Способ сушки и/или обжига сырых кирпичей и установка для его осуществления - RU2108990C1
Код документа: RU2108990C1
Чертежи





Описание
Изобретение касается способа сушки и/или обжига сырого кирпича, например сырого кирпича с вертикальными пустотами, причем заготовки размещаются на транспортном средстве одним слоем в форме рядов и строк, а сушка осуществляется с помощью теплого воздуха, причем взаимные расстояния между заготовками таковы, что все кирпичные заготовки при сушке и обжиге держатся вместе как отдельные кирпичи.
Традиционно сушка кирпичных заготовок осуществляется таким образом, что заготовки перемещаются в сушилку на поддоне сложенными друг на друга в несколько слоев. Следствием такого неблагоприятного для сушки размещения являются большие затрата энергии и времени, пока не будет высушен кирпич, размещенный в самой середине, если то состояние вообще наступит. Также и обжиг высушенных заготовок проводится в общем и целом этим же способом и требует также больших затрат энергии и времени.
Известно, что сырой кирпич в зависимости от своего химического, минерального и керамического состава и своей формы имеет продолжительность сушки и обжига, которая определяется этими параметрами и которая не может быть уменьшена никакими манипуляциями этими данными.
Для того чтобы это время не было завышено, должно быть выбрано другое, а не традиционное расположение кирпичей, которое не будет иметь вышеуказанные недостатки, состоящие преимущественно в расположении.
В патенте ФРГ - DE-C3 2758847 представлена установка для непрерывного производства обожженных формованных кирпичей, причем в корпусе друг над другом размещены туннельная сушка и туннельная обжиговая печь, а формованные кирпичи проходят через сушку и через печь по принципу встречного потока. Формованные изделия размещаются при этом на транспортных устройствах в один слой в форме больших и малых рядов таким образом, что теплый воздух может обтекать их равномерно. Формованные изделия остаются как для сушки, так и для обжига на одном и том же транспортном устройстве, в результате чего повреждений, возникающих часто при работе с уложенными в штабель формованными кирпичами при перемещении из зоны сушки в зону обжига, можно избежать и, таким образом, можно свести к минимуму, в частности, брак. Подобная установка использует, естественно, целенаправленно тележки, сконструированные для зоны обжига, которые, в частности, являются очень дорогостоящими для того, чтобы можно было бы противостоять высоким возникающим температурам также и для фазы сушки. В результате эта установка работает более интенсивно в части расходов, чем это принято, так как изготовление таких тележек является делом более дорогим и для их транспортировки в зоне сушки необходимы значительные затраты энергии.
Задача настоящего изобретения состоит в том, чтобы свести к минимуму количество воздуха, необходимого для сжигания и/или сушки, и приблизиться к определяемым химическим и керамическим составом и формой заготовки физическим границам в части продолжительности сушки и обжига заготовки во время сушки и обжига множества заготовок в автоматическом режиме.
Следующей задачей изобретения является резкое уменьшение потребления энергии, а также сведение к минимуму массовых потоков воздуха за счет лучшего использования "физических границ воздуха". И далее, задача изобретения состоит в уменьшении эмиссии и в создании удобной для обслуживания установки для сушки и обжига кирпичных заготовок.
Поставленная техническая задача решается тем, что в способе сушки и/или обжига сырых кирпичей, в частности сырых кирпичей с вертикальными пустотами, путем однорядной укладки заготовок, размещенных на транспортном средстве, поперечными и продольными рядами с образованием между рядами сквозных каналов, и подачи воздуха и/или нагретых газов, согласно изобретению расстояние между продольными рядами заготовок, расположенными на направлению движения транспортировки выбирают большим, чем расстояние между заготовками в поперечном ряду, а попеременную подачу или отвод воздуха и/или нагретых газов осуществляют через продольные каналы, образованные рядами заготовок, расположенными по направлению транспортировки.
Расстояние (b) между кирпичными заготовками внутри продольного ряда (3) выбирают меньшим или максимально равным четырехкратной толщине стенки (В) наружной оболочки кирпича с вертикальными пустотами.
Кирпичи с вертикальными пустотами размещают вертикальными пустотами (4) поперек направления транспортировки (Т).
Кирпичи с вертикальными пустотами размещают вертикальными пустотами в направлении транспортировки.
Кирпичи с вертикальными пустотами размещают их вертикальными пустотами вертикально к направлению транспортировки.
Структуру размещения кирпичей выбирают одинаковой как для сушки, так и для обжига.
К каналам, чередуясь, выходят средства для нагнетания и отсасывания воздуха через горизонтально размещенные вертикальные пустоты.
При обжиге кирпичей поступающие из горелок нагретые газы нагнетают в продольные каналы (К) между кирпичами с вертикальными пустотами.
Поступающие из горелок нагретые газы подают сбоку на кирпичи с вертикальными пустотами.
При сушке кирпичей с вертикальными пустотами, расположенными вертикально к направлению транспортировки, в соседних поперечных рядах кирпичей через вертикальные пустоты пропускают встречные потоки воздуха.
При обжиге кирпичей с вертикальными пустотами, расположенными вертикально к направлению транспортировки, в соседние поперечные ряды кирпичей через вертикальные пустоты пропускают встречные потоки нагретого газа.
Воздух из сушки или нагретые газы нагнетают через поперечный ряд кирпичей и после отклонения опять направляют через вертикальные пустоты кирпичей соседних поперечных рядов.
