Способ изготовления протектора шины с грунтозацепами и система для его осуществления - RU2669848C2
Код документа: RU2669848C2
Чертежи
















Описание
Область техники
Изобретение относится к способу изготовления протектора шины с грунтозацепами и системе для его осуществления. Изобретение может быть использовано для усовершенствования производства протекторов шин сельскохозяйственных транспортных средств. При этом термин «шина сельскохозяйственного транспортного средства» обозначает шины, используемые на вездеходных рабочих транспортных средствах, следовательно, относится не только к сельскохозяйственным транспортным средствам, но и к землеройным машинам и аналогичным средствам.
Уровень техники
Шина сельскохозяйственного транспортного средства имеет протектор с тороидальной базовой поверхностью, расположенной вокруг центральной оси вращения, и множеством грунтозацепов, выступающих наружу от базовой поверхности в радиальном направлении и располагающихся в основном в поперечном направлении по отношению к направлению движения шины.
В настоящее время при изготовлении шин для сельскохозяйственного транспортного средства изготавливают каркас покрышки, который наматывают на барабан для вулканизации; на каркас на барабане наматывают брекерные пояса протектора для вулканизации, а затем на них наматывают гладкую заготовку протектора из необработанного каучука. После этого каркас с намотанными брекерными поясами и протекторной заготовкой вставляют в вулканизационную пресс-форму, которая зеркально отражает рисунок протектора. В процессе вулканизации резина заготовки протектора нагревается и сильно прижимается к профилю вулканизационной пресс-формы, чтобы образовать протекторный рисунок.
Рисунок протектора содержит грунтозацепы, которые характеризуются большим размером и, кроме того, значительно выступают наружу относительно остальной поверхности протектора (возможно даже на десять сантиметров в своей верхней точке). Таким образом, при формировании грунтозацепов в вулканизационной пресс-форме происходит значительное перемещение резины внутрь пресс-формы, т.е. большое количество резины должно переместиться из одной части пресс-формы в другую. Перемещение такого большого количества резины в вулканизационной пресс-форме для формования грунтозацепов протектора не допускает формирование подканавочного слоя равномерной толщины. Иными словами, перемещение большого количества резины в вулканизационной пресс-форме приводит к образованию неравномерного подканавочного слоя протектора (т.е. слоя с сильно различающейся толщиной), что может приводить к образованию дефектов, волнистости и некрасивому внешнему виду протектора.
Чтобы слой резины в самых тонких частях подканавочного слоя не был слишком тонким, среднюю толщину подканавочного слоя необходимо выбирать увеличенной по сравнению с оптимальной толщиной, которую следовало бы выбирать, если бы толщина подканавочного слоя была абсолютно постоянной. Иными словами, для предотвращения образования слишком тонкого слоя резины в наиболее тонких частях подканавочного слоя протектора толщину подканавочного слоя необходимо делать толще, используя при этом большее количество резины. Увеличение средней толщины подканавочного слоя означает, что для изготовления шины требуется большее количество материала (резины) без получения каких-либо преимуществ относительно номинальных характеристик шины, что приводит к увеличению производственных затрат и веса шины.
Кроме того, поскольку размер поперечного сечения протектора из необработанного каучука вычисляется по размерам шины, описанный выше известный способ производства требует разных величин поперечного сечения шины из необработанного каучука для каждого радиуса шины. Иными словами, например, поперечное сечение шины 420/85 R24 из необработанного каучука невозможно использовать для создания шин 420/85 R28, R30, R34 или R38.
С целью устранения этих недостатков было предложено уменьшить толщину слоев заготовки протектора, наматываемых на каркас (с брекерными слоями между данными слоями), и накладывать блоки необработанного каучука в тех областях заготовки протектора, где будут формироваться грунтозацепы. Это уменьшит количество резины, которая должна перемещаться из одной части вулканизационной пресс-формы в другую, за счет увеличения количества резины (в виде резиновых блоков) там, где это необходимо (в областях формирования грунтозацепов) непосредственно с начала процесса формирования. Однако даже при использовании резиновых блоков толщина подканавочного слоя протектора все-таки остается в значительной степени неравномерной, особенно в плечевых зонах шины, где размеры грунтозацепов больше. Иными словами, даже при использовании резиновых блоков средняя толщина подканавочного слоя должна быть увеличена по сравнению с оптимальной толщиной, которую следовало бы использовать, если бы толщина подканавочного слоя была абсолютно ровной.
В заявке WO 2012001544 А1 описан способ изготовления шины с грунтозацепами, согласно которому сначала изготавливается заготовка протектора из необработанного каучука, затем накладываются резиновые блоки в области, где будут сформированы грунтозацепы, после чего заготовку протектора вместе с блоками вулканизируют в пресс-форме.
В документе US 3770038 А описан способ изготовления шины с грунтозацепами, согласно которому сначала изготавливается заготовка протектора из необработанного каучука, затем накладываются резиновые блоки в области, где будут сформированы грунтозацепы, после чего заготовку протектора вместе с блоками вулканизируют в пресс-форме.
Раскрытие изобретения
Задачей изобретения является разработка способа и системы для изготовления протектора шины с грунтозацепами, обеспечивающие устранение вышеупомянутых недостатков, а также являющихся дешевыми и простыми в осуществлении.
Указанная задача решается в способе и системе для изготовления протектора шины с грунтозацепами, соответствующими формуле изобретения.
Изобретение поясняется описанием ряда различных возможных вариантов его осуществления со ссылками на чертежи.
