Фив. 2
ГЧ)
Изобретение относится к области переработки полимерных материалов, предназначено для отвода газов из
полости пресс-формы, в частности при формовании и вулканизации покрышек
пневматических шин, и является усовершенствованием известного изобретения по авт. св. № 1235743.
Цель изобретения - облегчение об- служивания устройства за счет облегчения
удаления вставок из каналов и повторного их использования.
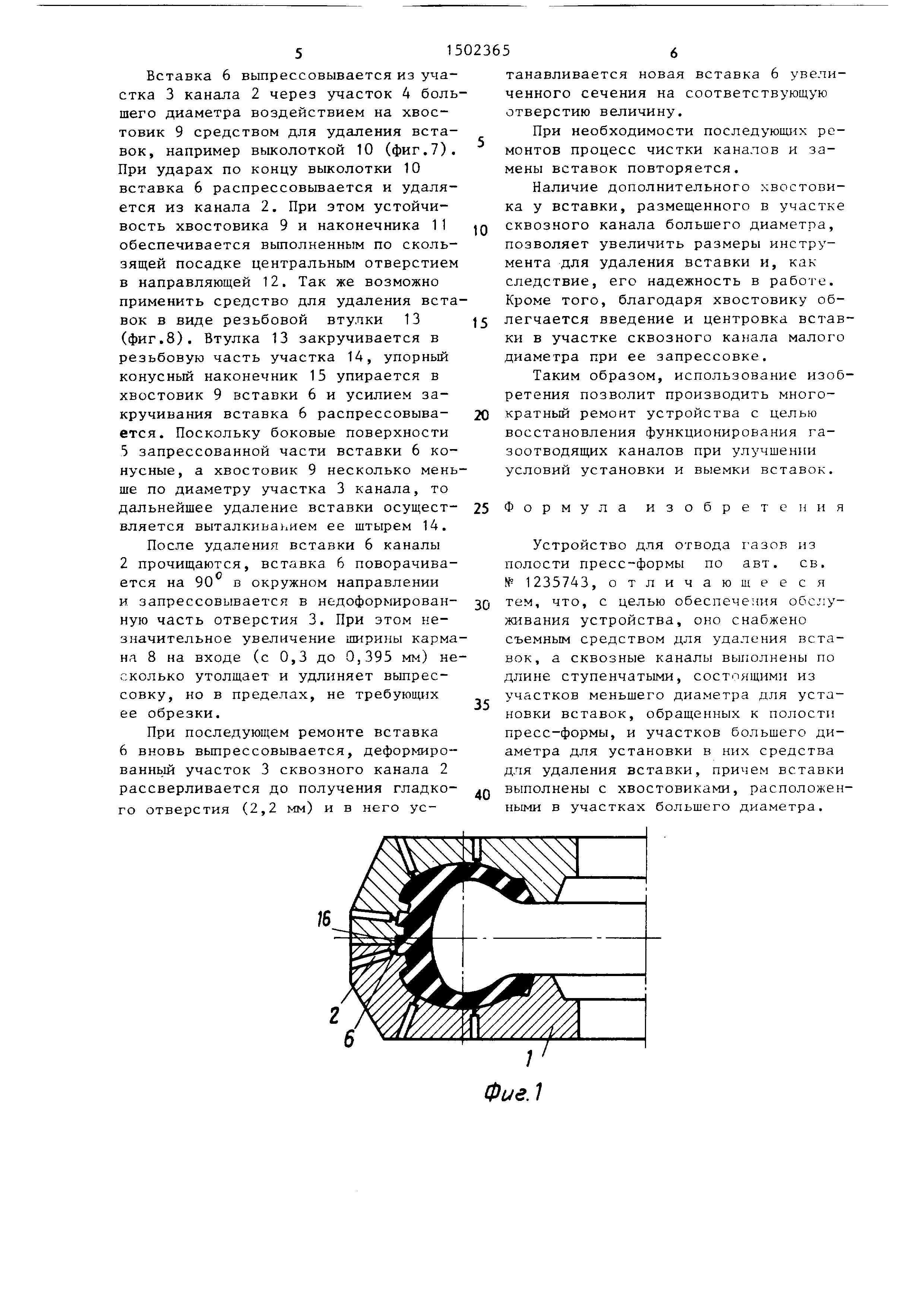
