Способ изготовления пневматической шины и станок для изготовления усиления верха пневматической шины - RU2120381C1
Код документа: RU2120381C1
Чертежи







Описание
Настоящее изобретение касается изготовления пневматических шин. Более точно оно относится к изготовлению усилительной арматуры верха, которая применяется в пневматических шинах с силовым поясом и, чаще всего, каркасом радиального типа.
Из патента США 4952259 известна недавняя попытка изготовления усилений уже не в виде полуфабрикатов, названных "слоями" и изготовляемых плоскими, которые встраиваются в дальнейшем при сборке шины внутрь нее, а прямо на пневматической шине в процессе ее изготовления, и с одной бобины кордной нити. Это предложение, которое основано на набросе нити по типу выброса кнута, позволяет охватить обычно используемые углы слоев верха шины, и оно позволяет изготавливать усилительные элементы радиального каркаса. Тем не менее, оно с трудом позволяет достигать малых углов и, особенно, с трудом набрасывать отрезки нити большой длины, то есть, изготавливать пневматические шины очень большой ширины.
Цель настоящего изобретения состоит в том, чтобы предложить способ, который позволяет изготавливать из одной бобины нити любые силовые элементы верха, то есть, силовые элементы, которые помещаются под беговой дорожкой протектора, при любом значении угла, который образует кордная нить этих силовых элементов по отношению к средней плоскости, перпендикулярной к оси вращения пневматической шины.
Другой целью изобретения является способ изготовления, который позволил бы контролировать с большой точностью определенный угол, который образует кордная нить, каким бы ни было ее осевое положение на верхней части пневматической шины, то есть, как на краях, так и в центре силовой конструкции ее верха.
В частности, изобретение преследует цель обеспечить возможность спиральной укладки нити, то есть ее укладки под углом, который был бы строго постоянным, если верх пневматической шины имеет цилиндрическую форму. Другой целью изобретения является возможность укладки нити под переменным углом, который был бы, например, больше на краях, чем в центре усиления верха, причем угол, как обычно, измеряется относительно экваториальной плоскости шины (плоскости, перпендикулярной к оси вращения).
Изобретение предлагает способ изготовления пневматической шины, создаваемой постепенно на опоре, способной поворачиваться относительно некоторой оси, путем наложения друг на друга разных составных частей пневматической шины в порядке и на места, требуемые "архитектурой" данной пневматической шины. Речь идет о способе, в котором по меньшей мере один силовой элемент верха образован нитью, подаваемой в по меньшей мере одну установочную трубку, на входе которой производится образование нити для отделения от нее отрезков, причем нить пропускается через названную трубку для соединения с установочной головкой, которая передвигается в поперечном направлении точно над опорой. При этом отрезки нити и опора обладают самоклеящими свойствами.
Под "изготовлением пневматической шины" подразумевается полное или частичное изготовление, состоящее, например, в изготовлении верхнего блока, по меньшей мере силовые элементы которого изготовляются по способу, который будет описан далее.
Термин "нить" должен пониматься в самом общем смысле, охватывающем моноволокно, мультиволокно, корд, крученую нить или другую эквивалентную структуру из любого материала и с любой дополнительной обработкой, например, с обработкой поверхности для улучшения ее самосклеивания с основной или ее плотного соединения с каучуком.
Когда в специфическом контексте говорят от отрезке нити, подразумевают, более точно, кусок нити, идущий от одного края силового элемента верха к другому. Речь идет о способе изготовления силовых элементов покрышки из одной нити, разработанном, таким образом, для непрерывного использования нити, подаваемой, например, с бобины, и посредством которого выполняют усилие/настил, слой в обычной терминологии/, состоящее из отрезкой нити, а не из непрерывной нити, которая будет, например, перемотана.
Опора, о которой идет речь, может представлять собой съемный жесткий металлический сердечник, воспроизводящий форму поверхности внутренней полости пневматической шины. Но это может быть также армированная накачиваемая мембрана, которая используется в барабанах для изготовления пневматических шин. Это может быть также шаблон в виде тела вращения, на котором изготавливают верхний блок. Для того, чтобы уложенная нить приклеивалась к опоре, достаточно, например, чтобы она была покрыта слоем каучука. При использовании металлического сердечника в качестве опоры предпочтительно вулканизировать затем покрышку на ней, чтобы облегчить извлечение сердечника из пневматической шины.
Осуществляя поперечное перемещение точно над опорой, установочная головка проходит аксиально с одной стороны опоры до другой на небольшой высоте над поверхностью этой опоры, сопровождая нить в течение всего процесса ее укладки на опору. Это движение позволяет подавать нить в заданное место при начале укладки и направлять ее поверх опоры для того, чтобы получать желаемую трассу для нити в будущем силовом элементе верха.
Согласно варианту исполнения способа, вращение опоры представляет само по себе параметр регулирования угла укладки нити. Следует отметить, что в этом варианте установочная головка перемещается поперечно по траектории, параллельной оси вращения опоры. Угол укладки регулируется вращением опоры, скоординированным с поперечным движением установочной головки. Это движение повторяют, что определяет основной цикл, до тех пор, пока вся конструкция силового элемента не будет уложена на место на опоре. Разумеется, между укладкой двух смежных нитей опора сдвигается относительно траектории установочной головки на величину, соответствующую заданному шагу укладки.
Изобретение касается также станка для изготовления усиления верха для пневматической шины, содержащего распределитель нити, органы укладки нити
в заданном месте на опоре и средства
приведения опоры во вращение вокруг оси симметрии вращения, отличающегося тем, что выход распределителя нити подает нить на органы укладки в фиксированное место в
пространстве, находящееся радиально
над опорой, и тем, что органы укладки содержат, в основном:
- по меньшей мере одну установочную трубку, расположенную на выходе распределителя нити,
причем выдаваемая нить вводится во входное
отверстие установочной трубки в тот момент, когда оно находится точно напротив названного выхода распределителя нити и на небольшом расстоянии от него, при
этом нить проходит внутри установочной
трубки до установочной головки, выполненной заодно с установочной трубкой;
- средства, обеспечивающие поперечное перемещение установочной головки точно
над опорой.
