Устройство для изготовления предварительно собранной заготовки для шины - RU2479430C2
Код документа: RU2479430C2
Чертежи



Описание
Предпосылки создания изобретения
Изобретение имеет отношение к устройству для изготовления предварительно собранной заготовки для шины (покрышки), содержащему сборочный барабан, предназначенный для размещения предварительно собранной заготовки, валик для исходного материала внутреннего слоя, предназначенный для размещения внутреннего слоя, валик для исходного материала первой боковины, предназначенный для размещения первой боковины, и валик для исходного материала второй боковины, предназначенный для размещения второй боковины, узел сращивания, предназначенный для соединения друг с другом внутреннего слоя и боковин в предварительно собранную заготовку, в которой первая и вторая боковины расположены соответственно с одной и другой сторон внутреннего слоя, причем узел сращивания содержит режущее устройство, предназначенное для отрезания предварительно собранной заготовки нужной длины, и подающий транспортер, предназначенный для подачи отрезанной предварительно собранной заготовки на сборочный барабан.
Среди прочих такое устройство для изготовления предварительно собранной заготовки для шины известно из EP-A2-0744278. В упомянутом устройстве отрезают предварительно собранную заготовку длиной, соответствующей длине окружности сборочного барабана, при этом необходимо, чтобы передняя кромка отрезанной предварительно собранной заготовки и задняя кромка отрезанной предварительно собранной заготовки были плотно соединены друг с другом встык, без зазора или нахлеста, для образования надлежащего соединения между ними. Поскольку внутренний слой и боковины выполнены из различных материалов и из-за того, что при намотке этих материалов на валики для исходного материала в них возникают разные напряжения, после отрезания материала часто возникают отклонения от заданной длины. В результате на сборочном барабане передняя и задняя кромки отрезанной предварительно собранной заготовки часто расположены на различных расстояниях друг от друга. При этом оператор вручную обеспечивает правильность соединения передней и задней кромок встык друг с другом. Упомянутая ручная коррекция требует не только затрат времени, но при этом также невозможно получить воспроизводимые результаты.
Сущность изобретения
Целью изобретения является создание устройства для изготовления предварительно собранной заготовки для шины, при использовании которого больше нет необходимости в ручной коррекции, что приводит к сокращению времени, необходимого для изготовления шины, и в результате достигается более высокая воспроизводимость результатов при изготовлении шины. Для достижения этой цели, в соответствии с изобретением, устройство, упомянутое в преамбуле, дополнительно отличается тем, что снабжено средством измерения первой боковины, предназначенным для измерения длины первой боковины отрезанной предварительно собранной заготовки и для генерирования сигнала измерения первой боковины, показывающего измеренную длину первой боковины, средством измерения второй боковины, предназначенным для измерения длины второй боковины отрезанной предварительно собранной заготовки и для генерирования сигнала измерения второй боковины, показывающего измеренную длину второй боковины, и средством измерения внутреннего слоя, предназначенным для измерения длины внутреннего слоя отрезанной предварительно собранной заготовки и для генерирования сигнала измерения внутреннего слоя, показывающего измеренную длину внутреннего слоя. Так как устройство для изготовления предварительно собранной заготовки для шины снабжено средством измерения первой боковины, средством измерения второй боковины и средством измерения внутреннего слоя, могут быть измерены различия в длинах боковин и внутреннего слоя, в результате чего коррекция этих различий в длине может быть выполнена более точно и воспроизводимо. В одном из вариантов осуществления настоящего изобретения устройство, кроме того, содержит узел коррекции, предназначенный для корректировки различий в длине на основании сигнала измерения первой боковины, сигнала измерения второй боковины и/или сигнала измерения внутреннего слоя.
