Способ наложения отдельных слоев на наружный периметр барабана - SU1517754A3
Код документа: SU1517754A3
Чертежи

Описание
Изобретение относится к шинной промышпенности и может быть использовано при сборке покрьш1ек на сборочном барабане при наложении слоев каркаса, протектора и т.п.
Цель изобретения - автоматизация процесса при обеспечении высокого качества.
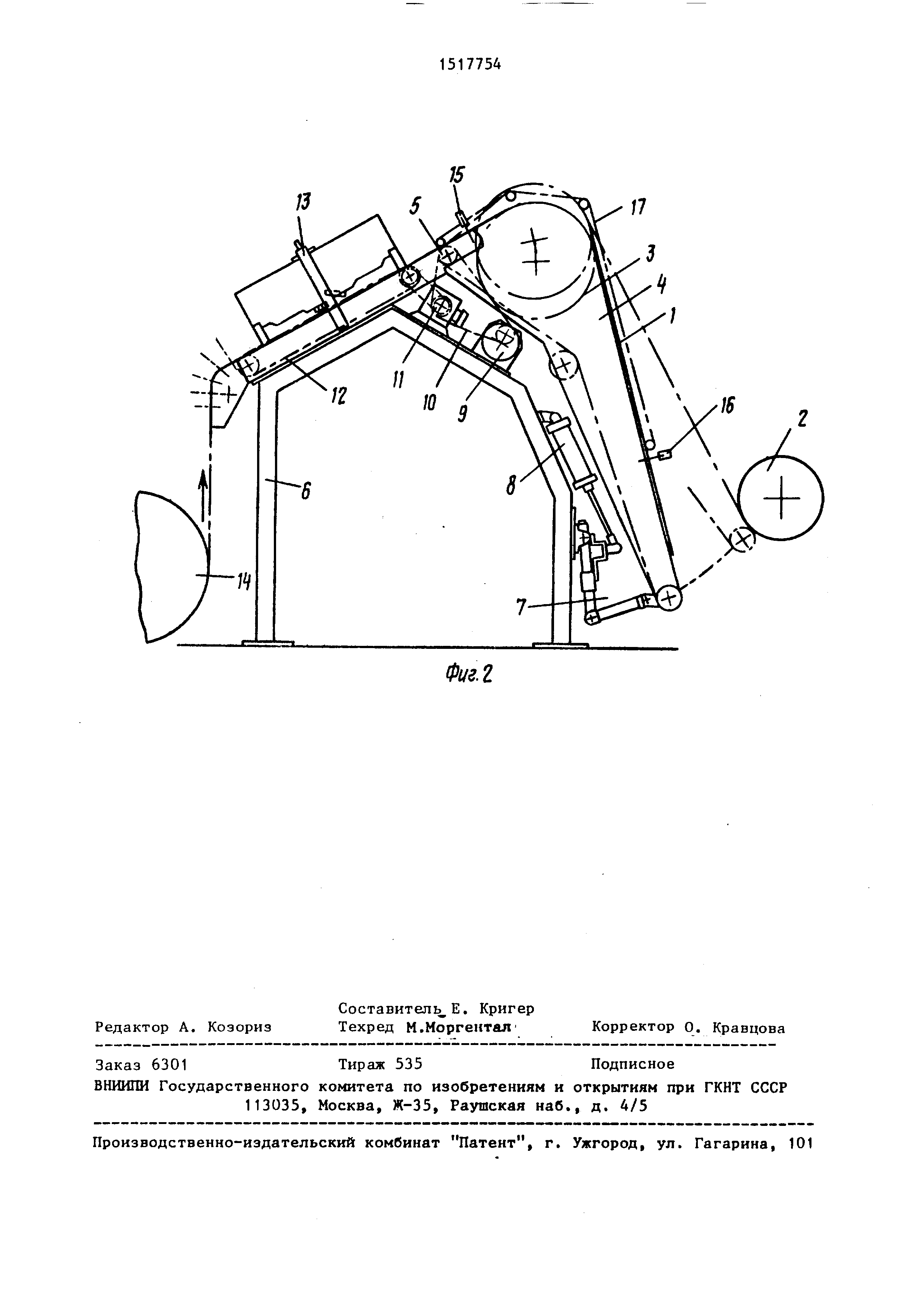
На фиг. 1 изображена подающая слои на сборочный барабан лента; на фиг. 2 - устройство для наложения слоев.
Способ наложения отдельных слоев осуществляют следующим образом.
Вначале отмеряют различной длины отдельные слои 1, соответствующие длинам окружности сборочного барабана 2. Слои отрезают длиной 1, не превьшгающей заданную. Перед наложением фактическая длина слоя 1 определяется и вводится в вычислительное устройство, где сравнивается с окружностью барабана 2, т.е. осуществляют контроль соответствия длины 1 слоев 1 длине окружности барабана . Слои 1 подают к сборочному барабану 2 с помощью подающей ленты 3 с индивидуальным приводом. Сборочный барабан 2 имеет также индивидуальный привод. Оба привода управляются , при этом окружные скорости задающей окружности соответствуют соотношению между фактической и заданной величинами длины слоя 1. При контроле соответствия длины 1 слоя 1 длине окружности барабана 2 может быть отклонение длины 1 слоя 1 от длины окружности барабана 2. В этом случае сборочный барабан 2 н.зчинают вращать с большей скоростью по относд
ел
04
шетпо к скорости перемещения подающей ленты 3 на величину отклонения длины слоя 1 -от длины окружности барабана 2. Место начала наложения слоя 1 на сборочном барабане 2 в эт случае будет соответствовать месту конца слоя 1. В этом случае достигается стыковка начала и конца слоя 1 за счет его растягивания, образуется кольцевая заготовка пневматической шины. В том случае, если фактическая длина слоя 1 больше заданной длины, слой 1 при наложении на барабан 2 обжимается.