В случае, когда данный станок применяется для осуществления способа согласно данному изобретению, нить подается на вход установочной трубки, в которую она проталкивается, и обрезается перед входом установочной трубки для получения из нее отрезков. Обрезание перед входом позволяет подавать нить с постоянной скоростью, гарантирует высокую точность и хорошую равномерность. Можно обрезать на выходе из установочной трубки при условии обеспечения подачи нити механизированно толчками /номинальная скорость, нулевая скорость, номинальная скорость, .../. Предпочтительно, начальная подача нити в установочную трубку и обрезка нити должны быть регулируемыми для того, чтобы края каждого отрезка располагались в желаемом месте на опоре. Предпочтительно, длина установочной трубки регулируется в зависимости от длины укладываемого отрезка.
Станок в соответствии с данным изобретением позволяет также изготавливать усиление из одной непрерывной нити /при условии невозможности складывания металлической проволоки на 180o/: для этого достаточно не приводить в действие нож для нити и не включать механическую подачу нити, чтобы избежать любого столкновения между нею и вытягиванием нити вращением опоры. В этом случае можно укладывать нить непрерывно посредством перемотки.
Далее описывается применение изобретения, когда укладываются отрезки нити, а не непрерывная нить. Укладываемой нитью является металлический корд любого применяемого в настоящее время для образования усилений верха покрышки типа. Предпочтительно, нить корда покрывается резиной для хорошего сцепления с опорой, которая образует поверхность, покрытую сырой резиной.
Предпочтительно, нож для нити устанавливается точно в том месте, где нить протягивается во вход установочной трубки. В этом случае распределитель нити содержит механизированную систему, обеспечивающую избранную подачу нити вперед и подающую проволоку в режущий механизм для образования из нее отрезков.
С целью поперечного перемещения установочной головки применяют, например, гибкую приводную ленту, смонтированную на направляющем контуре, часть которого расположена поперечно относительно опоры по всей ее ширине, причем установочная головка прицеплена к приводной ленте. Станок содержит средства, обеспечивающие движение приводной ленты. Гибкая лента представляет собой, например, приводную цепь /как на примерах иллюстрации изобретения/ или приводной ремень или трос, приводимый в движение без скольжения.
Уже упоминалось, что часть направляющего контура расположена поперечно. Это означает, что его часть, эффективно направляющая головку, когда она укладывает нить, перемещается в направлении, имеющем аксиальную составляющую по отношению к опоре.
Преимущественно, установочная головка перемещается поперечно по траектории, проходящей в меридиональной плоскости /то есть, плоскости, которая включает ось вращения опоры/. Таким образом, управление головкой при укладке осуществляется на коротком расстоянии, и, в частности, это расстояние, на котором необходимо направлять головку, не зависит от угла укладки, который регулируется так, как поясняется ниже.
В этом случае угол укладки отрезков нити регулируется путем координации скорости средств перемещения упомянутой установочной головки и скорости приведения во вращение опоры. По существу, угол укладки нити в этом случае зависит только от сочетания двух следующих скоростей: аксиальной составляющей поперечной скорости приводной цепи и тангенциальной скорости к поверхности опоры вследствие ее вращения.
Если она направлена по траектории, составляющей угол менее 90o, например, угол укладки нити на опоре, следует значительно больше изогнуть траекторию управления для того, чтобы она оставалась постоянно на одинаковом расстоянии от опоры.
Все подробности исполнения изобретения поясняются в дальнейшем с помощью сопровождающих чертежей.
На фигуре 1 представлен общий вид, изображающий основные органы первого станка, согласно изобретению.
На фигуре 2 представлена схема, раскрывающая способ укладки отрезкой нити согласно изобретению.
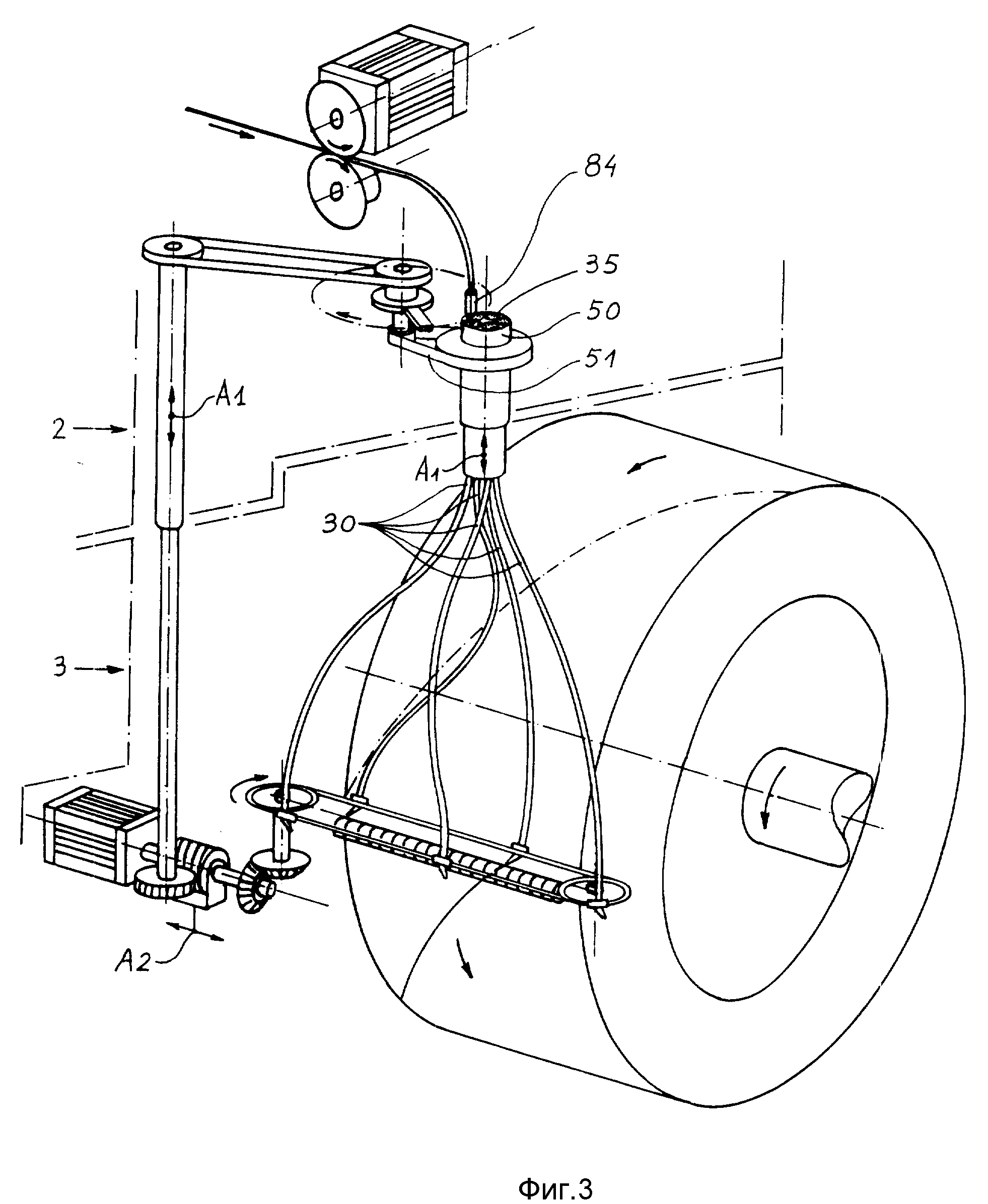
На фигуре 3 представлен вариант первого станка.
