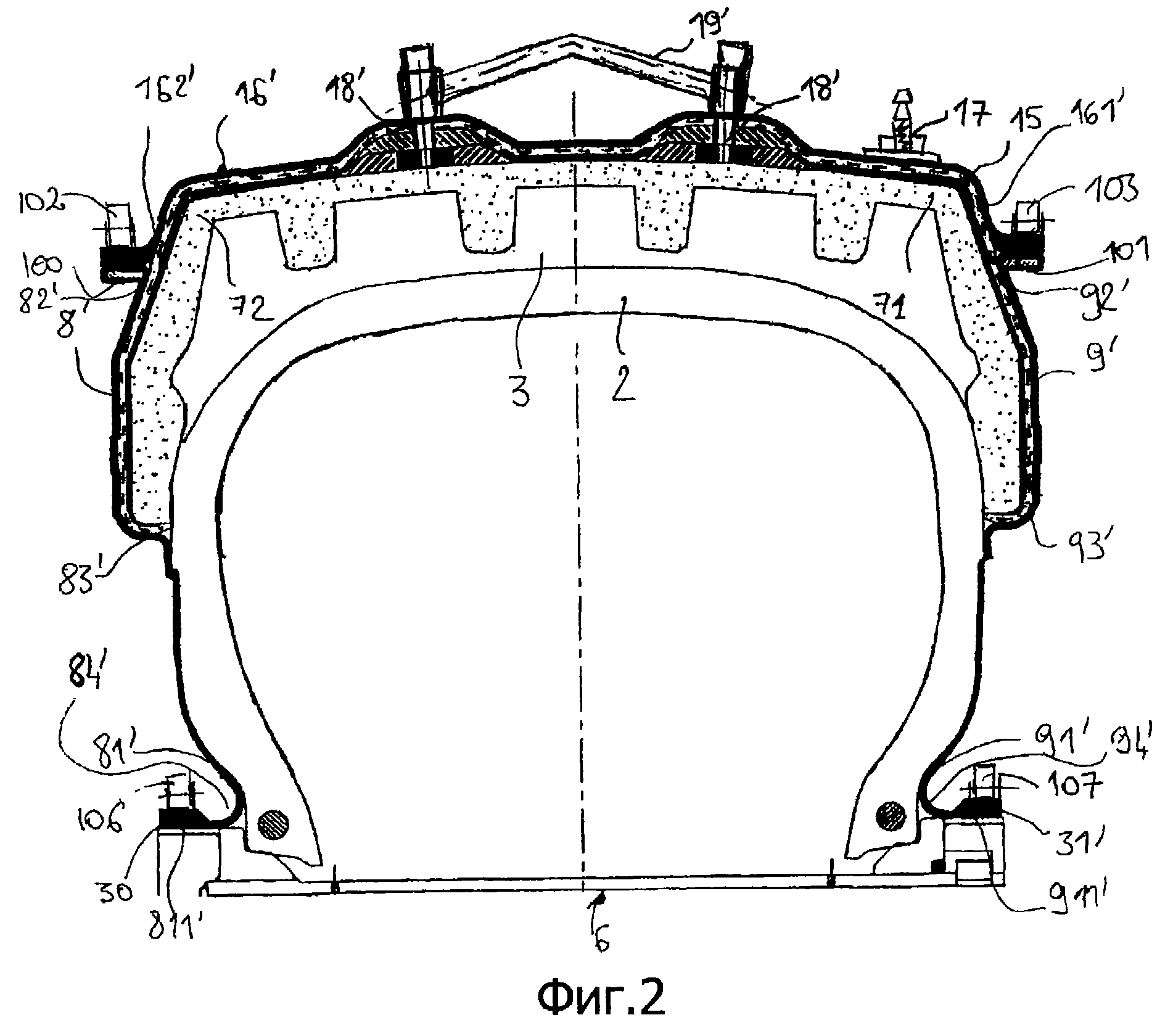
Фиг.2 представляет собой частичный схематический вид в радиальном разрезе варианта реализации устройства формирования протектора пневматической шины, показанного на фиг.1,
Фиг.3 представляет собой частичный схематический вид в радиальном разрезе варианта реализации устройства, показанного на фиг.2, в частичном разборе.