В одном из вариантов исполнения устройства по настоящему изобретению узел коррекции также содержит прижимной валик, предназначенный для прижимания отрезанной предварительно собранной заготовки к сборочному барабану, причем прижимной валик содержит не вращающуюся ось, простирающуюся в продольном направлении прижимного валика, множество разнесенных на одинаковое расстояние друг от друга круговых дисков, расположенных на оси, причем каждый диск содержит внутреннюю часть, которая установлена на оси так, чтобы обеспечить возможность скольжения каждого диска по отдельности, в радиальном направлении относительно сборочного барабана, и внешнее кольцо, окружающее внутреннюю часть, которое с возможностью вращения установлено на внутренней части, причем внутренняя часть имеет выборку, длина которой превышает соответствующий ей размер оси, при этом выборка имеет боковые стенки, с возможностью скольжения соприкасающиеся с боковыми стенками оси для перемещения в радиальном направлении относительно сборочного барабана, а ось имеет множество радиальных отверстий, по одному для каждого диска, поршень, который установлен во внутренней части каждого диска с возможностью скольжения в соответствующем радиальном отверстии оси, причем ось имеет каналы, соединенные с соответствующими отверстиями для подачи в них рабочей среды из устройства, создающего давление, так что каждый диск является подвижным в радиальном направлении на оси и в то же время взаимодействует с соответствующим поршнем в соответствующем отверстии, выполненном в оси, а множество дисков включает в себя группу дисков первой боковины для прижимания первой боковины к сборочному барабану, группу дисков второй боковины для прижимания второй боковины к сборочному барабану, и группу дисков внутреннего слоя для прижимания внутреннего слоя к сборочному барабану. Такой прижимной валик сам по себе известен из US-A-6,105,648. Использование упомянутого прижимного валика обеспечивает возможность выполнения коррекции различий в длине автоматически, то есть без ручного вмешательства. В частности, когда устройство, создающее давление, содержит блок управления, предназначенный для подачи, в зависимости от сигнала измерения первой боковины, сигнала измерения второй боковины и/или сигнала измерения внутреннего слоя, нужного давления на нужную группу дисков, возможно выполнение быстрой автоматической коррекции с высокой воспроизводимостью результата. После проведения обширных исследований оказалось, что различие в длине после отрезания может быть скорректировано путем приложения различных давлений к отрезанной предварительно собранной заготовке, когда ее наматывают на сборочный барабан. Если, например, одна из боковин короче, чем внутренний слой, то большее давление, оказываемое прижимным валиком на упомянутую боковину в то время, когда последнюю наматывают на сборочный барабан, обеспечивает растягивание упомянутой боковины. Путем экспериментального сравнения разница давлений, необходимая для определенной коррекции длины, может быть легко определена для различных материалов. Прижимной валик альтернативно может быть выполнен так, что отверстия дисков, принадлежащих к одной группе, объединены в одну общую камеру.
Предельно точная намотка предварительно собранной заготовки, имеющей переднюю кромку и заднюю кромку, на сборочный барабан достигнута в одном из вариантов исполнения устройства по данному изобретению, в котором устройство снабжено первым удерживающим узлом, предназначенным для удерживания передней кромки на сборочном барабане во время намотки предварительно собранной заготовки на сборочный барабан. Оптимальная точность может быть достигнута тогда, когда устройство также снабжено вторым удерживающим узлом, предназначенным для удерживания задней кромки на подающем транспортере во время намотки предварительно собранной заготовки на сборочный барабан. Таким образом, передняя и задняя кромки предварительно собранной заготовки всегда удерживаются в фиксированном положении при намотке на сборочный барабан, в результате чего намотка предварительно собранной заготовки на сборочный барабан выполняется с высокой точностью, так что ручная коррекция различий в длине вряд ли будет необходима или необходимость в ней может совсем исчезнуть. Данный аспект удерживания передней и задней кромок также может быть применен независимо от использования измерительного средства и образует отдельный аспект изобретения.
В одном из вариантов исполнения устройства по настоящему изобретению первый удерживающий узел содержит продолговатый фиксирующий элемент, оконечности которого снабжены магнитами и который между оконечностями имеет поверхность из упругого материала, причем фиксирующий элемент благодаря наличию держателя фиксирующего элемента может быть установлен на сборочный барабан во время вращения сборочного барабана, а благодаря наличию магнитов может быть съемно прикреплен к сборочному барабану, и держатель фиксирующего элемента также выполнен с возможностью снятия фиксирующего элемента со сборочного барабана во время вращения сборочного барабана. Очевидно, что в альтернативном варианте осуществления настоящего изобретения сборочный барабан имеет магниты для прикрепления фиксирующего элемента с возможностью его снятия.
Альтернативно первый удерживающий узел может представлять собой вакуумное приспособление, встроенное в сборочный барабан.
На практике оказалось, что напряжения в материале вызывают незначительные изменения формы материала непосредственно после его резания. Для уменьшения или исключения этих изменений формы в одном из вариантов осуществления настоящего изобретения устройство по изобретению снабжено вакуумным приспособлением, которое установлено снизу по меньшей мере части подающего транспортера, расположенной под режущим устройством и на некотором расстоянии от него в направлении подачи, причем вакуумное приспособление предназначено для удерживания предварительно собранной заготовки на подающем транспортере. Оказалось предпочтительным выполнение подающего транспортера со сквозными отверстиями для того, чтобы вакуум, созданный вакуумным приспособлением, прижимал материал к подающему транспортеру. Предпочтительно это и факультативно другие вакуумные приспособления простираются по всей ширине и длине подающего транспортера.
Для обеспечения минимально возможных или исключения изменений формы материала во время подачи, в частности для предотвращения усадки материала, в одном из вариантов исполнения устройства по настоящему изобретению поверхность подающего транспортера выполнена из материала, прилипающего к материалу предварительно собранной заготовки.