На фигурах 4 и 5 представлены схемы, поясняющие способ укладки отрезков нити, соответствующей указанному выше варианту.
На фигуре 6 представлен другой вариант первого станка.
На фигуре 7 представлена схема, поясняющая, в частности, принцип действия варианта, показанного на фигуре 6.
На фигуре 8 представлен общий вид, изображающий основные органы второго станка.
На фигуре 9 показана подробность подачи нити.
На фигуре 10 показан выход установочных трубок.
На фигуре 11 представлен вариант второго станка.
На фигуре 1 показан жесткий сердечник 1, составляющий опору, на которой изготавливается усиление верха. Эта опора может также быть образована шаблоном любого типа, определяющим поверхность, на которую будут накладываться отрезки нити, составляющие усиление, например, это может быть армированная надувная мембрана или же шаблон с регулируемым диаметром типа применяемого в станках для изготовления верхнего блока и воспроизводящего чисто цилиндрический профиль, или же профиль, выгнутый поперечно. Сердечник 1 предварительно покрывается всеми составляющими, которые должны быть на него нанесены перед размещением усилений верха. Сердечник 1 приводится во вращение в направлении, указанном стрелкой Ω. .
Распределитель нити включает систему механического привода нити и устройство для обрезки нити. Нить 4 сматывается с бобины /не показана/ и подается вперед посредством двух роликов 80, 81, между которыми она зажата. Ролик 81 приводится в движение двигателем 82. Ролики 80 и 81 имеют предотвращающее скольжение покрытие, такое, как вулканизированная резина. Благодаря этой системе механизации можно подавать вперед нить 4 с большой точностью с тем, чтобы можно было бы постоянно измерять количество поданной нити 4 по числу оборотов двигателя 82 и понижающей передачи. Нить любого типа можно механизировать и измерять таким образом.
На выходе с роликов 80, 81 нить 4 вводится в гибкую трубку 83, усиленный конец которой представляет гильзу 84, удерживающую нить 4, когда она обрезается вращающимся ножом 85. В тот момент, когда вращающийся нож 85 обрезает нить 4, она останавливается на очень короткий миг. Следовательно, гибкая трубка 83 может в достаточной мере удлиняться, чтобы в данный момент содержать количество нити 4, которое продолжает выталкиваться роликами 80, 81.
На выходе распределителя нити имеются органы укладки нити. Гильза 84 составляет выход распределителя нити. Органы укладки нити включают по существу установочную трубку 30, вход 31 которой, представляющий собой фиксированное место в пространстве, находится напротив гильзы 84. Вход 31 установочной трубки расположен над сердечником 1, в средней плоскости названного сердечника 1. Выход установочной трубки соединен непосредственно с установочной головкой 32, которая перемещается поперек сердечника 1 над ним. Установочная трубка 30 должна быть выполнена из гибкого материала, поскольку она соединяет фиксированную точку в пространстве - вход 31 - и подвижную точку в пространстве - установочную головку 32.
Установочная головка прицеплена к ведущей цепи 5, смонтированной на двух роликах 51, 52, расположенных по обе стороны сердечника 1. Это составляет направляющий контур установочной головки. Ролики 51 и 52 разнесены на расстояние несколько большее ширины усиления верха, самого широкого, которое должно быть изготовлено. Оси вращения роликов 51 и 52 перпендикулярны к радиусу сердечника, проходящему через приводную цепь 5, и перпендикулярны также к оси вращения сердечника 1.
Такое расположение разумеется специально предусмотрено для приведения в действие установочной головки постоянно в одном и том же направлении. Установочная головка передвигается по вдоль поверхности опоры слева направо для укладки отрезков, наклоненных спирально "вправо", затем возвращается в свое исходное положение, не изменяя тангенциальной скорости. Но можно сконструировать станок, в котором установочная головка выполняет возвратно-поступательное движение: поперечное передвижение для укладки, затем возврат без укладки движением заднего хода по той же траектории. Приводная система с цепью на роликах также может быть использована таким же образом.
Ролик 52 установлен на валу 53, который приводится во вращение другим валом 54 посредством угловой передачи 59. Вал 54 приводится во вращение двигателем 57. На валу 54 установлен с возможностью скольжения червяк 55. Зубчатое колесо 56 находится в зацеплении с червяком 55 и передает движение на раздвижной вал 86. Раздвижной вал 86 передает движение на вращающийся нож 85 посредством ременной передачи.
Предпочтительно, станок содержит прикатывающее устройство, предназначенное для надежного приклеивания нитей 4, уложенных на сердечник 1. По меньшей мере важно, чтобы сцепление нити с опорой было достаточным для того, чтобы после обрезания нити вращение опоры увлекало за собой отрезок нити без случайного скольжения, отрицательно влияющего на точность ее укладки. Это прикатывающее устройство здесь состоит из рампы 6 с прижимными роликами 60, охватывающей всю ширину сердечника 1, и расположенной параллельно приводной цепи 5 точно в месте соприкосновения нити с сердечником 1. Таким образом, прикатывающее устройство смонтировано параллельно направляющему контуру установочной головки.