Краткое описание чертежей
На фиг. 1 изображена шина сельскохозяйственного транспортного средства, вид в перспективе;
на фиг. 2 - то же, вид спереди;
на фиг. 3 - то же, вид сбоку;
на фиг. 4 - схематичное поперечное сечение части шины, показанной на фиг. 1;
на фиг. 5 - схема системы для изготовления шины, показанной на фиг. 1, согласно настоящему изобретению;
на фиг. 6 - схема барабана для вулканизации покрышек в системе, показанной на фиг. 5;
на фиг. 7 - часть заготовки протектора для использования в системе, изображенной на фиг. 5, вид сверху;
на фиг. 8 - разрез по линии VIII-VIII на фиг. 7;
на фиг. 9 схематично изображен экструдер, используемый для выдавливания заготовки протектора, показанной на фиг. 7, вид в перспективе;
на фиг. 10 схематично изображен экструдер, используемый для выдавливания блоков необработанного каучука и установки их на заготовку протектора, показанную на фиг. 7, вид в перспективе;
на фиг. 11 - схема разреза в поперечном направлении для разделения двух последовательных блоков, показанных на фиг. 10, вид сверху;
на фиг. 12 - часть заготовки протектора согласно альтернативному варианту выполнения для использовании в системе, изображенной на фиг. 5, вид сверху;
на фиг. 13 - разрез по линии XIII-XIII на фиг. 12;
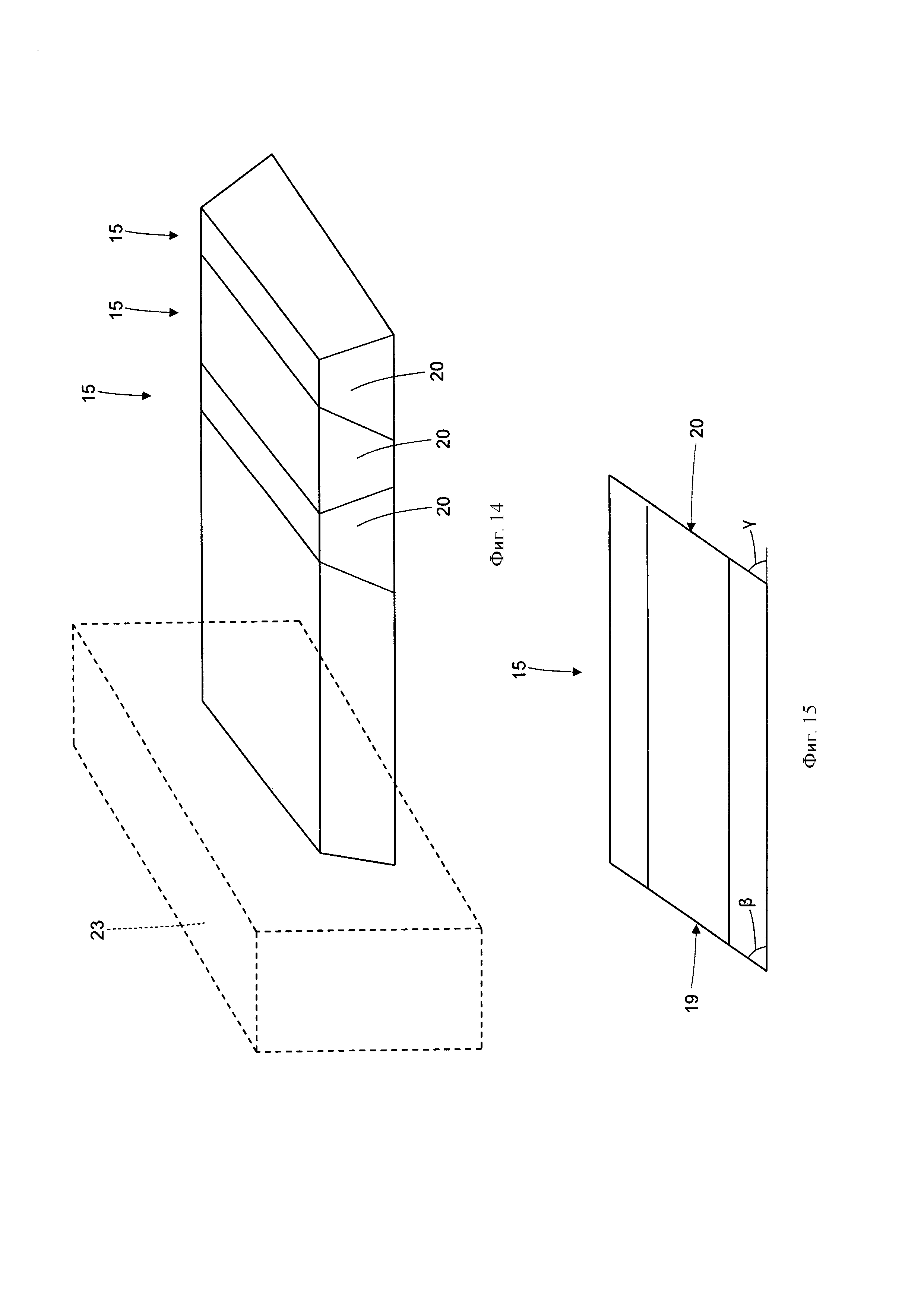
на фиг. 14 схематично изображен экструдер, используемый для выдавливания блоков необработанного каучука и установки их на заготовку протектора, показанную на фиг. 12, вид в перспективе;
на фиг. 15 - схема разреза в поперечном направлении для формирования блока, показанного на фиг. 14, вид сверху;
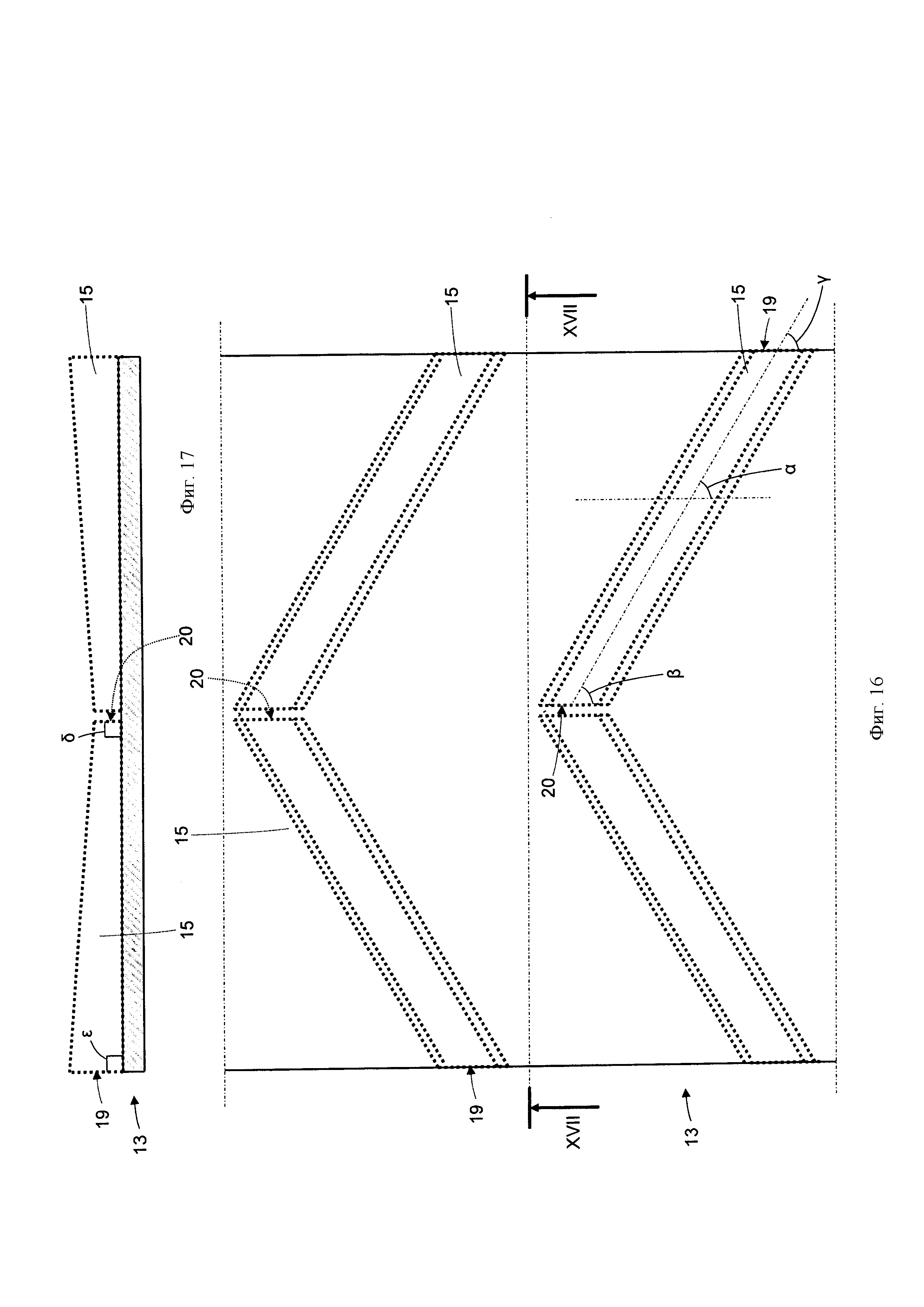
на фиг. 16 - часть заготовки протектора согласно еще одному варианту выполнения для использования в системе, изображенной на фиг. 5, вид сверху;
на фиг. 17 - разрез по линии XVII-XVII на фиг. 16;
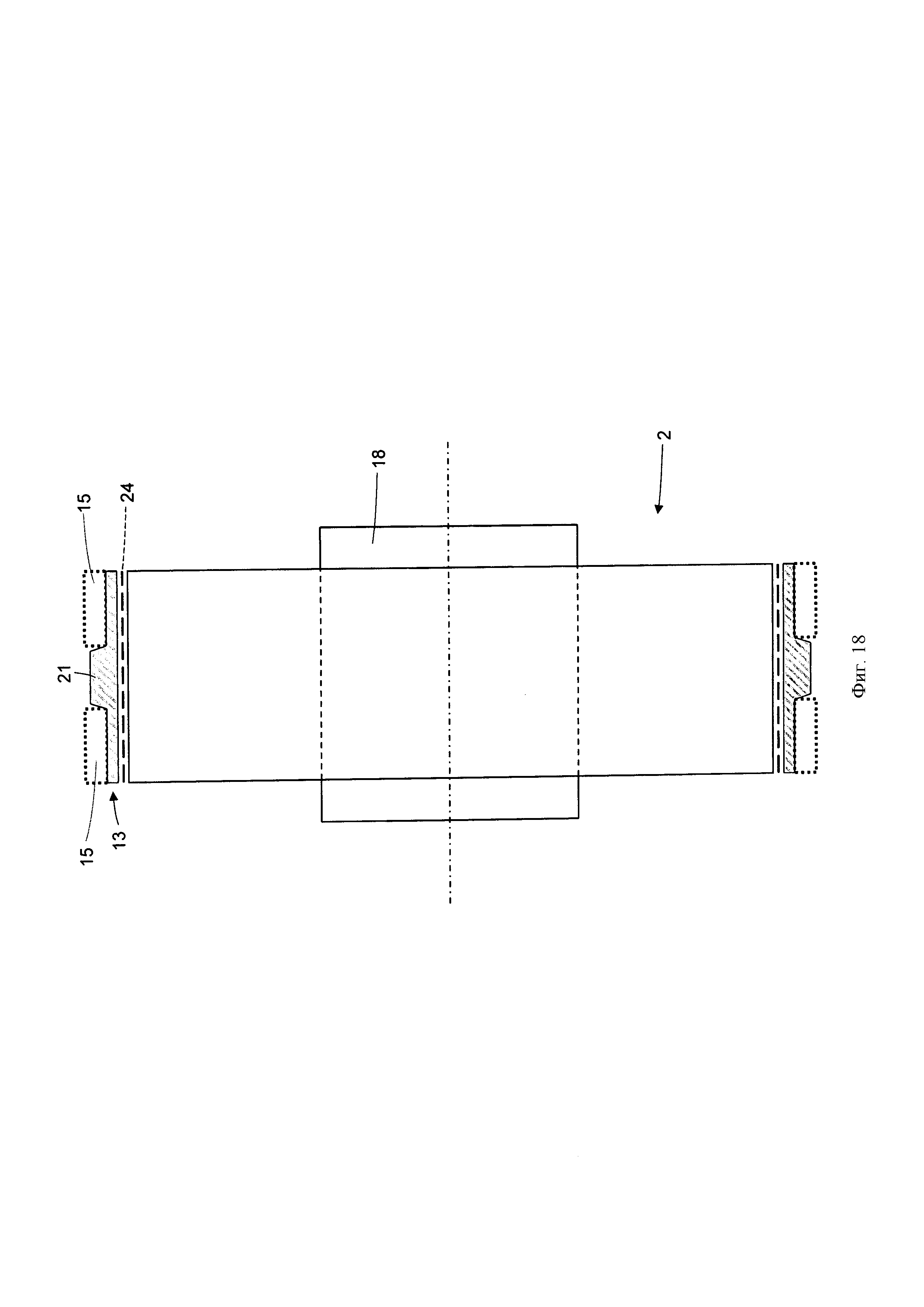
на фиг. 18 - схема показанного на фиг. 6 барабана для вулканизации, используемого в альтернативном варианте осуществления изобретения;
на фиг. 19 - шина сельскохозяйственного транспортного средства в еще одном исполнении, вид в перспективе;
