Установка для укладки пар удлиненных элементов на формовочный барабан и способ получения шин для колес транспортных средств - RU2687944C2
Код документа: RU2687944C2
Чертежи







Описание
Область техники
Настоящее изобретение относится к способу для получения шин для колес транспортных средств. Настоящее изобретение также относится к установке, осуществляющей такой способ.
Шина для колес транспортных средств, как правило, содержит каркасную конструкцию, включающую в себя по меньшей мере один слой каркаса, имеющий противоположные в осевом направлении концевые отвороты, зацепляющиеся с соответствующими кольцевыми крепежными конструкциями, внедренными в области, обычно называемые «бортами». Брекерная структура, содержащая один или несколько брекерных слоев, расположенных с наложением друг относительно друга и каркасного слоя в радиальном направлении, соединяется с каркасной конструкцией. Протекторный пояс, изготовленный из эластомерного материала, подобно другим промежуточным изделиям, составляющим шину, наносится на брекерную конструкцию в радиально наружном положении. Соответствующие боковые стенки, изготовленные из эластомерного материала, также наносятся в наружном положении относительно оси на боковые поверхности каркасной конструкции, каждая из которых простирается от одной из боковых кромок протекторного пояса до соответствующей кольцевой конструкции для крепления к бортам. После составления невулканизированной шины путем сборки соответствующих промежуточных изделий, как правило выполняются формование и вулканизация, направленные на определение структурной стабилизации шины путем формирования поперечных связей в эластомерном материале, а также на отпечатывание желаемого рисунка протектора и любых отличительных рисунков на боковых стенках.
Под термином «эластомерный материал» понимается состав, содержащий по меньшей мере один эластомерный полимер и по меньшей мере один упрочняющий наполнитель. Предпочтительно, этот состав дополнительно содержит добавки, такие как поперечные связи и/или пластифицирующие вещества. Благодаря присутствию вещества, образующего поперечные связи, этот материал может быть поперечно связан путем нагрева, так, чтобы сформировать изделие.
Под термином «удлиненный элемент» понимается элемент, состоящий из эластомерного материала, в котором один размер имеет преимущество над другими. Предпочтительно, указанный удлиненный элемент изготовлен только из эластомерного материала, или содержит дополнительные структурные элементы.
Предпочтительно, удлиненный элемент выполнен так, чтобы формировать полосу с плоским сечением. Предпочтительно, дополнительные структурные элементы содержат один или несколько тканевых или металлических упрочняющих кордов. Эти упрочняющие корды предпочтительно расположены параллельно друг другу, и они предпочтительно проходят вдоль продольного направления удлиненного элемента.
Уровень техники
В документе WO 2013/011396 описана установка для сборки шин для колес транспортных средств, в которой формовочный барабан в надлежащий момент погружается на подвижную тележку на направляющих вдоль линии покрытия. Тележка перемещается по направляющей в двух направлениях движения для приведения ее к пунктам для нанесения удлиненных элементов. В каждом из пунктов нанесения один или несколько удлиненных элементов продвигаются по конвейерным поверхностям, обрезаются по размеру и наматываются на радиально наружную поверхность формовочного барабана, который расположен на тележке.
В документе US 5720837 показана установка для подачи слоя ленты на вращающийся барабан для сборки. Установка содержит подающую бобину, принимающую материал с ленты, приспособления для разматывания материала с бобины, приспособления для транспортировки размотанного материала до барабана для сборки и режущие приспособления для обрезания материала в брекерном слое. Кроме того, установка содержит приспособления для регулирования формы по меньшей мере одной стороны брекерного слоя так, чтобы придать ему желаемую форму. Данный метод регулировки позволяет сместить вбок ролик конвейера относительно следующей конвейерной ленты в ходе перехода материала с одного конвейера на другой. Роликовый конвейер дополнительно содержит направляющие ролики, расположенные на одной стороны брекерного слоя.
В документе US 7758714 показан способ получения структурного элемента шины, в соответствии с которым непрерывный элемент в форме полосы, упрочненный кордами разрезается на множество полос определенной длины. Полосы располагаются последовательно на передающем барабане так, что их продольные кромки частично накладываются друг на друга для формирования структурного компонента, который после наматывается на формовочный барабан. Направляющие элементы направляют продольные кромки непрерывного элемента в форме полосы так, чтобы последний правильно располагался на передающем барабане.
Краткое описание изобретения
Было обнаружено, что постоянное совершенствование шин наряду с необходимостью в обеспечении различных моделей требуют обеспечения установки, например, установки для сборки, которая будет приспосабливаемой, высокоэффективной, и, в то же время, способной обрабатывать удлиненные элементы автоматическим, повторяемым и постоянным образом.
Удлиненные элементы различного поперечного размера, содержащие эластомерные материалы, возможно упрочненные с помощью металлических и/или текстильных кордов, используются для получения структурных компонентов для производства различных типов и размеров шин.
Было обнаружено, что качество конечного изделия зависит от различных факторов, включая способ укладки удлиненных элементов на формовочный барабан. Полагается, что данный способ укладки, в свою очередь зависит от правильного управления удлиненными элементами устройствами, расположенными перед барабаном, т.е. устройствами для подачи, транспортировки и обрезки сами удлиненных элементов.
Было обнаружено, что в устройствах типа, показанного выше, удлиненные элементы могли быть деформированы (растянуты, скручены, сложены, разрушены и т.д.) при прохождении через вышеуказанные устройства и, таким образом, в деформированном состоянии достигали последних концов транспортирующих поверхностей и укладывались на барабан неправильно. Кроме того, было обнаружено, что вышеуказанные деформации оказывают отрицательное влияние на пространственное размещение удлиненного элемента на транспортировочных поверхностях и, таким образом, на формовочном барабане, в ходе этапов укладки и намотки. В частности, их осевое положение на формовочном барабане не может быть скорректировано и, поэтому, это может привести к созданию несоответствующего изделия в отношении проектных спецификаций и/или требуемого качества. Данное явление имеет особую важность в процессе использования удлиненных элементов, выполненных только из эластомерного материала, т.е. не содержащих каких-либо упрочняющих элементов.
Было также обнаружено, что боковое разрушение удлиненного элемента стремится сжать материал по бокам, что вызывает изменение его длины, что может ухудшить правильное соединение удлиненных элементов, обрезанных по размеру и соединенных на формовочном барабане. Степень сопротивления переднего и заднего конца в действительности изменяется от одной операции по укладке к другой, и такое изменение сложно контролировать, поскольку оно зависит от нескольких факторов.
Было также обнаружено, что эти недостатки еще более очевидны и критичны в ходе параллельной укладки пар удлиненных элементов, обрезанных по размеру, на противоположные стороны относительно осевой плоскости симметрии на формовочном барабане, и предназначенных для формирования пар компонентов шины, например таких, как упрочнения под лентой, боковые стенки, упрочняющие слои борта (крылья), защитные слои борта (бортовые ленточки).