Важно отметить, что нож останавливает нить 4 на очень короткое время. После обрезки отрезок нити больше не испытывает механизированной подачи как на входе. Именно поэтому регулируют последовательность операций так, чтобы конец нити 4 соединился с сердечником 1 до того, как нить будет обрезана. После обрезки нить 4 передвигается посредством движения сердечника 1, с которым она оказывается сцепленной.
Следует еще отметить, что если скорость нити 4 больше периферической скорости сердечника 1, желательно, чтобы обрезка происходила сразу после того, как нить 4 оказывается зажатой между роликами 60 и сердечником 1, причем между входом 31 и гильзой 84 моментально скапливается небольшая дополнительная длина. Зато если скорость нити 4 менее периферической скорости сердечника 1, следует обрезать нить 4 непосредственно перед тем, как она окажется зажатой между роликами 60 и сердечником 1. В этом случае устанавливают рампу 6 так, чтобы первый ролик 60 зажимал нить 4, когда она устанавливается перед ним установочной головкой 32.
Все элементы, которая были только что описаны, объединяются в две системы: систему питания 2 и установочную систему 3. Установочная система 3 включает установочную головку 32 и механизм ее привода и направления. Эта установочная система 3 радиальным скольжением может удаляться или приближаться к оси вращения сердечника 1 для регулирования радиуса укладки нитей 4. Система питания включает в основном источник подачи нити и нож для ее обрезки. Установочная рубка 30 соединяет систему питания 2 с установочной системой 3. Для решения вопросов регулирования, которые будут пояснены ниже, установочная трубка 30 имеет два отрезка разных сечений 30А, 30В, насаживающиеся один на другой. Отрезок 30А является частью системы питания 2, тогда как отрезок 30В является частью установочной системы 3.
Основные регулировки станка представлены на схеме стрелками А1, А2 и А3. Регулировка А1 представляет собой движение скольжения системы питания 2 относительно установочной системы 3. Целью этого движения является изменение полезной длины установочной трубки 30 для подгонки ее к длине отрезка 40 нити 4, который нужно уложить. Поворотный нож 85 отсекает отрезок 40 нити 4 в тот момент, когда конец нити 4 соприкасается с сердечником 1. Установочная трубка 30 поэтому должна быть способна вместить всю длину укладываемого отрезка 40. Чтобы изменить полезную длину установочной трубки 30, отрезок 30А вставляется внутрь отрезка 30В и регулировкой А1 можно изменять глубину этого проникновения. Оба эти отрезка 30А и 30В могут поворачиваться по отношению друг к другу с тем, чтобы дать возможность установочной головке 32 полностью поворачиваться вокруг самой себя, что ее заставляет делать движение приводной цепи 5.
Регулировка А2 позволяет устанавливать край усиления верха на сердечнике 1. Первая ручная регулировка заставляет нить 4 продвинуться до головки 32 установочной трубки 30 для того, чтобы отрегулировать желаемое положение края усиления верха. Небольшие изменения вокруг этого положения заставляют изменять фазу работы поворотного ножа 85 относительно движения приводной цепи 5. Такое изменение фазы достигается за счет смещения червяка 55 по оси 54. Регулировка А2 обязательна для перехода, например, с первого слоя верха (в обычной терминологии) ко второму, так как они обычно не имеют одинаковой ширины и их края не совсем точно накладываются один на другой радиально.
Регулировка А3 состоит в замене шестерни на угловой передаче 59 с целью изменения направления движения цепи 5, без изменения направления вращения ножа 85, так как его форма заставляет использовать его все время в одном и том же направлении /см. ниже/. Регулировки А1, А2 и А3 можно очень легко автоматизировать.
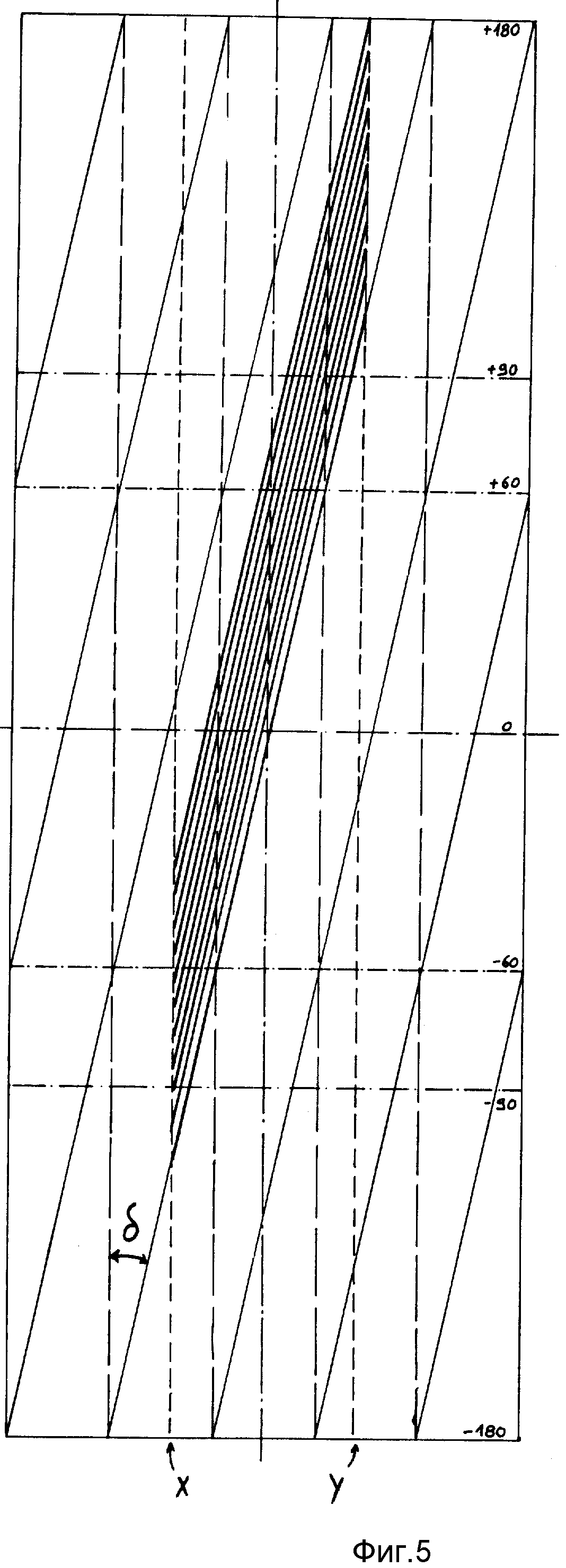
На фиг. 2 представлен разворот в плоскость поверхности, на которую укладывают нити усиления. Чтобы упростить рассуждения, предположим, что эта поверхность, на которой составляют усиление представляют собой цилиндр. Ширина W усиления на графиках показана по оси абсцисс, а развертка D показана по оси координат. Угловые реперы, нанесенные на ось ординат, облегчают понимание принципа укладки нитей усиления.