на фиг. 20 - то же, вид спереди;
на фиг. 21 - вариант конструкции блока необработанного каучука, устанавливаемого на заготовку протектора, показанную на фиг. 7, вид сбоку;
на фиг. 22 - схема соединительного устройства для механического соединения, показанного на фиг. 21 блока необработанного каучука с показанной на фиг. 7 заготовкой протектора;
на фиг. 23 - еще один возможный вариант конструкции блока необработанного каучука, закрепляемого на заготовке протектора, показанной на фиг. 7 вид сбоку;
на фиг. 24-29 - схемы ряда вариантов выполнения соединительного устройства для закрепления блоков необработанного каучука на заготовке протектора, показанной на фиг. 7.
Варианты осуществления изобретения
На фиг. 1-4 шина сельскохозяйственного транспортного средства в целом обозначена позицией 1.
Шина 1 содержит тороидальный каркас 2, который расположен вокруг центральной оси вращения и служит опорой для брекерных поясов 3 протектора, намотанных на каркас 2, и намотанный на каркас 2 поверх брекерных поясов 3 протектор 4. Протектор 4 содержит подканавочный слой 5, который полностью закрывает каркас 2 и имеет практически постоянную толщину, а также множество грунтозацепов 6, которые выступают вверх (т.е. радиально наружу) из подканавочного слоя 5 протектора и расположены симметрично относительно оси вращения шины. Каждый грунтозацеп 6 изогнут от центральной линии шины 1 до соответствующей плечевой зоны шины 1, имеет в поперечном сечении форму усеченного конуса (сужающегося в сторону от подканавочного слоя 5), а также переднюю и заднюю стенки относительно предусмотренного направления вращения 7 шины 1. Каждый грунтозацеп 6 содержит боковую часть 8, расположенную в плечевой зоне шины 1, и центральную часть 9, расположенную в центральной области шины 1. Как более четко показано на фиг. 4, толщина центральной части 9 каждого грунтозацепа 6 меньше толщины его боковой части 8. Как показано на фиг. 2, кривизна центральной части 9 каждого грунтозацепа 6 больше кривизны его боковой части 8 (для упрощения можно считать, что боковая часть 8 является практически прямой).