В последующем изложении одними и теми же цифровыми позициями будут обозначены элементы, общие для различных вариантов реализации предлагаемого устройства формирования протектора пневматической шины.
В данном описании будет рассмотрена покрышка пневматической шины 1, подлежащая восстановлению беговой дорожки протектора и содержащая каркас 2, образованный, в частности, двумя бортами 21, 22 и двумя боковинами 23, 24, покрытый сырой (не вулканизированной) беговой дорожкой протектора 3, причем эта беговая дорожка была уложена на каркас 2 при помощи любых подходящих для этого средств, и двумя плечевыми частями 11, 12, связывающими гребень беговой дорожки протектора 3 с боковинами 23, 24.
Как можно видеть на фиг.1, устройство восстановления беговой дорожки протектора 5 содержит монтажный обод 6, на который должна быть установлена покрышка пневматической шины 1, кольцевую эластичную вулканизационную форму 7, предназначенную для формования беговой дорожки протектора 3, и два эластичных фланца 8 (8') и 9 (9'), выполненных в форме дисков и предназначенных для перекрытия боковин системы, образованной покрышкой пневматической шины 1, покрытой этой вулканизационной формой 7, для того, чтобы обеспечить герметичность системы, образованной каркасом пневматической шины 2, беговой дорожкой протектора 3, эластичной вулканизационной формой 7 и монтажным ободом 6. Устройство восстановления беговой дорожки протектора, установленное на покрышку пневматической шины, предназначено для размещения в нагревательной камере, в которой создается некоторое избыточное давление, типа вулканизационной печи.
Эластичная вулканизационная форма 7 выполнена в виде кольца, внутренняя поверхность которого определяет формование беговой дорожки протектора и которая содержит кольцевые периферийные кромки 71, 72, которые продолжаются в форме крыльев 73, 74, предназначенных для перекрытия соответственно плечевых зон 11, 12 покрышки пневматической шины 1.
Кольцевая вулканизационная форма 7 должна быть достаточно эластичной в радиальном направлении, ориентированном наружу, и должна быть устойчивой к температуре вулканизации без деформации при этой температуре. Эта вулканизационная форма также должна выдерживать многочисленные циклы повышения и снижения температуры и должна быть устойчивой к разрыву. В качестве примера и с целью получения упомянутых выше свойств для изготовления такой кольцевой вулканизационной формы можно использовать подходящий в данном случае эластомер.
Таким образом, в том случае, когда вулканизационная форма 7 растянута, ее внутренний диаметр превышает наружный диаметр покрышки пневматической шины 1, содержащей сырую (не вулканизированную) беговую дорожку протектора 3, что позволяет обеспечить установку этой вулканизационной формы 7 на эту покрышку.
Такая вулканизационная форма может быть реализована, в качестве примера, в соответствии со способом, представленным в патентном документе US 3983193, причем в этом способе используют новую покрышку пневматической шины в качестве "модели формования", которую покрывают лентой сырой поддающейся вулканизации каучуковой смеси. Сформированная таким образом система размещается в вулканизационной печи после вакуумирования при помощи оболочки, охватывающей эту систему, в конце осуществления вулканизации формы. Рельефный рисунок формования, проявляющийся на внутренней поверхности формы, соответствует негативному отображению рельефного рисунка беговой дорожки протектора новой используемой в данном случае покрышки пневматической шины.
После того, как вулканизационная форма 7 снята со своей "модели формования", необходимо проделать в этой форме вентиляционные отверстия 75, которые проходят в радиальном направлении сквозь всю толщину формы для последующего использования этой вулканизационной формы с тем, чтобы обеспечить возможность удаления воздуха, заключенного между формой и подлежащим восстановлению протектора каркасом, покрытым сырой (не вулканизированной) беговой дорожкой протектора, в процессе формования и вулканизации этой беговой дорожки протектора.