Воздух из устройства для сушки или соответственно выходящие из горелок нагретые газы периодически кондиционируют.
Сушку и обжиг осуществляют в одном и том же направлении транспортировки.
Воздух для сушки и/или выходящие из горелок нагретые газы подводят с обоих концов каждого канала (К) для подвода или отвода воздуха или нагретых газов.
Скорости входа воздуха для сушки, подаваемого с противолежащих концов канала, а также нагретых газов выбирают различными.
Изобретение касается также установки для осуществления способа с сушкой, имеющей по меньшей мере один канал для сушки и преимущественно одну сушильную печь, причем по меньшей мере в канале сушки размещаются соответственно перемещаемые в режиме такта транспортные средства для сушки, а также в данном случае в канале для сушки сушильной печи транспортные средства для сушки, предназначенные для приема заготовок.
Задача изобретения состоит в том, чтобы сохранить эту установку по возможности с минимальными размерами по сравнению с традиционными установками, и таким образом уменьшить время, необходимое на ее конструирование и ее расходы по изготовлению. Кроме того, установка должна быть проста в обслуживании для того, чтобы избежать временных затрат, связанных с пуском и остановкой таких линий, что может вызвать простой линии в течение месяца и связанные с этим высокие расходы.
Настоящее изобретение решает задачу благодаря тому, что в установке для осуществления способа сушки и/или обжига керамических продуктов, в частности сырых кирпичей с вертикальными пустотами с сушкой, имеющей по меньшей мере один канал для сушки, а также сопла (15, 16) для подачи или отвода воздуха, и/или одну печь для обжига (9) по меньшей мере с одним каналом для обжига и горелками, причем по меньшей мере в канале устройства для сушки размещены соответственно работающие в такте транспортные средства для сушки (12), и/или в канале для обжига печи для обжига размещены транспортные средства для обжига (20), принимающие кирпичные заготовки, причем предусмотрены приспособления для загрузки и выгрузки заготовок, устройство (8) для сушки и печь (9) для обжига размещены рядом друг с другом, согласно изобретению направления перемещения транспортных средств во время сушки и/или обжига кирпичей совпадают, загрузка устройства для сушки и печи для обжига предусмотрена с одной стороны, а в устройстве ля сушки поочередно размещены сопла (15, 16) для подвода или отвода воздуха и/или в печи для обжига рядами размещены горелки.
Транспортные средства для кирпичей образованы тележками, ремнями, воздушными подушками или стержнями.
Транспортное средство для обжига имеет днище для приемки кирпичей, причем между кирпичами в каналах размещены направляющие приспособления, сужающиеся в направлении потолка канала и образующие, по существу, перевернутое V.
В верхней зоне устройства для сушки (8) предусмотрены расположенные на расстоянии друг от друга, чередующиеся элементы всасывания и элементы нагнетания (28), которые установлены с возможностью опускания и подъема в направлении каналов (К) между кирпичами.
Над кирпичами (2) размещено покрытие (35), которое имеет прорези для прохождения элементов всасывания и нагнетания (28).
Сопла для подвода и отвода воздуха во время сушки и/или горелки при обжиге размещаются во время каждого такта транспортировки в зоне каналов (К), образованных между кирпичами, с образованием стенки из воздуха или нагретых газов.
Днище транспортного средства (12) для осуществления сушки снабжено расположенными рядом друг с другом отверстиями (36), причем на перемычках (37) между этими отверстиями располагаются своими краевыми зонами по два расположенных рядом друг с другом кирпича (2) одного продольного ряда кирпичей, в отверстиях или под днищем, через которое проходят отверстия (36), размещены, чередуясь, устройства (38, 39) для вдувания и отсасывания воздуха, в верхней зоне устройства для сушки предусмотрены выемки (40), соответствующие отверстиям, причем эти выемки (40) по две соединены друг с другом для отвода воздуха.
Вход для воздуха предусмотрен с обеих сторон сбоку канала устройства для сушки, скорость входа воздуха на этих местах входа может варьироваться.
Транспортное средство (20) для обжига имеет днище, снабженное отверстиями (36), так что каждые два расположенных рядом кирпича (2) одного продольного ряда кирпичей могут размещаться своими краевыми зонами на оставшихся перемычках (37), в отверстиях (36), чередуясь, размещены горелки (42) и соответственно отсасывающие устройства, в канале для обжига над кирпичами размещено перекрытие (38) для отклонения потока воздуха.
Транспортные средства, проходящие через канал устройства для сушки и/или канал обжига, располагаются плотно друг за другом.
Горелки выполнены в виде высокоскоростных горелок.
Перекрытие выполнено волнообразным, причем одна волна перекрывает по два соседних ряда кирпичей.
Устройство сушки охватывает два размещенных друг над другом и отделенных друг от друга подающих канала.
Туннельная печь имеет два расположенных друг над другом и отделенных друг от друга канала для обжига.
Под подающим каналом или под подающими каналами предусмотрен отводной канал для загруженного транспортного средства, предусмотренного для сушки.
Параллельно туннельной печи, но вне ее предусмотрена отводная направляющая для загруженного транспортного средства, предназначенного для обжига.
Транспортное средство, предназначенное для обжига, имеет цельное днище, снабженное накладными элементами для кирпичей.