Предпочтительно подающий транспортер содержит первый транспортер, который расположен снизу режущего устройства, и второй транспортер, который расположен между первым транспортером и сборочным барабаном. В результате намотка отрезанной предварительно собранной заготовки на сборочный барабан может быть осуществлена независимо от подачи и отрезания предварительно собранной заготовки, и даже возможно, чтобы сборочный барабан оставался в состоянии непрерывного вращения.
Краткое описание фигур
Сущность изобретения разъясняется с помощью нескольких вариантов осуществления, показанных на прилагаемых фигурах, среди которых:
на Фиг.1 схематически изображен вид в перспективе известного устройства для изготовления предварительно собранной заготовки шины;
на Фиг.2 схематически изображен вид сбоку устройства по изобретению для изготовления предварительно собранной заготовки для шины;
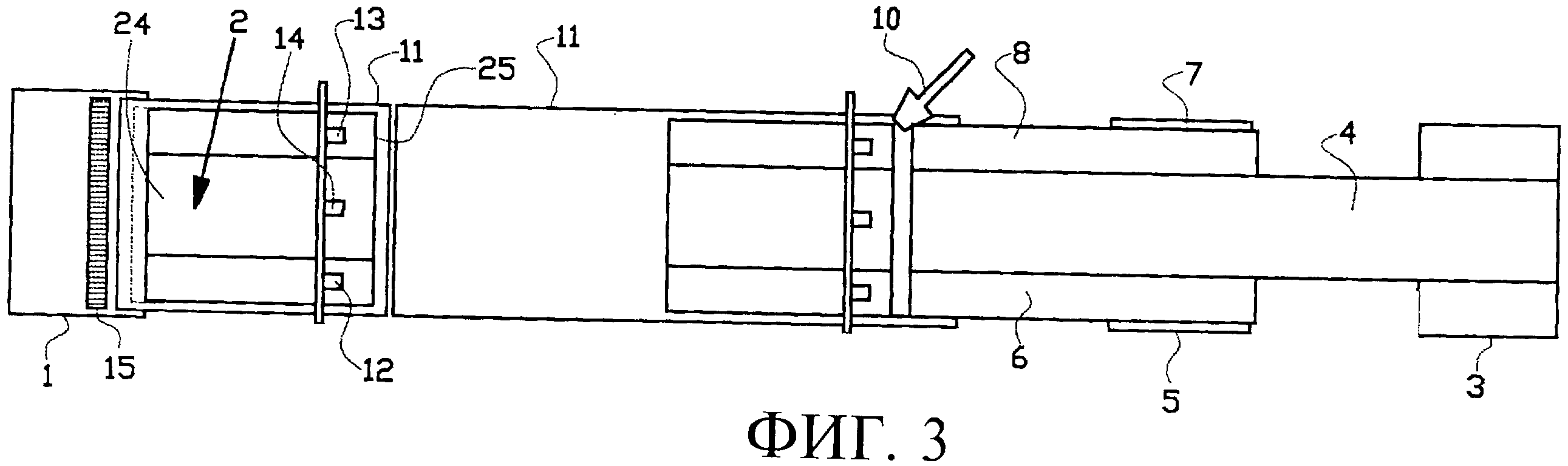
на Фиг.3 изображен вид сверху устройства, изображенного на Фиг.2;
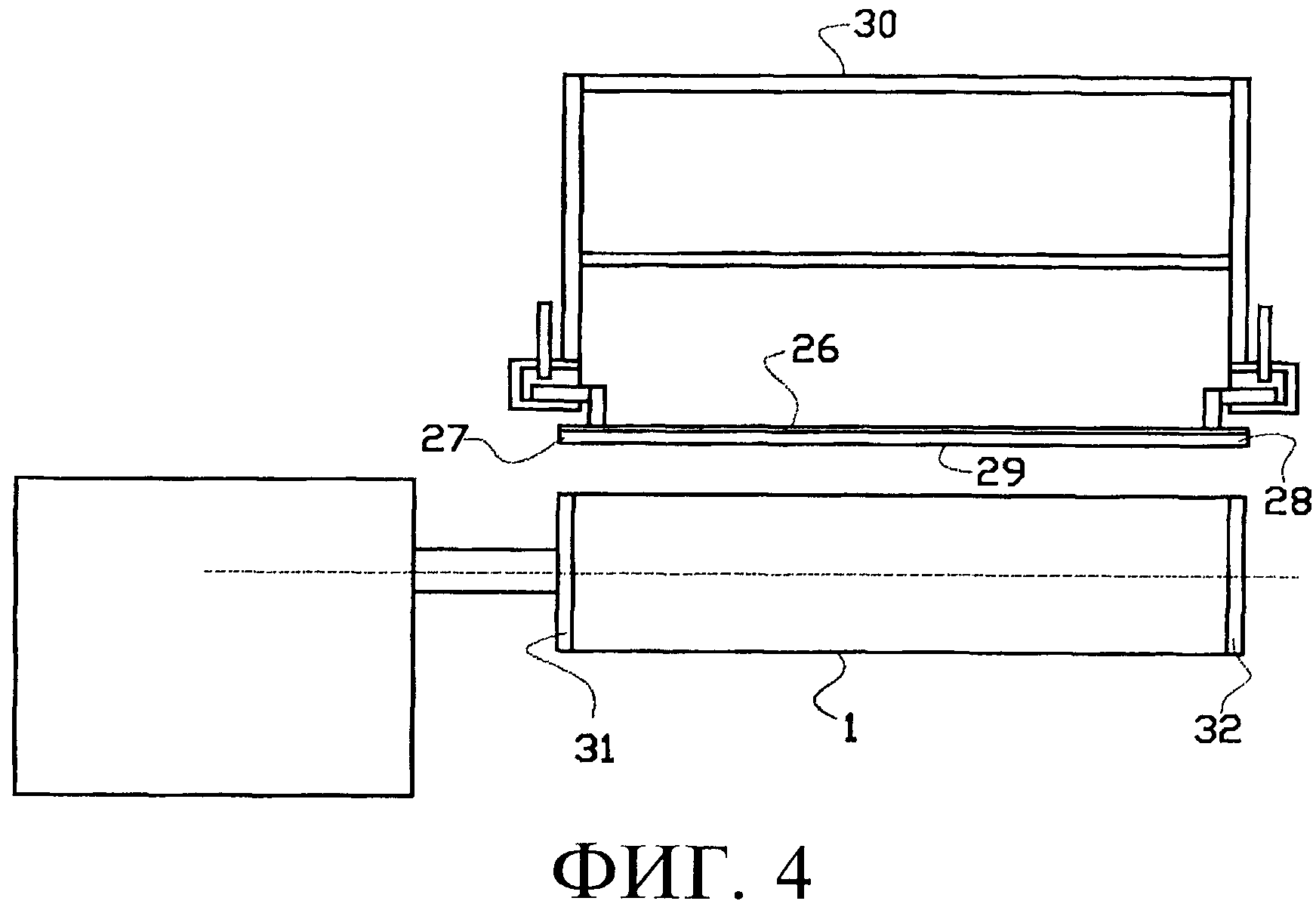
на Фиг.4 схематически изображен вид спереди одного из вариантов исполнения удерживающего узла с держателем фиксирующего элемента и фиксирующим элементом, предназначенного для использования в устройстве по настоящему изобретению;
на Фиг.5А-5Е схематически изображен вид сбоку некоторых положений фиксирующего элемента, изображенного на Фиг.4, на сборочном барабане во время вращения этого сборочного барабана;