Позицией 10 на фиг. 5 обозначена система производства в целом, предназначенная для изготовления шины 1 сельскохозяйственного транспортного средства. Система 10 содержит: сборочный узел 11 для изготовления каркаса 2 шины 1; намоточный узел 12, обеспечивающий намотку сначала брекера 3, а затем заготовки 13 протектора из необработанного каучука на каркас 2; узел 14 наложения, который устанавливает блоки 15 из необработанного каучука на области где будут сформированы грунтозацепы 6 заготовки 13 протектора; и обрабатывающее устройство 16, предназначенное для вулканизации каркаса 2 вместе с брекерами 3, заготовкой 13 протектора и блоками 15 в вулканизационной пресс-форме 17, которая зеркально воспроизводит рисунок протектора 4. В альтернативном варианте, блоки 15 могут быть изготовлены не из необработанного, а из вулканизированного каучука, то есть могут быть предварительно вулканизированы.
Как показано на фиг. 6, изготовленный в узле 11 каркас 2 установлен на барабан 18 для вулканизации, на котором производится последовательная установка брекеров 3, заготовки 13 протектора и блоков 15. Иными словами, после установки каркаса 2 на барабане 18 для вулканизации, производится наматывание брекеров 3 на каркас 2, затем поверх брекеров 3 на каркас 2 наматываются заготовки 13 протектора, и на заготовку 13 протектора, намотанную на каркас 2, накладываются блоки 15. Каждый блок 15 имеет внешнюю стенку 19 на плечевой зоне заготовки 13 протектора и внутреннюю стенку 20 напротив внешней стенки 19, находящуюся в центральной области заготовки 13 протектора.
В варианте выполнения, показанном на фиг. 6, 7 и 8, толщина заготовки 13 протектора меньше по краям и больше в центральной части, в результате чего образуется приподнятая центральная часть 21, на которой расположены внутренние стенки 20 блоков 15. Таким образом, в вулканизационной пресс-форме 17 блоки 15 в конечном итоге образуют боковые части 8 грунтозацепов 6, а приподнятая центральная часть 21 в конечном итоге формирует центральные части 9 грунтозацепов 6 (т.е. центральную часть рисунка протектора 4). Иными словами, внутри вулканизационной пресс-формы 17 резина, необходимая для образования боковых частей 8 грунтозацепов 6, поступает в основном из блоков 15, а резина, необходимая для формирования центральных частей 9 грунтозацепов 6 (которые образуют центральную часть рисунка протектора 4), поступает в основном из приподнятой центральной части 21 заготовки 13 протектора.
В варианте осуществления изобретения, показанном на фиг. 8, толщина заготовки 13 протектора наружу от приподнятой центральной части 21 является постоянной, а поперечное сечение приподнятой центральной части 21 заготовки 13 протектора имеет форму трапеции. Как вариант, приподнятая центральная часть 21 заготовки 13 протектора может иметь прямоугольное поперечное сечение.
В варианте осуществления изобретения, показанном на фиг. 9, заготовка 13 протектора имеет в поперечном сечении постоянную толщину по всей своей длине, и его формирование производится путем выдавливания с помощью экструдера 22 (т.е. с помощью формующего устройства 22, осуществляющего процесс экструзии). Как правило, выдавленную с помощью экструдера 22 заготовку 13 протектора сначала наматывают на барабан на подвижной опоре, а затем данный барабан передвигают к барабану 18 для вулканизации, рядом с которым производится сматывание заготовки 13 протектора с барабана на подвижной опоре и наматывание ее на каркас 2, намотанный ранее на барабан 18 для вулканизации. В одном из возможных вариантов осуществления изобретения в процессе намотки заготовки 13 протектора на барабан на нижнюю поверхность заготовки 13 протектора распыляют жидкий клей. Важно заметить, что заготовка 13 протектора является сравнительно компактной и легкой (по сравнению с готовым протектором 4), и поэтому несущую раму, удерживающую барабан с заготовкой протектора, сравнительно легко перемещать, и ее перемещение может легко осуществляться одним оператором. Кроме того, оператору проще наматывать заготовку 13 протектора точно на каркас 2, если заготовка 13 протектора разматывается с барабана, а не подается непосредственно из экструдера 22. Таким образом, легко может осуществляться точное наматывание заготовки протектора 13 на каркас 2 без каких-либо отходов. И, наконец, подвижную опору барабана заготовки 13 протектора можно легко присоединить к существующим установкам для сборки шин.
В другом, абсолютно эквивалентном варианте осуществления изобретения, заготовка 13 протектора не выдавливается с помощью экструдера 22, а создается непосредственно на барабане 18 для вулканизации путем навивки ленты необработанного каучука (обычно сматываемой с барабана, на который ее наматывают непосредственно после выдавливания) на каркас 2 на барабане 18 для вулканизации. Такой способ создания заготовки 13 протектора используется для шин 1 очень большого размера. Как вариант, заготовку 13 протектора можно изготавливать путем каландрирования необработанного каучука.
В варианте осуществления изобретения, показанном на фиг. 7, каждый блок 15 располагают под углом относительно приподнятой центральной части 21, т.е. относительно периферийной плоскости заготовки 13 протектора (как было указано выше, в областях, где будут сформированы грунтозацепы 6), так что блок 15 образует острый угол α с периферийной плоскостью.
Для более равномерного распределения необработанного каучука внутри вулканизационной пресс-формы 17 внутренняя стенка 20 каждого блока 15, контактирующая с приподнятой центральной частью 21, выполнена скошенной и образует острый угол β с продольной осью блока 15. Предпочтительно, но не обязательно, острый угол β равен острому углу α, так что внутренняя стенка 20 параллельна приподнятой центральной части 21.
Предпочтительно, для более равномерного распределения необработанного каучука внутри вулканизационной пресс-формы 17 внутренняя стенка 20 каждого блока 15, контактирующая с приподнятой центральной частью 21, выполнена скошенной и образует также острый угол δ с касательной плоскостью заготовки 13 протектора. Предпочтительно, но не обязательно, острый угол δ является дополнительным для угла, образуемого боковыми стенками приподнятой центральной части 21 с касательной плоскостью заготовки 13 протектора. Иными словами, внутренняя стенка 20 каждого блока 15 является дважды наклоненной, а именно, под острым углом β относительно продольной оси блока 15, и под острым углом δ относительно касательной плоскости заготовки 13 протектора.
Предпочтительно, для более равномерного распределения необработанного каучука внутри вулканизационной пресс-формы 17 внешняя стенка 19 каждого блока 15 также выполнена со скосом и образует острый угол γ с продольной осью блока 15. Предпочтительно, но не обязательно, острый угол γ равен острому углу α, так что внешняя стенка 19 параллельна приподнятой центральной части 21 и внутренней стенке 20. Иначе говоря, предпочтительно, но не обязательно, обе противоположные стенки 19 и 20 каждого блока 15 параллельны друг другу и наклонены под углом к продольной оси блока 15.
Предпочтительно, для более равномерного распределения необработанного каучука внутри вулканизационной пресс-формы 17 внешняя стенка 19 каждого блока 15 также выполнена со скосом и образует острый угол ε с касательной плоскостью заготовки 13 протектора. Предпочтительно, но не обязательно, острый угол ε равен острому углу δ, так что внешняя стенка 19 параллельна внутренней стенке 20. Иными словами, внешняя стенка 19 каждого блока 15 является дважды наклоненной, а именно, под острым углом γ относительно продольной оси блока 15, и под острым углом ε относительно касательной плоскости заготовки протектора 13.