Для того чтобы ограничить и контролировать степень проникновения вулканизационной формы 7 в беговую дорожку протектора, можно предусмотреть наличие металлических вставок 18 внутри этой вулканизационной формы, распределенных вдоль ее окружности таким образом, чтобы совокупность этих вставок формировала кольцо, участки которого примыкают друг к другу в сжатом положении этой формы. Кроме того, эти металлические вставки могут обеспечить возможность фиксации кольца растяжения 19 с тем, чтобы облегчить выполнение операций извлечения вулканизированной покрышки пневматической шины из вулканизационной формы.
В соответствии с возможным вариантом реализации, представленным на фиг.2 и 3, также можно предусмотреть наличие вставок 18', располагающихся вдоль двух окружных траекторий, для того, чтобы обеспечить возможность позиционирования путем завинчивания рукояток 19'.
Наружная окружная поверхность кольцевой вулканизационной формы 7 покрыта первой эластичной дренирующей муфтой 15, позволяющей обеспечить удаление воздуха посредством дренирующих каналов, которая может быть непосредственно наложена на вулканизационную форму. Эта дренирующая муфта 15 может быть закреплена на вулканизационной форме 7.
Эта дренирующая муфта 15 сама, в свою очередь, покрыта непроницаемой эластичной муфтой 16 (16'), изготовленной на основе вулканизированной смеси эластомерных материалов. Обратный клапан 17 встроен в эластичную муфту 16 (16') для того, чтобы обеспечить возможность создания и поддержания внутри нее вакуума. Под этим обратным клапаном можно предусмотреть наличие препятствующей экструзии развернутой металлической сетки, не показанной на приведенных в приложении фигурах, для того, чтобы исключить всякую опасность погружения этого клапана в каучуковую смесь вулканизационной формы.
В соответствии с первым способом реализации предлагаемого изобретения, схематически представленным на фиг.1, муфта 16 содержит периферийные крылья 162, 161, предназначенные для перекрытия периферийных концов большого диаметра каждого фланца 8, 9 для того, чтобы обеспечить возможность реализации герметичной связи между каждым фланцем 8, 9 и упомянутой муфтой 16. Свободный конец каждого из этих крыльев 161, 162 содержит радиальное натяжное устройство 32', 32, закрепленное или вулканизированное на этом крыле.
Фланцы 8, 9 изготовлены из эластичного и непроницаемого материала, что делает особенно выгодным использование каучуковых материалов, которые способны реализовать приемлемый компромисс между термической стойкостью и упругостью. Кроме того, желательно также использовать материал, который, представляя необходимую упругость, обладает определенной жесткостью, в частности, позволяющей фланцам, как об этом более подробно будет сказано в последующем изложении, иметь наилучшую стойкость по отношению к износу. Можно, таким образом, выбрать вариант реализации упомянутых фланцев из бутилового каучука, который обладает совокупностью перечисленных выше свойств.
Каждый фланец 8, 9 содержит периферийный конец малого диаметра 81, 91, предназначенный для размещения на монтажном ободе 6 в контакте с пяткой этого обода, и периферийный конец большого диаметра 82, 92, диаметр которого немного превышает или равен диаметру вулканизационной формы 7 в состоянии покоя.
Упомянутый выше конец малого диаметра 81 (91) фланца 8 (9) удерживается в герметичном контакте с соответствующей пяткой монтажного обода 61 (60), образуя цилиндрический выступ 811 (911), находящийся в контакте с поверхностью 611 (601), размещенной на соответствующей пятке монтажного обода. Каждый такой выступ 811, 911 удерживается на соответствующей поверхности 611, 601 посредством плоского кольца 30, 31, располагающегося на каждом таком выступе. Это плоское кольцо, в частности, может быть изготовлено из силикона.
В соответствии с не представленным здесь вариантом реализации предлагаемого изобретения можно рассматривать, на уровне концов наименьшего диаметра 81 и 91 фланцев 8 и 9, формирование "гармошки", которая позволяет воспринять определенные изменения диаметра фланцев без побуждения этих фланцев к удлинению. Действительно, упругость материала, образующего упомянутые выше фланцы, в некоторых случаях может оказаться недостаточной, поскольку она ограничивается так, как об этом было сказано выше.