В верхней зоне канала или каналов устройства для сушки размещена воздухоподводящая труба, снабженная прорезью для выхода воздуха, эта воздухоподводящая труба установлена с возможностью поворота вокруг своей оси.
Как для устройства для сушки, так и для туннельной печи на стороне входа транспортных средств, предназначенных для сушки или соответственно для обжига, предусмотрено общее устройство эмиссии.
На стороне входа транспортных средств для сушки и соответственно обжига предусмотрен тандемный захват, причем предусмотрено одновременно перемещение высушенных и обожженных кирпичей, возвращенных посредством соответствующих возвратных устройств установки на самый нижний уровень.
Элементы всасывания или соответственно нагнетания выполнены в виде прямоугольных полых тел, снабженных установленным в их верхней зоне трубопроводом для подвода и соответственно отсасывания воздуха, они имеют на своих противолежащих боковых поверхностях отверстия для выхода и входа воздуха.
На фиг. 1 схематично изображено расположение кирпичей на транспортном средстве, вид сверху; на фиг. 2 - перспективный вид фрагмента расположения на фиг. 11; на фиг. 3 - схематичное изображение установки согласно изобретению; на фиг. 4 - поперечное сечение через сушку установки согласно фиг. 3; на фиг. 5 - поперечное сечение через два расположенных друг над другом канала с горелками по фиг. 3; на фиг. 6 - элемент всасывания или нагнетания установки согласно изобретению; на фиг. 7 - поперечное сечение через расположение кирпичей; на фиг. 8 - поперечное сечение через верхнюю зону канала с воздухоподающей трубой; на фиг. 9а - схематичный продольный разрез через форму исполнения канала сушки; на фиг. 9b - схематично вид сверху на систему подачи воздуха канала сушки; на фиг. 10 - схематично продольный разрез через форму исполнения канала для обжига; на фиг. 11 - форма исполнения установки с тандемным захватом.
Фиг. 1 изображает транспортное средство 1 в форме тележки, на которой в один слой в форме рядов 3 размещены подвергаемые сушке или обжигу кирпичи 2. Преимущественным образом используются кирпичи с вертикальными пустотами, причем вертикальные пустоты 4 кирпичей 2 могут размещаться поперек направления транспортировки Т или же также в направлении транспортировки транспортного средство или же перпендикулярно ему.
Фиг. 2 изображает кирпичи с вертикальными пустотами, расположенными поперек направления транспортировки. Сами по себе вертикальные пустоты бывают разного размера с формой поперечного сечения между круглой и шлицеобразной. Между рядами 3 кирпичей 2 выполнены каналы К преимущественно для подвода и отвода воздуха, а также для вдувания нагретых газов. Кирпичи одного ряда 3 размещены на расстоянии b друг от друга, которое меньше или максимально равно четырехкратной толщине стенки В наружной оболочки кирпича с вертикальными пустотами, но предпочтительно меньше ее.
В результате порядка размещения, при котором расстояние между кирпичами одного ряда относительно мало пор сравнению с расстояниями между рядами, убытки, связанные с отводом, остаются незначительными. Воздух, подаваемый к кирпичам при сушке, течет при этом, как представлено на фиг. 4, в каждый второй из каналов К, образованных рядами 3 кирпичей 2, и выдавливается из него, в частности, через вертикальные пустоты 4, и после выхода из расположенного вслед за ним канала вновь отсасывается. Таким образом, осуществляется попеременное нагнетание и отсос воздуха. При обжиге нагретый газ, выходящий из горелок, в соответствии с формой исполнения, показанной на фиг. 5, течет в каналы К. Кирпичи в форме исполнения по фиг. 1, 4 и 5 лежат на днищах 5 тележек. В качестве транспортных средств для кирпичей могут быть с таким же успехом использованы ремни, воздушные подушки или стержни. Независимо от вида транспортного средства исключительно важно, что кирпичи омываются потоком равномерно со всех сторон. Решение этой задачи достигается, в частности, за счет того, что расстояние между кирпичами выбирается внутри одного ряда меньше или максимально равным четырехкратной толщине стенки В наружной оболочки кирпича с вертикальными пустотами (фиг. 2). В результате предотвращается чрезмерное утекание воздуха через эту зону, так как подавляется, например, возникновение разрешающего воздействия. В случае выполнения транспортного средства в виде тележки оно охватывает, как представлено на фиг. 4, расположенные сбоку ребра, которые передвигаются по рельсам 7, расположенным на канале 13, 14 устройства для сушки 8.
Фиг. 5 показывает транспортные тележки в кагалах 9а, 9в горелок, которые на нижней стороне тележки снабжены колесами, которые движутся по рельсам 7, расположенным на днище каждого канала горелки.
Названное расположение кирпичей гарантирует, что все кирпичи пройдут процесс сушки или обжига, чем если бы они были подвергнуты этому процессу поодиночке.
Фиг. 3 показывает всю установку сушки и обжига кирпичей. Установка охватывает зону подготовки 10 и зону 11, в которых, с одной стороны, производится смешивание исходного материала, а затем с помощью червячного пресса и обрезного устройства изготавливают зеленые кирпичи. Кирпичи грузятся затем на транспортное средство 123 для сушки и проходят через сушильное устройство 8. Это устройство выполнено преимущественным образом многоярусным и охватывает, как представлено на фиг. 4, два расположенных друг над другом подающих канала 13, 14, по которым в одном направлении двумя ярусами друг за другом перемещаются транспортные средства 12.