Цепь 5, которая обеспечивает движение установочной головки, представлена в развернутом виде по оси абсцисс на схеме отрезком L. Длина L цепи 5 пропорциональна тангенсу угла укладки L. Отметим также, что длина отрезка L превышает удвоенную ширину W усилений верха. Это позволяет точно проводить головку 32 по всей ширине верхнего усиления, располагая ролики 51 и 52 чуть шире этой зоны передвижения.
Когда головка 32 делает полный оборот перед сердечником 1, это соответствует на развернутом представлении, переходу слева направо по отрезку L. Точка X траектории L установочной головки 32 соответствует одному краю верхнего усиления. Точка Y на траектории L соответствует другому краю усиления. Только часть плоской схемы представляет верхнее усиление: речь идет о поверхности, заключенной между горизонталями, соответствующими -180o и +180o, и вертикалями, поднимающимися из точек X и Y. Следует напомнить, что для того, чтобы край отрезка 40 укладываемой нити всегда соответствовал краю верхнего усиления, необходимо, чтобы движения цепи 5 и поворотного ножа 85 были бы синхронизированы, как указывалось выше.
Если сердечник 1 выполняет полный оборот, при том что приводная цепь 5 также выполняет полный оборот, полученный угол спирали составляет α /см. фиг. 2/. Полная конструкция усиления содержит большое количество смежных отрезков 40, разделенных между собой на установочный шаг ε. Для непрерывного изготовления усиления обеспечивают движение таким образом, чтобы при полном обороте цепи 5, сердечник повернулся на 360o плюс часть оборота в 360o, соответствующую установочному шагу ε . В любом случае легко изменить угол спирали α, поскольку этот угол представлен диагонально, вычерченной в прямоугольнике, ширина которого соответствует развертке цепи 5, а длина соответствует относительному движению по окружности между сердечником 1 и установочной головкой 30. Поскольку угол, соответствующий шагу укладки, очень мал, в дальнейшем изложении предполагается, что изменение угла спирали в связи с этим ничтожно по сравнению α. Для изготовления усиления верха регулируют движения вращения сердечника 1 и цепи 5 в соотношении 1/1, если хотят осуществлять укладку с углом α, и делают столько оборотов, сколько отрезков 40 имеется в усилении верха покрышки.
Теперь рассмотрим возможности регулирования угла укладки нити 4, представляемые описанным станком. Чтобы обеспечить работу на высоком ритме, предпочтительно, чтобы все приводные двигатели вращались с постоянной скоростью, особенно привод сердечника 1. В этом случае траектория установочной головки 32 установочной трубки 30 постоянно представляется наклонной линией, такой, как линия на фигуре 2. Изменение номинальной скорости цепи 5 влечет за собой два последствия: прежде всего, изменение угла спирали, что является поставленной целью, а также изменение частоты укладки отрезков нити на сердечник 1: например, если скорость цепи 5 увеличивается вдвое, за один наоборот сердечника 1 укладывают два отрезка 40 (точнее, за один оборот плюс часть оборота, зависящая от желаемого конечного значения шага укладки).
Если умножают скорость цепи на нецелое число, помимо двух указанных выше последствий, отмечено, что невозможно укладывать каждый из отрезков все время в одном и том же желаемом аксиальном положении. Поскольку края отрезков не ложатся больше по окружности, возникает тупиковая ситуация. Поэтому необходимо ввести условие, которое можно было бы назвать "край слоя", что приводит к допущению только кратных или дольных значения скорости цепи, соответствующей углу α, вычерченному на фиг.2.
Наконец, шаг укладки является параметром, который также следует соблюдать, поскольку он обусловлен "архитектурой" изготавливаемой пневматической шины. Шаг укладки приводит к незначительному изменению скорости сердечника, что никак не сказывается на положении краев отрезков 40. Скорость сердечника также выбирается с учетом желаемого угла спирали, частоты укладки и, наконец, шага укладки.
При использовании такого
станка нужно, чтобы установочный угол α отвечал следующему
условия:

Так, например, если скорость цепи 5 удваивают, оставляя скорость вращения сердечника 1 неизменной, получают угол β (см. фиг. 2).
В другом варианте станок содержит несколько установочных трубок, сходящихся к установочной головке и имеющих один вход, через который вставляется нить. Станок содержит устройство, позволяющее последовательно подставлять каждый из этих входов к режущему устройству для введения нити. Движение подставляющего устройства синхронизировано с движением приводной цепи.
Допустим, что станок содержит пять трубок 30 /см. фиг. 3/, расположенных на равном расстоянии друг от друга на цепи 5, причем вход каждой трубки 30 фиксируется в отверстии 35 цилиндра 50, представляющего подставляющее устройство. Цилиндр 50 устанавливается с возможностью последовательной подачи каждого из этих отверстий 35 к системе механизации и резки нити для введения нити внутрь одного из отверстий. Движение цилиндра 50 синхронизировано с движением приводной цепи 5.
При соблюдении соотношения 1:1 для скоростей сердечника и приводной цепи 5 получают тот же установочный угол α, как в предыдущем варианте. Благодаря пяти установочным головкам изготовление верхнего усиления начинается в пяти местах, расположенных по окружности на сердечнике с интервалом 72o. Полное усиление изготавливается целиком в пять раз скорее, чем с предыдущим вариантом.
