Топочная камера с размещенными внутри нагревательными трубами - RU2102431C1
Код документа: RU2102431C1
Чертежи

Описание
Изобретение относится к топочной камере, в частности, к вращающейся вокруг своей продольной оси камере швелевания для отходов, с множеством размещенных в ее внутреннем пространстве нагревательных труб, которые соответственно одним концом закреплены на первой концевой плите, а другим концом на второй концевой плите. Оно относится к также к способу для замены находящейся в такой топочной камере нагревательной трубы.
Топочная камера применяется для термического устранения отходов, в частности, по способу швелевания-сжигания.
В области устранения отходов известен так называемый способ швелевания-сжигания. Способ и работающая по нему установка для термического устранения отходов описаны, например, в EP-A-O 302 310, а также в DE-A-38 30 153. Установка для термического устранения отходов по способу швелевания-сжигания содержит в качестве существенной компоненты камеру швелевания (пиролизный реактор) и высокотемпературную камеру сгорания. Камера швелевания превращает отходы, загружаемые через устройство для транспортировки отходов, в газ швелевания и остаточное вещество пиролиза. Газ швелевания и остаточное вещество пиролиза затем после подходящей подготовки подводят к горелке высокотемпературной камеры сгорания. В высокотемпературной камере сгорания возникает жидкотекучий шлак, который отводится через слив и после охлаждения присутствует в остеклованной форме. Возникающий дымовой газ подводят через трубопровод дымовых газов в качестве выпуска к дымовой трубе. В этот трубопровод дымовых газов встроены, в частности, парогенератор на отходящем тепле в качестве охлаждающего устройства, установка для фильтрования пыли и установка для очистки дымовых газов.
В качестве камеры швелевания (пиролизного реактора) используется, как правило, вращающийся, относительно длинный барабан швелевания, который содержит внутри множество параллельных нагревательных труб, на которых отходы нагреваются в значительной степени без доступа воздуха. Барабан швелевания при этом вращается вокруг своей продольной оси. Предпочтительно продольная ось барабана швелевания несколько наклонена относительно горизонтали так, что материал швелевания собирается на выходе барабана швелевания и может легко выгружаться оттуда. При вращении поднятые отходы падают на ниже лежащие нагревательные трубы. Так как отходы могут содержать тяжелые компоненты, как например, камни, бутылки, металлические и керамические части, существует опасность, что нагревательные трубы, при этом могут повреждаться. Наряду с этой механической нагрузкой следует отметить также высокую термическую нагрузку нагревательных труб. Камера швелевания может иметь длину от 15 до 30 м так, что она представляет собой значительное капиталовложение.
В основе изобретения лежит задача такого выполнения топочной камеры названного выше вида, чтобы она имела большой срок службы и, таким образом, позволяла более экономичную эксплуатацию.
Изобретение основано при этом на соображении, что это может быть достигнуто, если подвергаемые особенно сильной нагрузке компоненты заменяются через известное время. Поэтому задачей изобретения является также указание способа простой замены нагревательной трубы в такой топочной камере.
Названная первой задача решается согласно изобретения тем, что нагревательные трубы закреплены на концевых плитах с возможностью замены.
Нагревательные трубы должны быть расположены между обоими концевыми плитами с возможностью легкой замены. Для достижения этого в форме дальнейшего усовершенствования предусмотрено, что каждая из нагревательных труб является разъемной на конце и соответственно вынимается из внутреннего пространства через отверстие в одной из обеих концевых плит.
Чтобы поддерживать расходы низкими, но обеспечивать при этом также при рутинных работах возможность быстрого распоряжения, должна обеспечиваться заменяемость нагревательных труб, без необходимости при замене работ на первой и/или второй концевой плите, например, сварки. Для достижения этого форма дальнейшего усовершенствования предусматривает, что соответственно один конец нагревательных труб входит через отверстие в первой и/или второй концевой плите и соединен с внешней поверхностью первой или соответственно второй концевой плиты с помощью краевого выступа. Соответствующий краевой выступ служит при этом для разъемного соединения.
Согласно дальнейшей форме выполнения предусмотрено, то краевой выступ содержит компенсатор длины. Этот компенсатор длины может быть при этом закреплен между первой втулкой и второй втулкой, причем первая втулка с торцевой стороны соединена, в частности, сварена с соответствующей нагревательной трубой, а вторая втулка с первой концевой плитой.
