Способ, линия вулканизации, устройство обработки данных и соответствующий электронный блок для управления вулканизационными устройствами для изготовления шин - RU2752344C2
Код документа: RU2752344C2
Чертежи

Описание
Настоящее изобретение относится к способу управления вулканизационным устройством для изготовления шин.
Кроме того, настоящее изобретение относится к линии вулканизации, работающей в соответствии с указанным способом.
Настоящее изобретение также относится к устройству обработки данных, выполненному с возможностью реализации указанного способа, а также к электронному блоку, включенному в устройство обработки данных.
Шина для колес транспортных средств, как правило, содержит каркасную конструкцию, включающую в себя, по меньшей мере, один слой каркаса, имеющий соответственно противоположные концевые клапаны, контактно взаимодействующие с соответствующими кольцевыми удерживающими конструкциями, обычно упоминаемыми как «сердечники бортов», встроенными в зонах, обычно называемых «бортами», внутренний диаметр которых по существу соответствует так называемому «посадочному диаметру» шины для ее установки на соответствующем ободе. Шина также содержит коронную конструкцию, включающую в себя, по меньшей мере, одну брекерную ленту, расположенную в радиально наружном месте относительно слоя каркаса, и протекторный браслет, который является радиально наружным по отношению к брекерной ленте. Между протекторным браслетом и брекерной (-ыми) лентой (-ами) может быть расположен так называемый «подслой» из эластомерного материала, свойства которого являются подходящими для обеспечения стабильного соединения между брекерной (-ыми) лентой (-ами) и протекторным браслетом. Кроме того, соответствующие боковины из эластомерного материала наложены на боковые поверхности каркасной конструкции, при этом каждая из боковин проходит от одного из боковых краев протекторного браслета до соответствующей кольцевой бортовой удерживающей конструкции. В шинах «бескамерного» типа слой каркаса покрыт внутри слоем эластомерного материала, предпочтительно эластомерного материала на основе бутила, обычно называемым «герметизирующим слоем», который имеет оптимальную воздухонепроницаемость и проходит от одного борта до другого.
Термин «эластомерный материал» относится к композиции, содержащей, по меньшей мере, один эластомерный полимер и, по меньшей мере, один активный наполнитель. Указанная композиция предпочтительно также содержит добавки, например, такие как сшивающий агент и/или пластификатор. Благодаря наличию сшивающего агента указанный материал может быть подвергнут сшиванию посредством нагрева для формирования конечного изделия.
Под «конструктивным компонентом» понимается любой компонент шины, собранный или сформированный в виде полосы и имеющий один или более армирующих кордов (слой (-и) каркаса, брекерная (-ые) лента (-ы)) и т.д.).
Параметр расстояния ʺCTʺ до конструктивного компонента относится к расстоянию, измеренному в радиальном сечении от центра формообразующего барабана до аксиально и радиально внутреннего края конструктивного компонента.
При изготовлении шин за процессом сборки, в котором различные компоненты шины изготавливают и/или собирают, следует процесс формования в пресс-форме и вулканизации, направленный на стабилизацию конструкции шины в соответствии с заданной геометрической конфигурацией, отличающейся, например, конкретным рисунком протектора.
Для этого шину вводят в вулканизационное устройство, также называемое вулканизационной пресс-формой, обычно содержащее две боковые плиты, которые могут быть перемещены в аксиальном направлении друг к другу и которые выполнены с возможностью воздействия на борт и боковины шины, и, по меньшей мере, один венец из секторов, которые распределены по окружности и которые могут быть перемещены в радиальном направлении внутрь для воздействия на протекторный браслет шины. Более конкретно, боковые плиты и секторы выполнены с возможностью перемещения друг относительно друга между открытым положением, в котором они раздвинуты для обеспечения возможности загрузки шин, подлежащих обработке, и закрытым положением, в котором они ограничивают формообразующую полость, имеющую форму, соответствующую заданной геометрической конфигурации наружных поверхностей шины, которая должна быть получена.
