Способ сборки шин, содержащий наматывание ленты эластомера вокруг барабана для вулканизации шин - RU2675562C2
Код документа: RU2675562C2
Чертежи

Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу сборки шин, содержащему наматывание ленты эластомера вокруг барабана для вулканизации шин.
Уровень техники
Помимо прочего, сборка шины предусматривает наматывание ленты эластомера, например формирующей внутренний слой бескамерной шины, вокруг барабана для вулканизации шин, на который впоследствии наматывается слой каркаса шины. Лента эластомера подается к барабану для вулканизации шин парой ленточных конвейеров горизонтальной подачи, установленных последовательно один за другим.
Прежде чем наматывать ленту эластомера вокруг барабана для вулканизации шин необходимо гарантировать, что лента эластомера должным образом центрована относительно барабана для вулканизации шин, чтобы избежать образования чрезмерной асимметрии шины (другими словами, если выравнивание ленты эластомера относительно барабана для вулканизации шин не выдержано, сборка шины будет разбалансированной). Чтобы центровать ленту эластомера относительно барабана для вулканизации шин, устанавливается второй конвейер подачи (то есть конвейер подачи в непосредственной близости от барабана для вулканизации шин) с возможностью поперечного перемещения (то есть перпендикулярного направлению подачи ленты эластомера); таким образом, второй конвейер подачи движется поперечно (под управлением двигателя центровки), когда лента эластомера полностью ложится на второй конвейер подачи и перед намоткой ленты эластомера вокруг места начала намотки на барабан для вулканизации шин.
Оптическое измерительное устройство располагается между двумя конвейерами подачи, чтобы измерять поперечное положение ленты эластомера во время прохождения ленты эластомера от первого конвейера подачи на второй конвейер подачи; в частности, оптическое измерительное устройство циклически измеряет поперечное положение обеих сторон эластомерной ленты и вычисляет среднюю несоосность АОС (Average Out of Centre (среднее отклонение от центра)), используя следующее уравнение:

AOC среднее отклонение от центра;
N общее количество измеренных поперечных положений;
Ln n-ое поперечное положение левой стороны ленты эластомера;
Rn n-ое поперечное положение правой стороны ленты эластомера.
Второй конвейер подачи движется поперечно, управляемый двигателем центровки, чтобы выполнить поперечное перемещение на величину, равную среднему значению отклонения от центра AOC, вычисленному как описано выше, и достигнуть центровки ленты эластомера относительно барабана для вулканизации шин.
При использовании описанного выше способа центровки можно получить центровку ленты эластомера относительно барабана для вулканизации шин, которая приемлема в большинстве случаев, но которая, в целом, никогда не является оптимальной и, прежде всего, полностью непригодна, когда лента эластомера частично деформирована (то есть, имеет начальную форму, весьма далекую относительно идеальной прямоугольной формы).
В документах EP 0649730 A1, WO 2012139556 A1 и EP 0791551 A2 описаны способы центровки ленты эластомера при ее подаче к барабану для вулканизации шин.
Раскрытие изобретения
Задача настоящего изобретения состоит в обеспечении способа сборки шин, содержащего наматывание ленты эластомера вокруг барабана для вулканизации шин, причем способа, свободного от описанных выше недостатков и, в частности, являющегося простым и недорогим для осуществления.
В соответствии с настоящим изобретением, способ сборки шин, содержащий наматывание ленты эластомера вокруг барабана для вулканизации шин, обеспечивается в соответствии с приведенной ниже формулой изобретения.
Краткое описание чертежей
Настоящее изобретение будет далее описано со ссылкой на сопроводительные чертежи, объясняющие некоторые не создающие ограничений варианты осуществления.
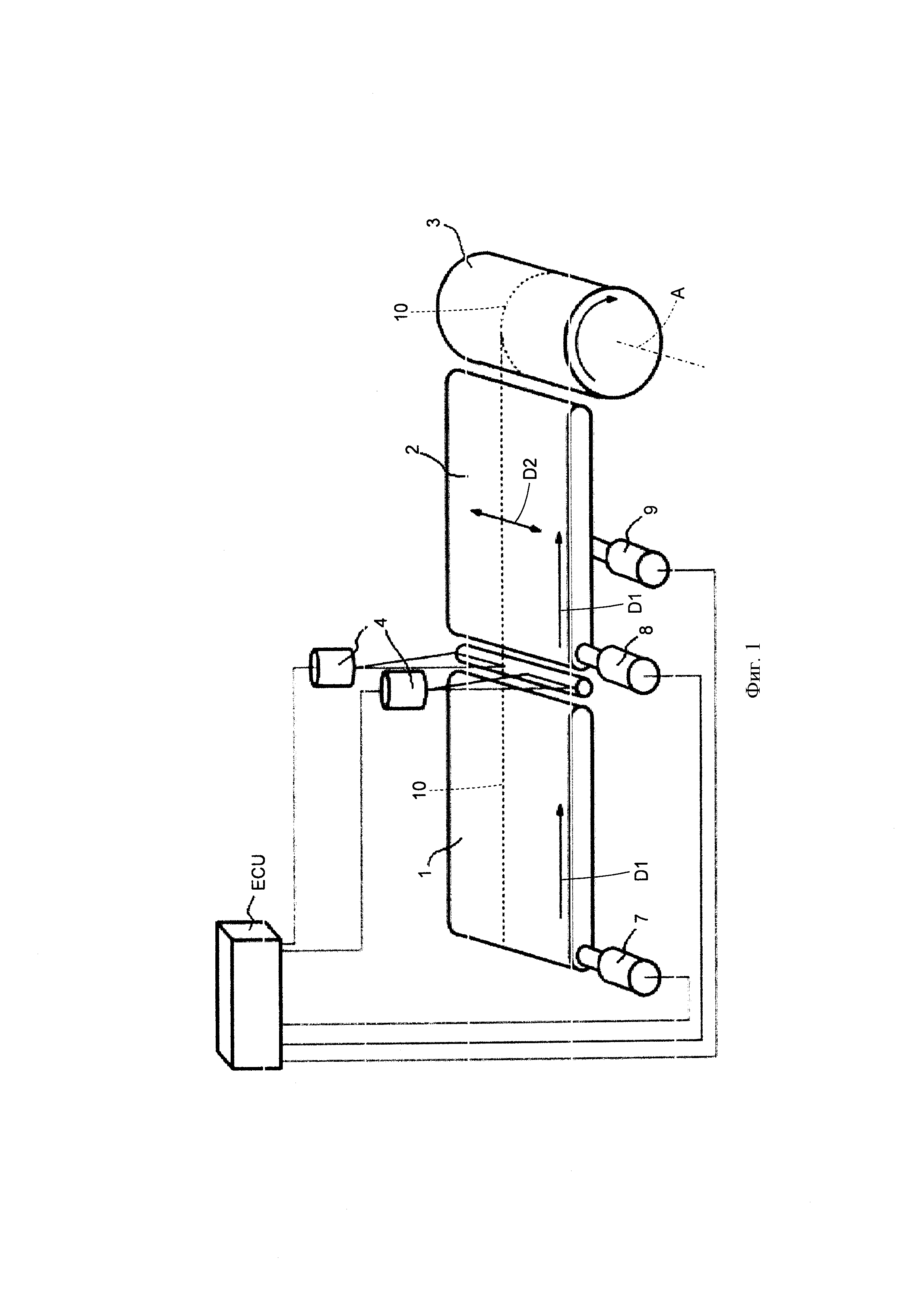
На фиг. 1 показан схематичный вид в перспективе места сборки шин, на котором лента эластомера наматывается вокруг барабана для вулканизации шин;
на фиг. 2-7 - место сборки шин, показанное на фиг. 1, на виде сверху во время последовательных этапов подачи ленты эластомера к барабану для вулканизации шин;
на фиг. 8-13 - место сборки шин, показанное на фиг. 1, на виде сверху во время последовательных этапов подачи ленты эластомера к барабану для вулканизации шин и в соответствии с альтернативным вариантом осуществления; и
на фиг. 14-19 - место сборки шин, показанное на фиг. 1, на виде сверху во время последовательных этапов подачи ленты эластомера к барабану для вулканизации шин и в соответствии с дополнительным вариантом осуществления.