В варианте осуществления изобретения, показанном на фиг. 10, каждый блок 15 имеет постоянную толщину трапециевидного поперечного сечения по всей своей длине, и его формирование производится путем выдавливания с помощью экструдера 23 (т.е. с помощью формующего устройства 23, осуществляющего процесс экструзии). Точнее, экструдер 23 выдавливает непрерывную резиновую ленту с трапециевидным поперечным сечением, таким же, как у поперечного сечения блоков 15, и блоки 15 отрезаются от поступающей из экструдера 23 непрерывной резиновой ленты путем разрезания ленты в поперечном направлении в плоскости, наклоненной под острым углом β (как правило, равняющимся острому углу γ), и еще под одним острым углом δ (как правило, равным острому углу ε).
Как правило, но не обязательно, непрерывную резиновую ленту, выдавливаемую экструдером 23, сначала наматывают на барабан на подвижной опоре, а затем данный барабан передвигают к барабану 18 для вулканизации, рядом с которым производится сматывание этой резиновой ленты с барабана на подвижной опоре, ее разрезание в поперечном направлении на отдельные блоки 15, и наложение этих блоков на заготовку 13 протектора.
В альтернативном варианте изготовление блоков 15 может производиться не выдавливанием, а каландрированием или литьем необработанного каучука. Иными словами, необработанный каучук из резиносмесителя (смеситель «Бенбери») с целью изготовления блоков 15 может быть подвергнут выдавливанию, каландрированию или литью.
В варианте осуществления изобретения, показанном на фиг. 7-10, каждый блок 15 имеет постоянное трапециевидное поперечное сечение по всей своей длине. В варианте, представленном на фиг. 12-14, каждый блок 15 имеет такое трапециевидное поперечное сечение по длине, что рядом с внутренней стенкой 20 толщина блока меньше, а рядом с внешней стенкой 19 - больше. Предпочтительно, толщина каждого блока 15 увеличивается равномерно (линейно) в направлении от внутренней стенки 20 к внешней стенке 19. Как вариант, толщина каждого блока 15 может увеличиваться скачкообразно (ступенчато) в направлении от внутренней стенки 20 к внешней стенке 19.
Изменение поперечного сечения каждого блока 15 по длине способствует дальнейшему улучшению перемещения резины в вулканизационной пресс-форме 17, обеспечивая большее количество резины на плечевых зонах шины 1 (т.е. на боковых частях 8, где толщина грунтозацепов 6 больше) и меньшее количество резины в центральной части шины 1 (т.е. в центральных частях 9, где толщина грунтозацепов 6 меньше). С другой стороны, создание блоков 15 с изменяющейся по длине блока толщиной поперечного сечения является более сложной, следовательно, занимает больше времени и требует более значительных затрат.
Как показано на фиг. 14, блоки 15 можно изготавливать путем выдавливания с помощью экструдера 23 непрерывной резиновой ленты с шириной поперечного сечения, аналогичной по длине блоков 15, с последующим нарезанием блоков 15 из непрерывной резиновой ленты путем ее разрезания в поперечном направлении под углом. Как показано на фиг. 14, нарезание блоков 15 производится путем попеременного изменения угла нарезания так, чтобы нарезанные блоки поворачивались то вверх, то вниз.
Как показано на фиг. 14-17, стенки 19 и 20 каждого блока 15 принимают форму, соответствующую форме выходного отверстия экструдера 23, для придания наклона внутренней стенке 20 и внешней стенке 19 под соответствующими (возможно, разными) углами β и γ, а также под соответствующими (возможно, разными) углами δ и ε.
Как показано на фиг. 10 или 14, альтернативный способ изготовления блоков 15 заключается в выдавливании непрерывной резиновой ленты с помощью экструдера 23 с последующим поперечным нарезанием блоков 15, после чего нарезанные блоки подвергают формовке под давлением с целью получения блоков 15 конечной требуемой формы. Иными словами, каждый блок 15, отрезанный от выходящей из экструдера 23 непрерывной резиновой ленты, помещают в пресс-форму, форма которой является зеркально противоположной требуемой окончательной форме блока, и производят формовку под давлением блока в этой пресс-форме. В связи с этим важно отметить, что пресс-форма для придания формы блокам 15 должна быть расположена как можно ближе к экструдеру 23, чтобы формовка блоков 15 производилась как можно быстрее после их выдавливания, то есть пока их температура все еще равна температуре, при которой производилось выдавливание. Как уже указывалось выше, формовку блоков 15 из необработанного каучука можно производить и без предварительного выдавливания, то есть можно производить формовку необработанного каучука непосредственно из резиносмесителя.
Еще в одном варианте осуществления изобретения, показанном на фиг. 16 и 17, когда (и только когда) поперечное сечение блоков 15 изменяется по длине (т.е. когда толщина блока рядом с внутренней стенкой 20 меньше, чем толщина блока рядом с внешней стенкой 19), можно использовать заготовку 13 протектора постоянной толщины (т.е. заготовку протектора без приподнятой центральной части 21).
Еще в одном варианте осуществления изобретения для улучшения крепления блоков 15 к заготовке 13 протектора (и, значит, предупреждения случайного смещения блоков 15 при установке каркаса 2 в вулканизационную пресс-форму 17), между нижней поверхностью каждого блока 15 и верхней поверхностью заготовки 13 протектора наносят слой жидкого клея. В качестве варианта или дополнительно к жидкому клею для усиления схватывания блоков 15 на заготовке 13 протектора нижняя поверхность каждого блока 15 и/или верхняя поверхность заготовки 13 протектора могут быть предварительно нагреты (например, с помощью ИК-ламп или посредством бесконтактного нагрева).
После того, как блоки 15 установлены на заготовке 13 протектора, необходимо обеспечить, чтобы они были достаточно прочно прикреплены к этой заготовке, чтобы предотвратить возможность их отсоединения от поверхности или сдвига из положения, в котором они установлены, при последующей обработке заготовки 13 протектора (т.е. при установке заготовки протектора внутрь вулканизационной пресс-формы 17). В случае сдвигания блоков 15 из установочного положения при закрытии вулканизационной пресс-формы 17 или непосредственно в процессе обработки резина перемещается дальше, чем обычно при нормальных условиях, когда блоки 15 установлены правильно, что может приводить к возникновению областей низкой прочности (т.е. подверженных усталостному разрушению) на шине 1.
В одном из возможных вариантов осуществления изобретения заготовку 13 протектора изготавливают из более мягкой первой резиновой смеси, а блоки 15 - из более твердой второй резиновой смеси. Такой вариант осуществления изобретения дает возможность повышения как рабочих характеристик, так и срока службы шины 1 за счет того, что грунтозацепы 6 (в принципе, изготавливаемые из резины для блоков 15) делаются более твердыми (то есть более износостойкими), а подканавочный слой 5 (в принципе, изготавливаемый из резины для заготовки 13 протектора) делается более мягким, и, следовательно, способным лучше распределять возникающие при качении шины механические напряжения.