Действительно, каждый из вышеуказанных удлиненных элементов не только должен соответствовать однородным характеристикам на всем своем продольном протяжении, но также указанные характеристики должны быть одинаковыми для обоих удлиненных элементов каждой пары. Более того, место укладки удлиненных элементов каждой пары должно быть симметричным относительно осевой плоскости симметрии формовочного барабана. Это должно быть соблюдено в целях обеспечения радиальной симметрии шины, и симметрии относительно равно тороидальной плоскости указанной шины.
В данном контексте, имеется необходимость в создании установки, способной обрабатывать пару удлиненных элементов автоматическим, точным, повторяемым и постоянным образом, в целях правильной их укладки на формовочный барабан и создания высококачественных шин, с равномерными структурными характеристиками вдоль их окружной протяженности, и по существу симметричных относительно осевой плоскости симметрии.
Имеется необходимость в параллельном и точном направлении удлиненных элементов к формовочному барабану, а также при их укладке парами на указанный формовочный барабан, таким образом, снижая их деформацию до минимума и стараясь воспроизвести с как можно большой точностью их проектные характеристики.
В итоге было обнаружено, что эти проблемы могут быть решены путем контроля давления, оказываемого лишь на одну из продольных кромок каждого из удлиненных элементов с помощью соответствующей боковой упорной направляющей, способной направлять указанный удлиненный элемент вдоль соответствующего пути подачи, который ведет к формовочному барабану, указанное давление контролируется путем использования части веса каждого из удлиненных элементов для его удерживания относительно соответствующей боковой упорной направляющей.
Более точно, в соответствии с одним объектом, настоящее изобретение относится к способу для получения шины для колес транспортных средств.
Предпочтительно обеспечивается продвижение первого удлиненного элемента и второго удлиненного элемента вдоль соответствующих путей подачи, при этом указанные первый и второй удлиненные элементы продольно проходят вдоль указанных соответствующих путей.
Предпочтительно, обеспечивается намотка первого удлиненного элемента и второго удлиненного элемента на противоположные относительно осевой центральной плоскости участки формовочного барабана.
Предпочтительно, продвижение содержит: боковой наклон по меньшей мере одного участка первого удлиненного элемента до тех пор, пока соответствующая продольная кромка указанного участка первого удлиненного элемента не упрется под действием силы тяжести на соответствующую боковую упорную направляющую, и боковой наклон по меньшей мере одного участка второго удлиненного элемента до тех пор, пока соответствующая продольная кромка второго удлиненного элемента не упрется под действием силы тяжести на соответствующую боковую упорную направляющую.
В соответствии с другим объектом, настоящее изобретение относится к установке для укладки пары удлиненных элементов на формовочный барабан в процессе получения шин для колес транспортных средств, содержащей пару устройств для распределения первого и второго удлиненных элементов.
Предпочтительно, установка содержит первый и второй конвейер для продвижения указанных первого и второго удлиненных элементов по направлению к формовочному барабану по соответствующим путям подачи, при этом формовочный барабан способен принимать на радиально наружной поверхности указанные первый и второй удлиненные элементы.
Предпочтительно, установка содержит:
первое и второе устройства для бокового выравнивания соответственно первого и второго удлиненных элементов, каждое из которых при работе действует вдоль соответствующего пути подачи, и каждое из которых содержит:
по меньшей мере одну опорную поверхность, предназначенную для приема с упором нижней поверхности соответствующего первого или второго удлиненного элемента, и поддержания части веса указанного первого или второго удлиненного элемента;
по меньшей мере одну боковую упорную поверхность.
Предпочтительно, по меньшей мере часть указанной упорной поверхности наклонена по направлению к боковой упорной направляющей, для того, чтобы продольная кромка соответствующего первого или второго удлиненного элемента опиралась под действием силы тяжести на указанную боковую упорную направляющую.
Благодаря весу самого удлиненного элемента, последний стремится разместиться на боковой упорной направляющей и скользить вдоль нее.
Более того, часть веса каждого удлиненного элемента, которая приводит его в направлении соответствующей боковой упорной направляющей, является достаточной для удержания его у указанной направляющей, таким образом, обеспечивая его точное расположение, без создания излишней силы трения между указанной боковой упорной направляющей и продольной кромкой удлиненного элемента в месте контакта.
Более того, при условии, что жесткость удлиненного элемента увеличивается пропорционально его весу, то сила (доля указанного веса), которая придавливает его к боковой упорной направляющей, всегда соответствует его жесткости, т.е. она оказывает такое количество давление, которое не ухудшает и/или не изменяет его свойств.
Настоящее изобретение, согласно по меньшей мере одному из вышеуказанных объектов, может обладать одним или несколькими из предпочтительных характеристик, описанных здесь далее.
Предпочтительно, удлиненный элемент скользит вдоль боковой упорной направляющей под действием силы тяжести. Другими словами, боковое перемещение удлиненного элемента не встречает препятствий со стороны какого-либо элемента (за исключением боковой упорной направляющей), и, таким образом, он может свободно перемещаться по направлению к соответствующей боковой упорной направляющей лишь под действием своего веса.
Предпочтительно, указанные участки первого удлиненного элемента и второго удлиненного элемента наклонены на соответствующие углы наклона. Предпочтительно, каждый угол наклона составляет от 1° до около 15°, более предпочтительно - составляет от около 5° до около 10°. Данные интервалы гарантируют постоянный и непрерывный упор продольной кромки каждого удлиненного элемента на соответствующую боковую упорную направляющую без риска их деформации с ущербом.
Предпочтительно, каждый из удлиненных элементов имеет, вдоль своего пути подачи, профили поперечного сечения, параллельные друг другу за исключением указанного сечения.
Предпочтительно, каждый угол наклона ограничен между линией хорды каждого профиля указанного сечения и линией хорды соответствующего гипотетического профиля, параллельного указанным профилям, параллельным друг другу. Другими словами, каждый из удлиненных элементом закручен в соответствующе наклоном сечении.
Предпочтительно, каждый угол наклона ограничен между линией хорды каждого профиля поперечного сечения указанного сечения удлиненного элемента и горизонтальной плоскостью.
Предпочтительно, указанные участки первого удлиненного элемента и второго удлиненного элемента наклонены в противоположных направлениях вращения.
В одном воплощении указанные участки первого удлиненного элемента и второго удлиненного элемента наклонены по направлению друг к другу. В этом случае, упорные направляющие расположены внутри удлиненные элементы укладываются на формовочный барабан по осевым внутренним ориентирным линиям относительно противоположных участков, на которые они намотаны.
В одном воплощении, указанные участки первого удлиненного элемента и второго удлиненного элемента наклонены в противоположные стороны. В этом случае боковые упорные направляющие расположены в наружном положении, и удлиненные элементы укладываются на формовочный барабан по наружные относительно оси ориентирным линиям относительно противоположных участков, на которые они намотаны.
Предпочтительно каждое из указанных первого и второго боковых выравнивающих приспособлений содержит множество опорных роликов, при этом радиально наружная поверхность опорных роликов определяет указанную по меньшей мере одну опорную поверхность. При этом по меньшей мере один из указанных упорных роликов имеет ось вращения, наклоненную так, чтобы образовывать наклонную часть опорной поверхности.