Осуществление изобретения
На фиг. 1, в целом, показано рабочее место сборки шин, на котором лента S эластомера (например, формирующая внутренний слой бескамерной шины и показанная на фиг. 2) подается двумя последовательными конвейерами 1 и 2 подачи к барабану 3 для вулканизации шин, чтобы наматываться вокруг барабана 3 для вулканизации шин (в данном случае, слой каркаса шины был ранее намотан вокруг барабана 3 для вулканизации шин). Два конвейера 1 и 2 подачи являются горизонтально установленными ленточными конвейерами и подают ленту S эластомера вдоль направления D1 подачи, которое горизонтально и перпендикулярно к оси вращения барабана 3 для вулканизации шин.
Два конвейера 1 и 2 подачи немного отделены друг от друга и оптическое измерительное устройство 4 (известного типа) располагается между двумя конвейерами 1 и 2 подачи, чтобы измерять поперечное положение (то есть, вдоль направления D2 центровки, перпендикулярного к направлению D1 подачи) ленты S эластомера во время прохождения ленты S эластомера от конвейера 1 подачи к конвейеру 2 подачи. В соответствии с предпочтительным вариантом осуществления, оптическое измерительное устройство 4 циклически измеряет поперечное положение (то есть, в направлении D2 центровки) обеих сторон 5 и 6 ленты S эластомера или оптическое измерительное устройство 4 практически циклически (то есть, с регулярными интервалами) измеряет поперечное положение Ln левой стороны 5 ленты S эластомера и поперечное положение Rn правой стороны 6 ленты эластомера.
Конвейер 1 подачи (расположенный перед конвейером 2 подачи) может двигаться только в направлении D1 подачи посредством электрического двигателя 7 подачи; в частности, электрический двигатель 7 подачи вращает шкив конвейера 1 подачи, чтобы продвигать ремень конвейера 1 подачи в направлении D1 подачи. Конвейер 2 подачи (расположенный после конвейера 1 подачи, и поэтому ближе к барабану 3 для вулканизации шин) может двигаться в направлении D1 подачи посредством электрического двигателя 8 подачи; в частности электрический двигатель 8 подачи вращает шкив конвейера 2 подачи, чтобы продвигать ремень конвейера 2 подачи в направлении D1 подачи. Дополнительно, конвейер 2 подачи также установлен таким образом, чтобы перемещаться в направлении D2 центровки посредством электрического двигателя 9 центровки; в частности, конвейер 2 подачи имеет салазки, которые могут двигаться вдоль пути, параллельного направлению D2 центровки, и двигатель 9 центровки управляет положением салазок вдоль пути.
Обеспечивается блок электронного управления (ECU), который контролирует работу места сборки и соединен с оптическим измерительным устройством 4, чтобы считывать поперечные положения обеих сторон 5 и 6 ленты S эластомера, а также соединен с тремя электродвигателями 7, 8 и 9, чтобы управлять упомянутыми электродвигателями 7, 8 и 9 (то есть, управлять движением конвейеров 1 и 2 подачи).