На упомянутом выше конце большого диаметра 82 (92) закреплен соответственно кольцевой элемент связи 33 (34), который позволяет обеспечить эластичную связь с муфтой 16, причем этот жесткий элемент 33 (34) может иметь или не иметь покрытие из каучуковой смеси, которая может непосредственно представлять собой упомянутый конец фланца для того, чтобы сохранить герметичность реализуемой связи.
Вариант реализации устройства в соответствии с предлагаемым изобретением схематически представлен на фиг.2 и 3, причем на фиг.2 проиллюстрировано устройство, установленное на каркасе пневматической шины, тогда как на фиг.3 представлен случай, когда фланцы 8' и 9' не установлены, причем фланец 9' располагается поблизости перед его установкой на каркас пневматической шины и вулканизационную форму.
Муфта 16' содержит периферийные крылья 162', 161', предназначенные для перекрытия плечевых зон 72 и 71 вулканизационной формы 7, причем свободный конец каждого из этих крыльев 161', 162' содержит плоское каучуковое кольцо 32', 32, вулканизированное на этом конце и предназначенное для взаимодействия с жестким металлическим кольцом 101, 100, размещенным на каждом фланце 9', 8', как это схематически представлено на фиг.3.
Поскольку элементы предлагаемого устройства размещены на системе, образованной каркасом пневматической шины и беговой дорожкой протектора, каждое плоское кольцо 32' (32") опирается на соответствующее жесткое кольцо 100 (LOI), вызывая, таким образом, заворачивание конца 161' (162'), на котором располагается упомянутое плоское кольцо, как это показано на фиг.2, причем каждая такая система удерживается при помощи бандажа 102 (103), проходящего в окружном направлении и заблокированного при помощи натяжного устройства быстрого закрытия. Предпочтительным образом эти металлические кольца покрыты слоем каучука для обеспечения герметичности соединения.
Фланцы 8, 9 изготовлены из эластичного материала, как об этом уже было сказано выше при описании первого способа реализации предлагаемого изобретения.
Каждый фланец 8, 9 содержит периферийный конец малого диаметра 81', 91', предназначенный для размещения на ободе 6 в контакте с пяткой этого обода, и периферийный конец большого диаметра 82', 92', диаметр которого меньше диаметра вулканизационной формы 7 в состоянии покоя. На каждом из этих концов большого диаметра 82' (92'} закреплено соответственно жесткое металлическое кольцо 100, 101.
Конец малого диаметра 81' (91') фланца 8' (9') удерживается в герметичном контакте с соответствующей пяткой монтажного обода 61, образуя круговой цилиндрический выступ 811' (911'), на котором размещено плоское кольцо 30, 31', изготовленное из каучука и находящееся в контакте с расположенной на ободе опорной поверхностью. Каждый круговой выступ 811', 911' удерживается на ободе при помощи бандажа 106 (107), запираемого при помощи натяжного устройства быстрого закрытия.
Как можно видеть на фиг.3, конец малого диаметра 91' фланца 9' (и симметричным образом это справедливо для фланца 8') содержит петлю 94' (84'), позволяющую воспринять напряжения и деформации, воздействию которых подвергаются фланцы под влиянием давления в автоклаве в процессе вулканизации.
Предпочтительным образом часть 83' (93') каждого фланца 8' (9') усилена при помощи арамидных нитей, располагающихся параллельно друг другу в радиальном направлении для того, чтобы не допустить в процессе формования, когда вулканизационная форма погружается в толщу беговой дорожки протектора, чтобы часть фланца вставлялась между вулканизационной формой и каркасом данной пневматической шины. Таким образом, эта усиленная зона располагается на уровне перекрытия конца крыльев вулканизационной формы и боковин пневматической шины.
В то же время, в любом рассматриваемом варианте реализации устройство 5 содержит также, как об этом уже было сказано выше, монтажный обод 6, на котором устанавливается и накачивается воздухом каркас пневматической шины. Действительно, в процессе установки эластичной вулканизационной формы 7 на беговую дорожку протектора важно, чтобы покрышка этой пневматической шины была накачана для того, чтобы, с одной стороны, обеспечить устойчивость к давлению, которое будет воздействовать со стороны вулканизационной формы на покрышку этой пневматической шины, а с другой стороны, иметь однородное воспроизведение покрышки пневматической шины по отношению к вулканизационной форме для облегчения ее установки и центрирования этой формы на беговой дорожке протектора.