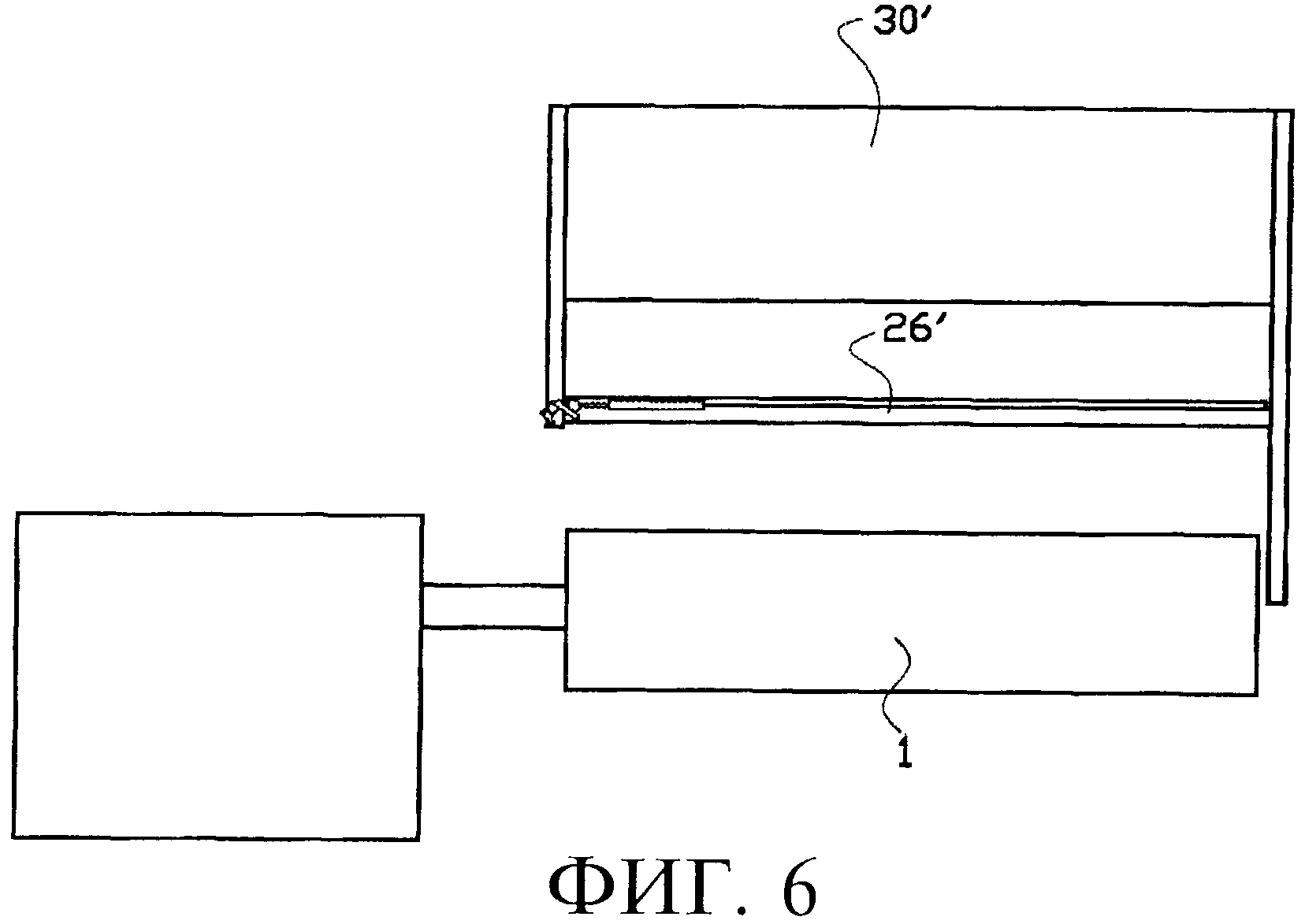
на Фиг.6 схематически изображен вид спереди другого варианта исполнения удерживающего узла с держателем фиксирующего элемента и фиксирующим элементом, предназначенного для использования в устройстве по настоящему изобретению;
на Фиг.7A-7D схематически изображен вид сбоку некоторых положений фиксирующего элемента, изображенного на Фиг.6, на сборочном барабане во время вращения этого сборочного барабана;
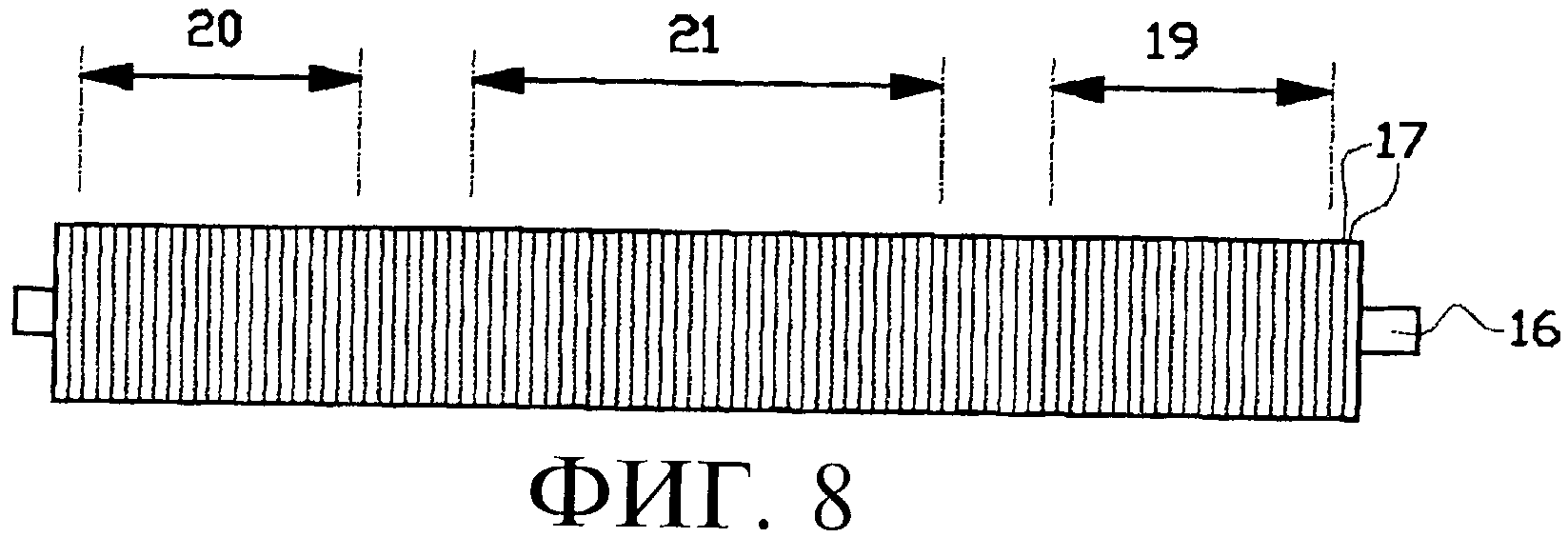
на Фиг.8 схематически изображен вид спереди прижимного валика, предназначенного для использования в устройстве, изображенном на Фиг.2; и
на Фиг.9 схематически изображена ось прижимного валика, изображенного на Фиг.8, с различными зонами.