В документе CN 104875303 описан способ автоматического регулирования пресс-формы и вулканизатор для шин, при этом указанный способ включает: (а) задание значения Н высоты стандартной пресс-формы в управляющем устройстве вулканизатора, при этом значение Н высоты стандартной пресс-формы представляет собой расстояние между местом на вулканизаторе, имеющем фиксированную высоту, и верхней боковой плитой стандартной пресс-формы; (b) замену пресс-формы для шин; (с) измерение фактического значения Н1 высоты от места с фиксированной высотой до верхней боковой плиты заменяющей пресс-формы для шин и передачу фактического значения Н1 высоты в управляющее устройство; (d) приведение в действие приводного цилиндра с учетом Н1 и Н для приведения пресс-формы для шин в движение посредством управляющего устройства, при этом изменение расстояния Н при перемещении равно абсолютной величине (Н-Н1).
Заявитель установил в результате наблюдений, что несколько элементов вулканизационного устройства должны быть перемещены при наличии невулканизированной шины в нем для установки последней в надлежащем положении и выполнения процесса вулканизации.
Заявитель также отметил, что обычно недоступны никакие данные, описывающие конструктивные и геометрические характеристики невулканизированной шины: единственная точная доступная информация относится к техническим характеристикам готовой (вулканизированной) шины, которые, само собой разумеется, сильно отличаются от технических характеристик исходной невулканизированной шины.
При этом Заявитель удостоверился в том, что поскольку конструктивные характеристики невулканизированной шины не являются систематически доступными и не учитываются, элементы вулканизационного устройства не всегда могут быть перемещены с требуемой точностью в присутствии невулканизированной шины. Заявитель также удостоверился в том, что это может приводить к нежелательному случайному контакту между элементами вулканизационного устройства и невулканизированной шиной, что может вызвать повреждение последней.
Заявитель отметил, что вышеупомянутый документ CN 104875303 не содержит никаких полезных идей для учета и решения вышеописанных проблем. В частности, в данном документе не приведено никаких указаний в отношении определения и использования параметров, описывающих конструктивные/геометрические характеристики невулканизированных шин, подлежащих формованию в пресс-форме и вулканизации, при задании рабочих параметров вулканизационного устройства.
Таким образом, Заявитель осознал, что для преодоления вышеупомянутых проблем необходимо автоматизировать процесс задания рабочих параметров вулканизационных устройств с учетом всех тех факторов, которые могут обуславливать необходимость в регулировках/наладках в вулканизационном устройстве.
По мнению Заявителя, задание рабочих параметров вулканизационных устройств также должно быть по существу одинаковым для устройств с одинаковыми конструктивными характеристиками, подлежащих использованию для изготовления шин одной и той же модели.
Более конкретно, Заявитель обнаружил, что вычисление рабочих параметров вулканизационного устройства предпочтительно может осуществляться в функциональной зависимости от параметров, описывающих невулканизированную шину, которая подлежит обработке посредством устройства, и в функциональной зависимости от конструктивных параметров самого устройства. В частности, параметры, описывающие невулканизированную шину, включают, по меньшей мере, высоту указанной невулканизированной шины в аксиальном направлении; конструктивные параметры вулканизационного устройства включают параметры, характеризующие размеры указанного устройства; рабочие параметры вулканизационного устройства включают один или более параметров, характеризующих положения, занимаемые подвижными элементами, включенными в вулканизационное устройство, во время процесса вулканизации.
Согласно первому аспекту изобретение относится к способу управления вулканизационными устройствами для изготовления шин.
Указанные вулканизационные устройства предпочтительно выполнены с возможностью воздействия на невулканизированные шины для получения соответствующих готовых шин.
Исходные параметры предпочтительно получают посредством устройства обработки данных.
Указанные исходные параметры предпочтительно описывают, по меньшей мере, одно из формы и размеров указанных готовых шин.
Указанные исходные параметры предпочтительно описывают форму и размеры указанных готовых шин.
Первые параметры предпочтительно вычисляют посредством указанного устройства обработки данных.
Первые параметры предпочтительно описывают указанные невулканизированные шины.
Первые параметры предпочтительно вычисляют в функциональной зависимости от указанных исходных параметров.
Первые параметры предпочтительно включают, по меньшей мере, один параметр, характеризующий высоту указанных невулканизированных шин в аксиальном направлении.
Вторые параметры предпочтительно получают посредством указанного устройства обработки данных.
Вторые параметры предпочтительно описывают указанные вулканизационные устройства.
Вторые параметры предпочтительно включают один или более параметров, характеризующих размеры указанных вулканизационных устройств.
Третьи параметры предпочтительно вычисляют посредством указанного устройства обработки данных.
Третьи параметры предпочтительно вычисляют в функциональной зависимости от указанных первых параметров.