В то же время, необходимо обеспечить удовлетворительную герметичность между каркасом пневматической шины и монтажным ободом, в частности, в том случае, когда текучая среда, используемая в вулканизационной печи, представляет собой водяной пар. Действительно, в этом случае, если герметичность не обеспечена должным образом, вода накапливается внутри покрышки пневматической шины, что влечет за собой опасность неравномерной вулканизации этой покрышки.
Обеспечение такой герметичности не представляет особенных затруднений в случае формирования протектора на каркасе новой пневматической шины, зато в случае восстановления изношенного протектора данная проблема оказывается более сложной вследствие деформации бортов данной пневматической шины. Действительно, борта этих покрышек пневматических шин, которые уже были смонтированы на эксплуатационный обод, известным образом подвергались деформации, которая состоит в стягивании двух бортов в направлении один к другому. Таким образом, невозможно использовать в качестве монтажной опоры для каркаса такой пневматической шины, накрытый устройством восстановления протектора, обычный монтажный обод, соответствующий данной покрышке пневматической шины, поскольку расстояние между бортами изменено.
В данном случае одно из возможных технических решений состоит в использовании для восстановления изношенного протектора монтажного обода, снабженного воздушной камерой. Недостаток этого технического решения, кроме того, что оно подразумевает использование дополнительной оболочки, образованной этой воздушной камерой, состоит в том, что при этом необходимо использовать обод, размеры которого соответствуют размерам покрышки пневматической шины, подлежащей восстановлению изношенного протектора, то есть специальный обод для каждого размера (что также соответствует случаю использования обычного монтажного обода для формирования протектора на каркасе новой пневматической шины).
Описанный в последующем изложении монтажный обод позволяет обеспечить удобный монтаж и демонтаж покрышки пневматической шины без необходимости наличия воздушной камеры, причем это позволяет адаптировать к одному и тому же ободу покрышки пневматических шин одного и того же посадочного диаметра, но имеющие различную ширину в некотором заданном диапазоне. Таким образом, покрышка пневматической шины, подлежащая формированию протектора, накачивается на этом ободе путем непосредственного воздействия текучей среды на внутренние стенки упомянутого выше каркаса пневматической шины.
Этот монтажный обод 6 содержит корпус в форме обечайки 64, на которой располагается фиксированная пятка 61, предназначенная для опоры одного из бортов покрышки пневматической шины, и подвижная пятка 60, предназначенная для опоры другого борта этой покрышки.
Эта подвижная пятка 60 смонтирована с возможностью скольжения на обечайке 64 и может быть удалена с этой обечайки, причем монтажный обод 6 содержит также систему блокировки 35, которая позволяет удерживать упомянутую подвижную пятку 60 на обечайке 64 и ограничивать максимальное расхождение между двумя пятками этого обода 60, 61.
Эта система блокировки 35 имеет в своем составе упорную шайбу 36 для подвижной пятки 60, которая сама смонтирована с возможностью скольжения на обечайке 64 и может быть удалена с этой обечайки, и съемное кольцо блокировки 37, которое жестко закрепляется на обечайке 64. Это кольцо 37 образует в своем "фиксированном" положении ограничение положения на обечайке 64 подвижной пятки 60 в направлении наружной части обода, формируя упор для шайбы 36, в которую упирается эта подвижная пятка 60, непосредственно или при помощи распорки 38. Действительно, нетрудно предусмотреть использование трубчатой и обладающей соответствующими размерами распорки, располагающейся между упорной шайбой и кольцом блокировки. Такие распорки позволяют зафиксировать обод на номинальном расстоянии между бортовыми кольцами, соответствующем каждому типоразмеру покрышек пневматических шин, и допустить, таким образом, использование одного и того же обода для покрышек пневматических шин различных размеров в некотором заданном диапазоне путем простой замены на другую упомянутой выше распорки.