Подробное описание фигур
На Фиг.1 схематически изображен вид в перспективе устройства для изготовления предварительно собранной заготовки для шины, известного из EP-A2-0744278. Устройство содержит сборочный барабан, предназначенный для размещения предварительно собранной заготовки (2). Упомянутое устройство также содержит валик 3 для исходного материала внутреннего слоя, предназначенный для размещения внутреннего слоя 4. Устройство кроме того содержит валик 5 для исходного материала первой боковины, предназначенный для размещения первой боковины 6, и валик 7 для исходного материала второй боковины, предназначенный для размещения второй боковины 8.
Известное устройство кроме того содержит узел сращивания 9, предназначенный для соединения друг с другом внутреннего слоя 4 и боковин 6, 8 в предварительно собранную заготовку 2, в которой первая и вторая боковины 6, 8 расположены соответственно с одной и другой сторон внутреннего слоя 4. Узел сращивания 9 содержит режущее устройство 10, например, ультразвуковое режущее устройство или режущее устройство с вращающимся ножом, предназначенное для отрезания предварительно собранной заготовки 2 нужной длины, и подающий транспортер 11, предназначенный для подачи отрезанной предварительно собранной заготовки 2 на сборочный барабан 1.
На Фиг.2 схематически изображен вид сбоку, а на Фиг.3 схематически изображен вид сверху устройства по настоящему изобретению для изготовления предварительно собранной заготовки для шины. Устройство по настоящему изобретению снабжено средством измерения 12 первой боковины, предназначенным для измерения длины первой отрезанной боковины 6 отрезанной предварительно собранной заготовки 2 и для генерирования сигнала измерения первой боковины, показывающего измеренную длину первой боковины 6, средством измерения 13 второй боковины, предназначенным для измерения длины второй отрезанной боковины 8 отрезанной предварительно собранной заготовки 2 и для генерирования сигнала измерения второй боковины, показывающего измеренную длину второй боковины 8, и средством измерения 14 внутреннего слоя, предназначенным для измерения длины отрезанного внутреннего слоя 4 отрезанной предварительно собранной заготовки 2 и для генерирования сигнала измерения внутреннего слоя, показывающего измеренную длину внутреннего слоя 4.
Устройство по настоящему изобретению кроме того снабжено прижимным валиком 15 (также изображенным на Фиг.8 и Фиг.9), предназначенным для прижимания отрезанной предварительно собранной заготовки 2 к сборочному барабану 1. Прижимной валик 15, например, описан в US-A-6,105,648 и содержит не вращающуюся ось 16, простирающуюся в продольном направлении прижимного валика 15. Прижимной валик 15 кроме того содержит множество разнесенных на одинаковое расстояние друг от друга круговых дисков, расположенных на оси 16, причем каждый диск 17 содержит внутреннюю часть, которая установлена на оси так, чтобы обеспечить возможность скольжения каждого диска по отдельности, в радиальном направлении относительно сборочного барабана 1. Внешнее кольцо, окружающее внутреннюю часть, с возможностью вращения установлено на внутренней части, причем внутренняя часть имеет выборку, длина которой превышает соответствующий ей размер оси 16, при этом выборка имеет боковые стенки, с возможностью скольжения соприкасающиеся с боковыми стенками оси 16 для перемещения в радиальном направлении относительно сборочного барабана 1. Ось 16 имеет множество радиальных отверстий, по одному для каждого диска 17, поршень, который установлен во внутренней части каждого диска 17 с возможностью скольжения в соответствующем радиальном отверстии оси 16, причем ось 16 имеет каналы 18, соединенные с соответствующими отверстиями для подачи в них рабочей среды из устройства 22, создающего давление, так что каждый диск 17 является подвижным в радиальном направлении на оси 16 и в то же время взаимодействует с соответствующим поршнем в соответствующем отверстии, выполненном в оси 16. В этом варианте осуществления настоящего изобретения множество дисков 17 включает в себя группу 19 дисков первой боковины для прижимания первой боковины 6 к сборочному барабану 1, группу 20 дисков второй боковины для прижимания второй боковины 8 к сборочному барабану 1, и группу дисков 21 внутреннего слоя для прижимания внутреннего слоя 4 к сборочному барабану 1.
Устройство 22, создающее давление, содержит блок 23 управления, предназначенный для подачи, в зависимости от сигнала измерения первой боковины (приходящего с измерительного средства 12), сигнала измерения второй боковины (приходящего с измерительного средства 13) и/или сигнала измерения внутреннего слоя (приходящего с измерительного средства 14), определенного количества рабочей среды для создания давления на нужную группу 19, 20, 21 дисков. В этом варианте осуществления настоящего изобретения управление группами дисков может осуществляться по группам через канал, принадлежащий той или иной группе, как схематически показано на Фиг.9. В этом варианте осуществления изобретения отверстия дисков, принадлежащих к одной группе, как показано, могут быть объединены в общую камеру.