Третьи параметры предпочтительно вычисляют в функциональной зависимости от указанных вторых параметров.
Третьи параметры предпочтительно вычисляют в функциональной зависимости от указанных первых параметров и указанных вторых параметров.
Третьи параметры предпочтительно включают один или более параметров, характеризующих положения, занимаемые подвижными элементами, включенными в указанные вулканизационные устройства.
Управляющие сигналы предпочтительно генерируют посредством указанного устройства обработки данных.
Указанные управляющие сигналы предпочтительно генерируют в функциональной зависимости от указанных третьих параметров.
Указанные управляющие сигналы предпочтительно генерируют для управления подвижными элементами указанных вулканизационных устройств и для получения указанных готовых шин из указанных невулканизированных шин.
Управляющие сигналы предпочтительно передают от указанного устройства обработки данных указанным вулканизационным устройствам.
Заявитель полагает, что при выполнении этого рабочие параметры вулканизационного устройства могут быть получены быстро, точно и надежно.
Точность результатов, полученных таким образом, также обеспечит возможность применения параметров, вычисленных для отдельно взятого устройства, для другого устройства, имеющего аналогичную конструкцию, что предпочтительно с точки зрения времени и однородности готовых изделий.
Согласно другому аспекту изобретение относится к линии вулканизации.
Указанная линия вулканизации предпочтительно содержит множество вулканизационных устройств.
Указанные вулканизационные устройства предпочтительно выполнены с возможностью воздействия на невулканизированные шины для получения соответствующих готовых шин.
Указанные вулканизационные устройства предпочтительно содержат подвижные элементы.
Указанная линия вулканизации предпочтительно содержит устройство обработки данных для управления указанными вулканизационными устройствами.
Устройство обработки данных предпочтительно выполнено с возможностью получения исходных параметров, описывающих, по меньшей мере, одно из формы и размеров указанных готовых шин.
Указанные исходные параметры предпочтительно описывают форму и размеры указанных готовых шин.
Устройство обработки данных предпочтительно выполнено с возможностью вычисления первых параметров.
Устройство обработки данных предпочтительно выполнено с возможностью вычисления указанных первых параметров в функциональной зависимости от указанных исходных параметров.
Указанные первые параметры предпочтительно описывают указанные невулканизированные шины.
Указанные первые параметры предпочтительно включают, по меньшей мере, один параметр, характеризующий высоту указанных невулканизированных шин в аксиальном направлении.
Устройство обработки данных предпочтительно выполнено с возможностью получения вторых параметров.
Указанные вторые параметры предпочтительно описывают указанные вулканизационные устройства.
Указанные вторые параметры предпочтительно включают один или более параметров, характеризующих размеры указанных вулканизационных устройств.
Устройство обработки данных предпочтительно выполнено с возможностью вычисления третьих параметров.
Устройство обработки данных предпочтительно выполнено с возможностью вычисления указанных третьих параметров в функциональной зависимости от указанных первых параметров.
Устройство обработки данных предпочтительно выполнено с возможностью вычисления указанных третьих параметров в функциональной зависимости от указанных вторых параметров.
Устройство обработки данных предпочтительно выполнено с возможностью вычисления указанных третьих параметров в функциональной зависимости от указанных первых параметров и указанных вторых параметров.
Указанные третьи параметры предпочтительно включают один или более параметров, характеризующих положения, занимаемые подвижными элементами, включенными в указанные вулканизационные устройства.
Устройство обработки данных предпочтительно выполнено с возможностью генерирования управляющих сигналов.
Устройство обработки данных предпочтительно выполнено с возможностью генерирования указанных управляющих сигналов в функциональной зависимости от указанных третьих параметров.
Устройство обработки данных предпочтительно выполнено с возможностью генерирования указанных управляющих сигналов для управления подвижными элементами указанных вулканизационных устройств и для получения указанных готовых шин из указанных невулканизированных шин.
Устройство обработки данных предпочтительно выполнено с возможностью передачи указанных управляющих сигналов указанным вулканизационным устройствам.
В соответствии с дополнительным аспектом изобретение относится к электронному блоку.
Указанный электронный блок предпочтительно выполнен с возможностью соединения с множеством вулканизационных устройств.
Указанные вулканизационные устройства предпочтительно выполнены с возможностью воздействия на невулканизированные шины для получения соответствующих готовых шин.
Указанный электронный блок предпочтительно выполнен с возможностью получения исходных параметров.