Различные возможности могут быть рассмотрены для реализации кольца блокировки 37, например пальцы, размещенные на этом кольце, ориентированные в радиальном направлении внутрь данного кольца и имеющие возможность взаимодействовать с отверстиями или выемками в форме зубцов на обечайке 64. После введения упомянутых выше пальцев в эти отверстия простой поворот кольца 37 позволяет заблокировать в осевом направлении это кольцо на обечайке 64. Такой способ реализации, а также вариант этого способа описаны более подробно в заявке на патент, поданной под номером 99/03499, а именно, в конце стр. 6 и в начале стр. 9, и со ссылками на фиг.3, 4, 5А, 5В и 6.
Независимо от выбранной в данном случае системы блокировки монтажный обод 6 содержит также тороидальную уплотнительную прокладку 40, диаметр которой меньше диаметра обечайки 64, для того, чтобы обеспечить герметизацию, причем эта уплотнительная прокладка устанавливается на предназначенное для нее место в результате скольжения в специально предусмотренном для этого окружном ложементе 600, размещенном на подвижной пятке 60. Под действием давления, возникающего в процессе накачивания, предварительная герметизация между подвижной пяткой 60 и обечайкой 64 реализуется при помощи тороидальной уплотнительной прокладки 40, которой достаточно для обеспечения возможности разведения пяток 60, 61 вплоть до вхождения в контакт упорной шайбы 36 с кольцом блокировки 37 или с распоркой, что вызывает окончательную герметизацию данной системы.
Кроме того, в данном случае выгодно предусмотреть наличие на каждой пятке монтажного обода 60, 61 тороидальной уплотнительной прокладки герметизации 41 или плоской уплотнительной прокладки, размещенной в ложементе, располагающемся в основании кругового выступа упомянутых выше пяток монтажного обода 60, 61, для того, чтобы гарантировать герметичность соединения пятки обода с бортом покрышки пневматической шины даже в том случае, когда в процессе накачивания борт покрышки не прижимается полностью к этому основанию кругового выступа.
В то же время, отверстие 65, связанное с источником подачи сжатого воздуха 66, предусмотрено в обечайке 64 для того, чтобы иметь возможность осуществить накачивание каркаса пневматической шины, смонтированного на ободе.
В последующем изложении будет описан способ формирования протектора на каркасе пневматической шины, и в частности восстановления изношенного протектора, для осуществления которого используется описанное выше устройство в соответствии с первым способом его реализации, проиллюстрированным на фиг.1.
Принимая во внимание, что покрышка пневматической шины 1, подлежащая восстановлению изношенного протектора, предварительно освобождена от этого изношенного протектора, эту покрышку монтируют на обод 6 и накачивают ее каркас. Монтаж на ободе, начиная с этой стадии, позволяет использовать одну и ту же опору, в виде монтажного обода 6, для всех этапов осуществления данного способа. Можно также использовать этот монтажный обод для реализации операций механической обработки и ремонта, если такие операции необходимы, покрышки пневматической шины.
Для того чтобы облегчить необходимые манипуляции, монтажный обод 6 позиционируют на опоре с ее вертикальной осью, причем фиксированная пятка 61 располагается снизу, и система, образованная подвижной пяткой 60 и системой блокировки 35, удалена с обечайки 64.
Каркас пневматической шины 2 подводят в соответствии с ее вертикальной осью в положение над ободом 6 и заставляют этот каркас скользить по обечайке 64 вплоть до упора нижнего борта каркаса, а именно борта 22, как это можно видеть на приведенных в приложении фигурах, в фиксированную пятку 61.
При этом на обечайку 64 устанавливают подвижную пятку 60 таким образом, чтобы ее поверхность приема борта 21 была ориентирована в направлении каркаса пневматической шины 2, и обеспечивают возможность продвижения со скольжением этой подвижной пятки 60, которая естественным образом опускается вплоть до вхождения в контакт с бортом 21. Аналогичным образом устанавливают, с одной стороны, предварительно смазанную тороидальную уплотнительную прокладку 40 на обечайку 64, и проталкивают со скольжением эту уплотнительную прокладку вплоть до того положения, когда она естественным образом установится в окружной ложемент 600, размещенный на подвижной пятке 60, а с другой стороны, устанавливают упорную шайбу 36, которая входит в упор с пяткой 60 и уплотнительной прокладкой 40.