В представленном на фиг. 6 варианте осуществления изобретения сборочный узел 11 производит новый каркас 2 для создания новой шины (по сути, сначала производится навивка брекеров 3 на «чистый» каркас 2). В альтернативном варианте осуществления изобретения, схематично показанном на фиг. 18, сборочный узел 11 начинает работу с восстановления протектора изношенной шины 1. Сначала производится удаление изношенного протектора с шины 1 с целью вскрытия нижележащей промежуточной поверхности каркаса 2 (расположенной, в любом случае, выше имеющихся брекеров 3), а затем срезание промежуточной поверхности каркаса 2. После срезания производят навивку подушечного слоя 24 из необработанного каучука на каркас 2, затем указанный подушечный слой 24 сверху навивают заготовку протектора, а затем на заготовку 13 протектора устанавливают блоки 15. И, наконец, каркас 2 вместе с подушечным слоем 24 из необработанного каучука, заготовкой 13 протектора и блоками 15 обрабатывают в тороидальной вулканизационной пресс-форме 17, получая шину 1 с восстановленным протектором.
В описанных выше вариантах осуществления изобретения установка блоков 15 на заготовку 13 протектора производится после ее навивки на каркас 2. В альтернативном варианте осуществления изобретения блоки 15 могут устанавливаться на плоскую заготовку 13 протектора, после чего производится навивка данного протектора с блоками 15 на каркас 2. В этом случае плоская заготовка 13 протектора с установленными на ней блоками 15 может быть подвергнута вулканизации для создания предварительно вулканизированного протектора, который затем наматывают на каркас 2. Такая операция представляет собой часть процесса «холодной» сборки шин или восстановления протектора.
В варианте осуществления изобретения, представленном на фиг. 1-4, рисунок протектора 4 включает в себя только грунтозацепы 6, выступающие вверх (т.е. радиально наружу) из подканавочного слоя 5. В варианте осуществления изобретения, показанном на фиг. 19 и 20, рисунок протектора 4, кроме грунтозацепов 6, содержит также центральное ребро 25, которое выступает вверх (т.е. радиально наружу) из подканавочного слоя 5, имеет кольцевую форму (т.е. выполнено в виде кольца без швов, окружающего весь протектор 4) и расположено посередине по центральной линии протектора 4. В таком случае части 9 грунтозацепов 6 сливаются (т.е. бесшовно соединяются) с центральным ребром 25. Протектор 4 с центральным ребром 25, показанный на фиг. 19 и 20, предпочтительно изготовлен из заготовки 13 протектора с приподнятой центральной частью 21, что сводит к минимуму количество резины, перемещаемой внутри вулканизационной пресс-формы 17 для формирования центрального ребра 25 на протекторе 4. Приподнятая центральная часть 21 заготовки 13 протектора, как правило, предназначена для формирования как центрального ребра 25 протектора 4, так и центральных частей 9 грунтозацепов 6. Как вариант, приподнятая центральная часть 21 заготовки протектора 13 может быть предназначена для формирования только центрального ребра 25 протектора 4, а грунтозацепы 6 могут формироваться целиком из блоков 15 (т.е. при этом как боковая часть 6, так и центральная часть 9 каждого грунтозацепа 6 будет формироваться из блока 15).
Как было указано выше, после установки блоков 15 на заготовку 13 протектора важно обеспечить достаточно прочное прикрепление этих блоков к заготовке 13 протектора, чтобы предотвратить возможность их отсоединения от поверхности или сдвига из положения, в котором они установлены, при последующей обработке заготовки 13 протектора (т.е. при установке заготовки протектора внутрь вулканизационной пресс-формы 17). Как указано выше, для улучшения крепления блоков 15 к заготовке 13 протектора (т.е. предупреждения случайного смещения блоков 15 при установке каркаса 2 в вулканизационную пресс-форму 17), между нижней поверхностью каждого блока 15 и верхней поверхностью заготовки 13 протектора может быть нанесен слой жидкого клея. Однако жидкий клей обладает недостатками: он является экологически вредным при использовании в избыточных количествах, и поскольку он является для резины инородным элементом, он может образовывать неровности, приводящие в эксплуатации к усталостному отделению грунтозацепов 6 от остальной части протектора 4.
Как показано на фиг. 21, для увеличения площади контакта между каждым блоком 15 и заготовкой 13 протектора в блоке 15 имеются два нижних крепежных фланца 26 (достаточно тонкие по сравнению с общей толщиной блока 15). Крепежные фланцы 26 каждого блока 15 расположены на противоположных сторонах блока 15, являются достаточной тонкими (значительно тоньше самого блока 15) и выполнены на нижней поверхности блока 15, чтобы входить в контакт с заготовкой 13 протектора. Важно отметить, что эти два крепежных фланца 26 каждого блока 15 могут иметь длину, равную длине блока 15, или меньше (т.е. могут быть короче, чем блок 15). В другом, совершенно эквивалентном варианте осуществления изобретения, каждый блок 15 имеет только один крепежный фланец 26, т.е. является асимметричным по форме.
В варианте, показанном на фиг. 21, два крепежных фланца 26 расположены с обеих сторон по всей длине блока 15. В другом, совершенно эквивалентном варианте, два крепежных фланца 26 расположены на переднем и заднем краях блока 15, т.е. на коротких (или поперечных) сторонах блока 15, на стенках 19 и 20. Как правило, два крепежных фланца 26 расположены на любой стороне блока 15, когда выдавливание блока производится с помощью экструдера 23, показанного на фиг. 10, и располагаются на переднем и заднем конце блока 15, когда выдавливание производится с помощью экструдера 23, показанного на фиг. 14.
Как показано на фиг. 22, вместо жидкого клея или в дополнении к нему (меньшее количество которого все равно используется), каждый блок 15 может соединяться с заготовкой протектора 13 еще и механически. В предпочтительном варианте каждый блок 15 может механически крепиться к заготовке 13 протектора посредством местной остаточной деформации блока 15, который вталкивают в заготовку 13 протектора таким образом, чтобы фланец вошел в поверхность протектора. На фиг. 22 показано соединительное устройство 27 для механического крепления блока 15 к заготовке 13 протектора. Предпочтительно блок 15 имеет два крепежных фланца 26, которые механически крепятся к находящейся под ними поверхности заготовки 13 протектора. По существу, соединительное устройство 27 пришивает посредством остаточной деформации крепежные фланцы 26 блока 15 к расположенной под ними поверхности заготовки 13 протектора. Каждый шов 28, выполненный соединительным устройством 27, представляет собой остаточную деформацию крепежного фланца 26, который вдавливают в поверхность находящейся под ним заготовки протектора 13. В варианте, показанном на фиг. 22, в соединительном устройстве 27 используется игла или пуансон, который циклично перемещается вперед-назад, чтобы частично вшить материал блока 15 в находящуюся под ним поверхность заготовки протектора 13. Как вариант, в соединительном устройстве 27 может применяться прижимной ролик, прижимаемый с заданным усилием к фланцу блока 15, чтобы вдавить полоску блока 15 частично в поверхность расположенной под ним заготовки 13 протектора. Инструмент (т.е. игла или ролик), используемый в соединительном устройстве 27 для местного деформирования блока 15, может нагреваться для улучшения его проникающей способности.
В альтернативном варианте выполнения (не показан) каждый блок 15 не имеет крепежных фланцев 26 и пришивается к находящейся под ним заготовке протектора вблизи нижних кромок блока 15.