Указанные исходные параметры предпочтительно описывают, по меньшей мере, одно из формы и размеров указанных готовых шин.
Указанные исходные параметры предпочтительно описывают форму и размеры указанных готовых шин.
Указанный электронный блок предпочтительно выполнен с возможностью вычисления первых параметров.
Указанный электронный блок предпочтительно выполнен с возможностью вычисления указанных первых параметров в функциональной зависимости от указанных исходных параметров.
Указанные первые параметры предпочтительно описывают указанные невулканизированные шины.
Указанные первые параметры предпочтительно включают, по меньшей мере, один параметр, характеризующий высоту указанных невулканизированных шин в аксиальном направлении.
Указанный электронный блок предпочтительно выполнен с возможностью получения вторых параметров.
Указанные вторые параметры предпочтительно описывают указанные вулканизационные устройства.
Указанные вторые параметры предпочтительно включают один или более параметров, характеризующих размеры указанных вулканизационных устройств.
Указанный электронный блок предпочтительно выполнен с возможностью вычисления третьих параметров.
Указанный электронный блок предпочтительно выполнен с возможностью вычисления указанных третьих параметров в функциональной зависимости от указанных первых параметров.
Указанный электронный блок предпочтительно выполнен с возможностью вычисления указанных третьих параметров в функциональной зависимости от указанных вторых параметров.
Указанный электронный блок предпочтительно выполнен с возможностью вычисления указанных третьих параметров в функциональной зависимости от указанных первых параметров и указанных вторых параметров.
Указанные третьи параметры предпочтительно включают один или более параметров, характеризующих положения, занимаемые подвижными элементами, включенными в указанные вулканизационные устройства.
Указанный электронный блок предпочтительно выполнен с возможностью генерирования одного или более выходных сигналов, включающих указанные третьи параметры.
В соответствии с другим аспектом изобретение относится к устройству обработки данных.
Устройство обработки данных предпочтительно выполнено с возможностью генерирования управляющих сигналов.
Устройство обработки данных предпочтительно выполнено с возможностью генерирования указанных управляющих сигналов в функциональной зависимости от указанных третьих параметров.
Устройство обработки данных предпочтительно выполнено с возможностью генерирования управляющих сигналов для управления подвижными элементами указанных вулканизационных устройств и для получения указанных готовых шин из указанных невулканизированных шин.
Устройство обработки данных предпочтительно выполнено с возможностью передачи указанных управляющих сигналов указанным вулканизационным устройствам.
По меньшей мере, в одном из вышеприведенных аспектов настоящее изобретение может иметь, по меньшей мере, один из нижеприведенных предпочтительных признаков.
Получение указанных исходных параметров предпочтительно осуществляют посредством приема указанных исходных параметров.
Получение указанных исходных параметров предпочтительно осуществляют посредством считывания указанных исходных параметров из первой зоны памяти.
Указанная первая зона памяти предпочтительно соединена с указанным электронным блоком.
Указанная первая зона памяти предпочтительно объединена с указанным устройством обработки данных.
Указанные исходные параметры предпочтительно включают установочный параметр.
Указанные исходные параметры предпочтительно включают параметр размещения для, по меньшей мере, одного формообразующего барабана.
Указанные исходные параметры предпочтительно включают параметр ʺCTʺ расстояния для каждого из конструктивных компонентов указанных готовых шин.
Указанные исходные параметры предпочтительно включают один или более параметров, характеризующих типологию конструктивных компонентов, принадлежащих указанным готовым шинам.
Указанные исходные параметры предпочтительно включают один или более параметров, характеризующих число конструктивных компонентов, принадлежащих указанным готовым шинам, для каждой типологии.
Указанные исходные параметры предпочтительно включают параметр, характеризующий высоту, по меньшей мере, одного наполнительного элемента, принадлежащего указанным готовым шинам.
Промежуточные параметры предпочтительно вычисляют для вычисления указанных первых параметров.
Указанные промежуточные параметры предпочтительно вычисляют в функциональной зависимости от указанных исходных параметров.
Указанные промежуточные параметры предпочтительно характеризуют, по меньшей мере, одно из формы и размеров каркасной конструкции указанных невулканизированных шин, в которой концевые клапаны слоя (-ев) каркаса еще не загнуты вокруг каждого бортового проволочного кольца.