На Фиг.4 схематически изображен вид спереди одного из вариантов исполнения удерживающего узла с держателем фиксирующего элемента и фиксирующим элементом, предназначенного для использования в устройстве по настоящему изобретению, а на Фиг.5А-5Е схематически изображены виды сбоку некоторых положений фиксирующего элемента, изображенного на Фиг.4, на сборочном барабане во время вращения этого сборочного барабана 1. Как показано на Фиг.3, предварительно собранная заготовка 2 имеет переднюю кромку 24 (Фиг.3) и заднюю кромку 25. Устройство по настоящему изобретению снабжено первым удерживающим узлом, предназначенным для удерживания передней кромки 24 на сборочном барабане 1 во время намотки предварительно собранной заготовки 2 на сборочный барабан 1. В варианте осуществления настоящего изобретения, изображенном на Фиг.4 и Фиг.5, первый удерживающий узел содержит продолговатый фиксирующий элемент 26, который на оконечностях 27, 28 снабжен магнитами для прикрепления за счет магнитных сил к соответствующим частям 31, 32 сборочного барабана 1, а между оконечностями имеет поверхность 29 из упругого материала. Благодаря наличию держателя 30 фиксирующего элемента этот фиксирующий элемент 26 может быть установлен на сборочный барабан 1 во время вращения сборочного барабана, а благодаря наличию магнитов может быть прикреплен с возможностью снятия к сборочному барабану 1. Держатель 30 фиксирующего элемента также выполнен с возможностью снятия фиксирующего элемента 26 со сборочного барабана 1 во время вращения сборочного барабана. Должно быть понятно, что в альтернативном варианте осуществления сборочный барабан может быть снабжен магнитами для прикрепления фиксирующего элемента с возможностью его снятия.
На Фиг.5А изображено исходное положение, в котором фиксирующий элемент 26 удерживается в держателе 30 фиксирующего элемента и помещен между подвижными упорами 34, 35, перекрывающими прорезь 36, в которой с возможностью скольжения размещен фиксирующий элемент 26. После того как передняя кромка 24 предварительно собранной заготовки 2 помещена на сборочный барабан 1, фиксирующий элемент 26 перемещают в направлении передней кромки 24 при помощи цилиндра 37 до тех пор, пока фиксирующий элемент 26 не будет закреплен на сборочном барабане 1 магнитными силами. Упор 34 перемещают вверх (Фиг.5В), и при дальнейшем вращении фиксирующий элемент 26 переносится сборочным барабаном 1 (Фиг.5С), на котором передняя кромка 24 остается в правильном положении. Упор 34 перемещается на место вниз, а упор 35 перемещается вверх, так что после полного оборота сборочного барабана 1 (Фиг.5D) фиксирующий элемент 26 вновь попадает в держатель 30 фиксирующего элемента. Держатель фиксирующего элемента отклоняют в направлении вращения сборочного барабана 1 (Фиг.5Е), так что фиксирующий элемент 26 с относительно небольшим усилием и без нежелательного воздействия на предварительно собранную заготовку 2, намотанную на сборочный барабан 1, снимается с этого сборочного барабана 1. После этого держатель 30 фиксирующего элемента может быть вновь приведен в исходное положение. Очевидно, что без выхода за пределы объема настоящего изобретения также могут быть использованы и другие удерживающие узлы.
Например, первый удерживающий узел может представлять собой также вакуумное приспособление, встроенное в сборочный барабан 1, для притягивания передней кромки к сборочному барабану при помощи вакуума.
Еще один альтернативный вариант для первого удерживающего узла изображен на Фиг.6 и Фиг.7. В этом варианте осуществления настоящего изобретения фиксирующий элемент 26' прикреплен, с возможностью вращения вокруг оси барабана, к части 38 держателя 30' фиксирующего элемента. Вся конструкция выполнена таким образом (как изображено на Фиг.7A-7D), что фиксирующий элемент 26' вращается синхронно со сборочным барабаном 1, когда предварительно собранная заготовка 2 намотана на сборочный барабан 1, при этом фиксирующий элемент 26' удерживает переднюю кромку 24 на сборочном барабане 1.
Как изображено на Фиг.2, устройство по настоящему изобретению также содержит второй удерживающий узел 39, предназначенный для удерживания (по меньшей мере) задней кромки 25 на подающем транспортере 11 во время намотки предварительно собранной заготовки 2 на сборочный барабан 1. В изображенном варианте осуществления второй удерживающий узел 39 представляет собой вакуумное приспособление, которое через сквозные отверстия в подающем транспортере притягивает по меньшей мере заднюю кромку предварительно собранной заготовки 2 к поверхности этого подающего транспортера.