Предпочтительно, подача содержит: скольжения нижней поверхности первого и второго удлиненных элементов в упоре на множество опорных роликов, образующих указанные опорные поверхности, при этом по меньшей мере один из указанных опорных роликов имеет ось вращения, наклоненную на угол наклона для образования наклонной части опорной поверхности.
Предпочтительно, наклонная ось вращения ограничивает угол наклона относительно параллельных друг другу осей вращения других опорных роликов.
Предпочтительно, угол наклона ограничен между указанной наклонной осью вращения и гипотетической линией, пересекающей указанную наклонную ось вращения и параллельной множеству параллельных осей вращения. Другими словами, угол наклона измеряется относительно параллельных друг другу осей вращения других опорных роликов.
Предпочтительно, наклонная ось вращения ограничивает угол наклона относительно горизонтальной плоскости, и, предпочтительно, другие опорные ролики имеют оси вращения, параллельные указанной горизонтальной плоскости.
Предпочтительно, указанный угол наклона составляет от около 1° до около 15°, более предпочтительно - составляет от около 5° до около 10°. Как указано выше, эти интервалы гарантируют постоянный и непрерывный упор продольной кромки каждого удлиненного элемента на соответствующую боковую упорную направляющую без риска их деформации.
Предпочтительно обеспечивается возможность изменения угла наклона для того, чтобы изменить давление, оказываемое удлиненным элементом на соответствующую боковую упорную направляющую.
Предпочтительно, каждое устройство для бокового выравнивания содержит регулировочные приспособления, установленные на опорной раме и при работе воздействующие на опорные ролики для того, чтобы изменить их наклон.
Предпочтительно, регулировочные приспособления содержат регулировочные направляющие, а опорные ролики содержат валы; при этом концы валов зацеплены в указанные регулировочные направляющие.
Действительно, изменение указанного угла наклона позволяет изменить компонент силы тяжести, который удерживает удлиненный элемент у соответствующей упорной направляющей.
Предпочтительно, опорные ролики являются холостыми.
Предпочтительно, опорные ролики приводятся во вращение с помощью соответствующих первого или второго удлиненного элемента. Другими словами, каждый удлиненный элемент скользит в упоре по радиально наружной поверхности соответствующих опорных роликов, и приводит их во вращение.
Предпочтительно, опорные ролики относятся к всенаправленному типу. Всенаправленные ролики способны обеспечивать скольжение удлиненного элемента, опирающегося на них, во всех направлениях и с низким трением. Другими словами, опорные ролики не представляют ограничений для перемещения по ним удлиненного элемента.
Предпочтительно, каждый из опорных всенаправленных роликов содержит множество смежных осевых кольцевых элементов, и каждый из них способен свободно вращаться вокруг главной общей оси вращения, перпендикулярной направлению подачи.
Предпочтительно, каждый из кольцевых элементов содержит множество роликов, расположенных вблизи друг друга вдоль окружной протяженности соответствующего кольцевого элемента, и способных свободно вращаться вокруг соответствующей оси, перпендикулярной общей главной оси вращения.
Каждый из удлиненных элементов скользит по опорным роликам в продольном направлении, и также способен свободно перемещаться в боковом направлении под действием своего веса, который действует на указанном наклонном участке (предпочтительно, сформированном одним или несколькими наклонными роликами) до тех пор, пока элемент не упрется на соответствующую боковую упорную направляющую.
Предпочтительно, опорные ролики расположены так, чтобы образовывать изогнутую и выпуклую форму. Радиально наружные поверхности опорных роликов проходят по касательной относительно идеально изогнутой и выпуклой поверхности, определяющей указанную опорную поверхность. Поэтому удлиненный элемент не должен лежать только на одной плоскости, а на множестве последовательных поверхностей, расположенных между опорным роликом и следующим опорным роликом.
Предпочтительно, каждое из указанных первого и второго устройств для выравнивания содержит первое множество опорных роликов, расположенных последовательно, с осями, параллельными горизонтальной плоскости, и второе множество опорных роликов, расположенных последовательно, с наклонными осями.
Предпочтительно, относительно направления подачи, указанное второе множество опорных роликов размещено дальше относительно первого множества опорных роликов.
Предпочтительно, каждое устройство для бокового выравнивания располагается между соответствующим распределительным устройством и соответствующим конвейером.
Предпочтительно, каждая боковая упорная направляющая содержит неподвижную стенку вдоль направления подачи.
Каждая стенка имеет упорную поверхность для соответствующей продольной кромки удлиненного элемента. Стенка является непрерывной, и, таким образом, обеспечивает равномерно распределение давления, действующего между стенкой и указанной продольной кромкой.
Предпочтительно, боковая упорная поверхность содержит множество свечеобразных роликов, расположенных последовательно вдоль участка пути подачи.
Свечеобразные ролики помогают избежать скольжения кромки удлиненного элемента по боковой упорной поверхности, тем самым, снижая риск ее повреждения.
Предпочтительно, установка содержит: режущий блок, содержащий по меньшей мере одно режущее лезвие, действующее на пути потока перед формовочным барабаном.
Предпочтительно, режущий блок содержит контр-лезвие, предназначенное для приема удлиненного элемента в упор в ходе резания.
Предпочтительно, контр-лезвие способно перемещаться между поднятым положением, в котором оно поддерживает удлиненный элемент, в то время как лезвие осуществляет резание, и опущенным положением, в котором оно остается удаленным от соответствующего удлиненного элемента.
Предпочтительно, установка содержит: устройства обнаружения для обнаружения присутствия передних концов удлиненных элементов.
Предпочтительно, устройства обнаружения при работе действуют на двух путях подачи и вблизи режущего блока.
Предпочтительно, каждое из двух устройств обнаружения содержит по меньшей мере один фотоэлемент.
Предпочтительно, установка содержит блок управления, оперативно соединенный с по меньшей мере устройствами обнаружения, режущим блоком и моторами, работающими на первом и на втором конвейере.
Предпочтительно, обеспечивается взаимное выравнивание переднего конца первого удлиненного элемента и переднего конца второго удлиненного элемента до наматывания их на формовочный барабан.
Поэтому существует уверенность в том, что последующее продвижение конвейерных лент будет подавать на формовочный барабан отрезки равной длины.
Предпочтительно, выравнивание содержит: продольное и независимое перемещение первого удлиненного элемента и второго удлиненного элемента до тех пор, пока каждый из передних концов не будет приведен в определенное продольное положение.
Предпочтительно, укладка содержит: вырезание по размеру отрезка определенной длины из первого удлиненного элемента, вырезание по размеру отрезка определенной длины из второго удлиненного элемента, и наматывание этих отрезков на формовочный барабан.
Предпочтительно, после каждого отрезания, первый удлиненный элемент и второй удлиненный элемент, на участке до предыдущих вырезанных отрезков, вновь перемещаются продольно и независимо друг от друга до тех пор, пока передний конец первого удлиненного элемента и передний конец второго удлиненного элемента не выравниваются между собой.
По существу, после каждого отрезания указанные передние концы стремятся к смещению из-за ослабления внутренних натяжений (по причине предшествующих операций по протяжке и/или намотке) в эластомерном материале и результирующего изменения длины указанных удлиненных элементов.