На фиг.1 изображено устройство для отвода газов, смонтированное в пресс-форме для формования и вулканизации
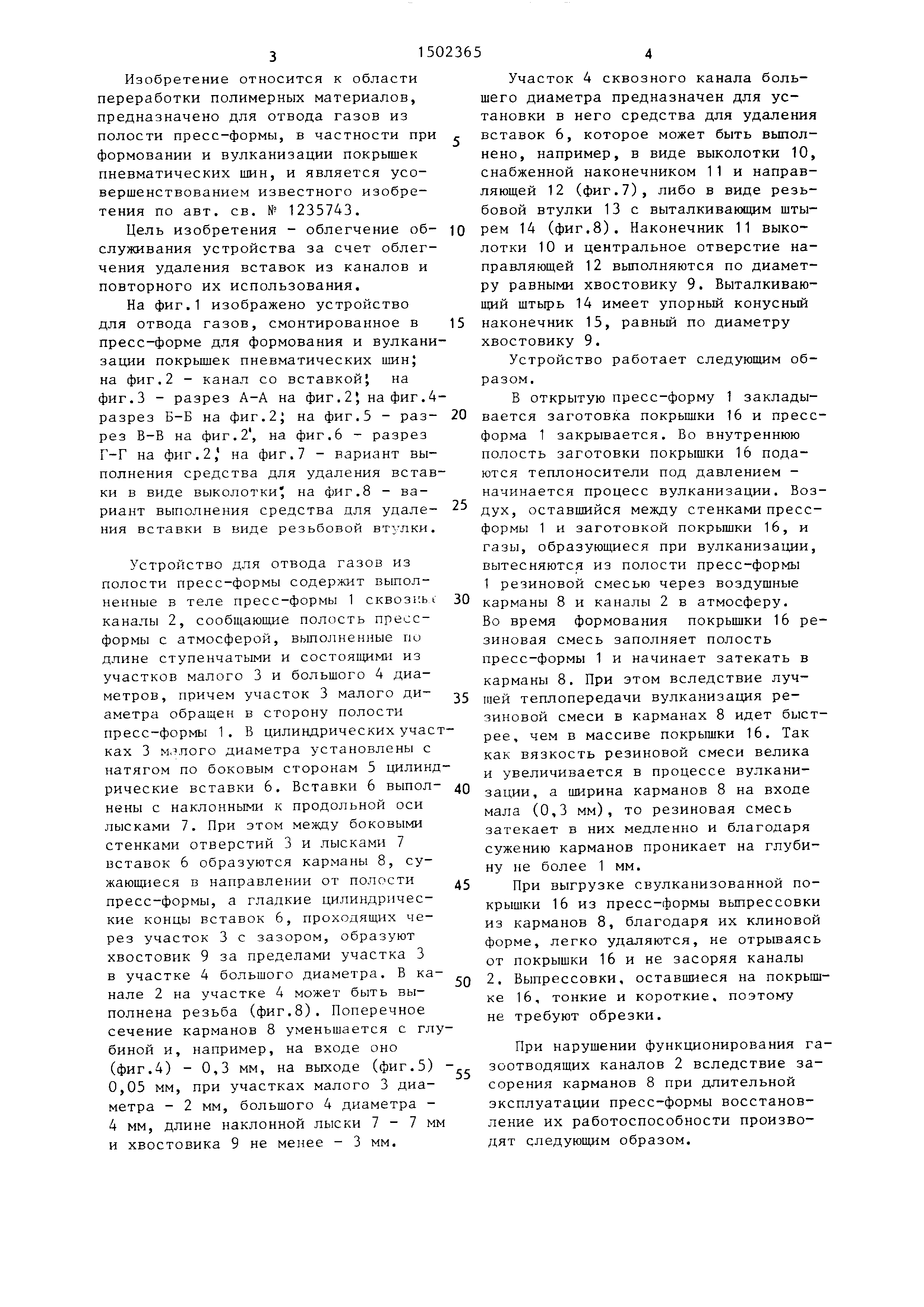
покрышек пневматических шин; на фиг.2 - канал со вставкой на фиг.З - разрез А-А на фиг.2; на фиг.4
разрез Б-Б на фиг.2; на фиг.5 - раз- рез В-В на фиг. 2, на фиг. 6 - разрез
Г-Г на фиг. 2, на фиг. 7 - вариант выполнения средства для удаления вставки
в виде выколотки на фиг.8 - вариант выполнения средства для удаления вставки в виде резьбовой втулки.