Возможный рабочий режим места сборки во время подачи и наматывания ленты S эластомера вокруг барабана 3 для вулканизации шин со ссылкой на фиг. 2-7 описан ниже, с конкретной ссылкой на способы, связанные с центровкой ленты S эластомера в поперечном направлении (то есть, в направлении D2 центровки) относительно барабана 3 для вулканизации шин, то есть, чтобы сделать центровую линию 10 (или среднюю линию) барабана 3 для вулканизации шин в максимально возможной степени совпадающей с центровой линией 11 (или средней линией) ленты S эластомера.
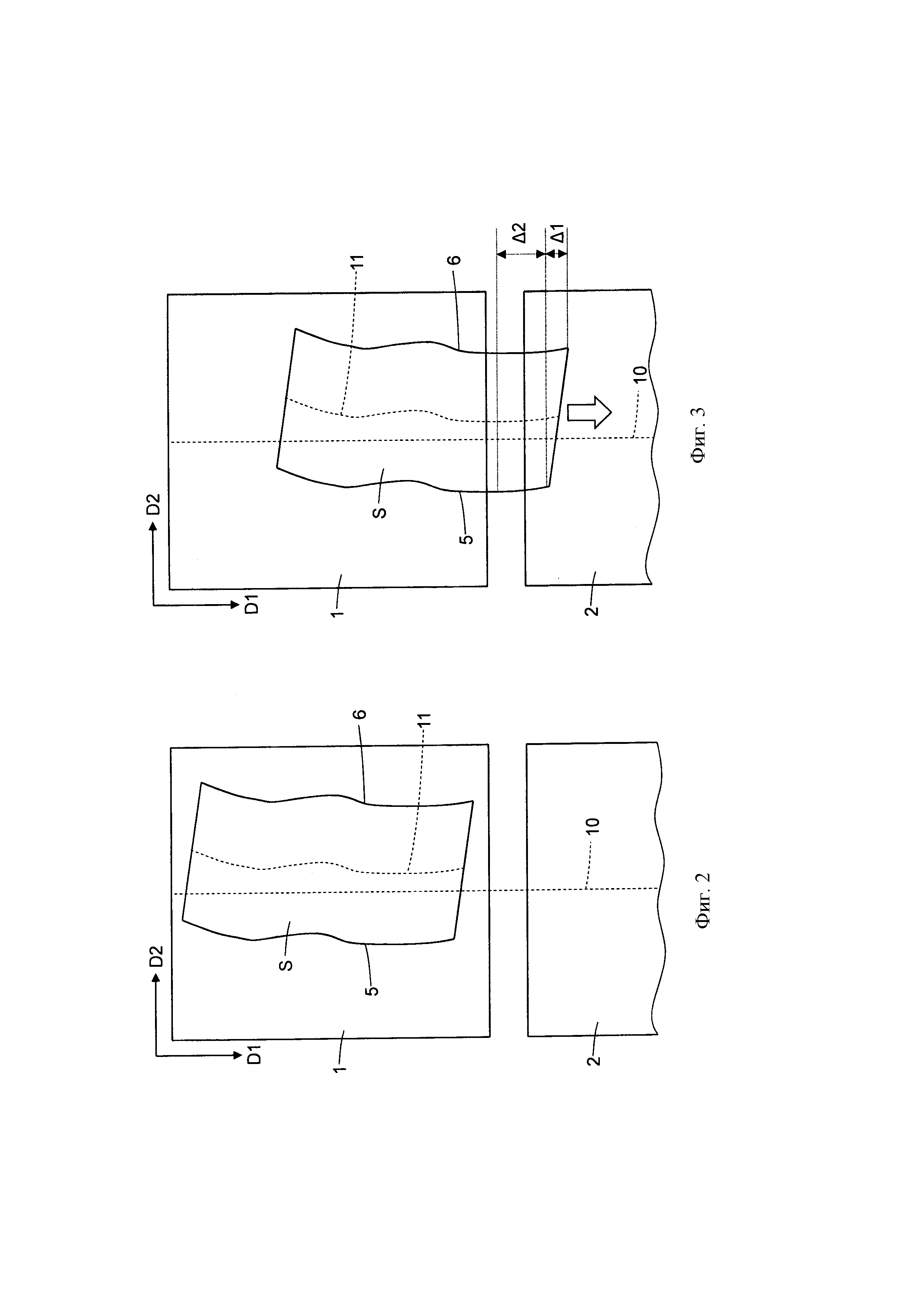
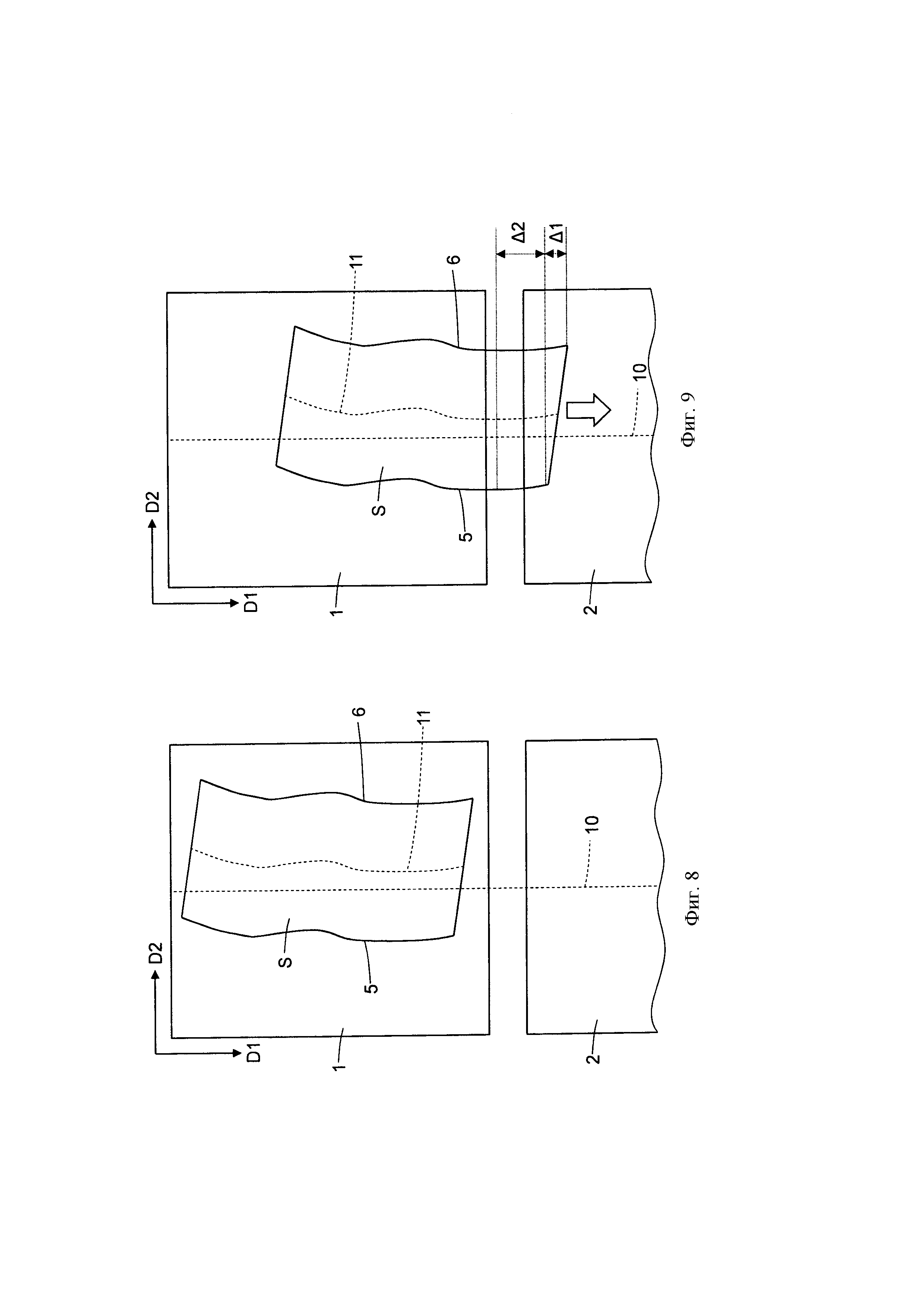
Сначала, как показано на фиг. 2, лента S эластомера находится только на конвейере 1 подачи и подается конвейером 1 подачи к конвейеру 2 подачи.
Затем, и как показано на фиг. 3, лента S эластомера постепенно покидает конвейер 1 подачи, проходит через оптическое измерительное устройство 4, чтобы достигнуть конвейера 2 подачи. По мере того, как лента S эластомера проходит от конвейера 1 подачи к конвейеру 2 подачи, оптическое измерительное устройство 4 циклически измеряет поперечное положение в направлении D2 центровки обеих сторон 5 и 6 ленты S эластомера, проходящей через оптическое измерительное устройство 4; другими словами, измерительное устройство 4 циклически измеряет поперечное положение L левой стороны 5 ленты S эластомера и поперечное положение R правой стороны 6 ленты S эластомера. Для (не создающего ограничений) примера вычисляются поперечные положения L и R сторон 5 и 6 ленты S эластомера, имеющей центровую линию 10 (или среднюю линию) барабана 3 для вулканизации шин, которые устанавливаются (то есть, не создают никакого типа поперечного движения) в качестве эталона; то есть, центровая линия 10 (или средняя линия) барабана 3 для вулканизации шин представляет собой нулевой эталон, относительно которого отсчитываются поперечные положения L и R сторон 5 и 6 ленты S эластомера.
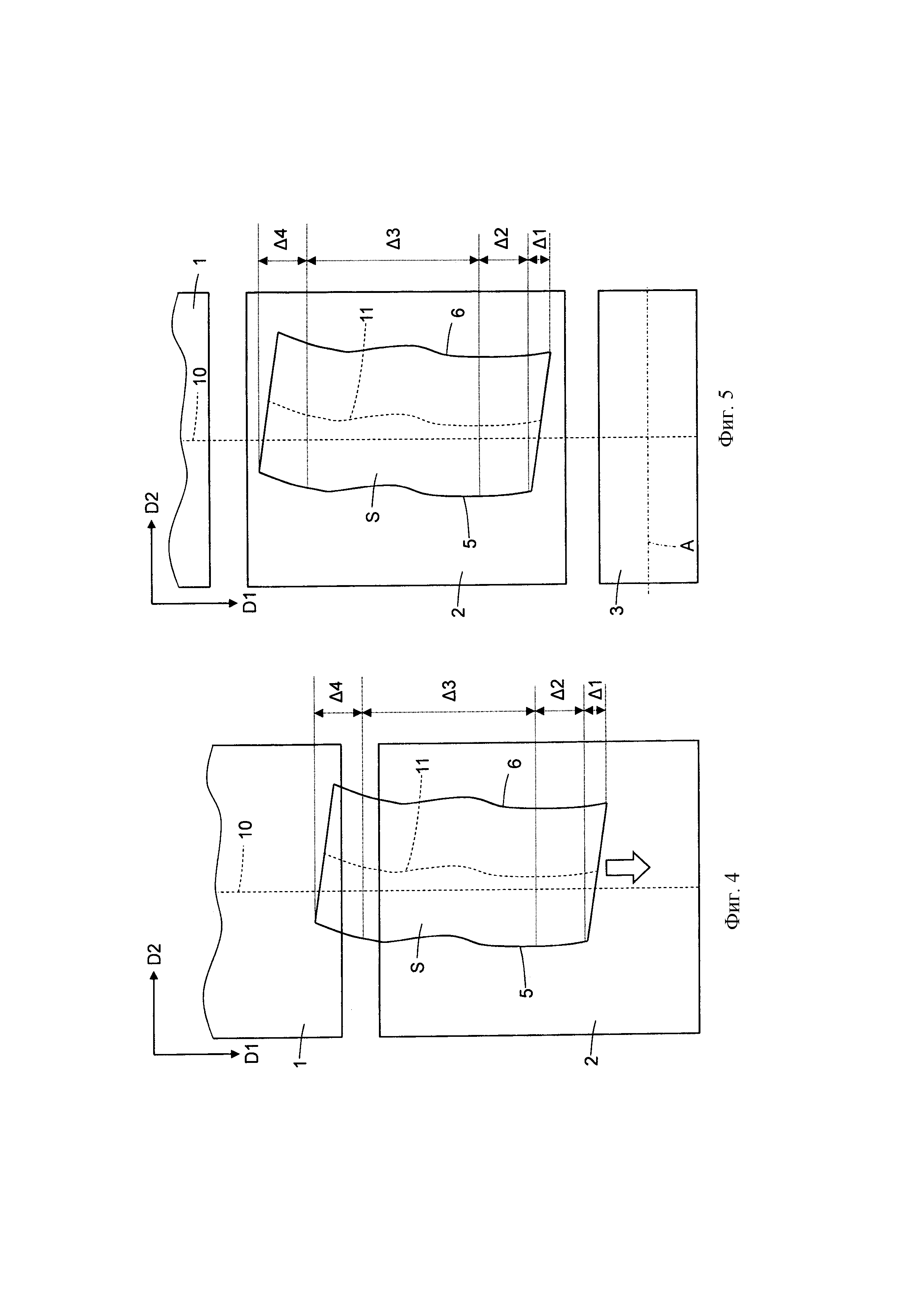
Как показано на фиг. 3, 4 и 5, измерительное устройство 4 циклически измеряет поперечное положение L левой стороны 5 ленты S эластомера и поперечное положение R правой стороны 6 ленты S эластомера во время прохождения всей ленты S эластомера от конвейера 1 подачи к конвейеру 2 подачи. Другими словами, измерительное устройство 4 циклически измеряет поперечное положение L левой стороны 5 ленты S эластомера и поперечное положение R правой стороны 6 ленты S эластомера для всей ленты S эластомера, от переднего конца (то есть, самой передней точки в направлении D1 подачи) ленты S эластомера до заднего конца (то есть, самой задней точки в направлении D1 подачи) ленты S эластомера.