Предпочтительно, выравнивание достигается, когда устройства обнаружения определяют присутствие указанного переднего конца.
Предпочтительно, после выравнивания, обеспечивается одновременное продвижение первого удлиненного элемента и второго удлиненного элемента на определенную длину, вырезание по размеру отрезка указанной определенной длины из первого удлиненного элемента, вырезание по размеру отрезка указанной определенной длины из второго удлиненного элемента, наматывание элементов на формовочный барабан.
Предпочтительно, выравнивание осуществляется после каждого отрезания.
Предпочтительно после каждого отрезания и до осуществления выравнивания, первый удлиненный элемент и второй удлиненный элемент, расположенные до предыдущих вырезанных отрезков, отводятся до тех пор, пока их передние концы не придут в контакт с конвейерной лентой. Это предотвращает сжатие передних концов указанного удлиненного элемента, когда они более не поддерживаются соответствующим контр-лезвием.
Предпочтительно продвижение первого и второго конвейера обеспечивается до тех пор, пока передние концы указанных первого и второго удлиненных элементов не будут одновременно уложены на формовочный барабан.
Предпочтительно в конце наматывания на формовочный барабан, передний конец удлиненного элемента, обрезанного по размеру, соединяется с задним концом удлиненного элемента, обрезанного по размеру.
Дополнительные признаки и преимущества станут более понятными из подробного описания предпочтительного не исключительного воплощения установки и способа для получения шин для колес транспортных средств в соответствии с настоящим изобретением.
Краткое описание чертежей
Подробное описание будет приведено ниже со ссылкой на прилагаемые чертежи, приведенные лишь в виде не ограничивающего примера, на которых:
Фиг. 1 - схематичный вид сверху установки для сборки шин;
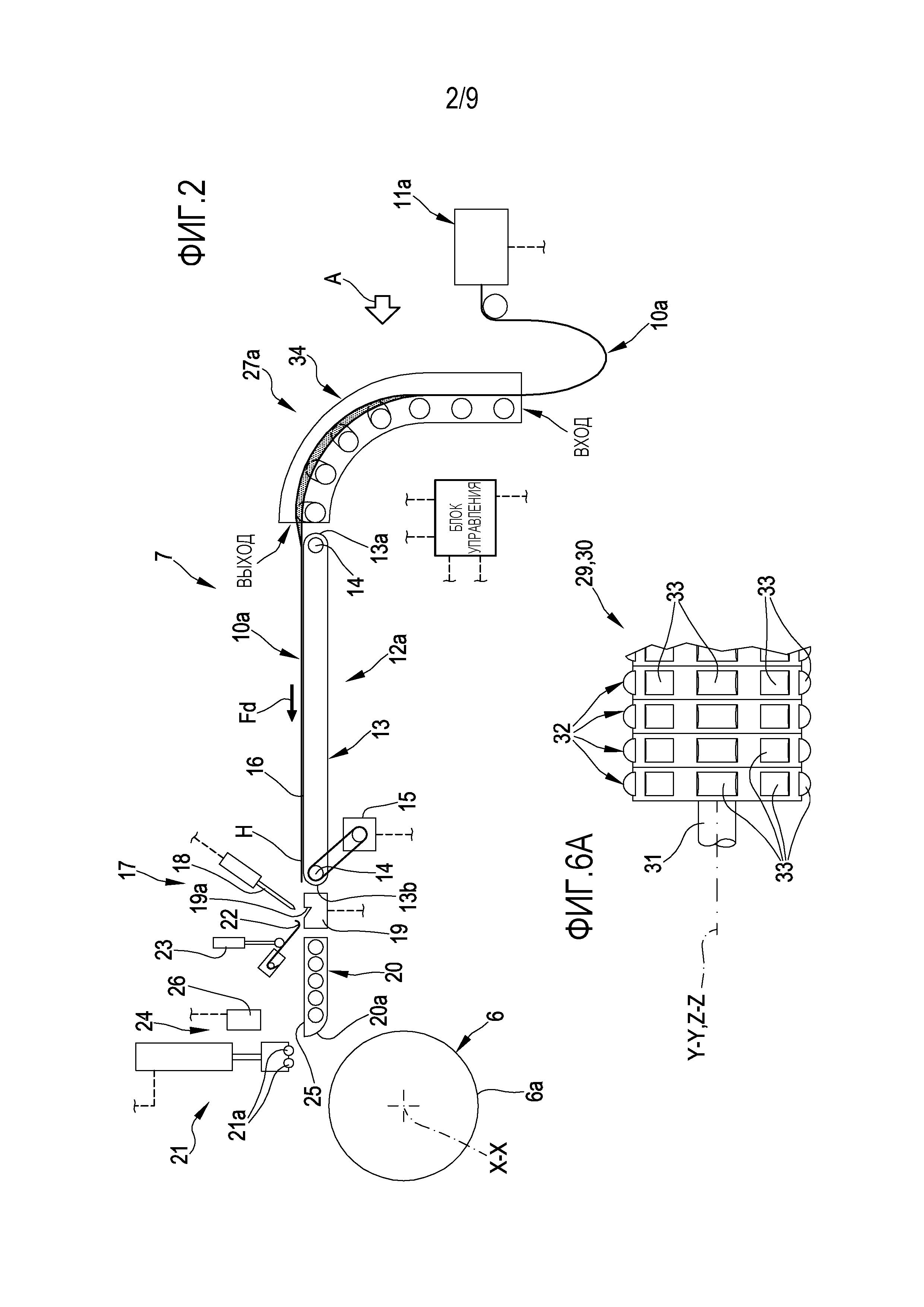
Фиг. 2 - вид сбоку в вертикальной проекции части группы установки с Фиг. 1;
Фиг. 3 - вид сверху группы с Фиг. 1;
Фиг. 4 - два элемента группы с Фиг. 2 и 3 при виде в соответствии со стрелкой А с Фиг. 2;
Фиг. 4А - вид спереди фрагмента с Фиг. 4;
Фиг. 5 - вид сбоку в вертикальной проекции элементов с Фиг. 4 с некоторыми частями, удаленными для лучшего обзора других частей;
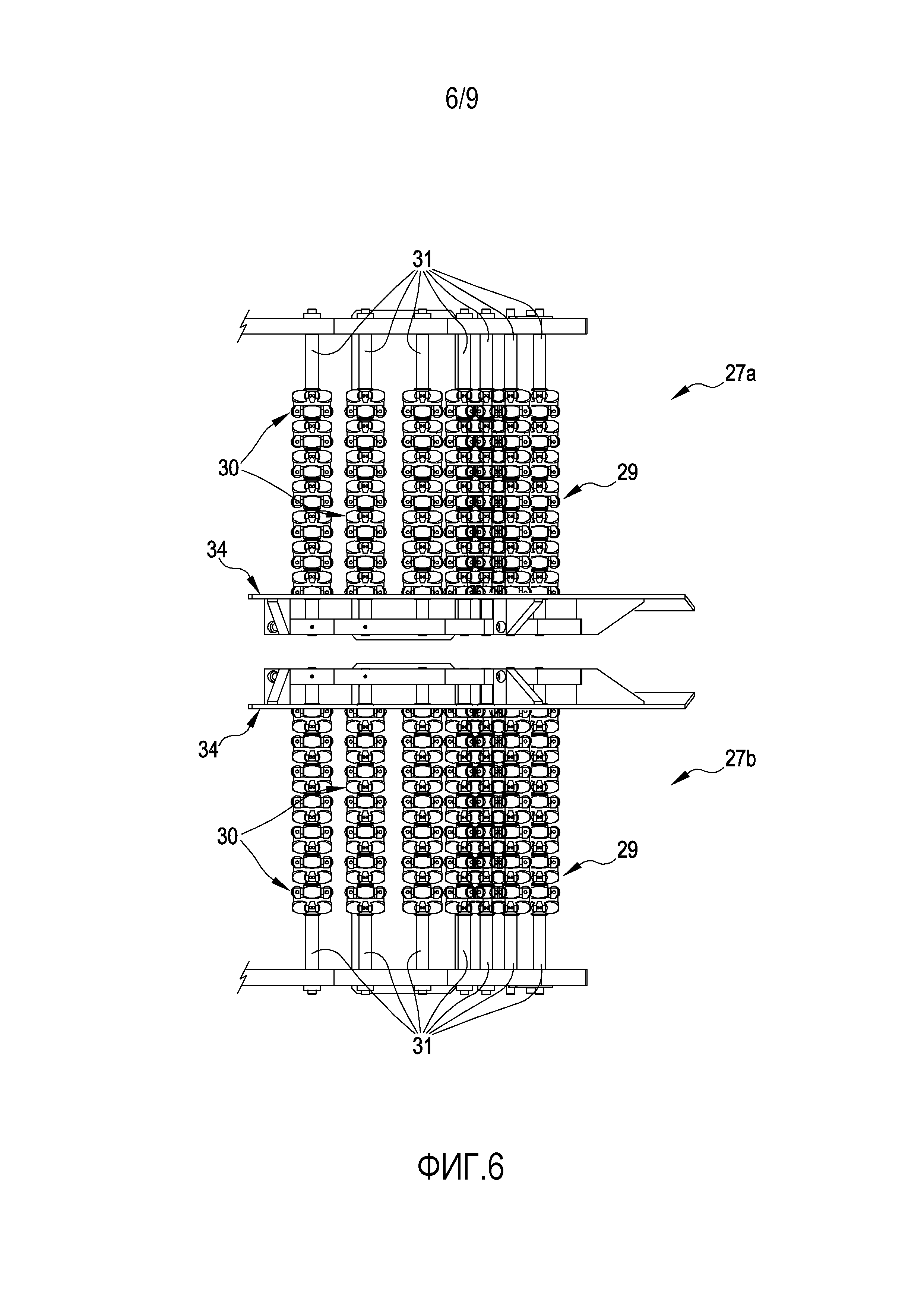
Фиг. 6 - вид сверху элементов с Фиг. 4;
Фиг. 6А - фрагмент элементов с Фиг. 4, 5 и 6;
Фиг. 7А-7F - вид сверху участка группы с Фиг. 2 в соответствующих рабочих условиях; и
Фиг. 8 - радиальный половинный разрез шины для транспортных средств, собранной при помощи способа и установки в соответствии с настоящим изобретением.
Подробное описание изобретения
На Фиг. 1 установка для получения шин 100 для колес транспортных средств в соответствии с настоящим изобретением была в целом обозначена ссылочной позицией 1.
Шина 100, изготовленная при помощи установки 1 и в соответствии со способом и способом в соответствии с настоящим изобретением, показана на Фиг. 8 и содержит по меньшей мере одну каркасную конструкцию, содержащую по меньшей мере один каркасный слой 101, имеющий соответствующие противоположные концевые отвороты, зацепляющиеся с соответствующими кольцевыми крепежными конструкциями 102, называемыми сердечниками борта, возможно, соединенными с наполнителем 104 борта. Область шины, содержащая сердечник 102 борта и наполнитель 104 борта, формирует конструкцию 103 борта, предназначенную для крепления шины на соответствующем установочном кольце (не показано).