Указанные промежуточные параметры предпочтительно характеризуют форму и размеры каркасной конструкции указанных невулканизированных шин, в которой концевые клапаны слоя (-ев) каркаса еще не загнуты вокруг каждого бортового проволочного кольца.
Указанные первые параметры предпочтительно вычисляют в функциональной зависимости от указанных промежуточных параметров.
Указанные первые параметры предпочтительно включают параметр, характеризующий определяемую в аксиальном направлении высоту той части указанных невулканизированных шин, которая выступает от соответствующих опорных поддонов, служащих опорой для указанных невулканизированных шин.
Определение указанных вторых параметров предпочтительно осуществляют посредством приема указанных вторых параметров.
Определение указанных вторых параметров предпочтительно осуществляют посредством считывания указанных вторых параметров из первой зоны памяти.
Определение указанных вторых параметров предпочтительно осуществляют посредством приема указанных вторых параметров и считывания указанных вторых параметров из первой зоны памяти.
Указанная вторая зона памяти предпочтительно соединена с указанным электронным блоком.
Указанная вторая зона памяти предпочтительно объединена с указанным устройством обработки данных.
Указанные вторые параметры предпочтительно включают параметр расстояния, характеризующий расстояние между внутренними бортовыми частями пресс-формы, принадлежащей, по меньшей мере, одному из указанных вулканизационных устройств.
Указанные вторые параметры предпочтительно включают параметр длины, характеризующий длину хорды указанной пресс-формы.
Указанные вторые параметры предпочтительно включают один или более размерных параметров, характеризующих размеры вулканизационных камер, принадлежащих указанным вулканизационным устройствам.
Указанные подвижные элементы предпочтительно включают загрузочные устройства, выполненные с возможностью установки указанных невулканизированных шин в указанные пресс-формы.
Указанные третьи параметры предпочтительно включают один или более параметров, характеризующих положения, занимаемые указанными загрузочными устройствами во время захвата - в первом положении - указанных невулканизированных шин из соответствующих опорных поддонов.
Указанные третьи параметры предпочтительно включают один или более параметров, характеризующих положения, занимаемые указанными загрузочными устройствами во время размещения - во втором положении - указанных невулканизированных шин в указанных пресс-формах.
Указанные третьи параметры предпочтительно включают один или более параметров, характеризующих положения, занимаемые указанными загрузочными устройствами во время перемещения между указанным первым положением и указанным вторым положением.
Указанные подвижные элементы предпочтительно включают разгрузочные устройства, выполненные с возможностью извлечения указанных готовых шин из указанных пресс-форм.
Указанные третьи параметры предпочтительно включают один или более параметров, характеризующих положения, занимаемые указанными разгрузочными устройствами во время захвата - в третьем положении - указанных готовых шин из указанных пресс-форм.
Указанные третьи параметры предпочтительно включают один или более параметров, характеризующих положения, занимаемые указанными разгрузочными устройствами во время укладки - в четвертом положении - указанных готовых шин на транспортные устройства для их перемещения от указанных вулканизационных устройств.
Указанные третьи параметры предпочтительно включают один или более параметров, характеризующих положения, занимаемые указанными разгрузочными устройствами во время перемещения между указанным третьим положением и указанным четвертым положением.
Указанные подвижные элементы предпочтительно включают компоненты указанных пресс-форм.
Указанные третьи параметры предпочтительно включают один или более параметров, характеризующих положения, занимаемые компонентами указанных пресс-форм во время последовательности этапов процессов вулканизации, выполняемых указанными вулканизационными устройствами.
Во время каждого этапа из указанной последовательности этапов секторы, по меньшей мере, одной из указанных пресс-форм предпочтительно находятся в разных положениях.
Указанные третьи параметры предпочтительно включают один или более параметров, характеризующих положения, занимаемые указанными подвижными элементами для выполнения многостадийной вулканизации.
Указанные третьи параметры предпочтительно включают один или более параметров, характеризующих положения, занимаемые указанными подвижными элементами для выполнения охлаждения под давлением после вулканизации.
Для вычисления указанных третьих параметров в функциональной зависимости от указанных первых параметров и указанных вторых параметров предпочтительно вычисляют множество рабочих параметров.
Указанные рабочие параметры предпочтительно вычисляют посредством указанного устройства обработки данных.
Указанные рабочие параметры предпочтительно вычисляют в функциональной зависимости от указанных первых параметров.