Согласно другой форме выполнения краевой выступ содержит втулку для проходящих через днище труб, которая соединена, в частности, сварена, с одной стороны, с соответствующей нагревательной трубой, а с другой стороны со второй концевой плитой.
Дальнейшие предпочтительные формы выполнения охарактеризованы в зависимых пунктах формулы изобретения.
Названная задача относительно способа для замены нагревательной трубы решается согласно изобретения тем, что отрезают одну часть служащего для крепления краевого выступа, так что остальная часть краевого выступа остается на концевой плите, затем вытягивают нагревательную тубу из внутреннего пространства через отверстие в одной из двух концевых плит, вставляют новую нагревательную трубу и новую нагревательную трубу сваривают с торцевой стороны с остальной частью краевого выступа.
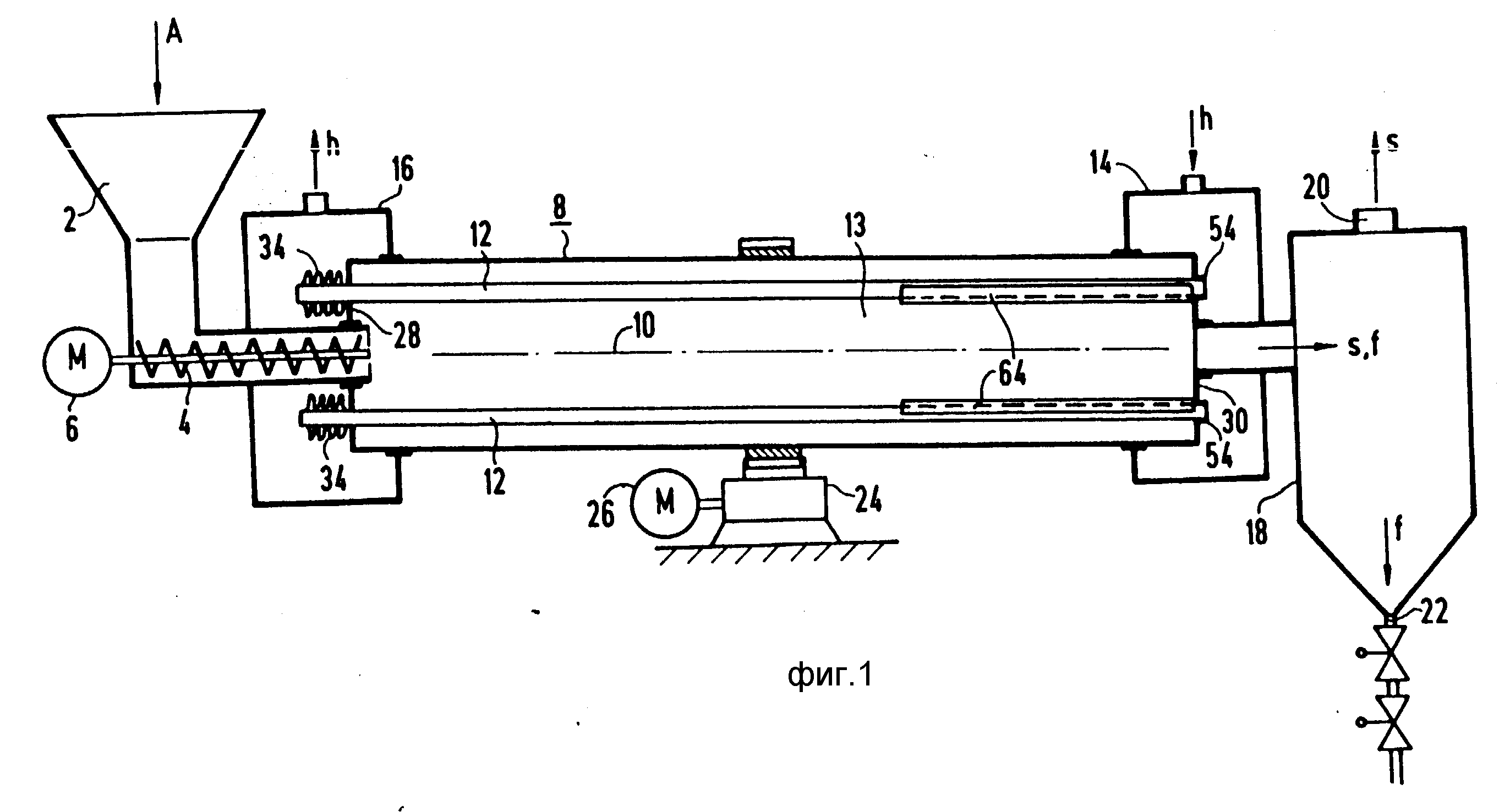
На фиг. 1 изображена установка для швелевания с камерой швелевания для отходов, которая может использоваться в рамках способа швелевания-сжигания в принципиальном представлении в сечении; на фиг. 2 показано в увеличенном представлении крепление отдельных труб на холодной стороне камеры швелевания; на фиг. 3 в увеличенном представлении крепления отдельных труб на горячей стороны камеры швелевания; на фиг. 4 монтажная ситуация при введении нагревательной трубы на горячей стороне камеры швелевания.