Каждая конструкция борта соединена с конструкцией каркаса путем складывания противоположных боковых кромок по меньшей мере одного слоя 101 каркаса назад вокруг кольцевой крепежной конструкции 102, так, чтобы сформировать так называемые завороты 101а борта.
Антиабразивная полоса 105, изготовленная из эластомерного материала, может быть расположена снаружи каждой конструкции 103 борта.
Брекерная конструкция 106, содержащая один или несколько брекерных слоев 106а, 106b, расположенных в наложении друг на друга и на каркасный слой, имеющих металлические или текстильные упрочняющие корды, соединена с каркасной конструкцией. Эти упрочняющие корды могут иметь переплетенную ориентацию относительно направления окружной протяженности шины 100. Термин «окружной» используется для обозначения направления, по существу обращенного к направлению вращения шины. По меньшей мере один упрочняющий слой 106с с нулевым градусом, обычно известный как «лента 0°», который по существу включает в себя множество упрочняющих кордов, как правило, текстильных кордов, покрытых эластомерным материалом и сориентированных в по существу окружном направлении, т.е. формирующих угол в несколько градусом (например, угол от 0° до 6°) относительно экваториальной плоскости шины, может быть нанесен в радиально более наружном положении относительно брекерных слоев 106а, 106b.
Протекторный пояс 109, имеющий эластомерный состав, наносится в радиально более наружном положении относительно брекерной конструкции 106, это же относится к другим полу готовым элементам, формирующим шину 100. Соответствующие боковые стенки 108, имеющие эластомерный состав, также наносятся в более наружном положении относительно оси на боковые поверхности каркасной конструкции, при этом каждая из них простирается от одной из боковых кромок протектора 109 до соответствующей конструкции 103 борта. Протекторный пояс 109 имеет волнистую поверхность 109а, предназначенную для контакта с землей в радиально наружном положении. Окружные пазы, соединенные поперечными выемками с тем, чтобы образовывать множество клиньев разных форм и размеров, распределенные по волнистой поверхности 109а, по существу формируется в этой поверхности 109а, что будет показано плавной линией на Фиг. 9 в целях упрощения.
Слой подложки 111 может быть расположен между брекерной конструкцией 106 и протекторным поясом 109. Полоса, выполненная из эластомерного материала 110, в целом называемая «мини боковой стенкой» может присутствовать в области соединения между боковыми стенками 108 и протекторным поясом 109, эта мини боковая стенка по существу получается путем совместного экструдирования с протекторным поясом 109 и обеспечивает улучшение механического взаимодействия между протекторным поясом 109 и боковыми стенками 108. Предпочтительно, концевой участок боковой стенки 108 непосредственно покрывает боковую кромку протекторного пояса 109.
В случае бескамерных шин, в радиально внутреннем положении относительно каркасного слоя 101 может быть предусмотрен каучуковый слой 112, в целом известный как «прокладка», который обеспечивает требуемую непроницаемость для воздуха, которым накачивается шина.