В соответствии с предпочтительным вариантом осуществления, показанным на фиг. 3, 4 и 5, блок ECU электронного управления игнорирует (то есть, не рассматривает) поперечное положение в направлении D2 центровки с обеих сторон 5 и 6 ленты S эластомера на переднем участке Δ1 ленты S эластомера; другими словами, блок ECU электронного управления игнорирует (то есть, не рассматривает) передний участок Δ1 ленты S эластомера. Различные экспериментальные исследования показали, что передний участок Δ1 ленты S эластомера часто имеет неправильную форму, которая не позволяет выполнять эффективную центровку и что, следовательно, предпочтительно будет игнорировать (то есть, не рассматривать) передний участок Δ1. Другими словами, более эффективная центровка ленты S эластомера достигается, в целом, при игнорировании (не рассматривая) переднего участка Δ1 ленты S эластомера (то есть, рассмотрение переднего участка Δ1 ленты S эластомера имеет больше недостатков, чем преимуществ в отношении центровки ленты S эластомера).
Предпочтительно, передний участок Δ1 ленты S эластомера имеет продольный размер, измеренный в направлении D1 подачи, длиной в диапазоне между 1 и 3 сантиметрами от самой передней точки ленты S эластомера. Альтернативно, передний участок Δ1 ленты S эластомера может быть идентифицирован, используя его заданный продольный размер (например, можно предположить, что передний участок Δ1 ленты S эластомера проходит вдоль первых двух сантиметров, измеренных в направлении D1 подачи от самой передней точки ленты S эластомера), или может быть идентифицирован как функция поперечных положений L и R сторон 5 и 6 ленты S эластомера. В этом последнем случае обычно предполагается, что передний участок Δ1 ленты S эластомера проходит от самой передней точки ленты S эластомера до точки, где стороны 5 и 6 ленты S эластомера приблизительно параллельны друг другу.
Блок ECU электронного управления идентифицирует головной участок Δ2 ленты S эластомера; в целом, головной участок Δ2 ленты S эластомера идентифицируется, используя его заданный продольный размер (например, можно предположить, что головной участок Δ2 ленты S эластомера проходит вдоль первых четырех сантиметров, измеренных в направлении D1 подачи от конца переднего участка Δ1 ленты S эластомера). Предпочтительно, головной участок Δ2 ленты S эластомера имеет продольный размер в направлении D1 подачи в диапазоне между двумя и шестью сантиметрами. Когда головной участок Δ2 ленты S эластомера идентифицирован, блок ECU электронного управления вычисляет среднюю несоосность головного участка АНОС (Average Head Out of Centre (среднее отклонение головного участка от центра)) для головного участка Δ2 ленты S эластомера; предпочтительно, блок ECU электронного управления использует следующее уравнение:

АНОС среднее отклонение головного участка от центра;
N общее количество поперечных положений, измеренных на головном участке Δ2 ленты S эластомера;
Ln n-ое поперечное положение левой стороны 5 ленты S эластомера;
Rn n-ое поперечное положение правой стороны 6 ленты S эластомера.
Кроме того, блок ECU электронного управления идентифицирует промежуточный участок Δ3 ленты S эластомера и хвостовой участок Δ4 ленты S эластомера; в целом, хвостовой участок Δ4 ленты S эластомера идентифицируется, используя его заданный продольный размер (например, можно предположить, что хвостовой участок Δ4 ленты S эластомера проходит вдоль последних четырех сантиметров, измеренных в направлении D1 подачи от самой задней точки ленты S эластомера). Предпочтительно, хвостовой участок Δ4 ленты S эластомера имеет продольный размер, измеренный в направлении D1 подачи в диапазоне между двумя и шестью сантиметрами. Промежуточный участок Δ3 ленты S эластомера является просто частью ленты S эластомера, расположенной между головным участком Δ2 и хвостовым участком Δ4. Когда хвостовой участок Δ4 ленты S эластомера идентифицирован, блок ECU электронного управления вычисляет среднее хвостовое осевое рассогласование АТОС (Average Tail Out of Centre (среднее хвостовое отклонение от центра)) для хвостового участка Δ4 ленты S эластомера; предпочтительно, блок ECU электронного управления использует следующее уравнение:
АТОС среднее значение отклонения хвостового участка от центра;
N общее количество поперечных положений хвостового участка Δ4 ленты S эластомера;
Ln n-ая поперечное положение на левой стороне 5 ленты S эластомера;
Rn n-ая поперечное положение на правой стороне 6 ленты S эластомера.
В это время блок ECU электронного управления вычисляет несоосность головного участка-хвостового участка МНТ (Misalignment Head Tail) как разность между средним отклонением от центра головного участка АНОС и средним отклонением от центра хвостового участка АТОС, то есть применяя следующее уравнение:

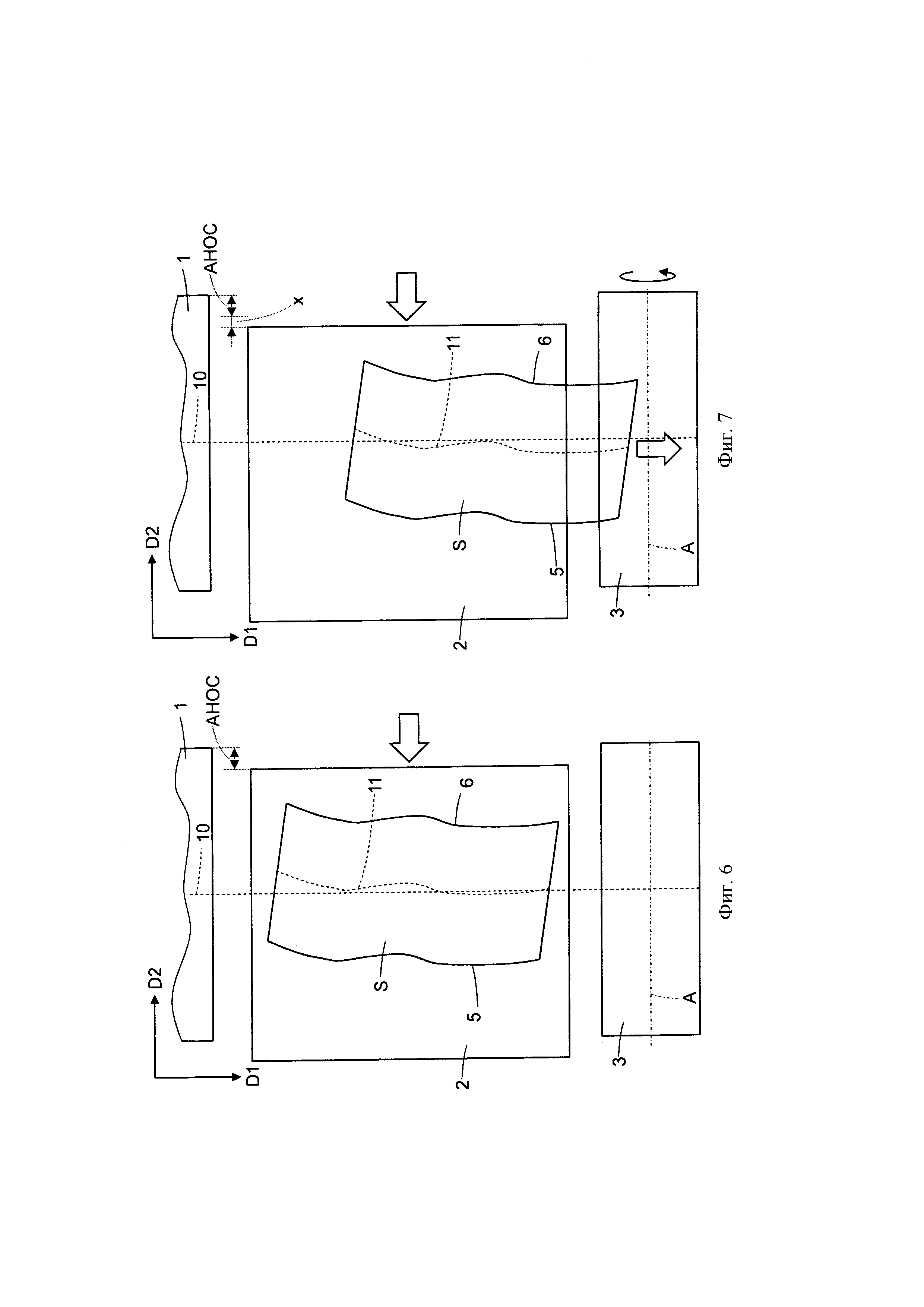
Как показано на фиг. 6, когда лента S эластомера находится полностью на конвейере 2 подачи и перед тем, как начнется наматывание ленты S эластомера вокруг барабана 3 для вулканизации шин, блок ECU электронного управления перемещает конвейер 2 подачи поперечно в направлении D2 центровки на величину, равную среднему отклонению головного участка от центра АНОС. Другими словами, прежде чем начать наматывание ленты S эластомера вокруг барабана 3 для вулканизации шин, блок ECU электронного управления перемещает конвейер 2 подачи (полностью поддерживая всю ленту S эластомера) поперечно в направлении D2 центровки на величину, равную среднему отклонению головного участка от центра АНОС.