Согласно фиг. 1 твердые отходы A через подающее или загрузочное устройство 2 и шнек 4, который приводится в действие двигателем 6, вводят в пиролизный реактор или камеру швелевания 8. Камера швелевания 8 в примере выполнения является вращаемым (поясняемыми позднее приводными средствами 24, 26) вокруг своей продольной оси 10 барабаном швелевания или пиролизным барабаном, который работает при 300-600oC, эксплуатируется в значительной степени без доступа кислорода и наряду с летучим газом швелевания s производит в значительной степени твердое остаточное вещество пиролиза f. При этом речь идет о барабане швелевания 8 с внутренними трубами с множеством расположенных параллельно друг к другу нагревательных труб 12, из которых показаны только две, во внутреннем пространстве 13. Предусмотренный на "горячем" конце впуск для топочного газа h обозначен позицией 14, а предусмотренный на "холодном" конце выпуск для топочного газа h обозначен позицией 16. Продольная ось 10 камеры швелевания 8 предпочтительно наклонена относительно горизонтали так, что расположенный справа "горячий" конец лежит ниже, чем показанный слева впуск для отходов A. За пиролизным барабаном 8 на стороне выхода или разгрузки включено разгрузочное устройство 18, которое снабжено отводным патрубком газа швелевания 20 для вывода газа швелевания s и выходом 22 остаточного вещества пиролиза для вывода твердого остаточного вещества пиролиза f. Подключенный к отводному патрубку газа швелевания 20 трубопровод газа швелевания может быть соединен с горелкой высокотемпературной камеры сжигания. Вращательное движение барабана швелевания 8 вокруг продольной оси 10 производится путем привода 24, к которому относится также двигатель 26. Средства привода 24, 26 работают, например, на зубчатом венце, закрепленном на периметре барабана швелевания 8.
Из фиг. 1 становится ясным, что нагревательные трубы 12 соответственно одним концом закреплены на первой концевой плите 28 и другим концом закреплены на второй концевой плите 30. Как следует из последующих фиг. 2-4, крепление на концевых плитах 28, 30 выполнено так, что получается легкая заменяемость нагревательных труб 12.
Фиг. 2 показывает в увеличенном представлении крепление нагревательных труб 12 на первой, левой или "холодной" концевой плите 28. Конец нагревательных труб 12 выступает из внутреннего пространства 13 соответственно через отверстие 31. Ось нагревательных труб 12 при этом направлена перпендикулярно к поверхности концевой плиты 28. В показанной конструкции было учтено, что отдельные нагревательные трубы 12 подвержены высокой термической и механической нагрузке, и что первая концевая плита 28, которая может быть также обозначена как пронизываемое трубами днище или пронизываемое трубами днище барабана, вращается вокруг продольной оси 10 барабана швелевания 8. Далее учтено, что расстояние d между нагревательными трубами 12 во внутреннем пространстве 13 должно быть как можно малым, а расстояние D между теми же нагревательными трубами 12 на креплении к первой концевой плите 28 по причинам изготовления или монтажа должно быть как можно большим. Наконец, было учтено, что при эксплуатации барабана швелевания 8 на протяжении его срока службы нагревательные трубы 12 должны заменяться относительно часто, компенсаторы длины относительно редко, а концевая плита 28 по возможности никогда. При замене нагревательных труб 12, а также при необходимости замены компенсаторов длины не должны требоваться никакие работы, в частности, никакие сварочные работы на первой концевой плите 28. Это справедливо также по смыслу для объясняемого позднее крепления ко второй концевой плите 30.