Жесткость боковой стенки 108 шины может быть повышена путем обеспечения конструкции борта 103 шины упрочняющим слоем 120, в целом известным как «усилительная лента», или дополнительной вставкой в форме полосы. «Усилительная лента» 120 представляет собой упрочняющий слой, намотанный вокруг по существу кольцевой крепежной конструкции 102 и наполнителя 104 борта, так, чтобы по меньшей мере частично окружать их, указанный упрочняющий слой располагается между по меньшей мере одним каркасным слоем 101 и конструкцией 103 борта. «Усилительная лента», как правило, контактирует с указанным по меньшей мере одним каркасным слоем 101 и указанной конструкцией 103 борта. «Усилительная лента» 120, как правило, содержит множество металлических или текстильных кордов (например, выполненных из арамида или вискозы), встроенных в эластомерный материал с поперечными связями.
Конструкция 103 борта шины может содержать дополнительный защитный слой, который в целом называется «бортовая лента» 121 или защитная полоса, и которая служит для увеличения жесткости и целостности конструкции 103 борта. «Бортовая лента» 121, как правило, содержит множество кордов, встроенных в эластомерный материал с поперечными связями. Корды, как правило, изготавливаются из текстильного материала (например, арамида или вискозы) или металлического материала (например, стальные корды).
Вышеуказанные компоненты 100 шины получаются на одном или нескольких формовочных барабанах, перемещая указанные барабаны между различными станциями для распределения удлиненных элементов, на каждой из которых специальные устройства накладывают вышеупомянутые удлиненные элементы на барабан/барабаны.
Установка 1, показанная схематично в целом на прилагаемой Фиг. 1, содержит линию 2 сборки каркаса, на которой формовочные барабаны 3 перемещаются между различными станциями 4 для распределения удлиненных элементов, заранее расположенных на них, для формирования, на каждом формовочном барабане 3, муфты каркаса, содержащей слои 101 каркаса, прокладку 112, кольцевые крепежные конструкции 102, «усилительные ленты» 120, «бортовые ленты» 121 и возможно по меньшей мере одну часть боковых стенок 108.
Одновременно, на линии для сборки наружных муфт 5, один или несколько формовочных барабанов 6 последовательно перемещаются между разными рабочими станциями 7, предварительно расположенными так, чтобы формировать на каждом вспомогательном барабане 6 наружную муфту, содержащую по меньшей мере одну брекерную конструкцию 106, протекторный пояс 109 и анти абразивные полосы 105, и возможно по меньшей мере одну часть боковых стенок 108.
Дополнительно, система 1 содержит станцию 8 сборки, на которой наружная муфта соединяется с каркасной муфтой, для образования собранной невулканизированной шины 100.
Собранные невулканизированные шины 100 в конечном счете транспортируются в по меньшей мере один блок 9 для придания формы, формования и отверждения.
По меньшей мере одна из распределительных станций 4 и рабочих станций 7 имеет такую конфигурацию, чтобы обрезать по размеру пары удлиненных элементов 10а, 10b, каждый из которых содержит эластомерный материал, для наматывания их вокруг одного из формовочных барабанов 3, 6, укладки их на поверхность 3а, 6а, радиально простирающуюся до указанного формовочного барабана 3, 6, пока последний вращается вокруг своей оси вращения «Х-Х» для соединения переднего конца «Н» каждого из указанных удлиненных элементов 10а, 10b, обрезанных по размеру, с задним концом этого же удлиненного элемента 10а, 10b.
Фиг. 2 и 3 изображают рабочую станцию 7, предназначенную для распределения и укладки параллельно на формовочный барабан 6 первого удлиненного элемента 10а и второго удлиненного элемента 10b, предназначенных для формирования, например, боковых стенок 108.
В показанном не ограничивающем воплощении, рабочая станция 7 ограничивает первый и второй пути потока, параллельные друг другу. Первый путь потока оборудован первым распределительным устройством 11а и первым конвейером 12а. Второй путь потока оборудован вторым распределительным устройством 11b и вторым конвейером 12b (Фиг. 3).
В следующем описании ссылка будет сделана на элементы лишь одного из двух путей, другой путь симметричный.
Распределительное устройство 11а, 11b было схематично представлено на прилагаемых Фиг. и может содержать держатель бобины (не показано), который принимает, намотанный на бобину, один из непрерывных удлиненных элементов 10а, 10b (предназначенный для формирования, после разматывания и обрезки по размеру, одной из двух боковых стенок 108).
Конвейера 12а, 12b содержит конвейерную ленту 13, намотанную вокруг пары шкивов 14, по меньшей мере один из которых присоединен к ведущему мотору 15. Верхняя ветвь 16 конвейерной ленты 13 предназначена для приема, поддержания и продвижения одного из удлиненных элементов 10а, 10b, выходящего с соответствующего распределительного устройства 11а, 11b. Опорная поверхность конвейерной ленты 13 выполнена из эластомерного материала так, чтобы создавать силу трения относительно удлиненного элемента 10а, 10b, которая предотвращает нежелательное его боковое и продольное перемещение (по отношению к указанной опорной поверхности).
Первый конец 13а конвейерной ленты 13 обращен по направлению к распределительному устройству 11а, 11b и второй конец 13b указанной конвейерной ленты 13, противоположный первому, обращен к формовочному барабану 6.
Рабочая станция 7 дополнительно содержит режущий блок 17, расположенный перед конвейером 12а, 12b и вблизи второго конца 13b конвейера 13. Режущий блок 17 содержит режущее лезвие 18 и контр-лезвие 19. Контр-лезвие 19 образовано основанием, оборудованным вырезом 19а и предназначенным для приема в упор удлиненного элемента 10а, 10b в ходе отрезания. Режущее лезвие 18 расположено над контр-лезвием 19. Конец режущего лезвия 18 имеет такую конфигурацию, чтобы зацепляться в вырез 19а и поперечно разрезать удлиненный элемент 10а, 10b. Контр-лезвие 19 способно перемещаться между поднятым положением, в котором оно поддерживает удлиненный элемент 10а, 10b, пока лезвие 18 осуществляет резание, и нижним положением, в котором оно остается отдаленным от соответствующего удлиненного элемента 10а, 10b.
Перед режущим блоком 17 расположен блок 20 опорных роликов, и на переднем конце 20а блока 20 опорных роликов расположен прижимной элемент 21, оборудованный прижимными роликами 21а. Блок 20 опорных роликов поддерживает удлиненный элемент 10а, 10b, обрезанный по размеру в ходе его наматывания на формовочный барабан 6. Прижимной элемент 21 прижимает удлиненный элемент 10а, 10b к наружной поверхности 6 в ходе его наматывания благодаря вращению формовочного барабана 6 вокруг своей оси вращения «Х-Х».
Над контр-лезвием 19 расположен удерживающий элемент 22, приводимый в действие, например, пневматическим цилиндром 23. Удерживающий элемент 22 способен перемещаться между положением, удаленным от контр-лезвия 19, и приближенным положением, в котором он прижимает и удерживает удлиненный элемент 10а, 10b у контр-лезвия 19 в ходе осуществления резания.
Вблизи переднего конца 20а блока 20 опорных роликов расположено устройство обнаружения 24, которое содержит отражающую поверхность 25, расположенную на блоке 20 опорных роликов, и фотоэлемент 26, расположенный над блоком 20 опорных роликов и направленный к отражающей поверхности 25.