Еще в одном возможном варианте осуществления изобретения, показанном на фиг. 23, каждый блок необработанного каучука 15 состоит из двух разных резиновых смесей 29 и 30. Основная верхняя часть блока 15 изготовлена из более твердой смеси 29 необработанного каучука для формирования грунтозацепов 6 с необходимыми механическими свойствами и износостойкостью, а нижняя часть блока 15 (т.е. часть блока 15, контактирующая с находящейся под ней заготовкой 13 протектора и содержащая крепежные фланцы 26, если таковые предусмотрены) изготовлена из более мягкой необработанной каучуковой смеси 30, обеспечивающей прочное соединение с необработанной каучуковой смесью находящейся под ней заготовки 13 протектора. В основном, выбор резиновой смеси 29 осуществляется таким образом, чтобы получить грунтозацепы 6 с требуемыми механическими свойствами и износостойкостью, а при выборе резиновой смеси 30 руководствуются стремлением обеспечить максимально прочную адгезию с резиновой смесью находящейся внизу заготовки 13 протектора. Совместное выдавливание обеих необработанных каучуковых смесей 29 и 30 каждого блока 15 производится с помощью экструдера 23. Следует отметить, что при изготовлении блоков 15 из необработанного каучука изготовление каждого блока 15 совместным выдавливанием из по меньшей мере двух разных необработанных каучуковых смесей является дешевым, быстрым и простым. Кроме того, при изготовлении каждого блока совместным выдавливанием из по меньшей мере двух разных необработанных каучуковых смесей граница внутри блока 15 между этими двумя различными необработанными каучуковыми смесями представляет собой плоскую поверхность, т.е. абсолютно плоскую поверхность без каких-либо значительных искривлений.
В других вариантах осуществления изобретения (не показаны) каждый блок 15 из необработанного каучука может изготавливаться из трех, четырех и более разных необработанных каучуковых смесей. В данном варианте в конструкцию могут быть введены промежуточные слои из повторно использованного необработанного каучука с целью снижения стоимости и уменьшения неблагоприятного воздействия на окружающую среду. Иными словами, по меньшей мере один промежуточный слой необработанного каучука, расположенный между двумя другими слоями необработанного каучука, может выполняться из утилизированного необработанного каучука (при этом утилизированный необработанный каучук, как правило, обладающий более низкими характеристиками, помещают в нижнюю, менее механически нагруженную часть блока 15). Кроме того, в таком варианте выполнения каждый блок 15 из необработанного каучука может выполняться из слоев необработанных каучуковых смесей, вязкость которых уменьшается в радиальном направлении наружу (т.е. чем дальше от центра шины 1, тем ниже вязкость необработанной каучуковой смеси). Это облегчает перемещение резины в вулканизационной пресс-форме 17, вдобавок улучшает размещение резины в готовой шине 1 до такой степени, что становится возможным получение рисунков протектора, получение которых в настоящее время считается проблематичным или даже невозможным.
Изготовление блоков 15 из двух разных резиновых смесей 29 и 30, как было описано выше, значительно улучшает крепление блоков 15 к находящейся под ними заготовке 13 протектора и может применяться само по себе (т.е. вместо) или в дополнение к жидкому клею и/или сшиванию методом остаточной деформации.
Изготовление каждого блока 15 из по меньшей мере двух разных необработанных каучуковых смесей также решает многочисленные проблемы восстановления протектора (т.е. использования каркаса 2 старой шины 1 для восстановления протектора), дает возможность получать шины 1 с восстановленным протектором с более высокими характеристиками. Таким образом, изготовление каждого блока 15 из по меньшей мере двух разных необработанных каучуковых смесей является предпочтительным при сборке новой шины 1 и особенно предпочтительно при восстановлении протектора старой шины.
При накладывании необходимо размещать блоки 15 точно на заготовке 13 протектора. Предпочтительно, это осуществляется с помощью автоматизированного устройства (например, автоматизированного манипулятора), которое поднимает и устанавливает блоки 15 на заготовке 13 протектора в точно определенных местах. Как показано на фиг. 24 и 25, в качестве альтернативы автоматизированному манипулятору может применяться приспособление для нанесения покрытий 31, являющееся частью устройства 14 нанесения покрытий, которое может быть использовано для установки блоков 15 за одно движение на заготовку 13 протектора, навитую на каркас 2. Более конкретно, загрузка блоков 15 в машину для нанесения покрытий 31 производится раздельно (т.е. по одному), а после загрузки все блоки устанавливаются одновременно (т.е. совместно одним движением) на заготовку 13 протектора, навитую на каркас 2.
Приспособление для нанесения покрытий 31 содержит по меньшей мере один кольцеобразный элемент 32, радиально деформируемый для регулирования его диаметра. Иными словами, кольцеобразный элемент 32 может деформироваться в радиальном направлении между расширенной формой (фиг. 24), когда его диаметр является максимальным и намного превышающим диаметр заготовки 13 протектора, навитой на каркас 2, и сжатой формой (фиг. 25), когда диаметр кольцеобразного элемента 32 минимален и лишь немного превышает диаметр заготовки 13 протектора, навитой на каркас 2. Внутренняя кольцеобразная поверхность кольцеобразного элемента 32 служит опорой для ряда посадочных мест 33, каждое из которых предназначено для крепления соответствующего блока 15 с минимально возможным люфтом.
При фактическом применении кольцеобразный элемент 32 сначала устанавливают в расширенной форме (фиг. 24), когда диаметр кольцеобразного элемента 32 является максимальным, и в него вставляются все блоки 15, в частности, в соответствующие посадочные места 33 на внутренней кольцевой поверхности кольцевого элемента 32. После загрузки блоков 15 кольцеобразный элемент 32 располагают вокруг заготовки 13 протектора, навитой на каркас 2, как показано на фиг. 24 (в расширенной форме диаметр кольцеобразного элемента 32 намного больше диаметра заготовки 13 протектора, навитой на каркас 2). Кольцеобразный элемент 32 располагается вокруг заготовки протектора, навитой на каркас 2, посредством его перемещения в осевом направлении относительно каркаса 2. Это можно осуществить путем перемещения элемента 32 в осевом направлении при удержании каркаса 2 в неподвижном состоянии, и наоборот. После того, как заготовка 13 протектора, навитая на каркасе 2, вставлена внутрь кольцеобразного элемента 32, как показано на фиг. 24, диаметр кольцеобразного элемента 32 постепенно уменьшается, чтобы ввести блоки 15 в контакт с заготовкой 13 протектора. Затем производится сжатие кольцеобразного элемента 32 вокруг заготовки 13 протектора с определенным заданным усилием, чтобы прижать блоки 15 к заготовке протектора 13. И, наконец, кольцеобразный элемент 32 возвращают из сжатой формы (фиг. 25) обратно в расширенную форму (фиг. 24), чтобы отсоединить его и освободить блоки 15 на заготовке 13 протектора. В этот момент кольцеобразный элемент 32 можно в осевом направлении снять с заготовки 13 протектора, чтобы повторить данный цикл установки блоков на другой заготовке протектора, навитой на каркасе 2.