Указанные рабочие параметры предпочтительно вычисляют в функциональной зависимости от указанных вторых параметров.
Указанные рабочие параметры предпочтительно вычисляют в функциональной зависимости от указанных первых параметров и указанных вторых параметров.
Указанные третьи параметры предпочтительно вычисляют в функциональной зависимости от указанных рабочих параметров.
Указанные третьи параметры предпочтительно определяют в функциональной зависимости от указанных первых параметров, указанных вторых параметров и указанных рабочих параметров.
Указанные рабочие параметры предпочтительно включают первый рабочий параметр, характеризующий высоту удерживающей конструкции, выполненной с возможностью удерживания указанных пресс-форм.
Указанные рабочие параметры предпочтительно включают второй рабочий параметр, характеризующий уровень, на котором указанные секторы удерживаются неподвижными в течение заданного промежутка времени во время выполнения процесса вулканизации.
Указанные рабочие параметры предпочтительно включают третий параметр, характеризующий положения нижних боковых плит, принадлежащих указанным пресс-формам, относительно баз, образующих одно целое с указанными нижними боковыми плитами.
Указанные рабочие параметры предпочтительно включают четвертый параметр, характеризующий уровень средних плоскостей указанных пресс-форм относительно исходных уровней, когда указанные пресс-формы размещены в указанных удерживающих конструкциях.
Указанные рабочие параметры предпочтительно включают пятый рабочий параметр, характеризующий положения, занимаемые верхними боковыми плитами, принадлежащими указанным пресс-формам, во время этапов закрывания указанных пресс-форм.
Указанные рабочие параметры предпочтительно включают шестой рабочий параметр, характеризующий положения указанных верхних боковых плит относительно баз, образующих одно целое с ними.
Указанные рабочие параметры предпочтительно включают один или более седьмых рабочих параметров, характеризующих перемещения элементов, выполненных с возможностью перемещения в вертикальном направлении и принадлежащих указанным вулканизационным устройствам.
Указанные рабочие параметры предпочтительно включают восьмой рабочий параметр, характеризующий высоту указанных пресс-форм, измеренную, когда указанные секторы находятся в заданном положении.
Указанные рабочие параметры предпочтительно образуют подмножество.
Указанное подмножество предпочтительно содержит первый рабочий параметр.
Указанное подмножество предпочтительно содержит второй рабочий параметр.
Указанное подмножество предпочтительно содержит четвертый рабочий параметр.
Указанное подмножество предпочтительно содержит восьмой рабочий параметр.
Указанному подмножеству предпочтительно поставлен в соответствие идентификационный код.
Указанный идентификационный код предпочтительно отображает одну или более из указанных удерживающих конструкций.
Указанные одна или более удерживающих конструкций, представленных указанным идентификационным кодом, предпочтительно имеют размеры, описываемые параметрами, включенными в указанное подмножество.
Множество идентификационных кодов предпочтительно сохранены, при этом каждый из них соответствует соответствующему подмножеству параметров.
Указанное множество идентификационных кодов предпочтительно сохраняют в указанной второй зоне памяти.
Идентификационный код, соответствующий одной или более из указанных удерживающих конструкций, предпочтительно вводят в устройство обработки данных.
Подмножество, соответствующее указанному идентификационному коду, предпочтительно извлекают из указанной второй зоны памяти посредством указанного устройства обработки данных.
Указанное извлеченное подмножество параметров предпочтительно используют для вычисления указанных третьих параметров.
Указанные третьи параметры предпочтительно определяют в функциональной зависимости от набора параметров оборудования.
Указанные параметры оборудования предпочтительно описывают размеры указанных вулканизационных устройств и не зависят от указанных удерживающих конструкций.
Указанные параметры оборудования предпочтительно описывают уровни высоты указанных вулканизационных устройств и не зависят от указанных удерживающих конструкций.
Указанные параметры оборудования предпочтительно описывают размеры и уровни высоты указанных вулканизационных устройств и не зависят от указанных удерживающих конструкций.
Устройство обработки данных предпочтительно содержит множество управляющих устройств.
Каждое управляющее устройство предпочтительно соединено с соответствующим одним из указанных вулканизационных устройств.
Каждое из указанных управляющих устройств предпочтительно выполнено с возможностью получения третьих параметров, соответствующих соответствующему вулканизационному устройству.
Каждое из указанных управляющих устройств предпочтительно выполнено с возможностью генерирования одного или более из указанных управляющих сигналов, подлежащих передаче указанному соответствующему вулканизационному устройству.