Затем устанавливают кольцо блокировки 37 на обечайку 64, продвигая ее со скольжением на этой обечайке, после чего поворачивают это кольцо для того, чтобы реализовать блокировку.
После того, как обод 6 оказывается заблокированным, каркас пневматической шины 2 накачивают при помощи системы подачи сжатого воздуха 66, что обеспечивает проталкивание верхнего борта 21, который отодвигает пятку 60 и упорную шайбу 36 вплоть до ее контактного упора в кольцо 37, причем уплотнительная прокладка 40 при этом сжимается между упорной шайбой 36 и подвижной пяткой 60 и обеспечивает ее окончательную герметизацию.
Эти операции, которые, как это было показано, не требуют принятия каких-либо специальных мер предосторожности, но напротив того, представляют собой операции, достаточно простые в реализации, оказываются достаточными для обеспечения герметичного монтажа каркаса 2 пневматической шины на ободе 6.
В то же время, вулканизированная покрышка пневматической шины также будет легко снимаемой с этого обода, поскольку он снова установлен вертикально. После стравливания воздуха накачивания из покрышки пневматической шины верхний борт принимает свое исходное положение и освобождает от всяких механических напряжений кольцо блокировки 37, что позволяет легко реализовать ее разблокирование путем вращения и последующего стягивания с монтажного обода различных съемных элементов.
После завершения этапа монтажа и накачивания каркаса 2 пневматической шины приступают к его обрезиниванию путем размещения сырой беговой дорожки протектора, например, осуществляя укладку каучуковой смеси в форме колец после укладки промежуточного слоя, обычно называемого "соединительной резиной".
Для того чтобы разместить эластичную вулканизационную форму 7 на покрышке пневматической шины 1, прежде всего осуществляют окружное удлинение этой формы. Таким образом, эту эластичную форму 7 растягивают в радиальном направлении, в частности, посредством ее крыльев 73, 74, так, чтобы внутренний диаметр этой формы стал больше наружного диаметра беговой дорожки протектора 3. Предпочтительным образом предусматривают обработку внутренней поверхности эластичной формы 7 при помощи постоянного противоадгезивного вещества для того, чтобы в последующем обеспечить возможность реализации операции извлечения пневматической шины из вулканизационной формы.
Пока эластичная вулканизационная форма 7 удерживается в этом растянутом положении, внутри этой формы размещают каркас пневматической шины 1 таким образом, чтобы беговая дорожка протектора 3 была центрирована в осевом направлении по отношению к форме 7. После этого ослабляют усилие растяжения, воздействующее на форму 7, которая при этом сжимается на беговой дорожке протектора 3. Как было показано в предшествующем изложении, металлические вставки 18, распределенные по окружности вулканизационной формы 7, позволяют гарантировать ту толщину резины, которую желательно сохранить в промежутке между каркасом 2 и донной частью рельефного рисунка протектора, благоприятствуя при этом радиальному расширению данной формы в том случае, когда они подвергаются воздействию усилий растяжения.
Различные типы известного технологического оборудования позволяют реализовать раздвигание и удержание в этом положении вулканизационной формы в процессе выполнения этой операции.
В процессе выполнения этой операции крылья 161, 162 муфты 16 могут быть отвернуты на упомянутую муфту, то есть на гребень вулканизационной формы, или могут быть оставлены свободными, то есть уложенными на плечевые зоны 73, 74 этой формы. Однако перед установкой фланцев 8, 9 предпочтительно отогнуть крылья 161/162 на муфту для того, чтобы облегчить, таким образом, соединение между этими фланцами и муфтой.
Для того чтобы установить эластичные фланцы 8 и 9 на покрышку пневматической шины 1, можно действовать в два этапа, которые состоят в том, чтобы позиционировать покрышку пневматической шины 1 и ее монтажного обода на вертикальной оси для того, чтобы осуществить укладку плашмя первого фланца, а затем перевернуть систему покрышки с ее ободом для того, чтобы уложить второй фланец. Можно также реализовать укладку второго фланца без переворота покрышки, предусматривая условия достаточной доступности под этой покрышкой. Поскольку эти операции размещения фланцев являются идентичными, здесь будет описано размещение только одного фланца.