Рабочая станция 7 дополнительно содержит первое и второе устройства для бокового выравнивания 27а, 27b, каждое из которых расположено перед соответствующим конвейером 12а, 12b и вблизи первого конца 13а конвейерной ленты 13. Каждое устройство для бокового выравнивания 27а, 27b имеет такую конфигурацию, чтобы направлять соответствующий удлиненный элемент 10а, 10b по направлению к конвейеру 12а, 12b так, чтобы он сохранял свое поперечное заданное положение (относительно направления подачи «Fd» указанного соответствующего удлиненного элемента 10а, 10b).
Устройство для бокового выравнивания 27а, 27b содержит неподвижную опорную раму 28, представленную схематично (например, объединенную с рамой конвейера 12 и/или опирающуюся на землю). Опорная рама 28 имеет первое боковое плечо 28а и второе боковое плечо 28b. На опорной раме 28 установлена опорные ролики 29, 30, способные свободно вращаться (вхолостую) вокруг соответствующих осей вращения «Y-Y», «Z-Z».
Не все оси вращения «Y-Y», «Z-Z» опорных роликов 29, 30 лежат в одной плоскости, но они могут образовывать изогнутую поверхность. Каждый из опорных роликов 29, 30 шарнирно закреплен на боковых плечах 28а, 28b указанной опорной рамы 28. Опорные ролики 29, 30 имеют соответствующие участки своей радиально наружной поверхности, на которые должны опираться нижние поверхности удлиненных элементов 10а, 10b, и, таким образом, образуют поверхности для поддержания указанных удлиненных элементов 10а, 10b. В показанном воплощении эти поверхности являются по существу изогнутыми и выпуклыми. Каждая изогнутая поверхность описывает арку около в 90°.
Опорные ролики 29, 30 поделены на две группы. Первая группа или первое множество опорных роликов 29 имеет оси вращения «Y-Y», параллельные друг другу и параллельные горизонтальной плоскости «Р». Вторая группа или второе множество опорных роликов 30 имеет оси вращения «Z-Z», наклоненные по отношению к горизонтальной плоскости «Р», и также наклоненные относительно осей вращения «Y-Y» первой группы опорных роликов 29. Таким образом, ролики 30 второй группы образуют наклонную часть опорной поверхности.
Каждый опорный ролик 29, 30 содержит вал 31, простирающийся вдоль соответствующей оси вращения «Y-Y», «Z-Z», и множество кольцевых элементов 32, коаксиальных валу 31 и приближенных по оси (Фиг. 4, 6, 6А). Указанные кольцевые элементы 32 способны свободно вращаться на валу 31 независимо друг от друга. На виде сбоку в вертикальной проекции с Фиг. 5 концы валов 31 расположены на круглой арке.
Каждый опорный ролик 29, 30 относится к всенаправленному типу. Каждый из кольцевых элементов 32 поддерживает множество роликов 33, приближенных друг к другу вдоль окружной протяженности соответствующего кольцевого элемента 32, и каждый из которых способен свободно вращаться вокруг соответствующей оси, перпендикулярной оси вращения «Y-Y», «Z-Z» (Фиг. 6А).
Устройство для бокового выравнивания 27а, 27b сориентировано в пространстве так, чтобы удлиненный элемент 10а, 10b входил через вход «IN» указанного устройства для бокового выравнивания 27а, 27b снизу вверх, и выходил горизонтально из выхода «OUT» этого же устройства 27а, 27b для бокового выравнивания. Выход «OUT» выровнен с последующим конвейером 12а, 12b. Первая группа опорных роликов 29 расположена на входе «IN». Вторая группа опорных роликов 30 расположена на выходе «OUT».
Устройства 27а, 27b для бокового выравнивания содержат боковую упорную направляющую 34, помещенную на соответствующую сторону по меньшей мере одного участка соответствующего пути подачи, на котором установлено указанное устройство 27а, 27b для бокового выравнивания. Боковая упорная направляющая 34 образована неподвижной стенкой (которая не перемещается в направлении подачи «Fd»). Согласно одному варианту воплощения (не показано), боковая упорная направляющая 34 содержит, вместо неподвижной стенки, множество роликов в форме свечей, расположенных последовательно вдоль участка пути подачи.
Как видно на Фиг. 4, такая боковая упорная направляющая 34 помещается на сторону соответствующего пути потока, по направлению к которой наклонены опорные ролики 30 второй группы. Другими словами, участок опорной поверхности, образованный опорными роликами 30 второй группы, наклонен по направлению к боковой упорной направляющей 34. В показанном не ограничивающем воплощении, ось вращения «Z-Z» опорных роликов 30 второй группы ограничивает угол наклона «α» относительно горизонтальной плоскости «Р», составляющий от около 5° до около 10°. Такой угол наклона «α» может даже не быть одинаковым для всех роликов 30 второй группы.
Регулировочные приспособления 35 позволяют регулировать указанный угол наклона «α». Регулировочные приспособления 35 содержат регулировочные направляющие, при работе зацепляющие с концами 31а валов 31, противоположные тем конца, которые расположены вблизи боковой упорной направляющей 34. В показанном примере (Фиг. 4-4А), каждая из регулировочных направляющих 35 содержит пластину 36, внутри которой выполнено отверстие 37, в которое помещается конец 31а одного из валов 31. Дополнительно, пластина 36 имеет паз 38, который пересекается блокировочным винтом 39 для того, чтобы прикрепить ее к раме 28. Перемещение пластины 36 относительно винта 39 (путем скольжения винта 39 в пазу и затем его блокировки) позволяет изменить наклон соответствующего вала 31. Изменение угла наклона позволяет изменить давление, оказываемое удлиненным элементом 10а, 10b на соответствующую боковую упорную направляющую 34.
В показанном воплощении, два устройства для бокового выравнивания 27а, 27b, установленные на двух параллельных путях подачи, имеют осевую внутреннюю и ближнюю боковую упорную направляющую 34 (как видно на Фиг. 3 и 4, обе боковых упорных направляющих 34 лежат между двух путем подачи), и ролики 30 каждого из устройств 27а, 27b наклонены по направлению к роликам другого из устройств.
Блок управления «CU» оперативно соединен с различными блоками обоих путей подачи рабочей станции 7, таким образом, управляя ими и, в частности, с ведущим мотором 15, режущим лезвием 18 и контр-лезвием 19 режущего блока 17, устройством обнаружения 24, пневматическим цилиндром 23 удерживающего элемента 22, прижимным элементом 21, распределительным устройством 11а, 11b, мотором (не показано), который приводит формовочный барабан 6 во вращение.
Настоящее изобретение также относится к способу для направления удлиненного элемента в процессе сборки шин для колес транспортных средств.
При использовании и в соответствии с способом в соответствии с настоящим изобретением, в начале цикла, каждый из двух удлиненных элементов 10а, 10b, выходящий из соответствующего распределительного устройства 11а, 11b лежит в упоре на опорных роликах 29, 30 соответствующего устройства 27а, 27b для бокового выравнивания, и на соответствующей конвейерной ленте 13. Конвейерная лента 13 неподвижна. Поверхность конвейерной ленты 13 такова, чтобы благодаря трению удлиненный элемент 10а, 10b оставался закрепленным на указанной конвейерной ленте 13 без скольжения.