Дополнительные признаки и преимущества станут более очевидными из нижеприведенного подробного описания предпочтительного, но не неограничивающего варианта осуществления изобретения. В нижеприведенном описании будет сделана ссылка на приложенные чертежи, которые также представлены в качестве иллюстративного и неограничивающего примера и на которых:
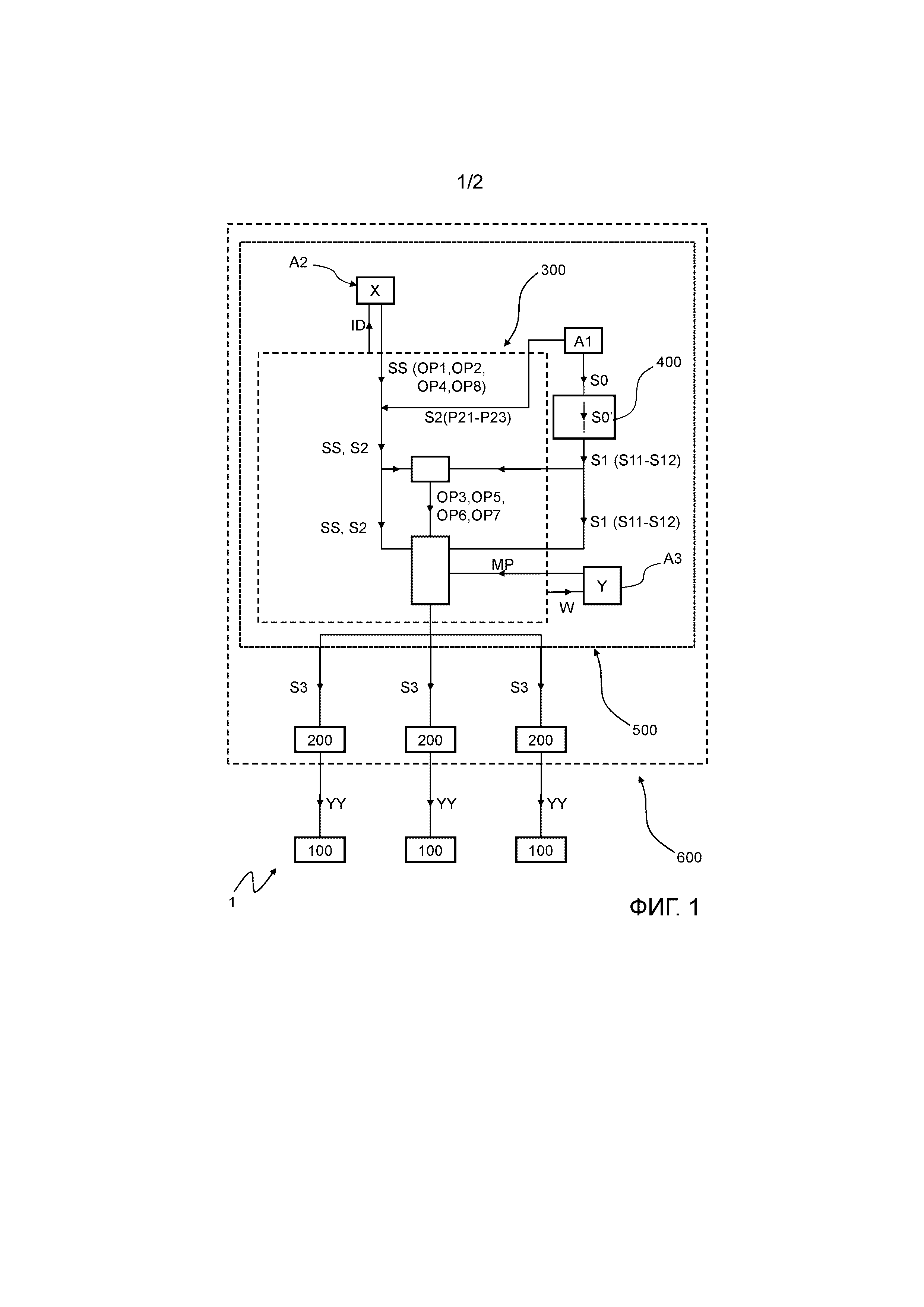
Фиг.1 - блок-схема линии вулканизации в соответствии с настоящим изобретением;
Фиг.2 и 4 - таблицы, в которых хранятся данные, подлежащие использованию в способе согласно настоящему изобретению; и
Фиг.3 - блок-схема вулканизационного устройства в соответствии с настоящим изобретением, включенного в линию вулканизации по фиг.1.
