Способ и устройство для нанесения имеющего форму ленты отрезка эластомерного элемента на формующую опору в процессе сборки шины для колес транспортных средств - RU2676284C1
Код документа: RU2676284C1
Чертежи
Описание
Настоящее изобретение относится к способу и устройству для нанесения отрезка имеющего форму ленты эластомерного элемента на формующую опору в процессе сборки шины для колес транспортных средств.
Способ и устройство согласно настоящему изобретению предпочтительно применяются при сборки шин для колес четырехколесных тяжелых транспортных средств (таких как грузовики, самосвалы, тягачи, шарнирно-сочлененные транспортные средства, автобусы, прицепы и другие транспортные средства такого типа) и, в частности, при операциях нанесения протекторного браслета на конструкцию брекера, ранее собранную на формующей опоре.
Четырехколесные тяжелые транспортные средства, указанные выше, относятся к категориям М2-М3, N2-N3 и O2-O4, которые определены в документе "Consolidate Resolution of the Construction of Vehicles (R.E.3) (1997)", Приложение 7, стр. 52-59, "Classification and definition of power-driven vehicles and trailers".
Далее термин "эластомерный" применяется для обозначения композиции, содержащей по меньшей мере один эластомерный полимер и по меньшей мере один усиливающий наполнитель. Предпочтительно, такая композиция также содержит присадки, такие как, например, сшивающий агент и/или пластификатор. Благодаря наличию сшивающего агента такой материал можно вулканизировать нагреванием для формирования готового изделия.
Термины "радиальный" и "аксиальный" и выражение "радиально внутренний/внешний" и "аксиально внутренний/внешний" применяются со ссылкой на радиальное направление применяемой формующей опоры (т.е. на направление, перпендикулярное оси вращения этой формующей опоры) и на осевое направление применяемой формующей опоры (т.е., направление, параллельное оси вращения этой формующей опоры). Термины "периферийный" и "периферийное", с другой стороны, применяются со ссылкой на кольцевое протяжения этой формующей опоры.
Выражение "отрезок имеющего форму ленты эластомерного элемента" применяется для обозначения отрезка заданное длины, полученной операцией разрезания непрерывного эластомерного элемента, имеющего форму полосы. Для простоты этот термин часто будет применяться в форме "отрезок" для обозначения этого отрезка имеющего форму ленты эластомерного элемента.
Выражение "номинальная длина" применяется для обозначения длины, на которой выполняется вышеупомянутая операция разрезания.
Выражение "длина окружности" со ссылкой по существу на цилиндрическую поверхность наложения, применяется для обозначения длины продольного протяженности в плане этой поверхности наложения.
Выражение "теоретическая линия" применяется для обозначения линии, которая в реальности не присутствует и которая определяется после соответствующих расчетов.
Термины верхняя/нижняя "поверхность" протекторного браслета обозначают поверхность, которая расположена в радиально внутреннем/наружном положении, когда сам протекторный браслет накладывается на формующую опору.
Шина для колес транспортного средства содержит конструкцию каркаса, содержащую по меньшей мере один слой каркаса, образованный армирующим кордом, внедренным в матрицу из эластомерного материала. Слой каркаса имеет концевые кромки, соответственно находящиеся в зацеплении с кольцевыми анкерными конструкциями. Эти кольцевые анкерные конструкции расположены в тех областях шины, которые обычно обозначаются термином "борт" каждый из которых нормально образован по существу периферийной кольцевой вставкой, на которую нанесена по меньшей мере одна заполняющая вставка, расположенная в радиально наружном положении. Такие кольцевые вставки обычно называют "сердечником борта шины" и их задачей является удерживать шину прочно прикрепленной к анкерному седлу, специально выполненному на ободе колеса, тем самым предотвращая при работе выход из этого гнезда радиально внутренней концевой кромки шины.
В бортах шины могут иметься специальные усиливающие конструкции, функцией которых является передача крутящего момента на шину.
С конструкцией каркаса в радиально наружном положении соединена конструкция короны, которая содержит конструкцию брекера и, в радиально наружном положении относительно конструкции брекера, протекторный браслет.
Конструкция брекера содержит один или более слоев брекера, расположенных радиально один поверх другого и имеющих текстильный или металлический армирующий корд с пересекающейся ориентацией и/или ориентацией, по существу параллельной направлению периферийной протяженности шины.
Между конструкцией каркаса и конструкцией брекера может находиться слой эластомерного материала, именуемый "подложкой брекера", которая предназначена для того, чтобы сделать радиально наружную поверхность конструкции каркаса как можно более единообразной для последующего нанесения конструкции брекера.
Протекторный браслет также изготовлен из эластомерного материала.
Так называемую "подложку протекторного браслета", изготовленную из эластомерного материала можно расположить между протекторным браслетом и конструкцией брекера, при этом подложка протекторного браслета обладает свойствами, обеспечивающими прочное соединение протекторного браслета с конструкцией брекера.
На боковые конструкции каркаса, каждая из которых проходит от одной из боковых кромок протекторного браслета до соответствующей кольцевой анкерной конструкции до бортов, нанесены соответствующие боковые стенки из эластомерного материала.
Что касается протекторного браслета, то после его изготовления он обычно хранится вместе с множеством других протекторных браслетов в соответствующем устройстве для хранения, из которого он затем извлекается для нанесения на формующую опору.
В US 2001/0008162 описан способ обработки элемента, имеющего форму ленты, на сборочном барабане. Элемент, имеющий форму ленты, подают на сборочный барабан с помощью ленточного транспортера для последующей намотки на барабан. Ленточный транспортер и сборочный барабан приводят в движение с одинаковой скоростью. С помощью датчика, направленного на сборочный барабан, обнаруживают прохождение переднего конца наматываемого элемента, имеющего форму ленты. С помощью другого датчика, направленного на ленточный транспортер, обнаруживают прохождение заднего конца элемента, имеющего форму ленты им, следовательно, измеряют длину отрезка элемента, имеющего форму ленты, которую осталось намотать на сборочный барабан. Таким образом рассчитывают отношение между вышеупомянутой длиной и длиной окружности части сборочного барабана, на которую следует наложить оставшийся отрезок элемента, имеющего форму ленты, и только когда это отношение будет находиться в заданном диапазоне величин, процесс намотки продолжается, в противном случае намотка останавливается.
Заявитель обнаружил, что при операциях намотки отрезка эластомерного элемента, имеющего форму ленты, на формующую опору в процессе сборки шин для колес транспортных средств, как, например, при операциях нанесения протекторного браслета на радиально внешнюю поверхность конструкции брекера, ране нанесенной на формующую опору, необходимо обеспечить, чтобы в конце намотки отрезок имел высокую гомогенность поверхности в периферийном направлении.
По мнению Заявителя для получения требуемой периферийной гомогенности необходимо добиться высокой точности в соединении между передним концом и задним концом отрезка, наложенного на формующую опору. Другими словами, необходимо, чтобы в конце намотки отрезка на формующую опору передний конец отрезка был расположен с чрезвычайно высокой точностью в положении рядом с задним концом того же отрезка.
Заявитель обнаружил, что типично вышеупомянутый отрезок отрезается от непрерывного эластомерного элемента, имеющего форму ленты, и имеет длину, меньшую чем длина окружности принимающей поверхности формующей опоры. В таких обстоятельствах, для получения требуемых смыкающихся положений переднего конца и заднего конца этого отрезка на формующей опоре часто бывает необходимо ручное вмешательство квалифицированного рабочего. Такому рабочему приходится, в частности, вручную отсоединять задний конец отрезка от соответствующей принимающей поверхности, определенной на формующей опоре, подтягивать задний конец к переднему концу отрезка и, наконец, укладывать этот задний конец вплотную к переднему концу.
Заявитель убедился, что из-за гладкости эластомерного материала и, в конкретном случае отрезков большой толщины (как, например, протекторные браслеты для тяжелых транспортных средств), из-за их предела прочности на разрыв, ручное укладывание переднего и заднего концов отрезка вплотную друг к другу требует от рабочего, помимо необходимой осторожности, существенных физических усилий.
Заявитель также заметил, что вновь в конкретном случае протекторного браслета такой рабочий также должен приложить дополнительные физические усилия для переноса протекторного браслета из устройства для хранения на подающее устройство для подачи протекторного браслета к формующей опоре, после удаления защитной ткани, типично нанесенной на нижнюю сторону протекторного браслета для защиты и сохранения клейкости этой поверхности. При этом следует учитывать, что протекторные браслеты для тяжелых транспортных средств могут весить более 35 кг, иметь длину более 3,5 м и толщины приблизительно 3 см.
Заявитель также заметил, что физические усилия, которые должен приложить рабочий, еще больше усугубляются высокой скоростью и частотой, с которой ему приходится выполнять вышеупомянутые операции удаления защитной ткани с протекторного браслета, переноса протекторного браслета на подающее устройство и приведения переднего и заднего концов отрезка вплотную друг к другу на формующей опоре. Это вызвано постоянно присутствующей необходимостью максимально возможного сокращения времени цикла для повышения производительности.
В основном Заявитель убедился, что при времени цикла, составляющем, например, несколько минут, вышеупомянутые операции, помимо того, что они особенно утомительны для рабочего. почти полностью занимают все время рабочего, не позволяя ему выполнять другие задачи, например, подготовку других материалов для изготовления других протекторных браслетов или сборку других компонентов шины. Более того, большие физические усилия, прилагаемые рабочим, неизбежно отрицательно влияют на требуемую точность соединения переднего конца отрезка на формующей опоре.