Но самый большой интерес
этого варианта состоит в другом. Он позволяет по существу более точно регулировать угол укладки проволоки. Допустим, что скорость цепи
5 замедлили на 1/5. Как это показано на плоской схеме фигуры 4,
линия, соответствующая траектории первой установочной головки, развертывается по дуге 360o + 90o = 450o,
потому что это равносильно наличию в распределителе нити
только четырех трубок за один оборот сердечника. На фиг. 4 эта линия обозначена буквой А. Получают угол γ, такой, что tgγ =
4/5α.
Если скорость цепи замедляют еще больше,
например, на 2/5, то в этом случае траекториями станут линии, показанные на фигуре 5, где установочной угол δ таков, что tgδ
= 3/5tgα. Следует заметить, что в данном случае
точность регулирования гораздо выше.
Следовательно, видно, что можно создать станок, который позволяет точно соблюдать постоянный угол при укладке нитей усиления верха, и который позволяет регулировать этот угол достаточно малыми приращениями, чтобы он соответствовал желаемой "архитектуре" пневматической шины. Важно заметить, что все эти регулировки достигаются путем воздействия только на соотношение двух скоростей и что сами скорости могут оставаться постоянными. Для этого используется большое число установочных трубок, расположенных на равном расстоянии друг от друга на цепи 5. Среди этих установочных трубок за один оборот опоры их подают к распределителю нити любое число /но целое/. Разумеется, в этом случае можно укладывать только отрезки нити, так как нить должна быть разрезана на входе установочных трубок.
Другая возможность регулирования установочного угла α состоит в изменении длины самой цепи. Глядя также на фиг. 2 и зная, что L - длина цепи 5, можно увидеть, что если L увеличивается притом, когда D остается неизменным, величина угла α будет возрастать. Изменяя число звеньев цепи и изменяя скорость привода сердечника 1 так, чтобы один его оборот соответствовал одному обороту цепи 5, можно получить практически любой установочный угол.
Выше было объяснено, как станок, согласно изобретению, позволяет укладывать отрезок усилительной нити под строго постоянным углом. Так, проектировщик пневматической шины может захотеть, в некоторых случаях, чтобы этот угол был переменным, например, чтобы этот угол увеличивался, когда приближаются к краю верхнего усиления. Достижение этой цели обеспечивается регулированием скорости цепи 5 с целью достижения переменной скорости последней при сохранении постоянной скорости вращения опоры 1.
На фигуре 6 представлена модификация станка, показанного на фиг. 1, с целью придания ему возможности осуществлять эту укладку под переменным углом. Считается, что следует начинать со средней скорости цепи 5, которая дает средний установочный угол α нити усиления. Принцип состоит в добавке, или в сокращении в незначительной степени скорости движения цепи 5. Средства для регулирования скорости цепи 5 состоят из первого вала 54, приводимого в движение со скоростью, прямо пропорциональной скорости сердечника 1. До сих пор, следовательно, ничего не менялось по отношению к базовому станку, который показан на фиг. 1.
Но на этот раз вместо прямого приведения в действие ролика 52 первый вал 53А действует на первую планетарную шестерню дифференциальной передачи 65. Второй вал 53В приводится в действие второй планетарной шестерней дифференциальной передачи 65, и она приводит в действие ролик 52, который сам приводит в действие цепь 5. Коронная шестерня сателлитов дифференциальной передачи 65 выполнена заодно с рычагом 66, на котором закреплен ролик 57, который взаимодействует с поворотным кулачком 68, приводимым в действие с угловой скоростью, прямо пропорциональной угловой скорости первого вала 53А. Здесь используют дифференциальную передачу из-за ее способности добавлять или уменьшать скорость по отношению к скорости вращения входного вала с целью получения переменной скорости на выходном валу путем воздействия на третий вал дифференциальной передачи.
Профиль кулачка 68 выполнен для передачи двух замедлений и двух ускорений на цепь 5. Кулачок 68 закреплен на валу 86 для того, чтобы первое ускорение было передано до того, как установочная головка 32 достигнет бокового края верхнего усиления. Затем замедляют головку 32. После этого ей снова дают ускорение, когда установочная головка 32 подошла к другому краю верхнего усиления, и наконец, замедляют цепь 5 при движении назад для замыкания цикла.
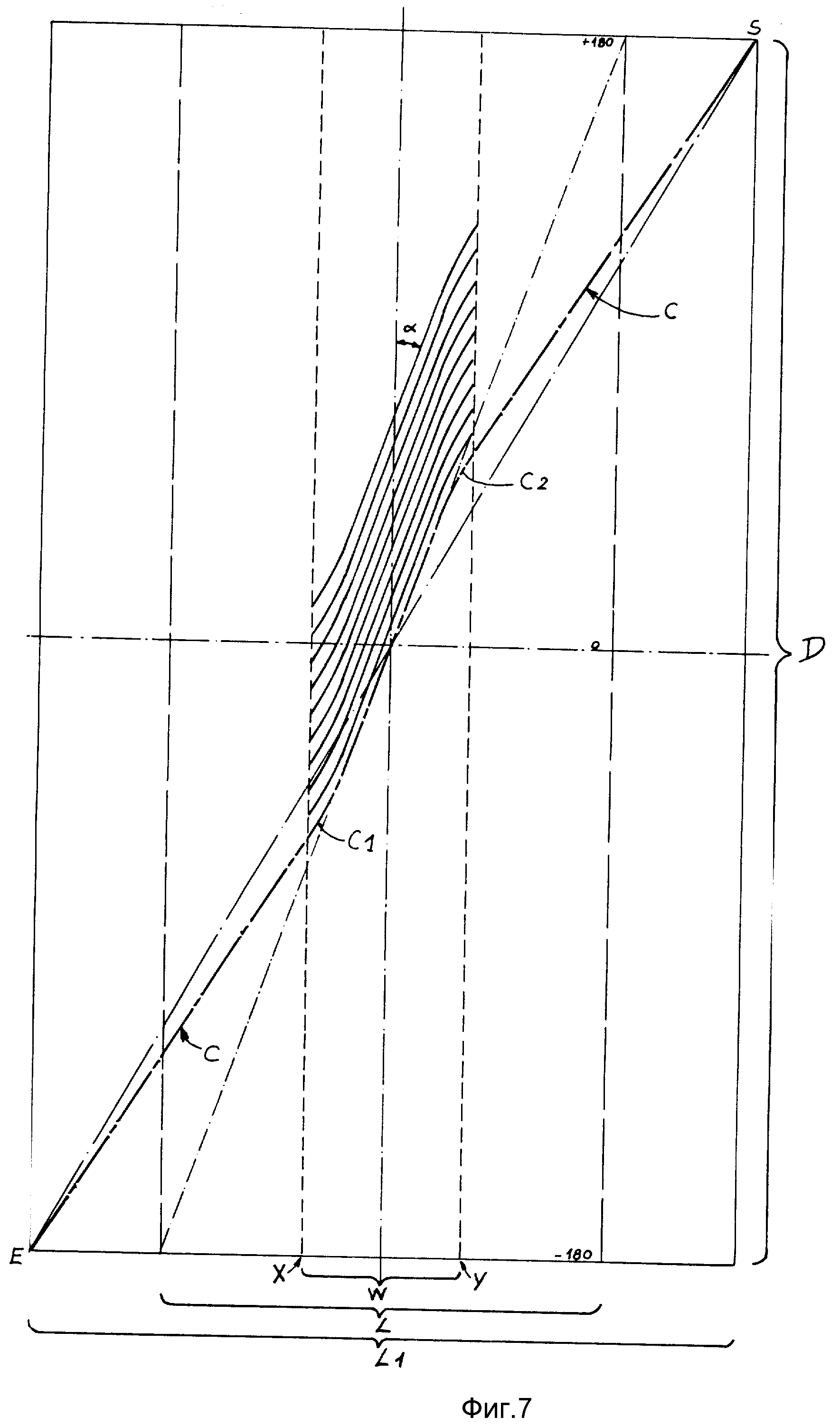