Названное условие относительно расстояний d, D выполняется за счет того, что каждая нагревательная труба 12 в своем прохождении содержит переходную (редукционную) деталь 32. Она расположена во внутреннем пространстве 13 как раз перед поверхностью первой концевой плиты 28.
Каждая из нагревательных труб 12 является закрепленной на обоих концах с возможностью относительно легкого разъема. Крепление конца нагревательной трубы на первой концевой плите 28 осуществляется посредством концевого выступа 34, который состоит из включенных друг за другом первой втулки 36, компенсатора длины 38 и второй втулки 40. Первая и вторая втулки 36 или соответственно 40 выполнены из стали и должны рассматриваться как трубчатые приварные детали. Краевой выступ 34 окружает соответственно выступающую в наружное пространство концевую часть нагревательной трубы 12 с уменьшенным диаметром. Первая втулка 36 с торцевой стороны соединена сварным швом 42 с соответствующей нагревательной трубой 12. И вторая втулка 40 сварным швом 44, который лежит во внутреннем пространстве 13, а также, при необходимости, дополнительным сварным швом 46 во внешнем пространстве соединена с первой концевой плитой 28. Компенсатор длины 38 при этом выполнен, в частности, в виде гофрированной трубы. Он с обеих сторон соединен с внутренними концами трубчатых приварных деталей или втулок 36, 40 не показанными более подробно сварными швами.
Важной является точная осевая длина втулок 36, 40. Осевая длина первой втулки 36 может, например, быть рассчитана на пять замен нагревательной тубы 12, а осевая длина второй втулки 40 может, например, быть рассчитана на две замены гофрированной трубы компенсатора 38. Это обозначено пятью вертикальными линиями 50 или соответственно двумя вертикальными линиями 52 на нижней нагревательной трубе 12.
В случае замены нагревательной трубы 12 первую втулку 36 отрезают вдоль первой из линий 50, а соответствующую нагревательную трубу 12 вытаскивают направо из внутреннего пространства 13. Она заменяется новой нагревательной трубой 12, которая после ее введения через соответствующее отверстие 31 в первой концевой плите 28 (точнее через комбинацию деталей 40, 38, 36) приваривается на конце новым сварным швом 42. Как будет ясно позднее, на лежащей справа "горячей" концевой плите поступают соответственно.
Если в противоположностью этому при необходимости дополнительно к нагревательной трубе 12 должен заменяться компенсатор в виде гофрированной трубы 38, то отрезают вторую втулку 40 вдоль левой из линии 52. Затем компенсатор в виде гофрированной трубы 38 может свариваться с насаженной первой втулкой 36 на плоскости среза.
Показанная на фиг. 2 конструкция обеспечивает легкую, быструю и, таким образом, экономичную заменяемость нагревательных труб 12 и компенсаторов длины 38, без необходимости произведения сварных работ на первой концевой плите 28, в частности, на недоступных местах. Это имеет экономическое значение, в частности, тогда, когда представишь себе, что барабан швелевания 8 содержит от ста до двухсот нагревательных труб 12, закрепленных на концевой плате 28.