Заявитель также обнаружил, что даже независимо от описанных выше соображений, относящихся к физическим усилиям/времени, затрачиваемым рабочим, ручное сведение переднего конца и заднего конца отрезка эластомерного элемента, имеющего форму ленты, вплотную друг к другу на формующей опоре, часто приводит к плохому качеству соединения переднего и заднего концов из-за трудности для рабочего равномерного вытягивания всей концевой кромки верхней части отрезка. Кроме того, невозможно обеспечить повторяемость вышеупомянутого соединения на разных отрезках.
В свете всего вышеописанного Заявитель почувствовал необходимость полностью автоматизировать операции соединения переднего и заднего концов отрезка эластомерного элемента, имеющего форму ленты, на формующей опоре, т.е., устранить необходимость ручного вмешательства со стороны рабочего. Это должно снизить нагрузку на рабочего, который сможет выполнять другие задачи, одновременно сохраняя очень короткое время цикла и, одновременно, обеспечить соблюдение высоких стандартов в отношении точности и повторяемости вышеупомянутого соединения переднего и заднего концов.
Заявитель понял, что существенным требованием для автоматического соединения переднего и заднего концов с высокой точностью и повторяемостью является знание фактической длины отрезка, уложенного на формующую опору. По мнению Заявителя, действительно, когда такая информация получена, можно сравнить этот размер с длиной окружности принимающей поверхности, расположенной на формующей опоре (такая длина окружности известна из конструкции или после соответствующих измерений) так, чтобы точно определить (только в случаях, когда фактическая длина отрезка меньше, чем вышеупомянутая длина окружности) величина растягивающей деформации (или коррекция длины), которой должен подвергнуться отрезок, помещенный на формующую опору, должна быть такой, чтобы в конце операции такой отрезок имел длину, по существу равную длине окружности принимающей поверхности.
Заявитель также понял, что такое растягивание (или коррекция длины) можно преимущественно выполнять с помощью эффекта прессования или расплющивания этого отрезка на принимающей поверхности.
Таким образом, Заявитель обнаружил, что зная длину окружности принимающей поверхности, определенную на формующей опоре и имея измеренную фактическую длину отрезка, подаваемого к этой принимающей поверхности, можно автоматически получить точное и повторяемое соединение переднего и заднего концов этого отрезка, когда отрезок уложен на формующую опору, прилагая сжимающую силу к этому отрезку как функцию фактической длины отрезка и, таким образом, растягивая этот отрезок в требуемой степени для получения длины, равной длине окружности принимающей поверхности.
Таким образом, настоящее изобретение в своем первом аспекте относится к способу укладки отрезка эластомерного элемента, имеющего форму ленты, на формующую опору в процессе сборки шины для колес транспортного средства.
Предпочтительно, способ содержит этап, на котором подают отрезок эластомерного элемента, имеющего форму ленты, имеющую заданную номинальную длину, к формующей опоре в заданном направлении подачи.
Предпочтительно, способ содержит этап, на котором измеряют фактическую длину этого отрезка эластомерного элемента, имеющего форму ленты, в этом направлении подачи.
Предпочтительно, если эта фактическая длина меньше или равна длине окружности принимающей поверхности, определенной на формующей опоре, этот отрезок эластомерного элемента, имеющего форму ленты, укладывают на поверхность, при этом формующую опору вращают вокруг ее оси вращения.
Предпочтительно, если эта фактическая длина меньше, чем длина окружности принимающей поверхности, во время укладки этого отрезка эластомерного элемента, имеющего форму ленты, на эту поверхность, этот отрезок эластомерного элемента, имеющего форму ленты сжимают на этой принимающей поверхности с силой, выбранной как функция фактической длины.
Предпочтительно, сила сжатия такова, чтобы растянуть этот отрезок, чтобы в конце операции наложения этого отрезка, фактическая длина по существу совпадала с длиной окружности принимающей поверхности.
Заявитель учитывает, что благодаря предыдущему измерению фактической длины отрезка, укладываемого на формующую опору, и применению во время укладки отрезка на формующую опору и в случаях, когда фактическая длина отрезка меньше длины принимающей поверхности, сжимающей силы, величина которой рассчитывается как функция фактической длины, измеренной заранее, можно добиться растяжения отрезка на такую величину, чтобы обеспечить достижение этим отрезком длины, по существу равной длине окружности принимающей поверхности, тем самым обеспечивая точное и повторяемое соединение переднего и заднего концов отрезка, уложенного на формующую опору.
Во втором своем аспекте настоящее изобретение относится к устройству для укладки отрезка эластомерного элемента, имеющего форму ленты, на формующую опору в процессе сборки шины для колес транспортных средств.
Предпочтительно, устройство содержит по меньшей мере один подающий транспортер для подачи отрезка эластомерного элемента, имеющего форму ленты, к формующей опоре в направлении подачи.
Предпочтительно, устройство содержит измерительное устройство для измерения фактической длины этого отрезка эластомерного элемента, имеющего форму ленты, вдоль направления подачи.
Предпочтительно, устройство содержит укладывающее устройство для укладки этого отрезка эластомерного элемента, имеющего форму ленты, на принимающую поверхность, определенную на формующей опоре.
Предпочтительно, укладывающее устройство расположено после измерительного устройства относительно направления подачи.
Предпочтительно, устройство содержит сжимающее устройство для сжатия этого отрезка эластомерного элемента, имеющего форму ленты, на формующей опоре.
Предпочтительно, устройство содержит систему управления сжимающим устройством, которое во время укладки этого отрезка управляется укладывающим устройством и, когда фактическая длина меньше, чем длина окружности принимающей поверхности, активирует сжимающее устройство для растяжения этого отрезка так, чтобы по окончании укладки этой детали фактическая длина по существу совпадала с длиной окружности.
Заявитель считает, что такое устройство позволяет получить описанные выше технические эффекты. В частности, благодаря наличию вышеупомянутого измерительного устройства, которое измеряет фактическую длину отрезка и вышеупомянутой системы управления сжимающим устройством, к отрезку, укладываемому на формующую опору можно прилагать сжимающую силу, величина которой является функцией фактической длины отрезка так, что только в тех случаях, когда фактическая длина отрезка меньше длины принимающей поверхности, достигается растяжение этого отрезка на такую величину, чтобы обеспечить точное и повторяемое соединение переднего и заднего концов отрезка, уложенного на формующую опору.
Настоящее изобретение, по меньшей мере в одном из вышеупомянутых аспектов, может иметь по меньшей мере один из следующих предпочтительных признаков, взятых индивидуально или в комбинации.
Предпочтительно, отрезок эластомерного элемента, имеющего форму ленты, является протекторным браслетом шины.
Предпочтительно, сжимающая сила определяется по таблице (или кривой) корреляции между сжимающей силой и фактической длиной, полученной в процессе предварительной калибровки.
Преимущественно, эта таблица (или кривая) определена как функция геометрии отрезка и применяемого компаунда.
В предпочтительных вариантах эту таблицу (или кривую) корреляции можно изменять в реальном времени на основе обратной связи, приходящей от предыдущей укладки другого отрезка эластомерного элемента, имеющего форму ленты.
Предпочтительно, отрезок эластомерного элемента, имеющего форму ленты, уложенный ранее, имеет такую же геометрию, что и укладываемый отрезок.
Предпочтительно, отрезок эластомерного элемента, имеющего форму ленты, уложенный ранее, изготовлен из того же компаунда, что и укладываемый отрезок.
Вышеупомянутая обратная связь предпочтительно несет качественную информацию о результатах коррекции длины, примененной при предыдущей укладке. Другими словами, определяется, была ли предыдущая коррекция недостаточной, правильной или чрезмерной, чтобы затем в реальном времени адаптировать таблицу (или кривую) корреляции, чтобы обеспечить все более точное соединение переднего и заднего концов.
Предпочтительно, измерение фактической длины отрезка эластомерного элемента, имеющего форму ленты, содержит этап, на котором:
- определяют первый момент прохождения переднего конца отрезка эластомерного элемента, имеющего форму ленты.
Более предпочтительно, измерение фактической длины отрезка эластомерного элемента, имеющего форму ленты, содержит этап, на котором:
- определяют второй момент прохождения заднего конца отрезка эластомерного элемента, имеющего форму ленты.
Еще боле предпочтительно, измерение фактической длины отрезка эластомерного элемента, имеющего форму ленты, содержит этап, на котором:
рассчитывают фактическую длину отрезка эластомерного элемента, имеющего форму ленты, на основе найденных первого момента и второго момента.
Предпочтительно, определение второго момента содержит этап, на котором:
- определяют, начиная от первого момента, момент, в который этот отрезок эластомерного элемента, имеющего форму ленты, переместится в направлении подачи на длину, равную или близкую к номинальной длине.
Определение момента, в который происходит вышеупомянутое перемещение, становится возможным благодаря тому, что в дополнение к известной номинальной длине отрезка, из конструкции или измерений в реальном масштабе времени известна скорость, с которой этот отрезок движется к формующей опоре.
Предпочтительно расчет фактической длины отрезка эластомерного элемента, имеющего форму ленты, содержит этап, на котором:
- получают первое изображение заднего конца во второй момент.
Более предпочтительно, расчет фактической длины отрезка эластомерного элемента, имеющего форму ленты, содержит этап, на котором:
- сравнивают первое изображение с эталонным изображением, полученным в предыдущем процессе калибровки.
Еще боле предпочтительно, расчет фактической длины отрезка эластомерного элемента, имеющего форму ленты, содержит этап, на котором:
- определяют фактическую длину отрезка эластомерного элемента, имеющего форму ленты, на основе сравнения между первым изображением и эталонным изображением.
В предпочтительных вариантах первое изображение и эталонное изображение получают с помощью телекамеры.