Преимущественным образом такт транспортировки, в котором продвигаются вперед транспортные средства, лежит в диапазоне между 5 и 10 минутами, то есть в пределах этого промежутка времени тележка с готовыми кирпичами покидает канал, и в него поступает новая тележка, причем такты в обоих каналах смещены относительно друг друга. Каждый канал 13, 14 в соответствии с исполнением по фиг. 4 снабжен несколькими воздухоподводящими и воздухоотводящими соплами 15, 16, которые либо нагнетают воздух между каналами К, образованными рядами 3, либо отсасывают его опять же из соседнего канала К. Таким способом образуются ряды воздушных стен 15а, 16а. Под этими расположенными друг над другом подающими каналами 13, 14 размещен обратный канал 17 для загруженных транспортных средств 12.
Описанное выше исполнение подающего канала пригодно, в частности, для расположения кирпичей с вертикальными пустотами, направленными в направлении пустот перпендикулярно к направлению транспортировки, причем логически в распоряжении имеются два варианта на выбор, конструкция соответствует конструкции, представленной на фиг. 9а.
Покидая подающие каналы, транспортные средства опускаются с помощью устройства опускания 18 и через обратный канал 17 вновь перемещаются к выходной стороне сушилки 8. В течение этого времени возврата в силу непредусмотренных обстоятельств, таких как не совсем правильная рецептура, невысохшие полностью кирпичи могут досохнуть. На передней стороне установки предусмотрена контрольная станция 19, на которой должен быть занят преимущественно только один человек, осуществляющий предпочтительным образом одностороннее наблюдение за окончанием как процесса сушки, так и процесса обжига.
Высушенные кирпичи каждого транспортного средства 12, выходящего из возвратного канала 17, перегружаются на другое транспортное средство 20 для обжига. Туннельная печь 9 состоит преимущественным образом также из двух расположенных друг над другом каналов для обжига 9а, 9b. Каналы для обжига для случая, представленного на фиг. 5, который касается обжига кирпичей с вертикальными пустотами, расположенными поперек направления транспортировки или в направлении транспортировки, снабжены горелками 25, расположенными на потолке, которые снабжаются от газовой магистрали 26. Эти потолочные горелки представляют собой небольшие равномерно распределенные по поверхности горелки, которые преимущественным образом ориентированы на канал. Далее, горелки соединены с вентилятором горелок 27. Как представлено на фиг. 5, на сторонах канала могут быть также размещены горелки. Таким образом, гарантируется обширный процесс горения.