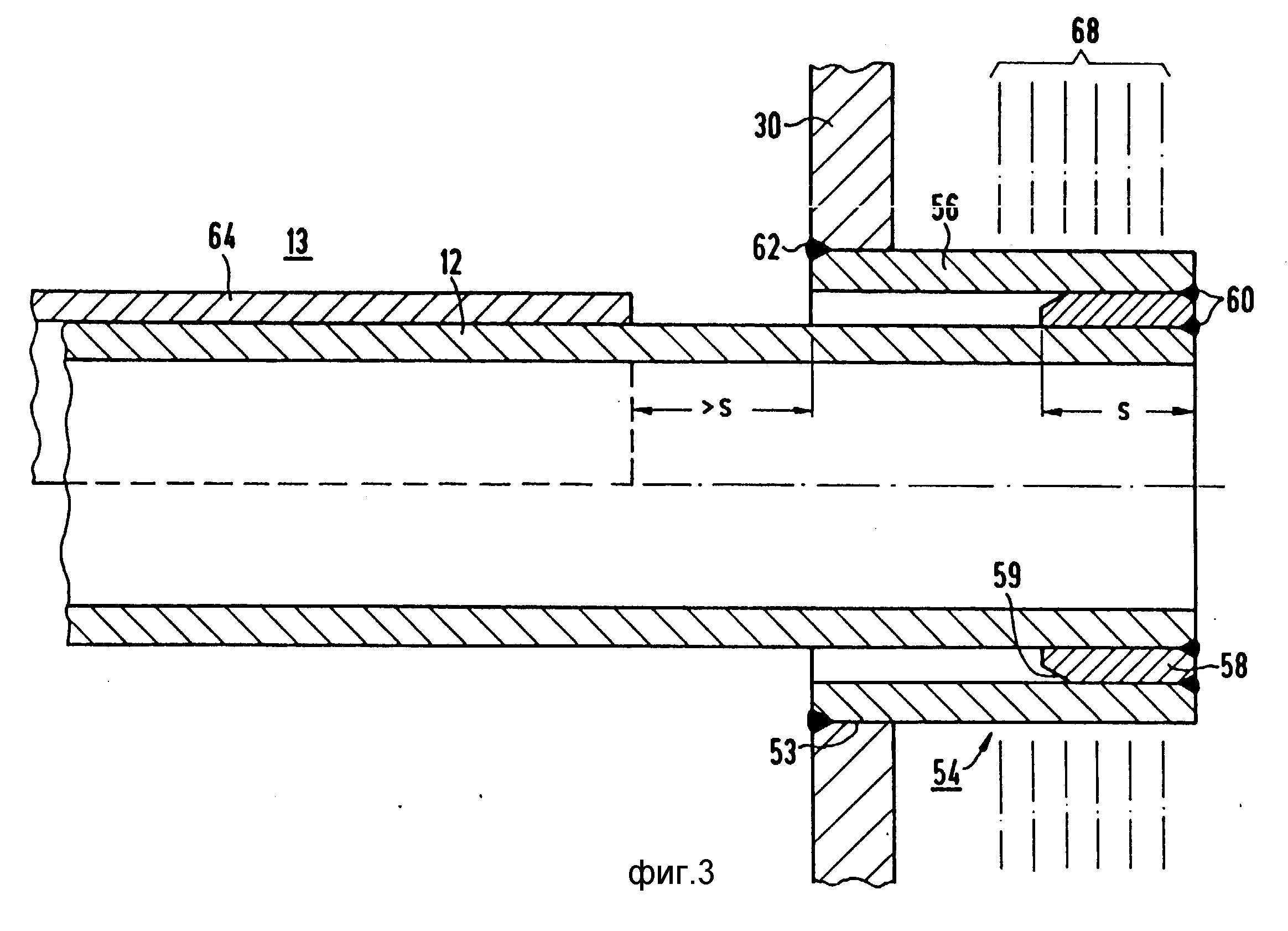
На фиг. 3 представлено крепление одной из нагревательных труб 12 на второй, правой или "горячей" концевой плите 30, которая также вращается вокруг продольной оси 10. Также и здесь нагревательная труба 12 выступает из внутреннего пространства 13 через отверстие 53. Для крепления применяется краевой выступ 54. Этот краевой выступ 54 состоит из простого отрезка тубы из металла, которая берет на себя функцию втулки 56 для проходящих через днище труб. Важным здесь является то, что внутренний диаметр втулки 56 для проходящих через днище труб несколько больше, чем внешний диаметр нагревательной трубы 12. Это расстояние перекрывается центрирующей втулкой 58, которая вкладывается с торцевой стороны после введения нагревательной трубы 12 во втулку 56 для проходящих через днище труб.
Центрирующая втулка 58 на внутреннем конце снабжена скосом, который должен облегчить введение или вставление. Втулка 56 для проходящих через днище труб соединена сваркой на одной стороне с соответствующей нагревательной трубой 12 через торцевой шов 60 и (производимый под конец монтажа) монтажный шов. И втулка 56 для проходящих через днище труб на другом конце посредством лежащего во внутреннем пространстве 13 сварного шва 62 соединена с концевой плитой 30.