Применение телекамеры является особенно преимущественным, поскольку она позволяет получить реальное изображение отрезка и работать с таким реальным изображением. Это особенно важно в тех случаях, когда задний конец отрезка имеет нерегулярный профиль как, например, в случаях, когда отрезком является протекторный браслет. В этом случае, действительно имеется нерегулярный профиль, вызванный тем, что задний конец отрезка отрезают в определенном направлении резания, которое образует угол с продольным направлением отрезка, который отличается от прямого угла. Измерение такого нерегулярного профиля датчиком было бы затруднительным и не имело бы смысла.
Предпочтительно, сравнение первого изображения с эталонным изображением содержит этап, на котором:
- определяют на первом изображении положение первой теоретической линии, представляющей задний конец.
Такая теоретическая линия предпочтительно определяется с помощью соответствующего алгоритма расчета на основе реального профиля заднего конца отрезка.
Предпочтительно, в конце укладки этого отрезка эластомерного элемента, имеющего форму ленты на принимающую поверхность, предусматривается:
- по меньшей мере однократное инвертирование направления вращения формующей опоры;
- увеличения сжимающей силы на заданную величину.
Таким образом достигается консолидация стыка переднего и заднего концов отрезка на формующей опоре.
Предпочтительно, инвертирование направления вращения повторяют по меньшей мере два раза.
Предпочтительно, сжимание отрезка эластомерного элемента, имеющего форму ленты, содержит этап, на котором раз за разом сжимают два соседних на окружности участка отрезка, уложенного на принимающую поверхность.
Такая операция повышает эффективность сжимания и, следовательно, дает боле быстрое растяжение отрезка, уложенного на формующую опору.
Предпочтительно, сжимающая сила имеет разные величины в направлении, по существу перпендикулярном направлению подачи.
Таким образом, имеется возможность адаптировать сжимание к конкретной длине областей с разной толщиной. В частности, возможные области меньшей длины относительно других, можно сжимать в большей степени, чтобы получить исключительно точный стык переднего и заднего концов.
Предпочтительно, отрезок эластомерного элемента, имеющего форму ленты, перемещают в направлении подачи до формующей опоры по существу с постоянной скоростью подачи.
Преимущественно, такая скорость подачи известна или может быть измерена в реальном масштабе времени и является полезным параметром для измерения фактической длины отрезка.
Предпочтительно, во время укладки этого отрезка эластомерного элемента, имеющего форму ленты, на принимающую поверхность, частоту вращения формующей опоры увеличивают на заданную величину, выбранную как функцию этой сжимающей силы.
Такая операция приводит к изменению длины укладываемого отрезка, что способствует изменению длину, возникающему благодаря эффекту приложения сжимающей силы к этому отрезку.
Предпочтительно, сжимающая сила (возможно, с помощью увеличения скорости формующей опоры относительно скорости подач отрезка) растягивает этот отрезок эластомерного элемента, имеющего форму ленты, до максимум 5% его фактической длины, измеренной в направлении подачи.
В предпочтительных вариантах, если такая фактическая длина больше, чем длина окружности принимающей поверхности, определенной на формующей опоре, этот отрезок эластомерного элемента, имеющего форму ленты, отбраковывают.
Предпочтительно, измерительное устройство содержит по меньшей мере одну телекамеру. Применение телекамеры является особенно преимущественным по причинам, описанным выше.
Предпочтительно, измерительное устройство содержит по меньшей мере одну контрастную поверхность, расположенную на противоположной стороне от этой по меньшей мере одной телекамеры относительно по меньшей мере одного подающего ленточного транспортера.
Такая контрастная поверхность предпочтительно является светящейся для получения очень резких изображений на телекамере.
Предпочтительно имеется по меньшей мере два подающих ленточных транспортера, расположенных один за другим в направлении подачи.
Заявитель обнаружил, что наличие двух подающих ленточных транспортеров позволяет добиться оптимального компромисса между экономичностью процесса и занимаемой устройством площади. Действительно, можно хранить первый отрезок на первом ленточном транспортере, расположенном рядом с формующей опорой, а второй отрезок - на втором транспортере, расположенном перед первым транспортером относительно направления подачи к формующей опоре так, чтобы второй отрезок можно было транспортировать со второго транспортера на первый, когда отрезок покидает первый транспортер для укладки на формующую опору. Возможно, когда второй отрезок покидает второй транспортер для перехода на первый транспортер, на второй транспортер может передаваться третий отрезок.
Предпочтительно, измерительное устройство оперативно расположено между этими двумя ленточными транспортерами. Таким образом, когда отрезок расположен на транспортере рядом с формующей опорой, его фактический размер уже определен.
Предпочтительно, сжимающе устройство расположено после по меньшей мере одного подающего ленточного транспортера относительно направления подачи.
Предпочтительно, укладывающее устройство расположено в конце по меньшей мере одного подающего ленточного транспортера.
Предпочтительно, для приведения в движение укладывающего устройства относительно по меньшей мере одного ленточного транспортера применяется первая моторная группа. Эта моторная группа позволяет добиться правильного позиционирования укладывающего устройства относительно формующей опоры, когда необходимо продолжить укладку отрезка на формующую опору.
Предпочтительно, укладывающее устройство содержит центрирующее устройство для центрирования отрезка эластомерного элемента, имеющего форму полосы. Такое центрирующее устройство позволяет правильно позиционировать отрезок на формующей опоре.
В предпочтительных вариантах сжимающее устройство установлено на укладывающем устройстве. Сжимающее устройство, таким образом, движется к формующей опоре вместе с укладывающим устройством.
Предпочтительно, для перемещения сжимающего устройства относительно укладывающего устройства применяется вторая моторная группа.
Управление сжимающим устройством для выполнения операции приложения сжимающей силы к отрезку, укладываемому на формующую опору, таким образом, осуществляется независимо от управления укладывающим устройством, выполняющим операцию укладки отрезка на формующую опору. Это позволяет каждый раз сжимать участок отрезка на формующей опоре после того, как этот участок отрезка был уложен на формующую опору.
Предпочтительно, вторая моторная группа установлена на укладывающем устройстве.
В предпочтительных вариантах сжимающее устройство содержит множество роликов, расположенных рядом друг с другом в поперечном направлении, по существу перпендикулярном направлению подачи.
Предпочтительно, множество роликов содержит первый ряд роликов, выровненных в этом поперечном направлении, и второй ряд роликов, выровненных в направлении, параллельном поперечному направлению. Это сделано с целью повышения эффективности сжатия, прилагаемого к участку отрезка, укладываемого на формующую опору.
Предпочтительно, ролики второго ряда расположены в положении, смещенном относительно роликов первого ряда. Таким образом, осуществляется исключительная точность операции сжимания.
Предпочтительно, каждый ролик из множества роликов соединен с соответствующим толкающим приводом через соответствующий направляемый шток.
Такой направляемый шток поглощает боковые компоненты напряжения, прилагаемого к роликам формующей опорой как реакцию на сжимающую силу, прилагаемую роликам к формующей опоре, таким образом, предотвращая повреждение или поломку особо чувствительных и/или дорогих структурных и функциональных компонентов из-за распространения упомянутого реактивного напряжения на такие компоненты.
Предпочтительно, имеется множество электрических клапанов, и каждый электрический клапан из этого множества соединен с соответствующей группой роликов из множества роликов.
Наличие множества электрических клапанов позволяет к разным областям отрезка прилагать сжимающие силы разной величины в направлении, по существу перпендикулярном направлению подачи, чтобы иметь возможность адаптировать операцию сжимания к конкретной ширине упомянутых областей.