Когда описанное выше поперечное перемещение конвейера 2 подачи на величину, равную среднему отклонению головного участка от центра АНОС выполнено, блок ECU электронного управления управляет конвейером 2 подачи, чтобы подать ленту S эластомера в направлении D1 подачи и в направлении барабана 3 для вулканизации шин, чтобы намотать ленту S эластомера вокруг барабана 3 для вулканизации шин (как показано на фиг. 7). Во время наматывания ленты S эластомера вокруг барабана 3 для вулканизации шин блок ECU электронного управления перемещает конвейер 2 подачи поперечно в направлении D2 центровки в координации с вращением барабана 3 для вулканизации шин на величину X, равную несоосности головного участка-хвостового участка, поделенной на 360 для каждого градуса вращения барабана 3 для вулканизации шин вокруг его оси A вращения, так чтобы равномерно распределить несоосность головного участка-хвостового участка МНТ на полный оборот барабана 3 для вулканизации шин. Другими словами, для каждого градуса вращения барабана 3 для вулканизации шин вокруг его оси A вращения, блок ECU электронного управления перемещает конвейер 2 поперечно в направлении D2 центровки на величину X, равную несоосности головного участка-хвостового участка МНТ, поделенной на 360; таким образом, несоосность головного участка-хвостового участка МНТ равномерно "распределяется" на полный оборот барабана 3 для вулканизации шин. Впоследствии поперечное перемещение X в направлении D2 центровки конвейера 2 подачи во время вращения барабана 3 для вулканизации шин вокруг оси A вращения вычисляется по следующей формуле:

X поперечное перемещение в направлении D2 центровки;
МНТ несоосность головного участка-хвостового участка;
α угловое положение барабана 3 для вулканизации шин.
Ниже со ссылкой на фиг. 8-13 описан альтернативный способ действия места сборки шин во время подачи и наматывания ленты S эластомера вокруг барабана 3 для вулканизации шин 3, с конкретной ссылкой на способы, предназначенные для поперечной центровки ленты S эластомера (то есть, в направлении D2 центровки) относительно барабана 3 для вулканизации шин, то есть, чтобы сделать центровую линию 10 (или среднюю линию) барабана 3 для вулканизации шин в максимально возможной степени совпадающей с центровой линией 11 (или средней линией) ленты S эластомера.
Первоначально, и как показано на фиг. 8, лента S эластомера находится только на конвейере 1 подачи и подается конвейером 1 подачи к конвейеру 2 подачи.
Затем, и как показано на фиг. 9, лента S эластомера постепенно покидает конвейер 1 подачи и проходит через оптическое измерительное устройство 4, чтобы достигнуть конвейера 2 подачи. По мере того, как лента S эластомера проходит от конвейера 1 подачи к конвейеру 2 подачи, оптическое измерительное устройство 4 циклически измеряет поперечное положение в направлении D2 центровки для обеих сторон 5 и 6 ленты S эластомера с помощью оптического измерительного устройства 4 (как описано ранее).
Как показано на фиг. 9, измерительное устройство 4 циклически измеряет поперечное положение L левой стороны 5 ленты S эластомера и поперечное положение R правой стороны 6 ленты S эластомера во время подачи головного участка Δ2 ленты S эластомера, используя способы, полностью идентичные описанным ранее (также в этом случае и как ясно описано ранее, передний участок Δ1 ленты S эластомера игнорируется). Затем, как ранее описано, блок ECU электронного управления вычисляет среднее отклонение головного участка от центра АНОС для головного участка Δ2 ленты S эластомера, используя уравнение (2).
Когда головной участок Δ2 ленты S эластомера полностью прошел через конвейер 1 подачи и подан на конвейер 2, блок ECU электронного управления циклически вычисляет (то есть с определенной пространственной частотой выборки) смещение РОС от центра ленты S эластомера после головного участка Δ2; предпочтительно, для вычисления смещения РОС от центра ленты S эластомера используется следующее уравнение:

РОС смещение от центра;
L поперечное положение левой стороны 5 ленты S эластомера;
R поперечное положение правой стороны 6 ленты S эластомера.