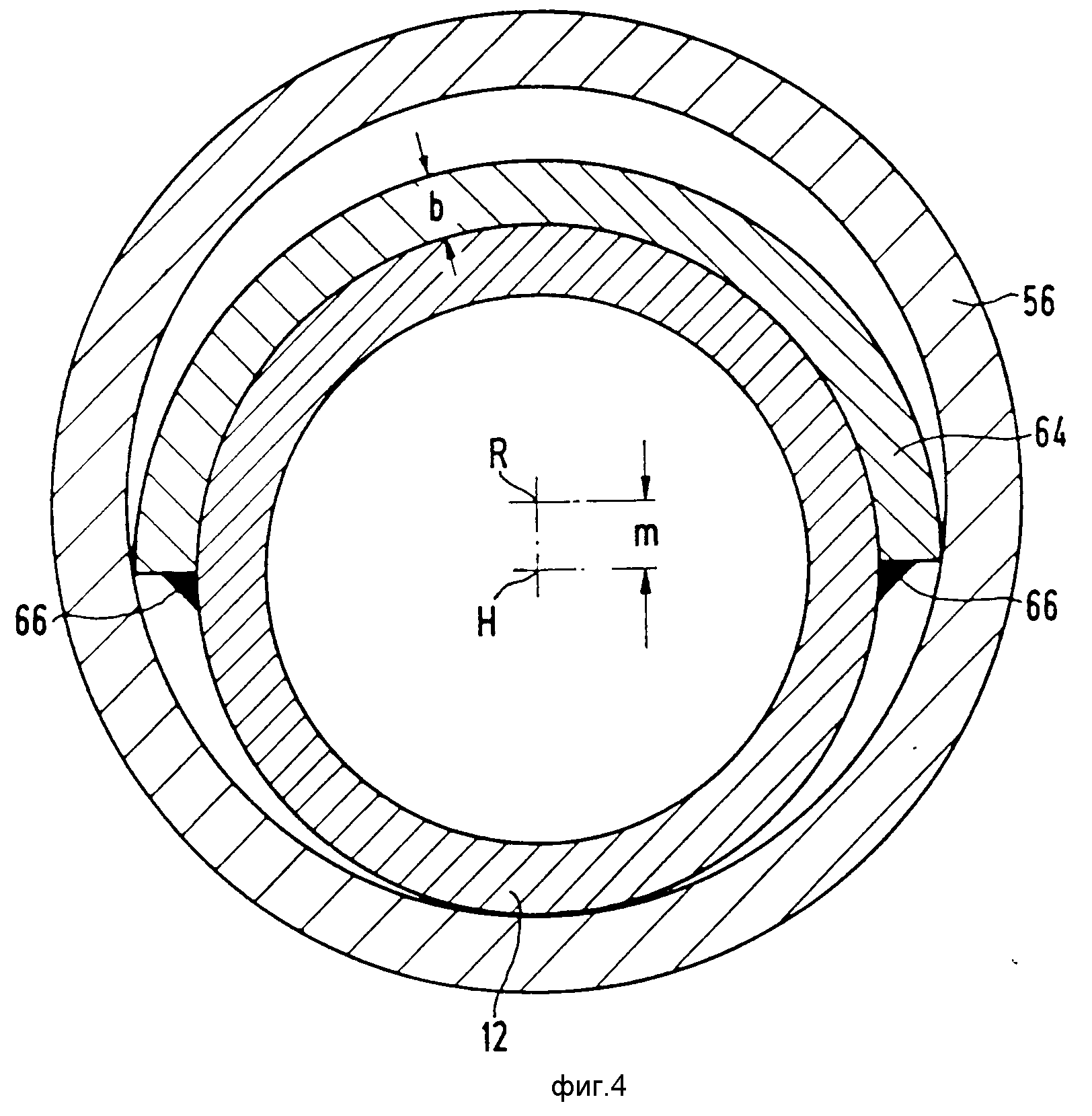
Центрирующая втулка 58 в настоящем примере выполнения является необходимой, поскольку соответствующая нагревательная труба 12 снабжена ударно-отражательной оболочкой 64 из металла. В случае этой ударно-отражательной оболочки 64 может идти речь о желобе, который приварен снаружи на нагревательную трубу 12 посредством, по меньшей мере, одного прихватного шва 66 (фиг. 4). Ударно-отражательная оболочка 64 имеет толщину b. Она защищает нагревательную трубу 12 во внутреннем пространстве 13 от (приподнимаемого при вращении камеры швелевания 8 и затем падающего вниз) твердого материала, например, стеклянных, железных или керамических частей, и препятствует, таким образом, повреждению поверхности нагревательных труб. Эта защита от ударов продлевает интервалы, через которые заменяются нагревательные трубы 12. Ударно-отражательный желоб расположен индивидуально для каждой нагревательной трубы против направления падающих частиц.