Другие отличительные признаки и преимущества настоящего изобретения будут более понятны из нижеследующего подробного описания его предпочтительных вариантов со ссылками на приложенные чертежи, на которых:
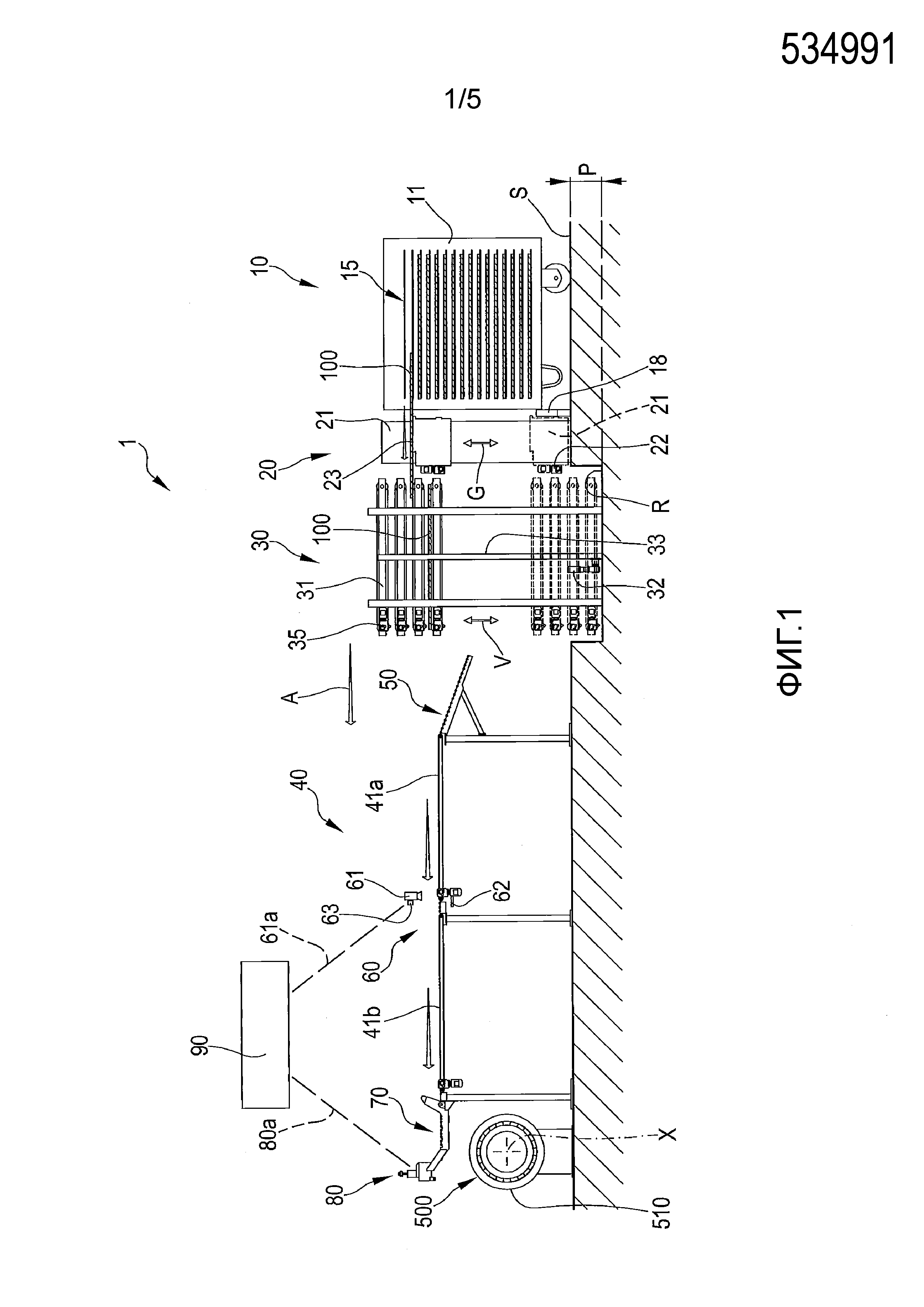
Фиг. 1 - схематический вид сбоку иллюстративного варианта устройства для укладки отрезка эластомерного элемента, имеющего форму ленты, на формующую опору согласно настоящему изобретению, при этом устройство представлено в его оперативной конфигурации;
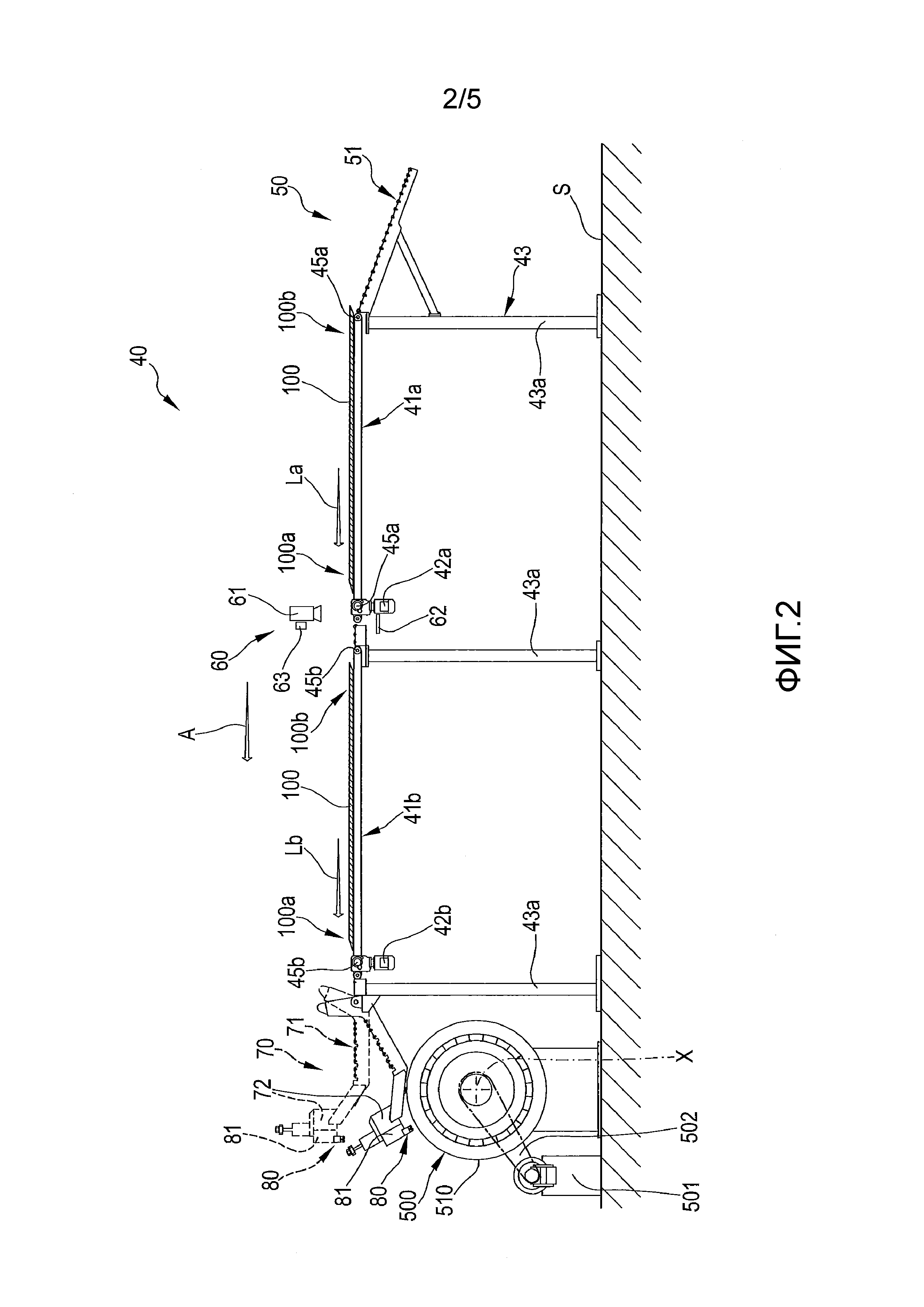
Фиг. 2 - схематический вид в увеличенном масштабе фрагмента устройства с фиг. 1 в последующей оперативной конфигурации;
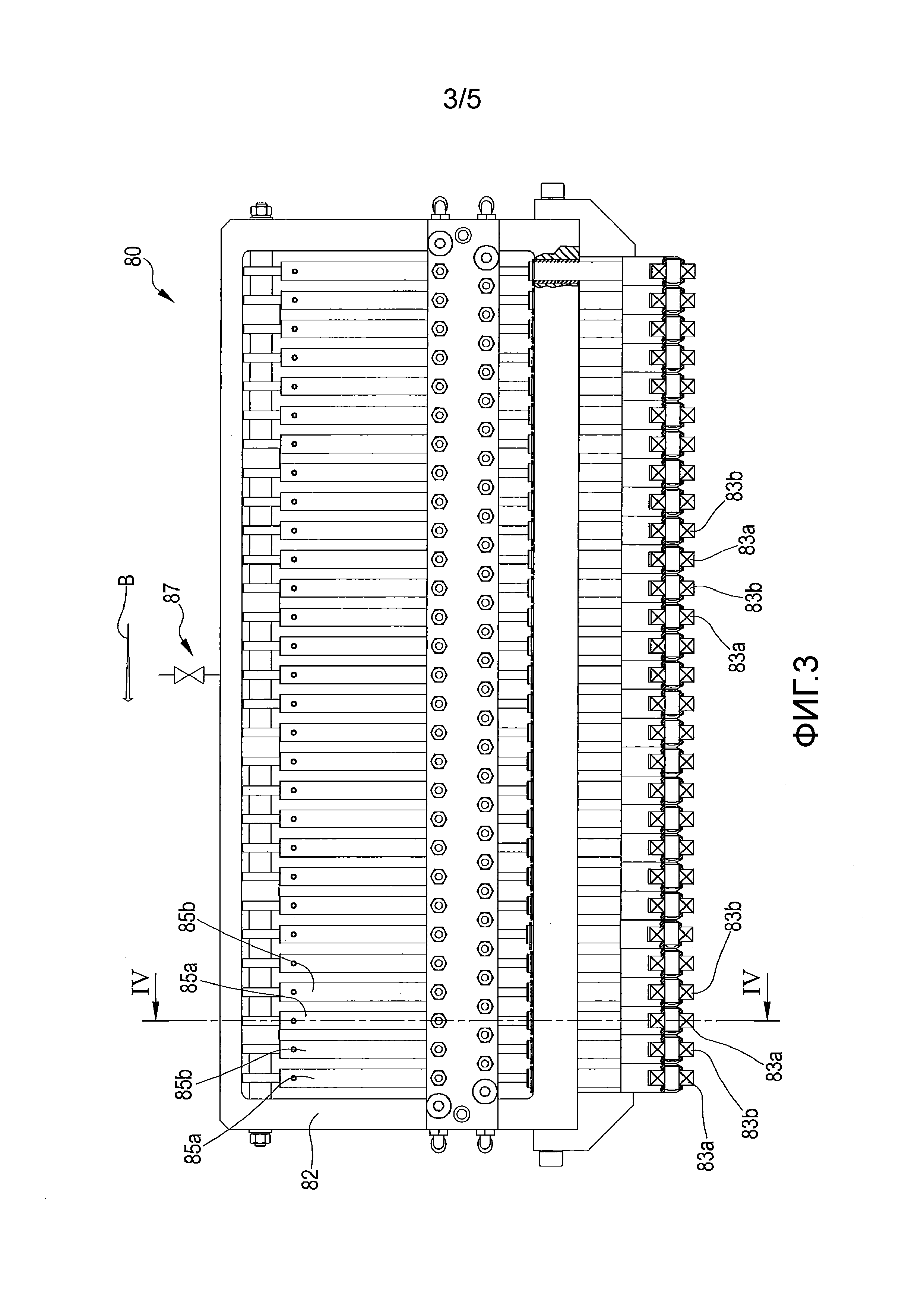
Фиг. 3 - схематический вид сбоку в увеличенном масштаб первого варианта сжимающего устройства в устройстве с фиг. 1;
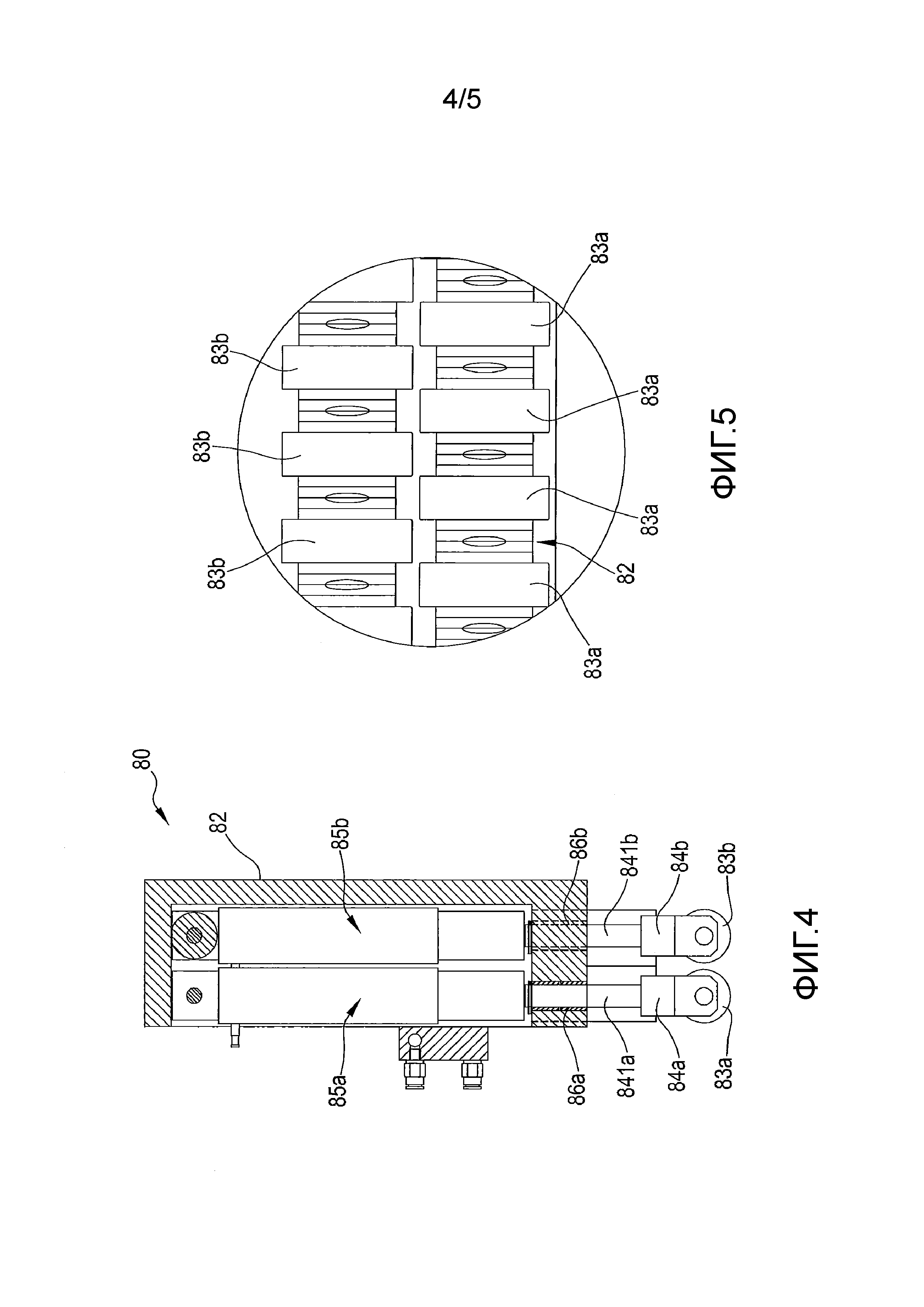
Фиг. 4 - сечение по линии IV-IV с фиг. 3 части устройства;
Фиг. 5 - вид снизу в увеличенном масштабе (т.е., из-под листа согласно фиг. 3) части устройства с фиг. 3;
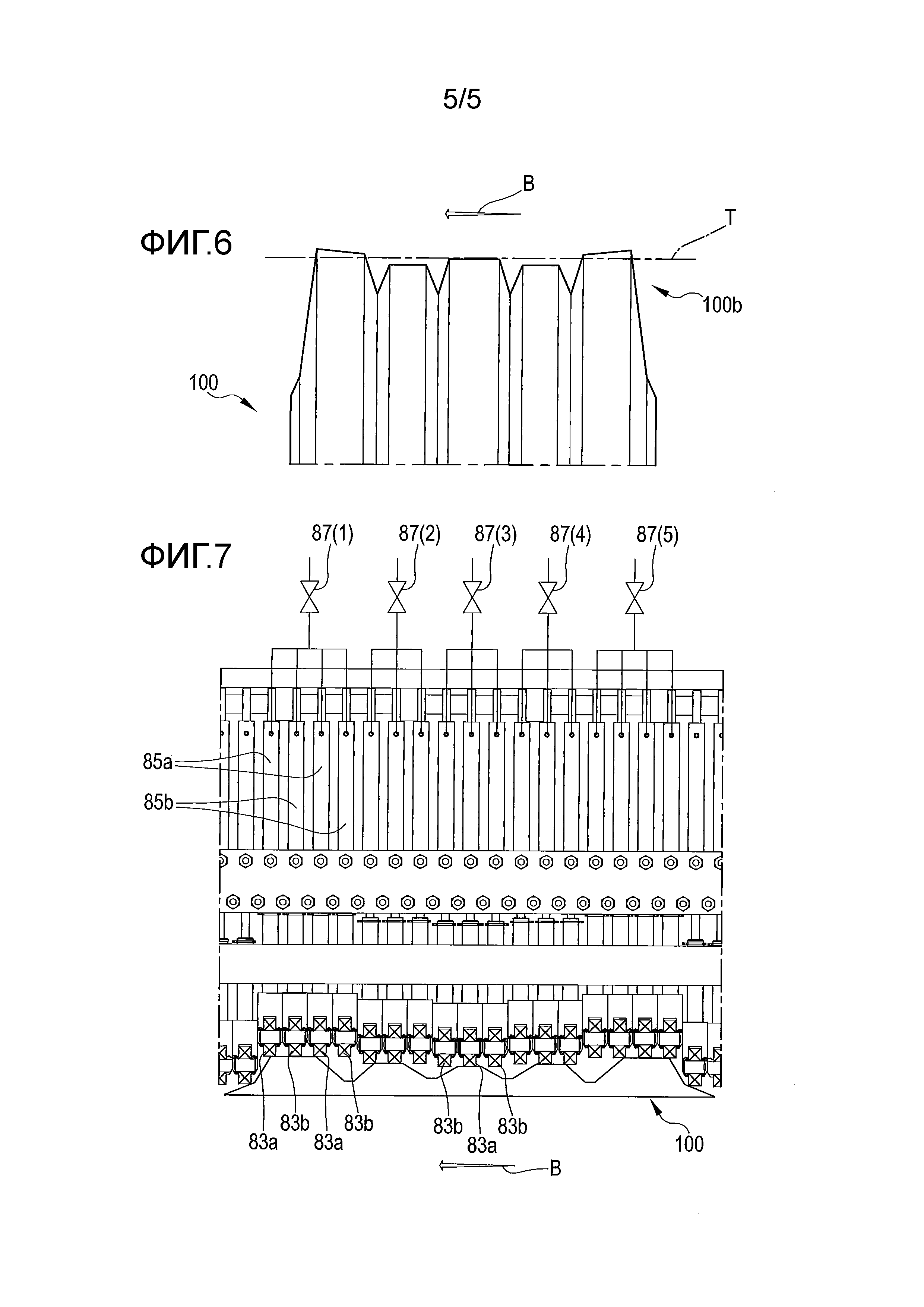
Фиг. 6 - иллюстрация концевой части отрезка эластомерного элемента, имеющего форму ленты, показанная как вид сверху в перспективе относительно земли во время нормальной работы устройства по фиг. 1; и
Фиг. 7 - схематический вид сбоку в увеличенном масштабе части второго варианта сжимающего устройства в устройстве с фиг. 1 в возможной оперативной конфигурации.