После выхода транспортных средств 20 из туннельной печи они вновь опускаются с помощью устройства 21 в любом случае продвигаются сбоку по отводной направляющей 22 для транспортных средств, которая происходит параллельно туннельной печи, но предусмотрена вне данного устройства, и возвращаются в зону контрольной станции 19. Преимущество этой обратной направляющей состоит, в частности, в том, что обожженные кирпичи имеют при этом накопитель, где они могут охлаждаться.
Итак, кирпичи выходят к станции упаковки 23, расположенной на конце обратной направляющей транспортного средства, холодными и могут поэтому быть без проблем упакованы.
Представленный на фиг. 4 подвод воздуха с помощью воздушных стен является лишь одной из возможных форм исполнения.
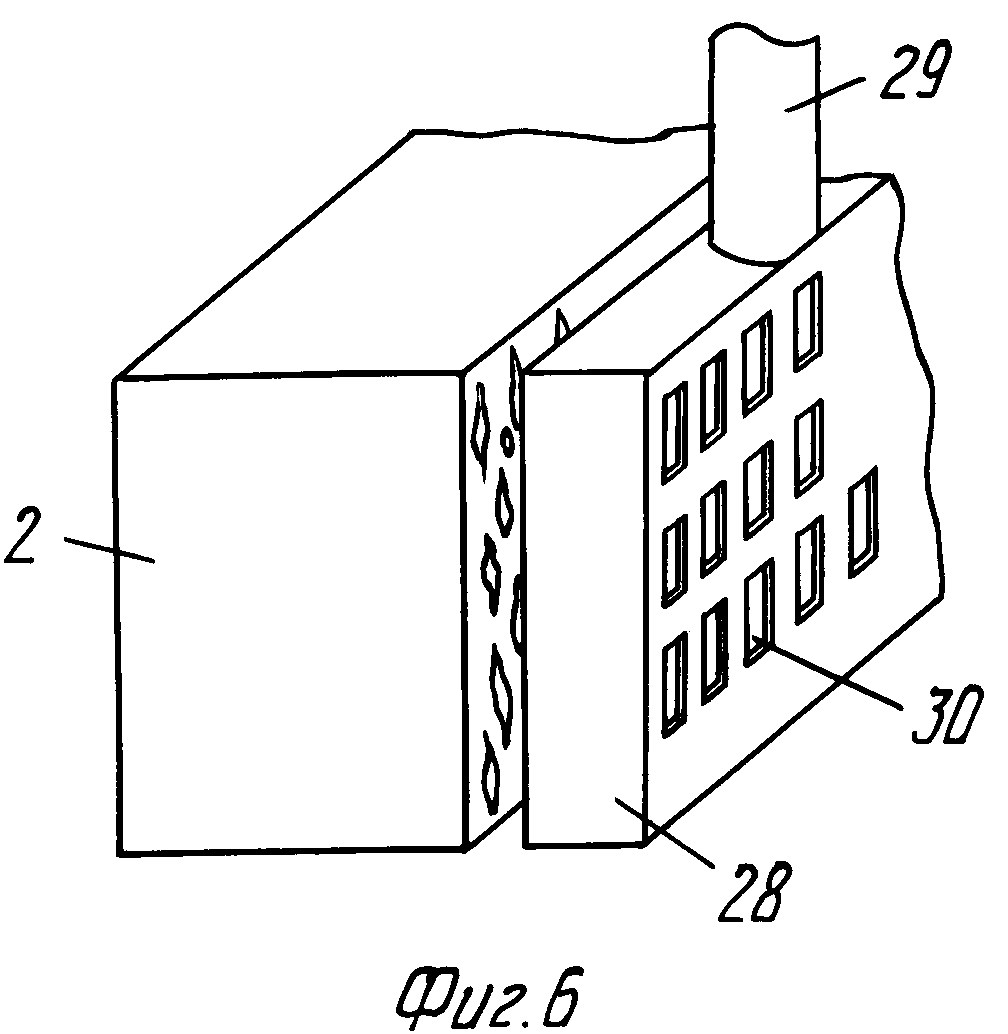
Так например, как представлено на фиг. 6, могут применяться элементы всасывания или нагнетания 28, которые снабжаются воздухом через воздушную магистраль 29 и которые через нее же вновь отсасывают воздух, выходящий из кирпичей. Эти элементы представляют собой полые тела и могут опускаться в каналы К между рядами, образованными кирпичами, и вновь подниматься из них. Далее, элементы 28 снабжены множеством выходных отверстий 30, через которые сухой воздух с обеих сторон нагнетается из этих элементов через вертикальные пустоты кирпичей и вновь отсасывается в соседнем ряду. В соответствии с преимущественной формой исполнения элементы отсасывания и нагнетания расположены поперек направления транспортировки и должны быть поэтому при дальнейшем продвижении тележек приподниматься из каналов К на один такт транспортировки.
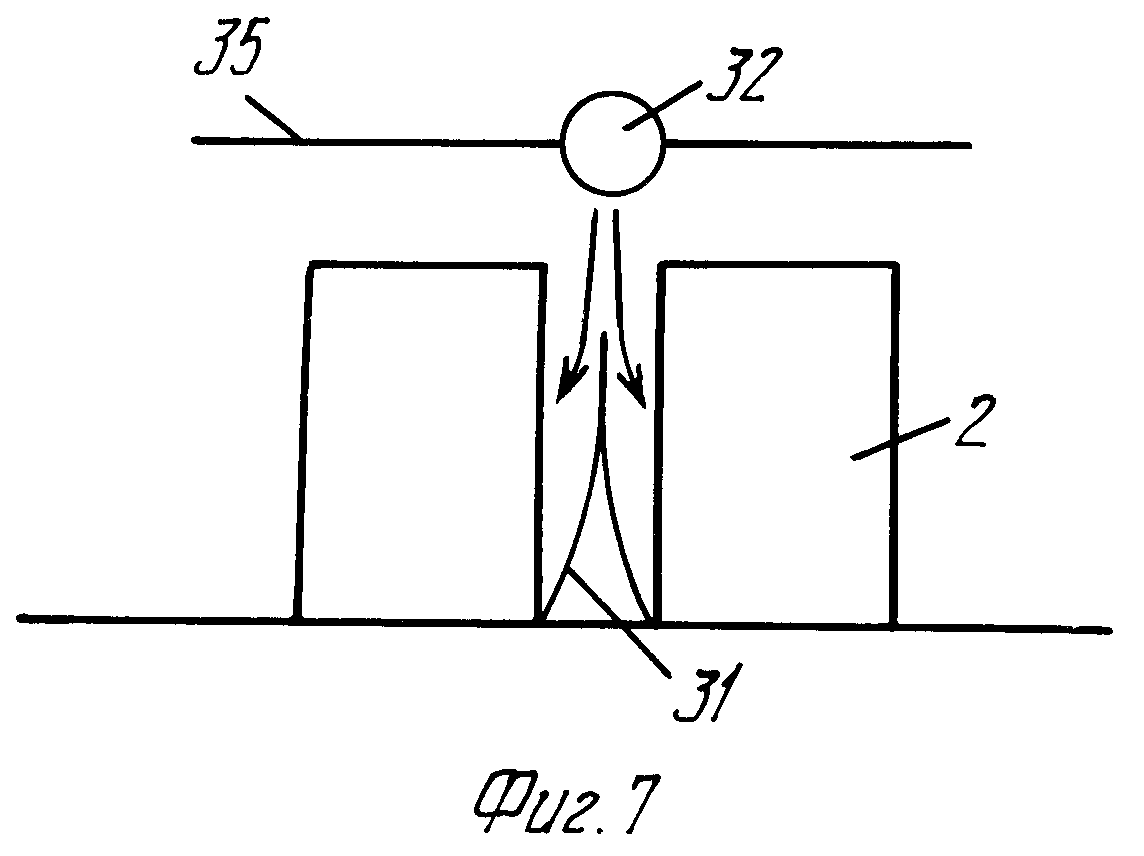
Далее, возможна форма исполнения, схематично представленная на фиг. 7, при которой в ряду между кирпичами размещены направляющие приспособления 31, 4которые сужаются по направлению вверх и, таким образом, в форме обратного влияют на направление течения воздуха, выходящего из сопла 32. Вследствие такого управляемого движения воздуха гарантируется оптимальное омывание воздухом кирпичей. Так как при обжиге кирпичей возникают высокие температуры, то эти направляющие приспособления выполняются предпочтительным образом из шамота.