В одном из возможных вариантов осуществления изобретения посадочные места 33 на кольцеобразном элементе 32 могут содержать фиксирующие приспособления для удержания блоков 15 на соответствующих посадочных местах 33 до того как блоки 15 будут установлены на заготовку 13 протектора, навитую на каркас 2. Например, фиксирующие приспособления могут быть пневматическими и могут удерживать блоки 15 на посадочных местах 33 посредством всасывания. Естественно, удерживающее действие фиксирующих приспособлений прекращается при закреплении блоков 15 на заготовке 13 протектора, чтобы кольцеобразный элемент 32 мог освободить данные блоки.
В варианте осуществления изобретения, схематично показанном на фиг. 24, 25 и 26, кольцеобразный элемент 32 является цилиндрическим, и регулирование его диаметра осуществляется просто за счет выдвижения его секторов наружу в радиальном направлении. Однако в варианте выполнения, показанном на фиг. 27, кольцеобразный элемент 32 имеет форму усеченного конуса, и изменение его диаметра осуществляется перемещением в радиальном направлении и одновременным вращением его секторов.
В вариантах выполнения, показанных на фиг. 24-27, приспособление для нанесения покрытий 31 содержит один кольцеобразный элемент 32, являющийся опорой для обоих рядов блоков 15 (как четко показано на фиг. 26 и 27). В альтернативных, абсолютно эквивалентных вариантах выполнения, показанных на фиг. 28 и 29, приспособление для нанесения покрытий 31 содержит два одинаковых кольцеобразных элемента 32, расположенных симметрично на противоположных сторонах заготовки 13 протектора, навитого на каркас 2. В данном варианте каждый кольцеобразный элемент 32 является опорой для соответствующего ряда блоков 15 (как четко показано на фиг. 28 и 29).
Приспособление для нанесения покрытий 31 является особенно полезным, поскольку оно дает возможность точного позиционирования блоков 15 на навитой на каркас 2 заготовке 13 протектора без каких-либо трудностей. Кроме того, кольцеобразный элемент 32, снабженный четко обозначенными посадочными местами 33 для установки блоков 15, позволяет загрузить его вручную легко и просто. Иными словами, оператору не нужно более беспокоиться о том, как или где разместить блоки 15; все, что от него требуется, это просто вставить блоки 15 в соответствующие посадочные места 33 без какого-либо риска ошибиться при этом.
В описанных выше вариантах выполнения блоки 15 сначала устанавливают на заготовку 13 протектора, и навитую на каркас 2 заготовку 13 протектора с удерживаемыми на ней блоками 15 помещают в вулканизационную пресс-форму 17. В альтернативном, абсолютно эквивалентном варианте блоки 15 вставляют внутрь вулканизационной пресс-формы 17 отдельно от заготовки 13 протектора и до него, так что соединение блоков 15 с заготовкой 13 протектора происходит лишь в вулканизационной пресс-форме 17, когда в нее помещают также навитую на каркас 2 заготовку 13 протектора. За счет установки блоков 15 по отдельности в правильном положении в вулканизационную пресс-форму 17, данный способ с самого начала исключает любую возможность неправильного позиционирования блоков 15 внутри вулканизационной пресс-формы 17. В данном варианте осуществления изобретения может также применяться запорная система для фиксации блоков 15 в правильном положении внутри вулканизационной пресс-формы 17 перед тем, как в нее будет помещена навитая на каркас 2 заготовка 13 протектора. Запорная система может быть пневматической (например, может создаваться разрежение с помощью вентиляционных отверстий рядом с блоками 15) или механической (например, она может создавать определенное взаимодействие по форме или размерам между блоками и областями вулканизационной пресс-формы 17, в которою вставляются блоки, т.е. может обеспечивать жесткую фиксацию блоков 15 в вулканизационной пресс-форме 17).
Описанный выше способ создания протектора 4 шины 1 сельскохозяйственного транспортного средства обладает целым рядом преимуществ.
Во-первых, вышеописанный способ обеспечивает минимизацию перемещения резины внутри вулканизационной пресс-формы 17 и, следовательно, получение очень ровного подканавочного слоя 5, т.е. слоя более или менее постоянной толщины по всей его площади. Как следствие, не требуется увеличение номинального размера средней толщины подканавочного слоя 5, что обеспечивает значительное снижение производственных затрат и общего веса шины 1 при получении тех же рабочих характеристиках. Следует отметить, что для обеспечения возможности помещения каркаса 2 с заготовкой 13 протектора и с правильно установленными блоками 15 в вулканизационную пресс-форму 17, имеются жесткие геометрические ограничения по размерам заготовки 13 протектора, в частности, по размерам и форме блоков 15. С помощью приподнятой центральной части 21 заготовки 13 протектора и/или из-за изменения толщины поперечного сечения блоков 15 можно получить практически идеальное распределения резины (то есть добиться наличия резины именно в тех местах, где она требуется по рисунку протектора), а также обеспечить возможность беспрепятственной установки каркаса 2 с заготовкой 13 протектора и блоками 15 в вулканизационную пресс-форму 17.
Кроме того, описанный способ позволяет использовать один и тот же размер поперечного сечения протектора из необработанного каучука для получения шин одного и того же типа разных радиусов, т.е. позволяет осуществлять «масштабирование размера» обода шины при сохранении постоянной толщины заготовки 13 протектора. Иными словами, различные объемы резины, требующиеся для формирования разных количеств грунтозацепов 6, получаются путем изменения количества блоков 15 без какого-либо изменения толщины заготовки 13 протектора. Например, поперечное сечение одного и того же размера протектора из необработанного каучука может быть использовано для изготовления шин типа 420/85 с радиусами R24, R28, R30, R34 и R38.
Реферат
Изобретение относится к способу изготовления протектора шины с грунтозацепами и системе для его осуществления. Изобретение может быть использовано для усовершенствования производства протекторов шин сельскохозяйственных транспортных средств. Способ изготовления протектора шины с грунтозацепами, содержащего подканавочный слой и множество грунтозацепов, каждый из которых выступает вверх из подканавочного слоя и имеет боковую часть, расположенную на плечевой зоне шины, и центральную часть, расположенную в центральной области шины, включает в себя этапы, на которых: подготавливают заготовку протектора из необработанного каучука, устанавливают блоки из необработанного каучука на участки заготовки протектора, где будут сформированы грунтозацепы, причем каждый блок содержит внешнюю стенку, расположенную на плечевой зоне заготовки протектора, и противоположную внешней стенке внутреннюю стенку, расположенную в центральной области заготовки протектора, вулканизируют заготовку протектора вместе с блоками в вулканизационной пресс-форме, которая зеркально воспроизводит рисунок протектора, каждый блок изготавливают из по меньшей мере трех разных необработанных каучуковых смесей путем совместного выдавливания необработанных каучуковых смесей с помощью одного экструдера, причем промежуточный слой необработанного каучука, расположенный между двумя другими слоями необработанного каучука, производят из повторно использованного необработанного каучука. Изобретение обеспечивает минимизацию перемещения резины внутри вулканизационной пресс-формы и, следовательно, получение очень ровного подканавочного слоя, т.е. слоя постоянной толщины по всей его площади. 2 н. и 10 з.п. ф-лы, 29 ил.
Комментарии