На фиг. 1 позицией 1 в целом обозначен иллюстративный вариант устройства согласно настоящему изобретению. Устройство 1 применяется для укладки отрезка 100 эластомерного элемента, имеющего форму полосы, на формующую опору 500 в процессе сборки шин для колес транспортного средства.
Предпочтительно (но не исключительно) вышеупомянутая шина предназначена для установки на тяжелое транспортное средство, согласно определению, данному в начале настоящего описания.
Далее даются прямые ссылки на иллюстративный случай, когда отрезок 100 является протекторным браслетом, который нужно уложить на конструкцию бркера, заранее собранную на формующей опоре 500. Радиально наружная поверхность конструкции брекера или радиально наружная поверхность возможного промежуточного слоя, уложенного на конструкцию брекера, таким образом определяет принимающую поверхность 510, на которую нужно намотать протекторный браслет 100.
Каждый протекторный браслет 100 подается к формующей опоре 500 в направлении подачи, показанном на фиг. 1 и 2 стрелкой А.
Формующая опора 500 предпочтительно является цилиндрическим барабаном. Как подробно показано на фиг. 2, формующая опора 500 может приводиться во вращение соответствующей моторной группой 501 через соответствующий трансмиссионный элемент 502. В конкретном приведенном примере трансмиссионным элементом 502 является приводной ремень.