Следующая возможность представлены на фиг. 8, которая показывает воздухоподводящую трубу 33, снабженную на нижней стороне прорезью 34, через которую воздух может подаваться на кирпичи. Воздухоподводящая труба 33 имеет возможность поворота вокруг своей оси и может захватывать ограниченную зону кирпичей.
Предпочтительным образом над кирпичами в канале размещено покрытие 35 для того, чтобы свести к минимуму потери подводимого воздуха. Это покрытие снабжено прорезями для обеспечения подвода и отвода воздуха.
Если размещение кирпичей происходит, как показано в начале, с расположением вертикальных пустот 4 перпендикулярно направлению транспортировки Т, то формы исполнения, представленные на фиг. 9а, 9в и 10, выбираются либо для сушки либо для печи обжига.
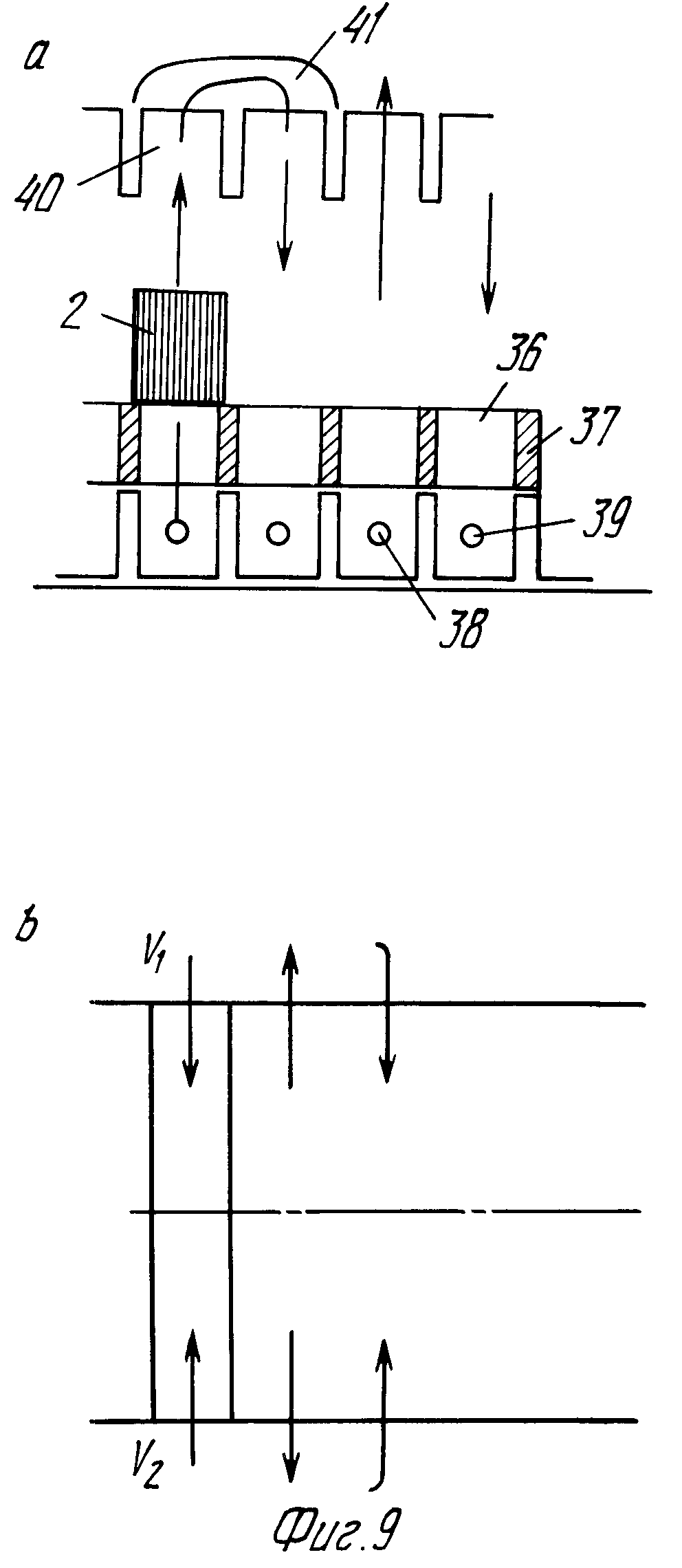
На фиг. 9а представлен разрез через подающий канал в направлении транспортировки, причем кирпичи 2 лежат на транспортном средстве, которое снабжено расположенными рядом друг с другом отверстиями 36, причем кирпичи своими краевыми зонами лежат на оставшихся перемычках 37. Такты транспортировки транспортных средств выбираются таким образом, что отверстия 36 останавливаются прямо над расположенными в днище канала приспособлениями для вдувания 38 и отсасывания 39. Воздух из устройства 38 нагнетается для продувания кирпичей 2 через вертикальные пустоты и направляются в выемки 40, расположенные выше отверстий в потолочной зоне канала. Соответственно две подобные выемки 40 соединены друг с другом посредством канала 41. В результате этого воздух отводится и через вертикальные пустоты соседнего ряда кирпичей вновь нагнетается вниз и подается к устройству 39 для отсасывания.