На фиг. 7 показана сплошными линиями развертка в плоскости, соответствующая варианту, представленному на фигуре 6. Позициями C1 и C2 обозначены части, отклоненные относительно диагонали, отклонения, которые возникают вследствие кулачка 68.
На той же фиг. 7 смешанными жирными линиями C показано, как можно использовать кулачок для регулирования установочного угла α. Выше было показано, как можно было бы получить любой установочный угол, меняя длину цепи. Можно также регулировать его от данной длины цепи /например, L1/, используя кулачок, который дает желаемый угол α в зоне укладки, заключенной между вертикалями, поднимающимися в X и Y, и который позволяет соединить концы E и S диагонали, получаемой с цепью длиной L1 без применения кулачка. На промышленном станке замена кулачка может стать более легкой операцией, чем замена цепи. В этом случае имеется также возможность сделать станок очень многоцелевым.
Следует также отметить, что чем больше будет установочный угол, тем больше увеличится длина соответствующей цепи. Но в то же время длина указываемой нити уменьшается при неизменной ширине настила W. Следовательно, нужно, чтобы длина трубки 30 уменьшилась, что может сделать ее движения слишком напряженными. Чтобы избавиться от этой трудности, можно всегда выбрать деление длины цепи на два. Таким образом, при одном обороте сердечника будут иметь место два прихода цепи. Это можно использовать для увеличения вдвое темпа укладки при условии использования подогнанного кулачка, если он вообще используется.
Выше указывалось уже на интерес, который представляет конструирование станка, который содержит большое количество установочных трубок. Последние прикрепляются и равномерно размещаются по всей длине цепи 5, что позволяет проводить их перед опорой 1. На фигуре 8 представлен такой станок. При использовании, например, 50 трубок 7, можно получить регулировку угла α приращениями, составляющими приблизительно 20 угловых минут. На фигуре не были показаны установочные трубки, прикрепленные к самой удаленной части цепи 5 сердечника, для того чтобы не перегружать фигуру 6, и чтобы не закрывать установочные трубки, прикрепленные на части цепи 5, прилегающей к сердечнику 1.
В таком станке вход установочных трубок 7 прикрепляется к вторичной приводной цепи 5S, смонтированной на вторичном направляющем контуре строго параллельном направляющему контуру выходов 32 установочных трубок. Движение обоих приводных цепей синхронизированно. Вторичная цепь 5S смонтирована на роликах 51S и 52S.
Ролик 51S соединен с роликом 51 раздвижным валом А1 для передачи механизированной связи между обеими цепями 5 и 5S. Все трубки 7 выполнены из двух отрезков 7а и 7б, которые могут скользить один в другом.
Стрелкой А1 схематично показано регулирование длины отрезка нити, который должен быть уложен на опору 1. Это регулирование А1 совершенно аналогично тому, которое было подробно описано выше. Органы механической подачи нити /ролик 80, 81 и привод 82/ и органы резки нити /поворотный нож 85/ все расположены на системе питания 2, которая может быть перенесена сверху вниз движениями, обозначенными стрелками А1. Этот перенос позволяет выверять длину каждой нити, накапливаемой в установочных трубках 7.
Привод 57 приводит в действие как органы, находящиеся на установочной системе 3 (цепь 5), так и органы, находящиеся на системе питания 2 (поворотный нож 85). На этот раз, в отличие от первого варианта, привод 57 помещен на системе питания 2. Он смонтирован на плате 20, которая может передвигаться горизонтально на направляющих 21, параллельных оси сердечника 1. Ролики 80, 81 и их привод 82 также закреплены на этой плате 20.
Плата показана в левом положении, как представлено на фиг. 8, для спиральных отрезков справа. Так, нить 4 должна быть введена в трубку 7, находящуюся вертикально над левым краем сердечника 1. Плата передвигается вправо для укладки спиральных отрезков слева. Установка осуществляется переносом, который представляет собой фазу регулирования станка. Когда станок находится в работе, нить постоянно вводится в установочную трубку распределителем нити, когда ее выход /гильза 841 или 842, соответственно/ установлен в фиксированном месте в пространстве.
Для осуществления регулировки А2, названной "краем слоя" используют червяк 55, который скользяще устанавливается на валу 54.
Система выдвижных установочных трубок 7 образует стенку, которая непрерывно передвигается перед сердечником 1. Система механизации нити вводит ее во вход 71 каждой установочной трубки 7.