Также и в настоящем случае осевая длина втулки 56 для проходящих через днище труб выбрана так, что она является достаточной для пяти замен нагревательной трубы 12. Это опять-таки показано вертикальными линиями 68.
На фиг. 4 поясняется монтажная ситуация при введении нагревательной трубы 12. Процесс монтажа теперь поясняется более подробно на примере фиг. 3 и 4.
Вначале закрепляют втулку 56 для проходящих через днище труб посредством сварного шва 62 в отверстии 53 второй концевой плиты 30. Она выходит во внешнее пространство (впуск топочного газа 14). Затем нагревательную трубу 12 подводят вправо к отверстию во второй концевой плите 30. На этой нагревательной трубе 12 уже закреплена посредством прихватного шва 66 ударно-отражательная оболочка 64; точно также к ней уже приварена посредством торцевого шва 60 центрирующая втулка 58. Эту подготовленную, таким образом, нагревательную трубу 12 продевают или вдвигают справа во втулку 56 для проходящих через днище труб. Эта ситуация представлена на фиг. 4. Как видно, внешняя нижняя образующая нагревательной трубы 12 прилегает при введении к внутренней нижней образующей втулки 56 для проходящих через днище труб. Размеры выбраны таким образом, что внутренний диаметр втулки 56 для проходящих через днище труб, который должен быть как можно малым, является как раз несколько больше, чем внешний диаметр нагревательной трубы 12 полюс толщина d ударно-отражательной оболочки 64. Для наглядности при этой монтажной ситуации средняя линия нагревательной трубы 12 обозначена позицией H, а средняя линия втулки 56 для проходящих через днище труб обозначена позицией R. Расстояние между обоими средними линиями обозначено позицией m.
После почти полного вдвижения нагревательная труба 12 приподнимается на расстояние m. Теперь средние линии H, R приведены к перекрытию. И теперь центрирующая втулка 58 входит во втулку 56 для проходящих через днище труб. В заключении затем выполняют монтажный шов 60 на торцевой стороне втулки 56 для проходящих через днище труб и центрирующей втулки 58.
В случае замены нагревательной трубы 12 здесь отрезают комбинацию 56, 58, 12 вдоль самой правой линии из линий 68. Как уже пояснялось, то же самое происходит на холодном конце согласно фигуре 12. Затем можно вытягивать нагревательную трубу 12 с насаженной ударно-отражательной оболочкой 64 вправо из внутреннего пространства 13 через отверстие 53 (точнее: через втулку 56 для проходящих через днище труб) и заменять ее новой трубой. Процесс монтажа этой новой трубы 12 следует уже поясненному выше принципу. В случае другой, или следующей замены снова отрезают комбинацию 56, 58, 12, однако теперь вдоль при рассмотрении справа снаружи второй линии из линий 68. При третьей замене производят отрезание вдоль третьей линии и т.д. Каждый раз остается еще достаточно материала на втулке 56 для проходящих через днище труб для размещения монтажного шва 60.
Реферат
Использование: топочная камера с размещенными внутри нагревательными трубами применяется для термического устранения отходов по способу швелевания-сжигания. Сущность изобретения: вращаемая вокруг своей продольной оси камера швелевания для отходов содержит во внутреннем пространстве множество нагревательных туб. Эти нагревательные трубы закреплены соответственно одним концом на первой концевой плите и другим концом на второй концевой плите. Это крепление согласно изобретения выполнено так, что нагревательные трубы являются легко заменяемыми. Это достигается, в частности, с помощью концевых выступов, которые окружают выступающие из внутреннего пространства концы нагревательных труб. Концевые выступы предпочтительно содержат отрезаемые втулки, с торцевыми концами которых могут свариваться вновь вдвинутые нагревательные трубы. 2 с. и 7 з.п. ф-лы, 4 ил.
Комментарии