В соответствии с формой исполнения, представленной на фиг. 9а показаны чередующиеся устройства для вдувания и отсасывания. Подведенный один раз воздух используется предпочтительным образом в течение всего такта, то есть канал сушки разделяется на зоны, причем для случая со слишком влажным воздухом - после слишком большого количества проходов - он подается через байпасный трубопровод на регенерацию. Если каждый кирпич в связке обрабатывается как отдельный кирпич, можно работать на 10-20% ниже точки росы. Воздух каждой зоны кондиционируется в части содержания влаги и температуры в непоказанной смесительной камере.
На фиг. 9b представлено, как происходит вход воздуха. При этом видно, что вход воздуха так же, как и выход воздуха, осуществляется с обеих сторон канала. Предпочтительным образом скорость входа воздуха в этих обоих каналах различна, в результате чего может регулироваться процесс касания размещенных в определенном порядке кирпичей.
Канал обжига для кирпичей, расположенных перпендикулярно направлению транспортировки, представляет возможность выбора ориентировки рядов кирпичей вдоль или поперек направления транспортировки.
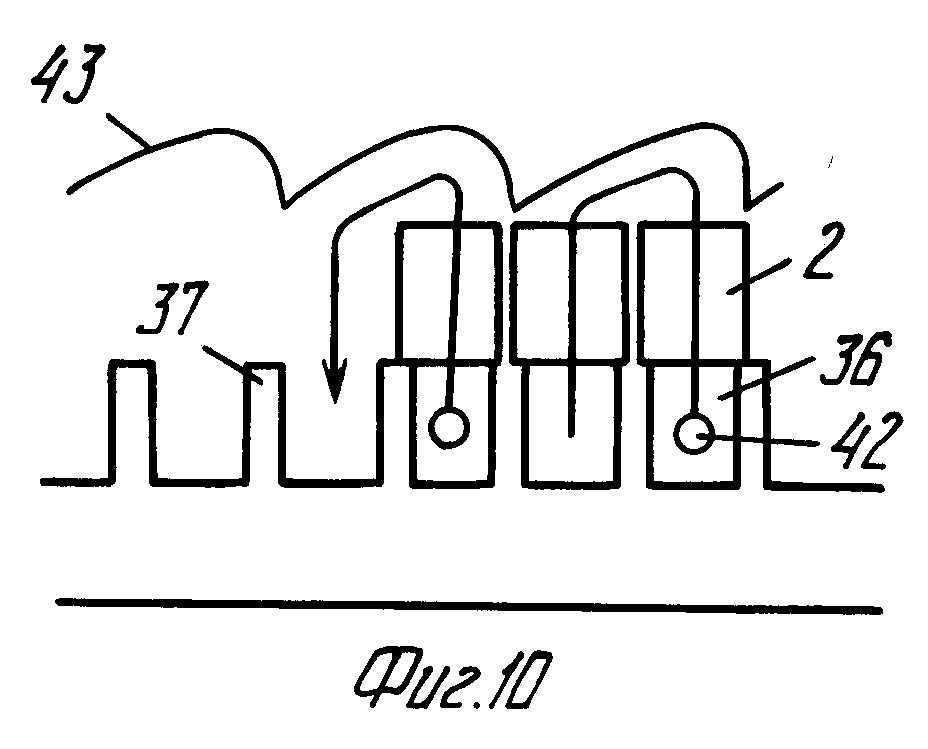
В канале для обжига, расположенном согласно фиг. 10 поперек направления транспортировки, в транспортном средстве для обжига также предусмотрены отверстия 36, причем кирпичи 2 своими краевыми зонами размещены на перемычках 37. В этих выемках предусмотрены чередующиеся горелки 42 и устройства отсасывания, причем горелки представляют собой преимущественным образом высокоскоростные грелки, которые обеспечивают оптимальный перенос энергии на кирпичи.
Нагретый газ проходит через вертикальные пустоты кирпичей снизу и на верхней стороне канала для обжига отклоняется от покрытия и снова нагнетается через кирпичи соседнего ряда кирпичей с вертикальными пустотами.
Покрытие 43 выполнено предпочтительным образом волнообразным, причем одна волна перекрывает по два соседних ряда кирпичей.
Так же и во время обжига кирпичей нагретые газы, выходящие из горелки, участками кондиционируются, то есть канал для обжига подразделяется на зоны. В результате этого можно работать с более низкими температурами и с помощью кондиционирования приблизить температуры к значению, которое используется для достижения требуемой теплопроводимости. При этом преимущественным образом предпочтение отдается в основном поперечным потокам.
В результате более низкого потребления воздуха и нагретых газов возникает более низкая эмиссия.
Как уже было указано, все наблюдаемые шаги, а именно, переслаивание высушенных кирпичей, при котором может легко возникнуть бой, и упаковка кирпичей могут выполняться на одной стороне установки в зоне контрольной станции 19.
Вследствие того что направление загрузки идентично как для канала сушки, так и для канала обжига, установку можно снабдить только одним общим устройством эмиссии 45, в результате чего к двум традиционным, обусловленным данной установкой источникам эмиссии может добавиться экономия расходов, связанных с изготовлением установки.