Протекторный браслет 100 предпочтительно изготовлен способом экструзии из компаунда, изготовленного из эластомерного материала.
В конкретном случае, когда шина предназначена для установки на колесо тяжелого транспортного средства, каждый протекторный браслет 100 предпочтительно имеет следующие размеры:
- длина составляет от около 1,5 м до около 5 м, предпочтительно от около 2 м до около 4 м, более предпочтительно, от около 2,5 м до около 3,5 м;
- ширина составляет от около 100 мм до около 500 мм, предпочтительно от около 130 мм до около 350 мм;
- толщина составляет от около 15 мм до около 35 мм, предпочтительно от около 20 мм до около 30 мм.
Каждый протекторный браслет в вышеупомянутом конкретном случае предпочтительно весит от около 15 кг до около 40 кг, предпочтительно, от около 20 кг до около 35 кг.
Каждый протекторный браслет отрезают в размер до заданной номинальной длины и под заданным углом резания от непрерывного эластомерного элемента (не показан), имеющего форму ленты. Вышеупомянутая номинальная длина выбирается как функция по меньшей мере требуемого посадочного диаметра.
Направление, вдоль которого осуществляют отрезание, образует с продольным направлением протекторного браслета 100 угол резания, который отличается от прямого угла.
После отрезания протекторный браслет 100 имеет участок 100a переднего конца и участок 100b заднего конца относительно направления А подачи.
Верхняя сторона по меньшей мере части используемых протекторных браслетов 100, т.е. сторона, которая, когда протекторный браслет 100 уложен на формующую опору 500, находится в радиально наружном положении, имеет нерегулярный профиль (т.е., не является плоской), как показано на фиг. 6 и 7.
К противоположной или нижней стороне каждого протекторного браслета 100 (соответствующей стороне, которая когда протекторный браслет 100 уложен на формующую опору, находится в радиально внутреннем положении), предпочтительно за счет адгезии прикреплена защитная ткань (не показана). Такая защитная ткань предпочтительно изготовлена из пластикового материала, боле предпочтительно, из политена. Она служит для сохранения и защиты клейкости вышеупомянутой нижней стороны, при этом клейкость необходима для получения в дальнейшем стабильной адгезии протекторного браслета 100 и конструкции брекера обрабатываемой шины.
Как показано на фиг. 1, устройство 1 содержит устройство 10 хранения для хранения вышеупомянутых протекторных браслетов 100, при этом каждый протекторный браслет 100 снабжен соответствующей защитной тканью.
Устройство 10 хранения содержит, в частности, тележку 11, выполненную с возможностью перемещения по земле S. Тележка 11 содержит множество полок 15, расположенных на разной высоте относительно земли S. Каждая полка 15 предназначена для поддержки соответствующего протекторного браслета 100. На фиг. 15 на каждой полке находится протекторный браслет 100.
Для упрощения иллюстрации позицией 15 обозначены лишь некоторые из полок.
Каждая полка 15 шарнирно прикреплена к тележке 11 на соответствующих петлях (не видны), которые позволяют полкам "раскрываться" наподобие книги. Каждая полка 15 принимает открытое положение после того, как лежащий на ней протекторный браслет 100 будет подобран, чтобы можно было подобрать протекторный браслет 100 с полки 15, нежащей непосредственно под ней.
Как показано на фиг. 1, после устройства 10 хранения относительно направления А устройство 1 содержит разделяющее устройство 20 для отделения защитной ткани от каждого протекторного браслета 100, снятого с устройства 10 хранения.
Разделяющее устройство 20 содержит ползун 21, выполненный с возможностью перемещения в вертикальном направлении под управлением моторной группы 22.
Вертикальное движение ползуна 21 показано на фиг. 1 двойной стрелкой G. На этом чертеже также штриховой линией показан ползун 21 в другом оперативном положении.
На верхней поверхности ползуна 21 определена рабочая плоскость 23, которая выполнена с возможностью поддерживать каждый протекторный браслет 100, подобранный с устройства 10 хранения при операции удаления защитной ткани.
Благодаря управлению, осуществляемому моторной группой 22, рабочую плоскость 23 можно позиционировать на множестве разных высот, который выбирают как функцию высоты протекторного браслета 100, который требуется подобрать из устройства 10 хранения.
Операции удаления защитной ткани не описываются, поскольку они не являются объектом настоящего изобретения.
Как показано на фиг. 1, устройство 1 содержит расположенный перед разделяющим устройством 20 упорный элемент 18, предназначенный для определения положения, в которое нужно позиционировать устройство 10 хранения, чтобы можно было продолжить выполнение операций по подбору протекторных браслетов 100 и удаления защитной ткани.
И вновь, как показано на фиг. 1, после разделяющего устройства 20 относительно направления А подачи, устройство 1 содержит вспомогательное устройство 30 для сбора протекторных браслетов 100, подобранных с устройства 10 хранения и с которых удалена защитная ткань.
Вспомогательное устройство 30 предпочтительно находится в углублении R в земле S так, что углубление R имеет заданную глубину P.
Такое вспомогательное устройство 30 содержит множество вспомогательных лент 31 (в показанном примере четыре вспомогательные ленты 31), расположенных одна над другой и выполненных с возможностью перемещаться как узел в вертикальном направлении под управлением соответствующей моторной группы 32 через соответствующе трансмиссионное устройство 33.
Для большей ясности иллюстрации позицией 31 обозначена только одна, самая верхняя, из этих вспомогательных лент,
Движение вспомогательных лент 31 в вертикальном направлении показано двойной стрелкой V. Вспомогательные ленты 31 также показаны штриховой линией в другом оперативном положении.
В результате команды, передаваемой моторной группой 32, каждая вспомогательная лента 31 может перемещаться на множество разных высот как функция высоты, на которой находится рабочая плоскость 23 и, следовательно, высоты протекторного браслета 100, который необходимо подобрать из устройства 10 хранения.
Движение вспомогательных лент в продольном направлении приводит к движению протекторных браслетов 100 в направлении А подачи. Чтобы каждая лента 31 могла двигаться в продольном направлении независимо от любой другой ленты 31, каждая вспомогательная лента 31 соединена с соответствующим моторным элементом 35.
Для большей ясности иллюстрации позицией 35 обозначен только один из вышеупомянутых моторных элементов 35, который соединен с самой верхней вспомогательной лентой 31.
Как показано на фиг. 1 и 2, устройство 1 содержит расположенное после вспомогательного устройства 30 подающее устройство 40, выполненное с возможностью перемещать каждый из протекторных браслетов 100, приходящих из вспомогательного устройства 30, на формующую опору 500.
Подающее устройство 40 содержит пару по существу идентичных подающих ленточных транспортеров 41a, 41b, расположенных один за другим в направлении А подачи.
Подающий ленточный транспортер 41a расположен рядом с вспомогательным устройством 30 (фиг. 1), а подающий ленточный транспортер 41b расположен после подающего ленточного транспортера 41a в направлении А подачи и, таким образом, находится рядом с формующей опорой 500 (фиг. 1 и 2).
Как показано на фиг. 2, подающий ленточный транспортер 41a определен соответствующим элементом, имеющим форму ленты, свернутым в петлю вокруг двух противоположных опорных роликов 45a. Аналогично, подающий ленточный транспортер 41b определен соответствующим элементом, имеющим форму ленты, свернутым в петлю вокруг двух противоположных опорных роликов 45b.
Вращение этих элементов, имеющих форму ленты, вокруг соответствующих опорных роликов 45a, 45b приводит к движению соответствующих подающих ленточных транспортеров 41a, 41b в продольном направлении, показанном на фиг. 2 стрелками La и Lb, соответственно. Таким образом, осуществляется перемещение протекторных браслетов 100 к формующей опоре 500 в направлении АП подачи.
Движение каждого из подающих ленточных транспортеров 41a, 41b в продольном направлении происходит под управлением соответствующего моторного элемента 42a, 42b. Таким образом, подающие ленточные транспортеры 41a, 41b могут осуществлять движение в продольном направлении независимо друг от друга.
Подающие ленточные транспортеры 41a, 41b могут опираться на раму 43, содержащую множество стоек 43a.
Как показано на фиг. 1, между вспомогательным устройством 30 и подающим ленточным транспортером 41a имеется направляюще и центрирующее устройство 50 для направления и центрирования протекторных браслетов 100, приходящих от вспомогательного устройства 30.
Как показано на фиг. 2, такое направляюще и центрирующее устройство 50 фиксировано соединено с рамой 43 и содержит множество роликов 51, расположенных параллельно друг другу и их оси вращения проходят перпендикулярно оси направлению А подачи.
И вновь со ссылкой на фиг. 1 и 2, после подающего ленточного транспортера 41b и, следовательно, измерительного устройства 60 установлено укладывающее устройство 70 для укладки протекторных браслетов 100 на формующую опору 500.
Как показано на фиг. 2, такое укладывающее устройство 70 шарнирно установлено на раме 43 рядом с формующей опорой 500 и содержит множество роликов 71, расположенных параллельно друг другу и их оси вращения проходят перпендикулярно направлению А подачи.
Укладывающее устройство 70 выполнено с возможностью движения под управлением соответствующей моторной группы 72, предпочтительно смонтированной на укладывающем устройстве 70. Благодаря этому укладывающее устройство 70 может перемещаться между положением покоя (показанным на фиг. 1 и штриховыми линиями на фиг. 2), в котором оно удалено от формующей опоры 500, и оперативным положением (показанным сплошной линией на фиг. 2), в котором оно приближено к формующей опоре 500.
Укладывающее устройство 70 содержит центрирующее устройство (не показано), выполненное с возможностью обеспечивать правильность позиционирования протекторного браслета 100 на принимающей поверхности 510 в направлении, параллельном оси Х вращения.