Устройство для отвода газов из полости пресс-формы содержит выполненные
в теле пресс-формы 1 сквозиь каналы 2, сообщающие полость пресс- формы с атмосферой, выполненные по
длине ступенчатыми и состоящими из участков малого 3 и большого 4 диаметров
, причем участок 3 малого диаметра обращен в сторону полости пресс-формы 1 . В цилиндрических учасках
3 м.злого диаметра установлены с натягом по боковым сторонам 5 цилиндрические
вставки 6. Вставки 6 выполнены с наклонными к продольной оси лысками 7. При этом между боковыми
стенками отверстий 3 и лысками 7 вставок 6 образуются карманы 8, сужающиеся в направлении от полости
пресс-формы, а гладкие цилиндрические концы вставок 6, проходящих через участок 3 с зазором, образуют
хвостовик 9 за пределами участка 3 в участке 4 большого диаметра. В канале
2 на участке 4 может быть выполнена резьба (фиг.8). Поперечное сечение карманов 8 уменьшается с глубиной
и, например, на входе оно (фиг.4) - 0,3 мм, на выходе (фиг.5) 0,05 мм, при участках малого 3 диаметра
- 2 мм, большого 4 диаметра - 4 мм, длине наклонной лыски 7 - 7 мм и хвостовика 9 не менее - 3 мм.
5 0
5
0
5
0
5
0
5
Участок 4 сквозного канала большего диаметра предназначен для установки в него средства для удаления
вставок 6, которое может быть выполнено , например, в виде выколотки 10,
снабженной наконечником 11 и направляющей 12 (фиг.7), либо в виде резьбовой
втулки 13 с выталкивающим штырем 14 (фиг.З). Наконечник 11 выколотки
10 и центральное отверстие направляющей 12 выполняются по диаметру равными хвостовику 9. Выталкиваю-
штырь 14 имеет упорный конусный наконечник 15, равный по диаметру хвостовику 9.
Устройство работает следующим образом .
В открытую пресс-форму 1 закладывается заготовка покрышки 16 и пресс-
форма 1 закрывается. Во внутреннюю полость заготовки покрышки 16 подаются
теплоносители под давлением - начинается процесс вулканизации. Воздух
, оставшийся между стенками пресс- формы 1 и заготовкой покрышки 16, и
газы, образующиеся при вулканизации, вытесняются из полости пресс-формы
1 резиновой смесью через воздушные карманы 8 и каналы 2 в атмосферу.
Во время формования покрьш1ки 16 резиновая смесь заполняет полость
пресс-формы 1 и начинает затекать в карманы 8. При этом вследствие лучшей
теплопередачи вулканизация резиновой смеси в карманах 8 идет быстрее
, чем в массиве покрьш1ки 16. Так как вязкость резиновой смеси велика
и увеличивается в процессе вулканизации , а ширина карманов 8 на входе
мала (0,3 мм), то резиновая смесь затекает в них медленно и благодаря
сужению карманов проникает на глубину не более 1 мм.
При выгрузке свулканизованной покрышки 16 из пресс-формы выпрессовки
из карманов 8, благодаря их клиновой форме, легко удаляются, не отрываясь
от покрышки 16 и не засоряя каналы 2. Выпрессовки, оставшиеся на покрьш -
ке 16, тонкие и короткие, поэтому не требуют обрезки.
При нарушении функционирования га- зоотводящих каналов 2 вследствие засорения
карманов 8 при длительной эксплуатации пресс-формы восстановление их работоспособности производят
следующим образом.
ФиеЛ
12