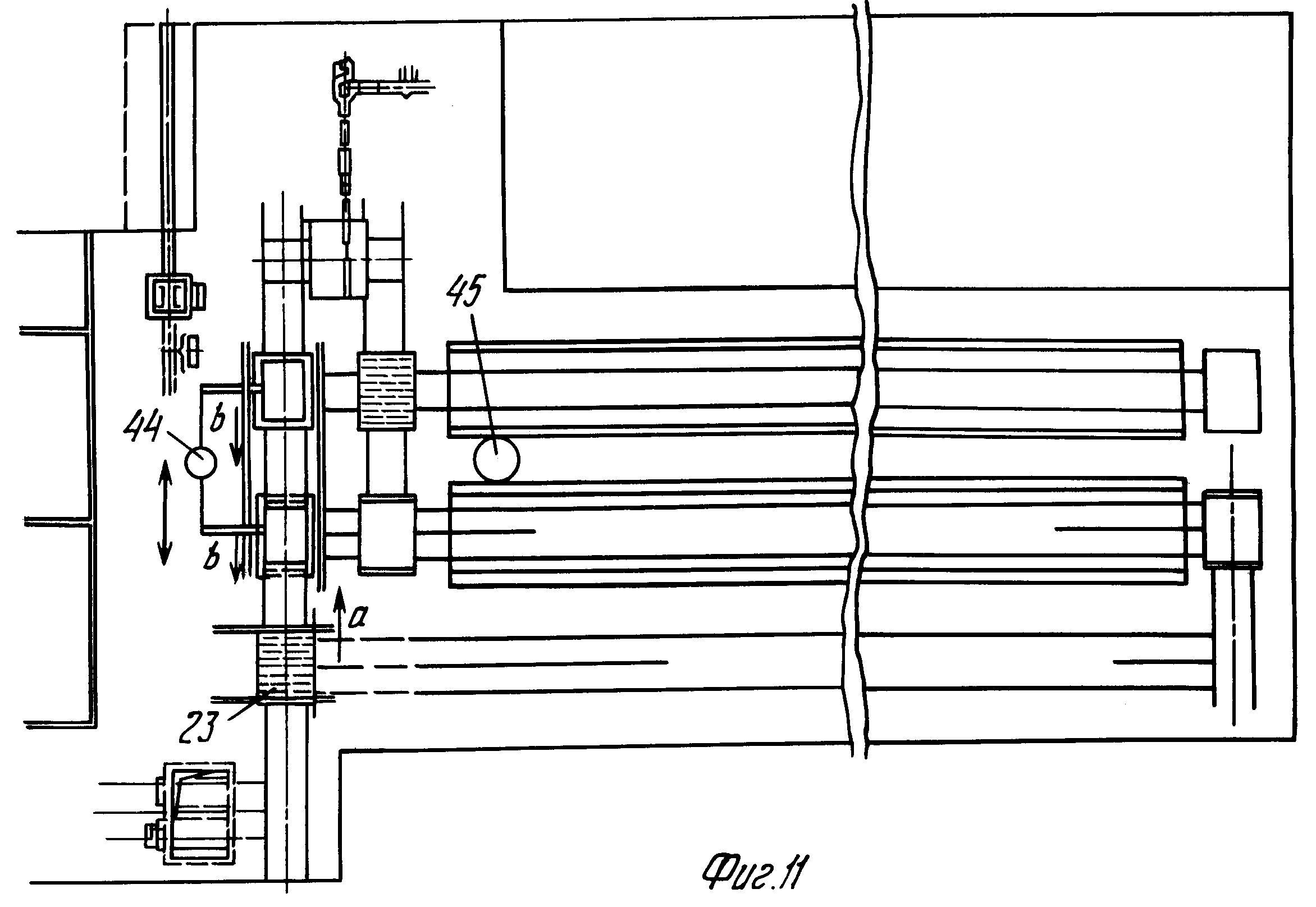
На фиг. 11 представлена еще одна форма исполнения установки, причем в зоне загрузки предусмотрен тандемный захват 44. Обожженные кирпичи, поступающие по отводной направляющей 22, проталкиваются на самом нижнем уровне перед каналом обжига (стрелка а). Также на самом нижнем уровне находятся высушенные кирпичи, возвращаемые возвратным устройством сушки.
Тандемный захват прихватывает как высушенные, так и отожженные кирпичи и перемещает их в направлении, указанном стрелкой b. Высушенные кирпичи занимают, таким образом, правильную позицию для загрузки канала обжига, а обожженные кирпичи могут быть упакованы. Но имеется также и возможность отказаться от возвратного канала 17 и отделывать кирпичи сразу же на задней стороне установки. Сэкономленные таким образом расходы имеют недостаток, состоящий в том, что кирпичи не имеют времени на досушку. Кроме того, перегрузка кирпичей без вспомогательных средств не может контролироваться из центрального пункта, а вся установка обслуживается только одним человеком.
Описанная установка по причине своей простой конструкции является простой в обслуживании и, несмотря на высокую пропускную способность, относительно небольшой. Отсюда вытекает более короткое время на сборку и небольшая себестоимость.
Реферат
Способ сушки и/или обжига сырых кирпичей, причем каждая кирпичная заготовка (2) размещается на расстоянии от других заготовок на транспортном средстве, предназначенном для сушки (12) и/или обжига (20), так что все заготовки во время сушки и/или обжига обрабатывают как отдельные кирпичи. 2 с. и 35 з.п. ф-лы, 11 ил.

Комментарии