Сживающее устройство 80 установлено на свободном конце укладывающего устройства 70. Сжимающее устройство предназначено для прижимания протекторного браслета 100 к принимающей поверхности 510, по мере того как он постепенно укладывается на формующую опору 500 укладывающим устройством 70.
Как показано на фиг. 1, сжимающе устройство 80 оперативно соединено с вышеупомянутой системой 90 управления. Такое соединение схематически показано на фиг. 1 штриховой линией 80a. Как будет описано ниже, система 90 управления 90 передает управляющий сигнал на сжимающее устройство 80 как функцию фактической длины протекторного браслета 100, измеренного измеряющим устройством 60.
Как показано на фиг. 2, сжимающее устройство 80 выполнено с возможностью перемещения к формующей опоре 500 и от нее вместе с укладывающим устройством 70 под управлением соответствующей моторной группы 72. Сжимающе устройство 80 также может перемещаться относительно укладывающего устройства 70 к формующей опоре 500 и от нее под управлением соответствующей моторной группы 81, которая предпочтительно, установлена на сжимающем устройстве 80. Это последнее из упомянутых движение сжимающего устройства 80 происходит, когда система 90 управления посылает вышеупомянутый управляющий сигнал на сжимающее устройство 80.
Далее приводятся ссылки на фиг. 3-5 и 7. На фиг. 3-5 показаны некоторые детали конструкции первого варианта сжимающего устройства 80, а на фиг. 7 показаны детали конструкции альтернативного варианта сжимающего устройства 80.
Описание варианта согласно фиг. 3-5, приведенное ниже, также относится и к варианту, показанному на фиг. 7, если прямо не оговорено иное.
Как показано на фиг. 3-5, сжимающее устройство 80 содержит множество роликов 83. В частности, имеется первый ряд роликов 83a, выровненных вдоль поперечного направления B, по существу перпендикулярного направлению A подачи, и второй ряд роликов 83b, параллельный первому ряду роликов 83a. Для большей ясности иллюстрации на фиг. 3 и 7 позициями 83a и 83b обозначены лишь некоторые из показанных роликов.
Ролики 83b смещены относительно роликов 83a.
Как показано на фиг. 4, каждый ролик 83a, 83b соединен с соответствующей вилкой 84a, 84b, которая, в свою очередь, соединена с воздействующим устройством 85a, 85b, предпочтительно, пневматического типа. Такое воздействующее устройство 85a, 85b приводит в движение ролики 83a, 83b в направлении приложения сжимающей силы.
В конкретном показанном примере направляемый шток 841a, 841b каждой вилки 84a, 84b выполнен с возможностью скольжения внутри соответствующего цилиндра. Направляемый шток вилки 84a, 84b, таким образом, действует как поршень вышеупомянутого воздействующего устройства 85a, 85b.
Для большей ясности иллюстрации на фиг. 3 и 7 ссылочными позициями обозначены лишь некоторые из соответствующих показанных элементов.
Каждая вилка 84a, 84b соединена с возможностью скольжения с рамой 82 через расположенные между ними соответствующие втулки 86a, 86b, предназначенные для предотвращения передачи напряжений, которым подвергаются соответствующие ролики 83a, 83b во время операции сжимания протекторного браслета 100 на формующей опоре 500, на цилиндры 85a, 85b, чтобы не повредить их.
Воздействующие устройства 85a, 85b управляются одним или боле электрическим клапаном. Под таким управлением ролики 83a, 83b выталкиваются вниз, т.е., к принимающей поверхности 510, определенной на формующей опоре 500.
В варианте, показанном на фиг. 3, применяется единственный электрический клапан 87, предназначенный для управления всеми воздействующими устройствами 85a, 85b, а в варианте, показанном на фиг. 7, применяется множество (пять в конкретном показанном варианте) электрических клапанов 87(1)-87(5), которые расположены вдоль поперечного направления B. Каждый электрический клапан 87(1)-87(5) предназначен для управления соответствующей группой воздействующих устройств 85a, 85b.
Далее следует описание первого предпочтительного варианта способа укладки протекторного браслета 100 на формующую опору в процессе сборки шин для колес транспортных средств, предпочтительно, для колес тяжелых транспортных средств согласно настоящему изобретению. Такой способ может осуществляться с применением устройства 1, описанного выше.
Как показано на фиг. 1, множество протекторных браслетов 100 сначала хранится в устройстве 10 хранения и каждый протекторный браслет 100 с соответствующей защитной тканью расположен на соответствующей полке 15 тележки 11.
Протекторные браслеты 100 последовательно подбирают с соответствующих полок 15 и перемещают на соответствующие вспомогательные ленты 31 вспомогательного устройства 30.
Когда протекторный браслет 100 подобран с полки 15 устройства 10 хранения, эту полку 15 поворачивают на соответствующем шарнире и приводят в открытое положение так, чтобы рабочий мог подобрать протекторный браслет 100, расположенный на полке, находящейся непосредственно под ней.
Во время движения между устройством 10 хранения и вспомогательным устройством 30 с каждого протекторного браслета на разделяющем устройстве 20 удаляют защитную ткань.
После того, как во вспомогательное устройство 30 будет загружено множество протекторных браслетов 100 без защитной ткани, эти протекторные браслеты 100 последовательно перемещают из вспомогательного устройства 30 на формующую опору 500, пропуская их через направляюще и центрирующее устройство 50, подающее устройство 40, укладывающее устройство 70 и сжимающее устройство 80, как будет подробно описано ниже.
Перемещение каждого протекторного браслета 100 от устройства 10 хранения к разделяющему устройству 20 сначала включает операцию позиционирования тележки 11 в соответствующей зоне ожидания рядом с разделяющим устройством 20. В частности, положение тележки 11 определяется ее упором в имеющийся в нужном месте упорный элемент 18.
Затем рабочий вручную подбирает переднюю часть протекторного браслета 100, вытягивая его к разделяющему устройству 20. Эта передняя часть частично опирается на рабочую плоскость 23 для выполнения операции по удалению защитной ткани.
Переднюю часть протекторного браслета 100 без защитной ткани затем перемещают в направлении A подачи, пока она не достигнет вспомогательной ленты 31 вспомогательного устройства 30. В этой точке активируют моторный элемент 35, вспомогательная лента 31 движется в своем продольном направлении и протекторный браслет вытягивают на вспомогательной ленте 31 за счет трения между вспомогательной лентой 31 и протекторным браслетом 100.
По завершении перемещения протекторного браслета на вспомогательную ленту 31 рабочий возвращается к тележке 11 и продолжает выполнять операции переноса второго протекторного браслета 100 со второй полки 15 тележки 11 на рабочую плоскость 23 разделяющего устройства 20 и, оттуда, на вторую вспомогательную ленту 31 вспомогательного устройства 30, одновременно удаляя защитную ткань со второго протекторного браслета. Этот перенос включает позиционирование рабочей плоскости 23 на второй высоте, по существу равной высоте, на которой находится вторая полка 15, автоматическое позиционирование второй ленты 31 на этой же второй высоте, и повторение операций, описанных выше.
На фиг. 1 показана оперативная конфигурация, в которой первый протекторный браслет 100 полностью перенесен на вспомогательную ленту 31, а другой протекторный браслет 100 находится в процессе переноса с полки 15, расположенной непосредственно под полкой, которая поддерживала первый протекторный браслет 100, на вспомогательную ленту 31, расположенную непосредственно над первой вспомогательной лентой 31.
Операции, описанные выше, повторяют, пока соответствующие протекторные браслеты 100 не будут уложены на все вспомогательные ленты 31 вспомогательного устройства 30.
Затем вышеупомянутый первый протекторный браслет 100 перемещают за счет движения вспомогательной ленты 31 на подающее устройство 40.
Такое перемещение включает предварительное позиционирование этой первой вспомогательной ленты 31 на высоте, соответствующей высоте свободного конца направляющего и центрирующего устройства 50. Затем первый протекторный браслет 100 проходит через направляющее и центрирующее устройство 50 и перемещается сначала на первый подающий ленточный транспортер 41a, а затем на второй подающий ленточный транспортер 41b. На этом оперативном этапе подающие ленточные транспортеры 41a, 41b движутся в соответствующих продольных направлениях La и Lb (фиг. 2).
Во время или после перемещения протекторного браслета 100 на подающий ленточный транспортер 41b можно продолжить загрузку подающего ленточного транспортера 41a вторым протекторным браслетом 100, повторяя операции, описанные выше со ссылками на первый протекторный браслет 100.
На фиг. 2 показана оперативная конфигурация, в которой первый протекторный браслет 100 расположен на подающем ленточном транспортере 41b, а второй протекторный браслет 100 расположен на подающем ленточном транспортере 41a.
Во время перемещения протекторного браслета 100 на подающий ленточный транспортер 41b с помощью измерительного устройства 60 осуществляется измерение фактической длины этого протекторного браслета 100 вдоль направления A подачи, как будет подробно описано ниже.
Если фактическая длина, измеренная измерительным устройством 60, больше, чем длина окружности принимающей поверхности 510, определенной на формующей опоре 500, протекторный браслет 100 отбраковывают после подающего ленточного транспортера 41b, не укладывая его на формующую опору 500. С другой стороны, если измеренная фактическая длина меньше или равна длине окружности принимающей поверхности 510, определенной на формующей опоре 500, протекторный браслет 100 перемещают на укладывающее устройство 70 (которое подведено в рабочее положение, показанное на фиг. 2 сплошными линиями) и, затем, укладывают на формующую опору 500, в то время как она вращается вокруг своей оси Х вращения.