Передние концы «Н» удлиненных элементов 10а, 10b опираются на вышеуказанную конвейерную ленту 13. Как видно на Фиг. 7А, благодаря эластичным/пластичным свойствам удлиненных элементов 10а, 10b и натяжениям, которым они подвергаются перед конвейерными лентами 13 (например, из-за операций по вытяжению и/или намотке), указанные передние концы «Н» как правило лежат в разных продольных положениях, т.е. они не выровнены между собой.
Более точно, после отрезания и в течение периода времени между одной операцией по намотке и следующей (как правило, несколько минут), удлиненные элементы 10а, 10b, все еще расположенные на конвейерах 13, и которые надлежит обрезать и намотать впоследствии, стремятся восстановить свою длину благодаря натяжениям внутри материала. Это вызывает то, что два передних конца «Н» двух удлиненных элементов 10а, 10b больше не выровнены между собой.
В начале цикла блок управления «CU» независимо контролирует ведущие моторы 15 конвейерных лент 13 так, чтобы ленты продвигались до тех пор, пока не приведут передние концы «Н» каждого удлиненного элемента 10а, 10b к переднему концу 20а соответствующего блока 20 опорных роликов. Когда один из передних концов «Н» достигает указанного переднего конца 20а и покрывает отражающую поверхность 25, соответствующий фотоэлемент 26 обнаруживает его присутствие и останавливает соответствующий мотор 15 (независимо от другого мотора 15). Таким образом, передние концы «Н» выравниваются друг с другом (относительно линии, параллельной оси вращения «Х-Х» формовочного барабана 6) на соответствующих передних концах 20а (Фиг. 7В).
Таким образом конвейерные ленты 13 одновременно продвигаются до тех пор, пока они не приведут указанный передний конец «Н» к формовочному барабану 6, где прижимной элемент 21 вынуждает их пристать к радиально наружной поверхности 6а, пока барабан 6 все еще неподвижен (Фиг. 7С).
После этого, формовочный барабан 6 приводится во вращения одновременно с перемещением конвейерных лент 13 для частичной намотки (около на 7/8 оборота) удлиненного элемента 10а, 10b вокруг указанного формовочного барабана 6, и обеспечения участка определенной длины (по существу, соответствующего окружной протяженности радиально наружной поверхности 6а формовочного барабана 6) каждого из удлиненных элементов 10а, 10b после соответствующего режущего блока 17 (Фиг. 7D).
Формовочный барабан 6 и конвейерные ленты 13 после этого останавливаются, и блок управления «CU» приводит в действие пневматический цилиндр 23 удерживающего элемента 22 так, чтобы привести его к удлиненному элементу 10а, 10b для его удерживания. Режущие устройства 17 вырезают два отрезка (Фиг. 7Е) по размеру.
После завершения резания, удерживающие элементы 22 освобождают соответствующие первый и второй удлиненные элементы 10а, 10b, и формовочный барабан 6 вновь приводится во вращение до тех пор, пока он не завершит намотку ранее вырезанных двух отрезков и не соединит передние концы «Н» с соответствующим задним концом (Фиг. 7F). С этой целью для создания соединения прижимные элементы 21 повышают давление тяги и, предпочтительно, блок управления «CU» приводит формовочный барабан 6 в чередующееся вращательное (колебательное) движение вокруг положения соединения.
Удлиненные элементы 10а, 10b, расположенные перед отрезками, проходящими укладку, которые остаются на конвейерах 12а, 12b, частично отводятся до тех пор, пока их передние участки «Н» не достигнут вторых концов 13b конвейерных лент 13 так, чтобы предотвратить их свисающее выступание и сжатие, когда контр-лезвие 19 опускается после каждого отрезания. Эти передние концы «Н» стремятся к нарушению выравнивания, что приводит к повторению ситуации, показанной на Фиг. 7А, и цикл необходимо повторить заново.
В ходе этапов продвижения, удлиненные элементы 10а, 10b скользят на опорных роликах 29, 30 соответствующего устройства 27а, 27b для бокового выравнивания в направлении подачи «Fd». В частности, именно удлиненные элементы 10а, 10b, приводимые в действие конвейерными лентами 13, приводят кольцевые элементы 32 в холостое вращение на валах 31.
Пока удлиненные элементы 10а, 10b скользят на опорных роликах 30 соответствующих вторых групп (с наклонными осями вращения «Z-Z»), их вес вынуждает их продольные кромки «В» опираться на боковые упорные направляющие 34 (Фиг. 3 и 4), таким образом, фиксируя точное поперечное положение, которое сохраняется на конвейерных лентах 13 и на формовочном барабане 6. Поскольку они относятся к всенаправленному типу, опорные ролики 29, 30 следует (не препятствуют) за поперечным движением удлиненных элементов 10а, 10b, и постоянным упором их продольных кромок «В» на соответствующую боковую упорную направляющую 34. Участки удлиненных элементов 10а, 10b, проходящие по опорных роликам 30 второй группы, наклонены вбок по направлению к соответствующим боковым упорным направляющим 34. Вышеуказанный угол наклона «α» также ограничен между линией хорды каждого профиля поперечного сечения указанного участка удлиненного элемента и горизонтальной плоскостью «Р».
Таким образом, первый удлиненный элемент 10а и второй удлиненный элемент 10b наматываются на противоположные участки, относительно явно определенной центральной плоскости «W», формовочного барана 6 с точным поперечным положением.
Непрерывный упор продольных кромок «В» удлиненных элементов 10а, 10b на соответствующие боковые упорные направляющие 34 также сохраняется на этапах отведения удлиненных элементов 10а, 10b, выполняемых после каждого отрезания.
Реферат
Настоящее изобретение относится к способу получения шин для колес транспортных средств. Техническим результатом является улучшение приспосабливаемости и повышение эффективности способа получения шин при автоматически повторяемом и постоянном производстве. Технический результат достигается способом получения шин для колес транспортных средств, который включает продвижение первого удлиненного элемента (10а) и второго удлиненного элемента (10b) вдоль соответствующих путей подачи. При этом первый и второй удлиненные элементы (10а, 10b) продольно проходят вдоль указанных соответствующих путей. Наматывание первого удлиненного элемента (10а) и второго удлиненного элемента (10b) на противоположные участки - противоположные относительно осевой центральной плоскости - формовочного барабана. При этом продвижение включает боковой наклон участка первого удлиненного элемента (10а) до тех пор, пока соответствующая продольная кромка (В) участка первого удлиненного элемента (10а) не упрется под действием силы тяжести в соответствующую боковую упорную направляющую (34). Боковой наклон участка второго удлиненного элемента (10b) до тех пор, пока соответствующая продольная кромка (34) участка второго удлиненного элемента (10b) не упрется под действием силы тяжести в соответствующую боковую упорную направляющую. 2 н. и 21 з.п. ф-лы, 15 ил.
Комментарии