На фиг. 9 видно, что вход 71 каждой установочной трубки 7 образует воронку 710, вытянутую в направлении перемещения установочных трубок 7. Отклоняющее приспособление 711 ориентирует нить 4 так, чтобы с помощью дефлектора 712 она проникала внутрь воронки 710, которая находится перед воронкой напротив втулки 841. В период времени, необходимый для введения отрезка 40 нити 4 внутрь установочной трубки 7, вход 71 названной установочной трубки 7 передвигается в боковом направлении на расстояние, точно соответствующее интервалу между двумя смежными установочными трубками 7.
Вход 71 в форме воронки 710 позволяет сделать более удобным это поперечное перемещение. Воронка симметрична для того, чтобы аккомодация действовала в обоих направлениях /верхние слои обычно имеют противоположные углы/. Резка нити происходит, когда она имеет прямолинейное положение на самом коротком отрезке движения между гильзой 841 и основанием воронки 710, для того чтобы на выходе отрезок нити 4 имел идеальное положение для захвата его роликами 60 и сердечником 1.
Кроме того, вращающийся нож 851 имеет с задней стороны своего движения скос 850, который освобождает по возможности быстро выход гильзы. Так, при резке нити 4 она остается механизированной и следует избегать того, чтобы она скапливалась в слишком большом количестве в мягкой трубке 83.
Нож 841 приводится в действие валом 54. Он управляет также движением цепей 5 и 5S. Известно, что нужно иметь возможность менять направление этого движения для того, чтобы укладывать то отрезки по спирали влево, то отрезки по спирали вправо, что в этом станке осуществляется реверсированием направления вращения двигателя 57.
Однако, такой нож, как нож 851, не может быть реверсивным, поскольку он имеет скос 850. Этим объясняется наличие второго ножа 852, применяемого для укладки отрезков по спирали слева. Нож 851 поворачивается параллельно гильзе 841, которая выполнена заодно с платой 20. Нож 852 поворачивается параллельно гильзе 842, которая также выполнена заодно с платой 20. Ножи 851 и 852 перемещаются в то же время, что и гильзы 841 и 842. Когда плата 20 установила соответствующий нож в желаемое положение, выход 830 гибкой трубки 83 располагается против соответствующей гильзы посредством соответствующего механизма (не показан).
На фиг.10 видно, что цепь 5 находится в контакте с направляющей цепи 58, которая охватывает по возможности форму сердечника 1. Все выходы 72 установочных трубок 7 соединены с цепью 5. В этом станке имеется рампа для роликов 60, роль которых состоит в завершении закрепления каждого отрезка 40 на сердечнике 1, как это показано выше.
Каждую установочную головку 72 предпочтительно ориентируют для того, чтобы нить 4, которая выходит из нее, представала относительно сердечника 1 под углом того же знака, что и желаемый угол спирали. Нужно иметь возможность реверсирования этой ориентации для перехода от одного слоя верха покрышки к другому. Для этой цели применяют цепь реверсирования 5i, установленную на роликах 52i /фигура 8/.
Привод /не показан/ позволяет изменять угловое положение ролика 52i относительно ролика 52. каждая трубка 7 связана с реверсивной цепью 5i небольшими шатунами, которые сообщают момент вращения на каждую трубку 7 в соответствующем направлении.
Фиг. 11 позволяет пояснить, как можно слегка изменять скорость каждой установочной головки 72. Целью этого изменения является та же, которая пояснялась выше, а именно укладка всех отрезков 40 под переменным углом. Для этого следует замедлить, а потом ускорить отдельно каждую установочную головку 72.
Каждая установочная головка прикрепляется к приводной цепи 5 посредством коромысла 93, имеющего ось вращения 91 и два рычага. Ролик 90 установлен на конце одного из рычагов. Установочная головка 72 устанавливается на конце другого рычага. Ролик 90 входит в контакт с кулачком 9, ориентированным параллельно направляющему контуру цепи 5. Профиль кулачка позволяет при постоянной скорости цепи 5 изменять поперечную скорость каждой установочной головки 72 отдельно. Трубка 7, разумеется, должна обладать остаточной гибкостью.
Понятно, что роль цепи 5 состоит в управлении и приведении оси 91 поворота коромысел 93 в действие. Установочная головка 72 каждой установочной трубки прикрепляется к концу 94 коромысел 93. Этот конец 94 передвигается в боковом направлении благодаря рельсам 95.
В свете этого описания специалист легко может реализовать варианты и использовать адаптацию, не выходя за рамки настоящего изобретения. Можно захотеть, например, укладывать нити из текстильного материала. Все нити, не обладающие никаким сопротивлением сжатию, императивно должны оставаться хорошо вытянутыми. Можно использовать, везде, где это необходимо, пневматическое проталкивание типа представленного под цифровой позицией 56 в патенте США 3894906. Такое проталкивание можно было бы использовать в трубках 30 или 7, а также в гибкой трубке 83.
Реферат
В способе изготовления пневматической шины собирают постепенно на опоре, смонтированной поворотно вокруг оси, набор различных составляющих пневматической шины по порядку с установкой их на места в соответствии со строением пневматической шины. Нить для усиления шины подают по меньшей мере через одну установочную трубку и установочную головку перемешают поперек над опорой. Нить для усиления шины подают по меньшей мере для усиления верха опоры. На входе нити в установочную трубку осуществляют ее обрезку для получения отрезков нити, которые подают через установочную головку и соединяют с опорой, которую выполняют с самоклеющими свойствами. Станок для изготовления усиления верха пневматической шины содержит средства укладки нити в заданном месте на опоре и приводные средства для опоры для приведения ее во вращение вокруг оси симметрии. Станок снабжен установочными органами для приема нити из распределителя и установки нити в заданное место в пространстве в радиальном направлении над опорой. Установочные органы снабжены по меньшей мере одной установочной трубкой, расположенной у входа нити из распределителя и имеющей вход для приема нити, подаваемой из выхода распределителя, и перемещения нити внутри установочной трубки до соединения с ней установочной головки. Станок снабжен средствами для перемещения установочной головки поперек над опорой. Способ и устройство позволяют изготавливать из одной бобины нити любые силовые элементы верха шины, при любом значении угла, который образует кордная нить этих силовых элементов по отношению к средней плоскости, перпендикулярной оси вращения пневматической шины. 2 с. и 15 з.п. ф-лы, 11 ил.

Комментарии