Поскольку фланец 8 выполнен в форме диска, достаточно расположить этот фланец на доступной боковине пневматической шины, причем его конец 81 находится в контакте, с одной стороны, с поверхностью 611 при помощи своего кругового выступа 811, а с другой стороны, его конец 82, на котором размещен элемент связи 33, располагается в радиальном направлении на том же уровне, что и гребень вулканизационной формы 7, или слегка выходит за пределы этой формы в радиальном направлении.
После этого устанавливают кольцо 30 на круговой выступ 811 для того, чтобы утвердить герметичную связь между монтажным ободом 6 и фланцем 8, а затем опускают крыло 162 муфты 16 на элемент связи 33 и на периферийный конец 82 фланца 8, причем натяжное устройство 32 размещено на фланце 8. Жесткость фланца 8 позволяет этим простым связям удерживать его в контакте с вулканизационной формой и с пневматической шиной.
После размещения фланцев 8 и 9 на предназначенных для них местах удаляют воздух, заключенный между вулканизационной формой 7, фланцами 8, 9 и покрышкой пневматической шины 1 при помощи клапана 17, который в последующем также будет служить для удаления газов вулканизации. Действительно, необходимо отсосать воздух, заключенный между беговой дорожкой протектора 3 и вулканизационной формой 7 таким образом, чтобы обеспечить удовлетворительную способность к воспроизводимости и формование рельефного рисунка беговой дорожки протектора.
Муфта 16 распластывается в пространстве, оставленном свободным в момент размещения фланцев между элементом связи 33, формой 7 и упомянутой муфтой.
После этого систему, образованную покрышкой пневматической шины 1 и устройством формирования беговой дорожки протектора 5, можно разместить внутри вулканизационной печи для того, чтобы приступить к вулканизации беговой дорожки протектора. С использованием любой подходящей в данном случае системы предусматривается поддержание положительного дифференциального давления между внутренней полостью покрышки пневматической шины и внутренней полостью вулканизационной печи.
В процессе осуществления фазы формования, когда эластичная вулканизационная форма 7 проникает в толщу беговой дорожки протектора 3 и когда ее диаметр, таким образом, уменьшается, складка, сформированная муфтой 16 между элементом 33 и вулканизационной формой 7, как об этом уже было сказано выше, позволяет обеспечить герметичность данного устройства. При этом усилие, которое воздействует на муфту 16, оказывается достаточно малым для того, чтобы не влиять негативным образом на ее стойкость к износу. Таким образом, муфта 16 и фланцы 8 и 9 могут иметь значительную продолжительность срока службы.
После завершения операции вулканизации систему, образованную вулканизированной покрышкой пневматической шины и устройством формирования беговой дорожки протектора, извлекают из вулканизационной печи. После этого очень просто можно удалить оба фланца, а затем, используя то же самое оборудование, которое было описано выше, снять вулканизационную форму для того, чтобы извлечь покрышку пневматической шины с восстановленным протектором, смонтированную на своем монтажном ободе, причем последующий демонтаж этой покрышки с обода не создает никаких трудностей, как об этом уже было сказано выше.
Реферат
Изобретение относится к шинной промышленности и может быть использовано при восстановлении изношенного протектора пневматических шин, а также и для формирования протектора на каркасе новой пневматической шины. Устройство для формирования протектора на каркасе вулканизованной пневматической шины содержит монтажный обод для каркаса и помещения на каркас сырой беговой дорожки протектора. Устройство содержит эластичную кольцевую вулканизационную форму, наружная поверхность которой покрыта эластичной муфтой, и которая предназначена для формования сырой беговой дорожки протектора, и два эластичных фланца для перекрытия соответствующей боковины шины, образованной сформованной покрышкой пневматической шины, накрытой вулканизационной формой. Эластичные фланцы выполнены в виде дисков с периферийными концами большего диаметра и меньшего диаметра. На периферийном конце большего диаметра закреплен жесткий кольцевой элемент для обеспечения связи с муфтой. Устройство обеспечивает требуемую герметичность при формовании и вулканизации протектора и обладает высокой износостойкостью. 1 н. и 8 з.п. ф-лы, 3 ил.

Комментарии