На Фиг.2 также показано, что устройство содержит вакуумное приспособление 40, которое установлено снизу по меньшей мере части подающего транспортера 11, которая расположена под режущим устройством 10, на участке, простирающемся на некоторое расстояние от него в направлении подачи, причем вакуумное приспособление 40 предназначено для удерживания предварительно собранной заготовки на подающем транспортере 11. В результате во время и после отрезания предварительно собранная заготовка удерживается в правильном положении на подающем транспортере. В варианте исполнения устройства, изображенном на Фиг.2, подающий транспортер 11 содержит первый транспортер 11a, который расположен снизу режущего устройства 10, и второй транспортер 11b, который расположен между первым транспортером 11а и сборочным барабаном 1. Упомянутый второй транспортер 11b обеспечивает возможность намотки предварительно собранной заготовки на сборочный барабан 1 независимо от подачи внутреннего слоя и боковин, причем также возможно, чтобы сборочный барабан 1 оставался в состоянии непрерывного вращения. Для правильной передачи предварительно собранной заготовки с первого транспортера 11a на второй транспортер 11b вблизи конца первого транспортера 11а может быть расположено дополнительное вакуумное приспособление 41.
Предпочтительно поверхность подающего транспортера 11a, 11b выполнена из материала, прилипающего к материалу предварительно собранной заготовки, так что положение материала во время подачи остается по меньшей мере почти неизменным, что, в частности, предохраняет материал от усадки.
Изложенное выше описание приведено для пояснения работы предпочтительных вариантов осуществления изобретения и никоим образом не для ограничения объема настоящего изобретения. Исходя из приведенных выше пояснений, специалисту будут очевидны многочисленные усовершенствования, которые не выходят за пределы сущности и объема настоящего изобретения, в частности, определяемых прилагаемой формулой изобретения.
Реферат
Изобретение относится к устройству для изготовления предварительно собранной заготовки требуемой длины для шины. Устройство содержит подающий транспортер. Устройство снабжено средством измерения первой боковины, предназначенным для измерения длины первой отрезанной боковины отрезанной предварительно собранной заготовки и для генерирования сигнала измерения первой боковины, показывающего измеренную длину первой боковины. Средство измерения второй боковины предназначено для измерения длины второй боковины отрезанной предварительно собранной заготовки и для генерирования сигнала измерения второй боковины, показывающего измеренную длину второй боковины. Средство измерения внутреннего слоя предназначено для измерения длины отрезанного внутреннего слоя отрезанной предварительно собранной заготовки и для генерирования сигнала измерения внутреннего слоя, показывающего измеренную длину внутреннего слоя. Узел коррекции предназначен для корректировки различий в длине на основании сигнала измерения первой боковины, сигнала измерения второй боковины и/или сигнала измерения внутреннего слоя. Изобретение обеспечивает повышение воспроизводимости результатов при изготовлении шины. 15 з.п. ф-лы, 16 ил.
Формула
сборочный барабан (1), предназначенный для размещения предварительно собранной заготовки (2),
валик (3) для исходного материала внутреннего слоя, предназначенный для размещения внутреннего слоя (4),
валик (5) для исходного материала первой боковины, предназначенный для размещения первой боковины (6), и валик (7) для исходного материала второй боковины, предназначенный для размещения второй боковины (8), узел сращивания (9), предназначенный для соединения друг с другом внутреннего слоя (4) и боковин (6, 8) в предварительно собранную заготовку (2), в которой первая и вторая боковины (6, 8) расположены соответственно с одной и другой сторон внутреннего слоя (4), причем узел сращивания (9) содержит режущее устройство (10), предназначенное для отрезания предварительно собранной заготовки (2) нужной длины, и подающий транспортер (11; 11a, 11b), предназначенный для подачи отрезанной предварительно собранной заготовки (2) на сборочный барабан (1), отличающееся тем, что упомянутое устройство снабжено средством измерения (12) первой боковины, предназначенным для измерения длины первой боковины (6) отрезанной предварительно собранной заготовки (2) и для генерирования сигнала измерения первой боковины, показывающего измеренную длину первой боковины, средством измерения (13) второй боковины, предназначенным для измерения длины второй боковины (8) отрезанной предварительно собранной заготовки (2) и для генерирования сигнала измерения второй боковины, показывающего измеренную длину второй боковины, и средством измерения (14) внутреннего слоя, предназначенным для измерения длины внутреннего слоя (4) отрезанной предварительно собранной заготовки и для генерирования сигнала измерения внутреннего слоя, показывающего измеренную длину внутреннего слоя, причем устройство, кроме того, содержит узел коррекции, предназначенный для корректировки различий в длине на основании сигнала измерения первой боковины, сигнала измерения второй боковины и/или сигнала измерения внутреннего слоя.
Комментарии