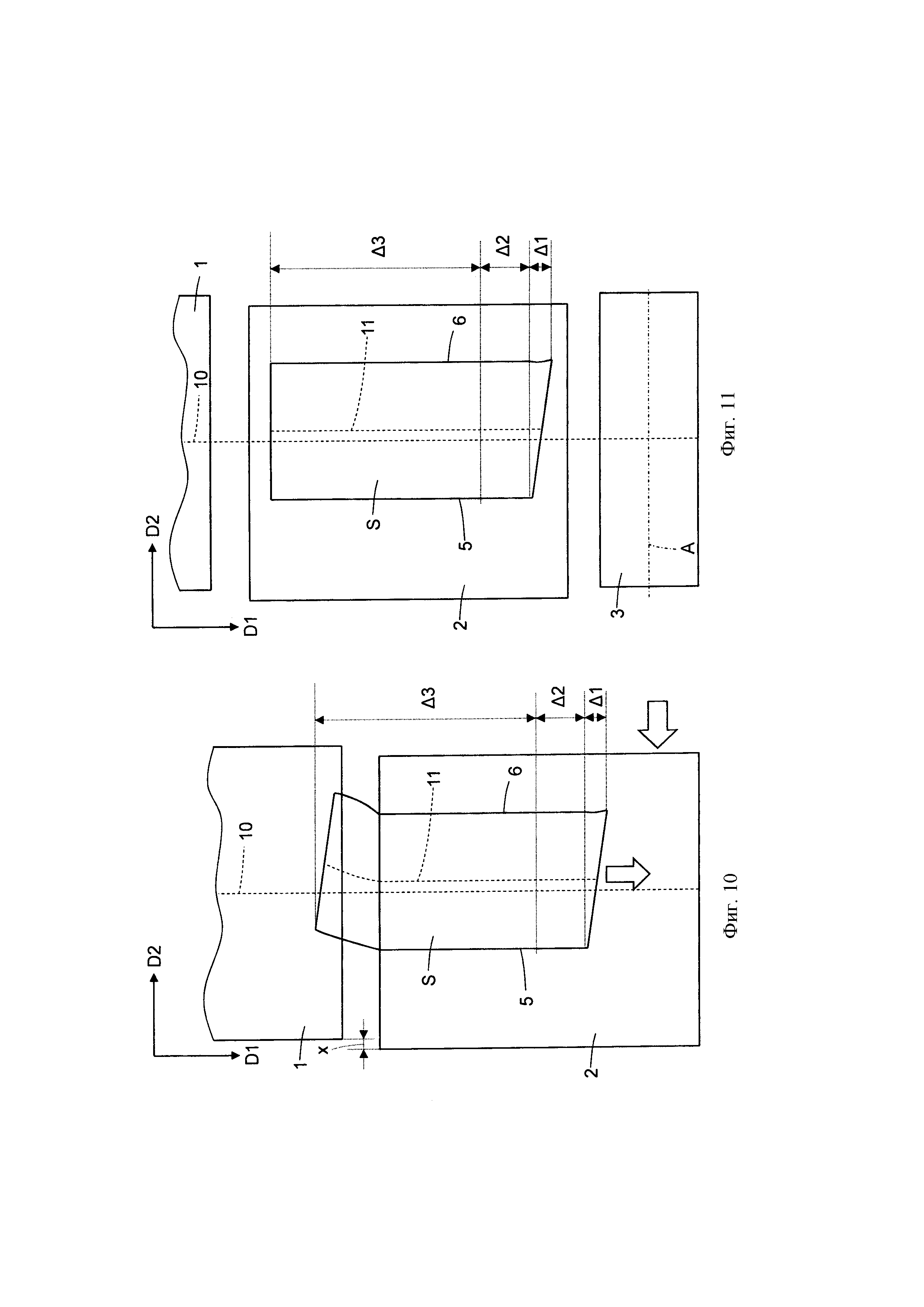
Как показано на фиг. 10, одновременно с циклическим вычислением смещения РОС от центра и способом, синхронизированным с циклическим вычислением смещения РОС от центра, блок ECU электронного управления циклически перемещает конвейер 2 подачи поперечно в направлении D2 центровки во время передачи ленты S эластомера от конвейера 1 подачи на конвейер 2 подачи на величину X, равную смещению РОС от центра, чтобы компенсировать определенное смещение РОС от центра, когда участок ленты S эластомера, для которого было определено смещение РОС от центра, достигает конвейера 2 подачи. Другими словами, для каждой части ленты S эластомера после головного участка Δ2 блок ECU электронного управления вычисляет соответствующее смещение РОС от центра и когда эта часть переходит на конвейер 2 подачи, блок ECU электронного управления перемещает конвейер 2 поперечно в направлении D2 центровки на величину X, равную соответствующему смещению РОС от центра. В дальнейшем, поперечное перемещение X конвейера 2 подачи в направлении D2 центровки во время передачи ленты S эластомера от конвейера 1 подачи на конвейер 2 подачи вычисляется по следующей формуле:

X поперечное перемещение в направления D2 центровки;
РОС смещение от центра.
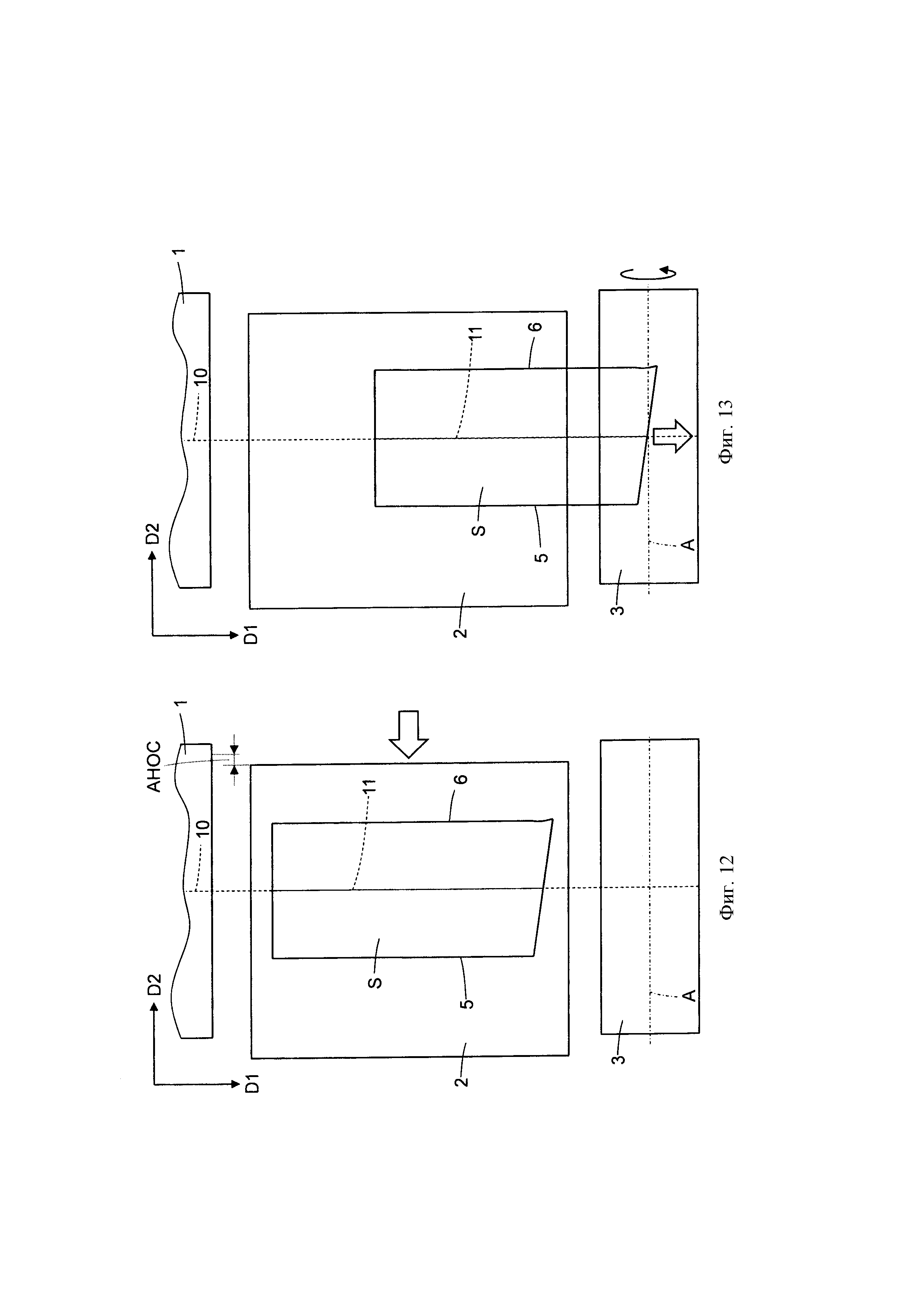
Согласно показанному на фиг. 11 и 12, когда передача ленты S эластомера на конвейер 2, подачи завершена, то есть, когда лента S эластомера находится полностью на конвейере 2 подачи, и перед тем, как начать наматывать ленту S эластомера вокруг барабана 3 для вулканизации шин, блок ECU электронного управления перемещает конвейер 2 подачи поперечно в направлении D2 центровки на величину, равную среднему отклонению головного участка от центра, АНОС. Другими словами, блок ECU электронного управления перемещает конвейер 2 подачи (поддерживающий всю ленту S эластомера) поперечно в направлении D2 центровки на величину, равную среднему отклонению головного участка от центра, АНОС, прежде чем начать наматывание ленты S эластомера вокруг барабана 3 для вулканизации шин.