Б том случае, когда фактическая и заданная величины длин совпадают, Соотношение скоростей подающей ленты 3 и барабана 2 поддерживают одинаковыми .
После наложения на барабан 2 первого слоя осуществляют наложение следующего слоя с учетом увеличенного диаметра барабана 2. Учет изме- }1я1ощейся окружности барабана 2 не производят, если на барабане 2 регулируется угловая скорость.
Подаюп1ая лента 3 может быть смонтирована на коромысле 4, которое посредством оси 5 смонтировано на станине 6 и посредством системы рычагов 7, управляемых пневмоцплиндром 8, подводится к cбopoчнo ry барабану
2.Последний может регулироваться на разные наружные диаметры. Подающая лепта 3 приводится от иидивидуаль- ного привода в виде электродвигателя 9 постоянного тока, через зубча- тьц ремень 10,-который связан с пр.и- водпым роликом подающей ленты 3.
С электродвигателем 9 кинематически связан привод 1 1, которы приводит в действие режущую ленту 12 с установленным на ней режущим приспособлением 13 для разрезания слоев, по- даваемьк с рулона 14.
Для определения длины слоя 1 предназначен фотоэлемент 15, установленный в начале подающей ленты 3. Фотоэлемент 15 при прохождении начала подающей ленты 3, которое является началом первого слоя, включает в действие счетчик (не показан), котор считает импульсы импульсного датчика связанного с электродвигателем 9. Независимо от скорости подающей ленты 3 каждый принятый импульс соответствует определенной подаче ленты
3.Если установлено предварительное
0
5
5
0
число импульсов согласно длине 1 слоя 1, подающая лента 3 и режущая лента 12 останавливаются и приводится в действие режущее приспособление 13 для отрезки слоя 1. Затем подающая лента 3 перемещает отрезанный слой 1 настолько, чтобы начало подающей ленты 3 дошло посредством системы рычагов 7 до сборочного барабана 2. Это положение регулируется и включается другим фотоэлементом 16, установленным над подающей лентой 31
Для определе1шя фактической длины слоя 1 одновременно со счетчиком включается еще один дополнительный счетчик импульсов (не показан), который отключается при прохожде1ши конда слоя 1 у фотоэлемента 15. По- 0 лученное от этого счетчика число импульсов пропорционально фактической длине слоя. Для лучщего прилегания слоя 1 к подающей ленте 3 установлена вращающаяся бандажная лента 17.
После достижения слоем 1 своего положения определяют расчетное соотношение скоростей барабана 2 и подающей ленты 3 и передают эти данные на приводы. Слой 1 накладывается. Более высокая точность наложения достигается на основе полученных фактических значений скорости подающей ленты 3 и барабана 2 в начале наложения. Для этого сравниваются между собой импульсы от электродвигателя 9 и соединенного с валом барабана 2 импульсного датчика. Регулирование синхронности работы приводов поддерживает частоту, повторения импульсов обеих сторон на одном уровне.
Для повышения точности используют редукторный двигатель с дисковым ротором
Для удержания слоев 1 с металлическими нитями под подающей лентой 3 или барабаном 2 устанавливают магниты .
Предложенный способ позволяет автоматизировать процесс наложения слоев на барабан.
5
0
5
0
Формула изобретения
1. Способ наложения отдельных слоев на наружньй периметр барабана для сбор1си заготовок пневматических шин, при котором вначале отмеряют различной длины отдельные слои, соответ51
ствующие длинам окружности барабана, подают их к барабану, прижимают передний по ходу подачи конец слоя к барабану, осуществляют контроль со- ответствия длины слоя длине окружности барабана и при отклонении ее от последней приводят во вращение барабан , при его вращении осуществляют наложение слоя и стыкуют кромки с образованием кольцевой заготовки пневматической щины, отличающийся тем, что, с целью автоматизации процесса-при обеспечении высокого качества, слои подают к ба- рабану с помощью подающей ленты с ивдивидуальным приводом, а изменение
длины слоя при отклонении от его длины окружности барабана осуществляют путем изменения скорости вращения барабана по отношению к скорости перемещения.
2,Способ по п. 1, отличающийся тем, что, с целью корректирования соотношения скоростей вращения барабана и подающей ленты, перед наложением отдельных слоев определяют фактические скорости вращения барабана и подающей ленты.
3.Способ по п. 1, отличающийся тем, что слои отрезают длиной, не превышакяцей заданную.


Реферат
Изобретение относится к шинной промышленности и может быть использовано при сборке покрышек на сборочном барабане при наложении слоев каркаса, протектора и т.п. Цель изобретения - автоматизация процесса при обеспечении высокого качества. Для этого слои направляют к барабану с помощью подающей ленты с индивидуальным приводом. Изменение длины слоя при отклонении его от длины окружности барабана осуществляют путем изменения скорости вращения барабана по отношению к скорости перемещения подающей ленты. Перед наложением отдельных слоев определяют фактические скорости вращения барабана и подающей ленты. Длина отрезаемых слоев не превышает заданной. 2 з.п. ф-лы, 2 ил.
Формула
Комментарии