Когда фактическая длина, измеренная измерительным устройством 60, по существу равна длине окружности принимающей поверхности 510, определенной на формующей опоре 500, когда протекторный браслет 100 укладывают на формующую опору 500, его прижимают роликами 83a, 83b сжимающего устройства 80 с силой, необходимой лишь для того, чтобы способствовать адгезии протекторного браслета 100 к принимающей поверхности 510. Такая сжимающая сила, таким образом, существенно не меняет фактическую длину самого протекторного браслета, поскольку в данном случае нет необходимости по завершении укладки добиваться точного позиционирования при стыковки переднего конца 100a с задним концом 100b.
В тех случаях, когда фактическая длина, измеренная измерительным устройством 60, меньше, чем длина окружности принимающей поверхности 510, определенной на формующей опоре 500, когда протекторный браслет 100 укладывают на формующую опору 500, его сжимают роликами 83a, 83b сжимающего устройства 80 с сжимающей силой, пропорциональной фактической длине протекторного браслета 100, измеренной измерительным устройством 60, чтобы не только обеспечить его адгезию к принимающей поверхности 510, но и растянуть протекторный браслет так, чтобы в конце операции укладки эта фактическая длина по существу совпадала с длиной окружности принимающей поверхности 510. Таким образом, конкретную сжимающую силу выбирают как функцию вышеупомянутой измеренной фактической длины.
Ролики 83a, 83b прижимаются к протекторному браслету 100 после открывания электрического клапана 87 (в варианте по фиг. 3) или электрических клапанов 87(1)-87(5) (в варианте по фиг. 7), и последующей активации воздействующих устройств 85a, 85b после специальной команды, посылаемой управляющим устройством 90.
В варианте, показанном на фиг. 3, все ролики прижимаются к принимающей поверхности 510 с одинаковой силой и, поэтому, создают одинаковую сжимающую силу, действующую на протекторный браслет 100, укладываемый на формующую опору 500.
С другой стороны, в варианте, показанном на фиг. 7, благодаря применению множества электрических клапанов 87(1)-87(5), каждый из которых управляет соответствующей группой воздействующих устройств 85a, 85b и, следовательно, роликов 83a, 83b, сжимающая сила, воздействующая на протекторный браслет 100, укладываемый на формующую опору 500, может иметь разную величину в поперечном направлении B. Таким образом, имеется возможность прилагать большую сжимающую силу к тем частям протекторного браслета 100, которые имеют более короткую длину, чем другие части тогда как к частям протекторного браслета 100 большей длины, чем у других, можно прилагать меньшую сжимающую силу.
Вышеупомянутая сжимающая сила, таким образом, создает (когда фактическая длина, измеренная измерительным устройством 60, меньше, чем длина окружности принимающей поверхности 510) растяжение протекторного браслета 100, позволяющее по завершении укладки точно позиционировать передний и задний концы 100a, 100b в упор друг к другу, создавая тем самым высококачественный стык без наложения.
Благодаря расположению роликов 83a, 83b двумя параллельными рядами давление прилагается мгновение за мгновением к двум отдельным соседним по окружности участкам протекторного браслета 100.
Заявитель убедился, что можно прилагать к протекторному браслету 100 сжимающую силу такой величины, чтобы создать растяжение протекторного браслета 100 максимум до 5%, предпочтительно до 1-3%. Лишь в качестве примера, со ссылкой на протекторный браслет 100, имеющий фактическую длину около 3 м, Заявитель добился растяжения на 9,5 см.
Сжимающая сила, которую следует приложить, берется из таблицы (или кривой) корреляции между сжимающей силой и фактической длиной, определенной как функция конкретной геометрии протекторного браслета 100 и применяемого компаунда, и полученной в процессе предварительной калибровки, проводимой на протекторном браслете, имеющем ту же геометрию и содержащем тот же компаунд.
Такая таблица (или кривая) корреляции хранится в системе 90 управления.
Эту таблицу (или кривую) можно изменять в реальном масштабе времени на основе обратной связи от рабочего, после анализа процессов предыдущей укладки протекторных браслетов 100, предпочтительно, имеющих такую же геометрию и содержащих такой же компаунд.
В частности, рабочий время от времени проверяет, была ли коррекция длины, примененная к протекторному браслету 100 после приложения сжимающей силы, достаточна для достижения точной стыковки переднего конца 100a и заднего конца 100b, протекторного браслета 100 уложенного на формующую опору 500 и, с помощью соответствующего алгоритма расчета, интегрированного в систему 90 управления, который учитывает все полученные данные обратной связи, система 90 управления автоматически адаптирует в реальном масштабе времени таблицу (или кривую) корреляции для все более точной стыковки переднего конца 100a с задним концом 100b.
По окончании укладки протекторного браслета 100 на формующую опору 500 стык переднего и заднего концов протекторного браслета 100 консолидируют, увеличивая силу сжимания на заданную величину и заставляя формующую опору 500 совершать заданное количество колебательных движений вперед/назад (по меньшей мере один раз, более предпочтительно, по меньшей мере пару раз) вокруг положения, в котором находится этот стык.
Для достижения требуемого растяжения протекторного браслета 100, уложенного на формующую опору 500, можно помочь сжимающему воздействию, создаваемому роликами 83a, 83b, увеличением частоты вращения формующей опоры 500 на заданную величину, выбранную как функция сжимающей силы, создаваемой роликами 83a, 83b, удерживая скорость продольного перемещения ленточных транспортеров 41a, 41b постоянной.
Измерение фактической длины протекторного браслета 100 можно осуществлять способом, описанным ниже.
Протекторный браслет 100 перемещают с ленточного транспортера 41a на ленточный транспортер 41b, приводя эти транспортеры в движение с одинаковой и постоянной скоростью, т.е., без предсказуемых остановок и замедлений этих транспортеров.
С помощью фотоэлемента 61 определяют момент прохождения переднего конца 100a протекторного браслета 100. С этого момента начинается отсчет кодирующего устройства (не показано) и как функцию скорости движения ленточных транспортеров 41a, 41b, определяют момент, в который протекторный браслет продвинется на длину, равную или близкую к номинальной длине.
В этот момент, следовательно, участок заднего конца 100b протекторного браслета 100 проходит под телекамерой 61. Управляющее устройство 90 в этот момент активирует телекамеру 61 так, чтобы получить изображение участка заднего конца 100b протекторного браслета 100.
Это изображение затем сравнивают с эталонным изображением, полученным в предыдущем процессе калибровки, когда используют шаблон известной длины. На основе такого сравнения и на основе ранее проведенного измерения момента прохождения переднего конца 100a протекторного браслета 100, система 90 управления рассчитывает фактическую длину этого протекторного браслета 100 и на основе этой фактической длины соответствующим образом управляет электрическим клапаном 87 (в варианте по фиг. 3) или электрическими клапанами 87(1)-87(5) (в варианте по фиг. 7) чтобы ролики 83a, 93b приложили к протекторному браслету 100, укладываемому на формующую опору 500, сжимающую силу (силы), подходящие для того, чтобы в конце укладки протекторного браслета 100 на формующую опору 500, получить точный стык переднего конца 100a с задним концом 100 протекторного браслета 100.
Чтобы иметь возможность выполнить вышеупомянутое сравнение точно и надежно с помощью подходящего алгоритма расчета, интегрированного в систему 90 управления, положение первой теоретической линии, представляющей задний конец 100b протекторного браслета 100, определяют в каждом полученном изображении. Такая теоретическая линия представлена на фиг. 6 штрихпунктирной линией Т. Она по существу определяет линию интерполяции фактического профиля (типично неправильной формы) заднего конца 100b протекторного браслета 100. Неправильность этого профиля является следствием разрезания, осуществляемого в заданном направлении, которое наклонено относительно плоскости, перпендикулярной продольному направлению протекторного браслета 100.
Разумеется, специалистам понятны другие модификации и варианты изобретения, описанного выше, для удовлетворения конкретных и зависящих от обстоятельств требований. Такие варианты и модификации в любом случае входят в объем защиты, который определен приложенной формулой.
Реферат
Изобретение относится к способу укладки отрезка эластомерного элемента. Техническим результатом является повышение точности и повторяемости соединения переднего и заднего концов отрезка, уложенного на формующую опору. Технический результат достигается способом укладки отрезка (100) эластомерного элемента, имеющего форму ленты, на формующую опору (500) в процессе сборки шины для колес транспортных средств, при котором подают отрезок (100) эластомерного элемента заданной номинальной длины к формующей опоре (500) в заданном направлении (A) подачи. Измеряют фактическую длину отрезка (100) эластомерного элемента в направлении (A) подачи. Если фактическая длина меньше или равна длине окружности принимающей поверхности (510), образованной на формующей опоре (500), укладывают этот отрезок (100) эластомерного элемента на принимающую поверхность (510), вращая формующую опору (500) вокруг оси (Х) вращения. Если фактическая длина меньше, чем длина окружности принимающей поверхности (510), во время укладки этого отрезка (100) эластомерного элемента на принимающей поверхности (510), сжимают отрезок (100) эластомерного элемента на этой принимающей поверхности (510) с сжимающей силой, выбранной как функция фактической длины и так, чтобы растянуть отрезок (100) таким образом, чтобы по окончании укладки отрезка (100) фактическая длина по существу совпадала с длиной окружности принимающей поверхности (510). При этом величину сжимающей силы выбирают из таблицы корреляции между сжимающей силой и фактической длиной, полученной в предшествующем процессе калибровки. Причем таблица корреляции является модифицируемой в реальном масштабе времени на основе обратной связи, поступающей при предыдущей укладке другого отрезка эластомерного элемента. 2 н. и 28 з.п. ф-лы, 7 ил.
Формула
Документы, цитированные в отчёте о поиске
Установка для наложения протектора на барабан длясборки шин
Комментарии