Когда описанное выше поперечное перемещение конвейера 2 подачи на величину среднего отклонения головного участка от центра АНОС выполнено, блок ECU электронного управления управляет конвейером 2 подачи 2, чтобы подать ленту S эластомера в направлении D1 подачи и к барабану 3 для вулканизации шин, чтобы наматывать ленту S эластомера вокруг барабана 3 для вулканизации шин (как показано на фиг. 13). Во время наматывания ленты S эластомера вокруг барабана 3 для вулканизации шин, блок ECU электронного управления не выполняет никакого поперечного перемещения конвейера 2 подачи в направлении D2 центровки.
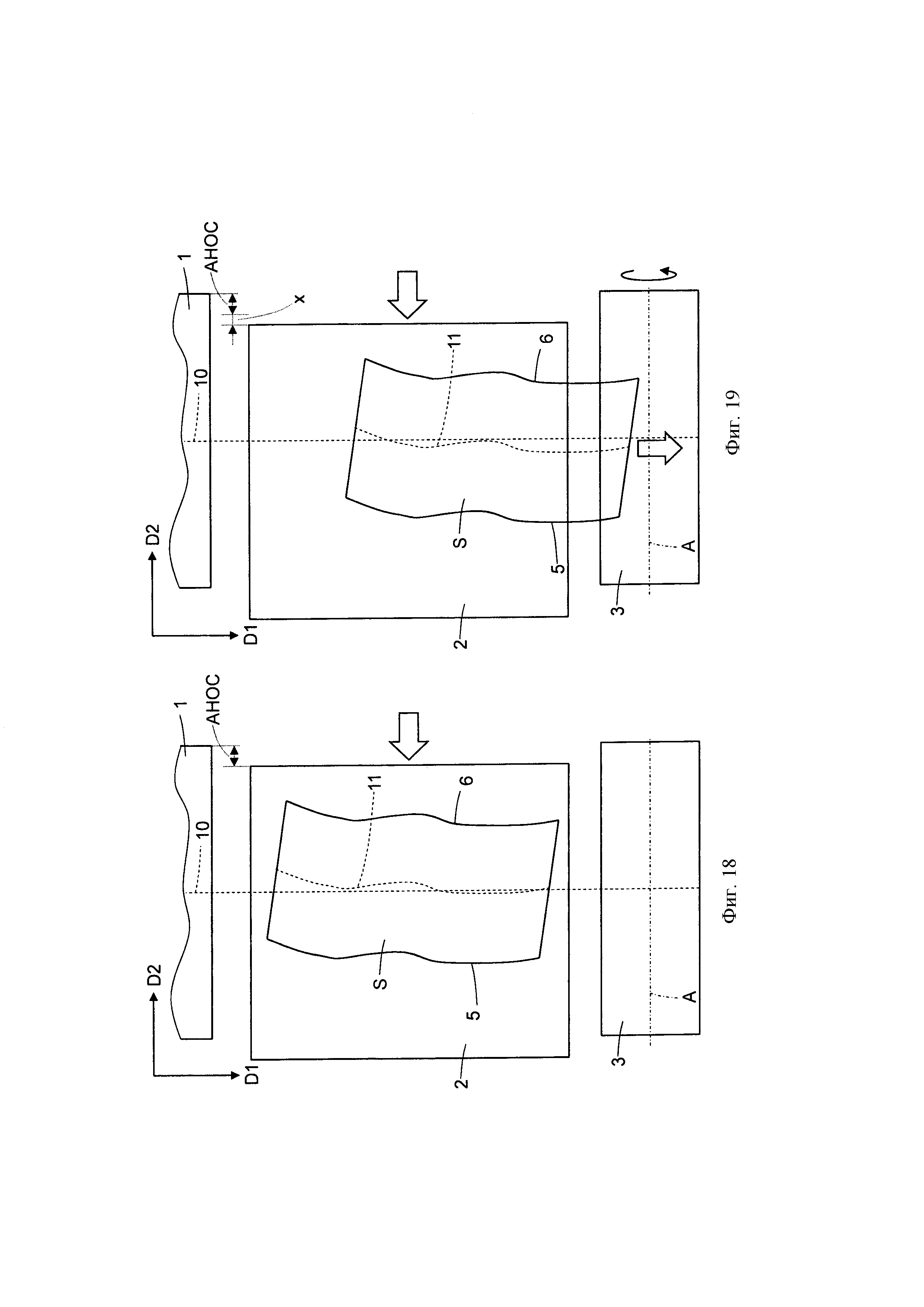
На фиг. 14-19 показан и ниже описан дополнительный режим работы места сборки шин во время подачи и наматывания ленты S эластомера вокруг барабана 3 для вулканизации шин с конкретной ссылкой на способы, выполняемые для центровки ленты S эластомера поперечно (то есть, в направлении D2 центровки) относительно барабана 3 для вулканизации шин, то есть, чтобы сделать центровую линию 10 (или среднюю линию) барабана 3 для вулканизации шин в максимально возможной степени совпадающей с центровой линией 11 (или средней линией) ленты S эластомера.
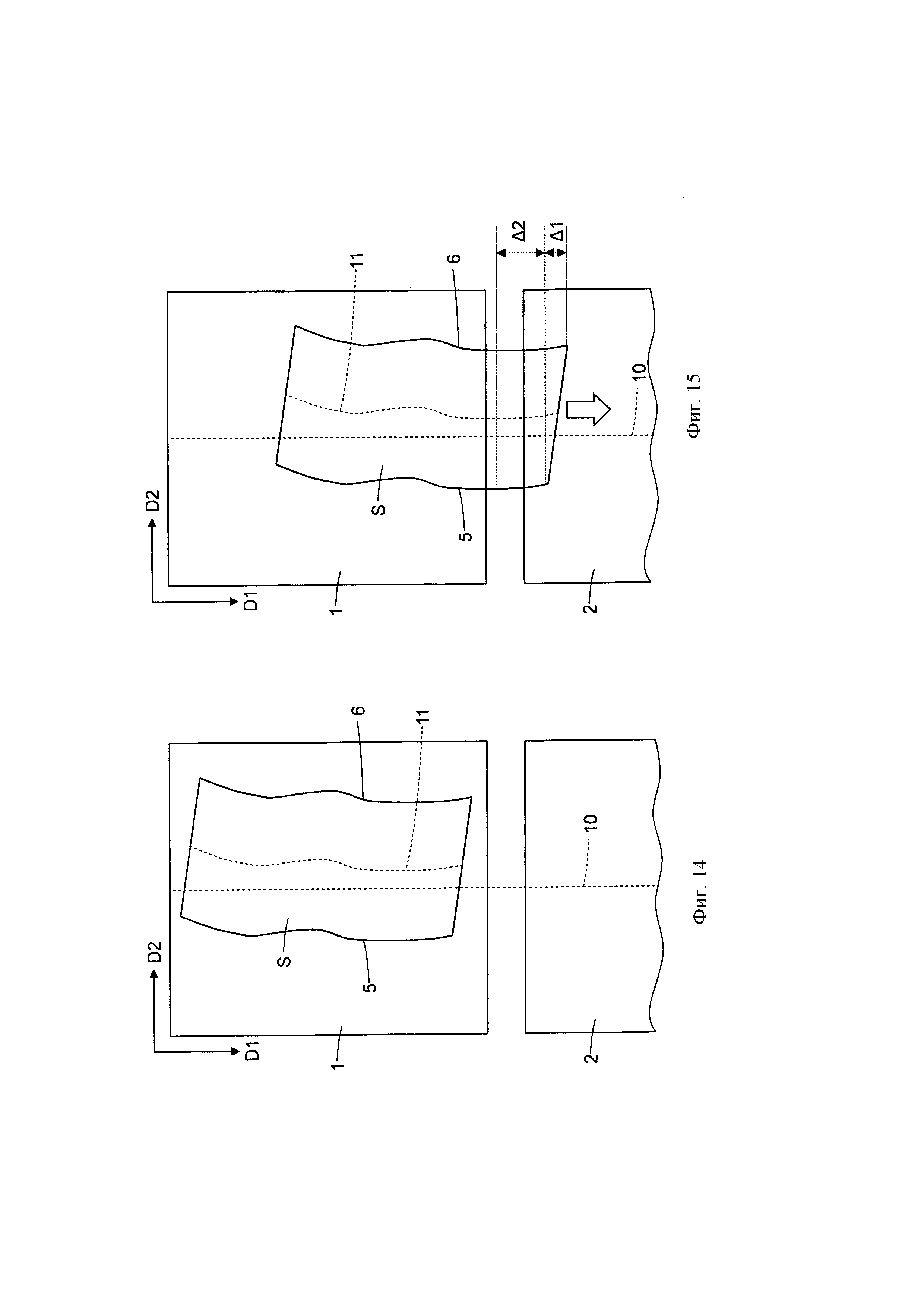
Сначала, и как показано на фиг. 14, лента S эластомера находится только на конвейере 1 подачи и подается конвейером 1 подачи к конвейеру 2 подачи.
Затем, и как показано на фиг. 15, лента S эластомера постепенно покидает конвейер 1 подачи, проходит оптическое измерительное устройство 4, чтобы достигнуть конвейера 2 подачи. По мере того, как лента S эластомера проходит от конвейера 1 подачи к конвейеру 2 подачи, оптическое измерительное устройство 4 циклически измеряет поперечное положение в направлении D2 центровки для обеих сторон 5 и 6 ленты S эластомера, проходящей через оптическое измерительное устройство 4 (как описано ранее).
Как показано на фиг. 15, измерительное устройство 4 циклически измеряет поперечное положение L левой стороны 5 ленты S эластомера и поперечное положение R правой стороны 6 ленты S эластомера во время подачи головного участка Δ2 ленты S эластомера, используя способы, полностью идентичные описанным ранее (в этом случае и как ясно описано ранее, передний участок Δ1 ленты S эластомера также игнорируется). Затем, как описано ранее, блок ECU электронного управления вычисляет среднее отклонение головного участка от центра АНОС для головного участка Δ2 ленты S эластомера, используя уравнение (2).
Когда головной участок Δ2 ленты S эластомера полностью перешел с конвейера 1 подачи на конвейер 2 подачи, блок ECU электронного управления циклически вычисляет (то есть с определенной пространственной частотой выборки) отклонение от центра РОС ленты S эластомера после головного участка Δ2 (например, используя уравнение (6) как описано ранее).
Как показано на фиг. 16, одновременно с циклическим вычислением отклонения от центра РОС блок ECU электронного управления не выполняет никакого поперечного перемещения конвейера 2 подачи в направлении D2 центровки во время перехода ленты S эластомера от конвейера 1 подачи к конвейеру 2 подачи; вместо этого, блок ECU электронного управления запоминает в своей памяти последовательность отклонений от центра РОС, вычисленных как описано выше.
Как показано на фиг. 17 и 18, когда лента S эластомера полностью прошла на конвейер 2 подачи, то есть, когда лента S эластомера находится полностью на конвейере 2 подачи, и перед тем, как начать наматывание ленты S эластомера вокруг барабана 3 для вулканизации шин, блок ECU электронного управления перемещает конвейер 2 подачи поперечно в направлении D2 центровки на величину, равную среднему отклонению головного участка от центра АНОС. Другими словами, блок ECU электронного управления перемещает конвейер 2 подачи (поддерживающий всю ленту S эластомера) поперечно в направлении D2 центровки на величину, равную среднему отклонению головного участка от центра АНОС, прежде чем начать наматывание ленты S эластомера вокруг барабана 3 для вулканизации шин.
Когда описанное выше поперечное перемещение конвейера 2 подачи на величину, равную среднему отклонению головного участка от центра АНОС, выполнено, блок ECU электронного управления управляет конвейером 2 подачи, чтобы подавать ленту S эластомера в направлении D1 подачи и к барабану 3 для вулканизации шин, чтобы наматывать ленту S эластомера вокруг барабана 3 для вулканизации шин (как показано на фиг. 19). Во время наматывания ленты S эластомера вокруг барабана 3 для вулканизации шин, блок ECU электронного управления перемещает конвейер 2 поперечно в направлении D2 центровки в координации с вращением барабана 3 для вулканизации шин 3 на величину, равную отклонению от центра РОС, чтобы компенсировать определенное отклонение от центра РОС, когда участок ленты S эластомера, для которого было определено отклонение от центра РОС, достигает барабана 3 для вулканизации шин. Другими словами, каждый раз, когда часть ленты S эластомера подается на барабан 3 для вулканизации шин, блок ECU электронного управления перемещает конвейер 2 подачи поперечно в направлении D2 центровки на величину, равную соответствующему отклонению от центра РОС (то есть на величину отклонения от центра РОС, соответствующую части ленты S эластомера, которая подается на барабан 3 для вулканизации шин 3). В дальнейшем, поперечное перемещение X конвейера 2 подачи в направлении D2 центровки во время вращения барабана 3 для вулканизации шин вокруг оси A вращения вычисляется согласно следующей формуле:

X поперечное перемещение в направления D2 центровки;
РОС отклонение от центра;
α угловое положение барабана 3 для вулканизации шин.
Подводя итоги, все описанные выше способы предусматривают подачу ленты S эластомера в направлении D1 подачи к барабану 3 для вулканизации шин с помощью двух конвейеров 1 и 2 подачи, установленных последовательно; поперечное положение в направлении D2 центровки обеих сторон 5 и 6 ленты S эластомера циклически измеряется посредством оптического измерительного устройства 4. Далее конвейер 2 подачи 2 перемещается поперечно в направлении D2 центровки как функция результатов измерений, проведенных оптическим измерительным устройством 4, чтобы центрировать ленту S эластомера относительно барабана 3 для вулканизации шин.
Описанный выше способ сборки шин обладает многочисленными преимуществами.
Во-первых, описанный выше способ сборки шин позволяет заметно улучшить центровку ленты S эластомера относительно барабана 3 для вулканизации шин, особенно когда лента S эластомера на конвейере 1 подачи деформирована (то есть имеет форму, относительно далекую от идеальной прямоугольной формы). Другими словами, описанный выше способ сборки шин не только позволяет получить "усредненную" центровку ленты S эластомера относительно барабана 3 для вулканизации шин, но также позволяет устранить возможную начальную деформацию ленты S ленты эластомера (более или менее эффективным способом).
Кроме того, описанный выше способ сборки шин прост и недорог для реализации по сравнению с известными способами сборки, он не требует никого физического (то есть, "аппаратурного") изменение, а только лишь адаптации программного обеспечения управления, хранящегося в блоке ECU электронного управления.
Лента S эластомера, которая центрируется, как описано выше, относительно барабана 3 для вулканизации шин, может являться любым компонентом шины; таким образом, как пример (не создающий ограничений), лента S эластомера может являться внутренним слоем бескамерной шины, слоем каркаса шины или поясом шины.
Реферат
Изобретение относится к способу сборки шин. Техническим результатом является улучшение центровки ленты эластомера относительно барабана и устранение её начальной деформации. Технический результат достигается способом сборки шин, который включает подачу ленты эластомера к барабану для вулканизации шин, имеющему центровую линию, посредством первого и второго конвейеров подачи, установленных последовательно. При этом циклически определяют, посредством оптического измерительного устройства, поперечное положение обеих сторон ленты эластомера в направлении центровки, перпендикулярном направлению подачи. Перемещают второй конвейер подачи поперечно в направлении центровки на основе результатов измерений оптического измерительного устройства, чтобы центровать ленту эластомера относительно барабана для вулканизации шин. Затем наматывают ленту эластомера вокруг барабана для вулканизации шин. Кроме того, способ содержит этапы, на которых вычисляют среднее отклонение головного участка от центра для головного участка ленты эластомера и перемещают второй конвейер подачи поперечно в направлении центровки на величину, равную среднему отклонению головного участка от центра, прежде чем наматывать ленту эластомера вокруг барабана для вулканизации шин. 12 з.п. ф-лы, 19 ил.
Формула



Комментарии