На приложенных чертежах ссылочная позиция 100 обозначает в целом вулканизационное устройство для изготовления шин.
Вулканизационное устройство 100 используется для получения готовой шины Т2 из невулканизированной шины Т1.
Вулканизационное устройство 100 (фиг.3) предпочтительно содержит пресс-форму 140, выполненную с возможностью придания заданной формы готовой шине Т2.
Пресс-форма 140 предпочтительно содержит нижнюю боковую плиту 142а и верхнюю боковую плиту 142b, которые могут перемещены в аксиальном направлении по направлению друг к другу и которые выполнены с возможностью воздействия на борт и боковины шины.
Пресс-форма 140 предпочтительно содержит множество секторов 141, которые распределены по окружности и которые могут быть перемещены в радиальном направлении внутрь для воздействия на протекторный браслет шины.
Более конкретно, секторы 141 и боковые плиты 142а, 142b выполнены с возможностью перемещения друг относительно друга между открытым положением, в котором они разнесены для обеспечения возможности загрузки шин, подлежащих обработке, и закрытым положением, в котором они ограничивают формообразующую полость, форма которой соответствует заданной геометрической конфигурации наружных поверхностей готовой шины, которая должна быть получена.
Вулканизационное устройство 100 предпочтительно содержит множество подвижных устройств 110, воздействующих на невулканизированную шину Т1 и/или на шину Т2 во время процесса вулканизации.
Подвижные элементы 110 предпочтительно включают загрузочное устройство 120, выполненное с возможностью размещения невулканизированной шины Т1 в пресс-форме 140.
Подвижные элементы 110 предпочтительно включают разгрузочное устройство 130, выполненное с возможностью извлечения готовой шины Т2 из пресс-формы 140 в конце процесса вулканизации.
Подвижные элементы 110 предпочтительно включают компоненты пресс-формы 140, например, такие как указанные секторы 141 и боковые плиты 142а, 142b.
Вулканизационное устройство 100 предпочтительно содержит удерживающую конструкцию 150, выполненную с возможностью удерживания и обеспечения опоры для пресс-формы 140.
Следует отметить, что вулканизационное устройство 100 может также содержать многие другие элементы/устройства, например, такие как исполнительные механизмы для перемещения указанных подвижных элементов 110, которые не будут подробно описаны в данном документе, поскольку они сами по себе известны.
Управление вулканизационным устройством 100 предпочтительно осуществляется посредством соответствующего управляющего устройства 200, которое управляет работой вулканизационного устройства 100 и его компонентов.
Управляющее устройство 200 может состоять из программируемого контроллера (ПК), содержать ПК или может быть включено в ПК, соответственно запрограммированный для процесса вулканизации, подлежащего выполнению.
Как станет очевидным ниже, управляющее устройство 200 получает рабочие параметры для вулканизационного устройства 100 из электронного блока 500.
Фиг.1 схематически показывает линию 1 вулканизации, содержащую множество вулканизационных устройств 100, множество соответствующих управляющих устройств 200 и электронный блок 500.
Электронный блок 500 и управляющие устройства 200 могут образовывать устройство 600 обработки данных, также схематически показанное на фиг.1.
Управляющие сигналы YY для приведения в движение подвижных элементов 110 вулканизационных устройств 100 передаются различным вулканизационным устройствам 100 посредством устройства 600 обработки данных.
В нижеприведенном описании будет раскрыто определение параметров, требующихся для управляющих сигналов YY, специально предназначенных для одного или более из указанных вулканизационных устройств 100.
Более конкретно, в случае, в котором имеется множество по существу идентичных вулканизационных устройств 100, которые должны изготавливать одинаковые готовые шины, одинаковые управляющие сигналы могут быть переданы таким вулканизационным устройствам. Другими словами, в этом случае будет отсутствовать необходимость повторения вычисления параметров для всех других вулканизационных устройств 100 после выполнения указанного вычисления один раз.
При иных обстоятельствах в случае разных вулканизационных устройств 100 и/или разных готовых шин Т2, подлежащих изготовлению, вычисление необходимо будет повторять, по меньшей мере частично.
Согласно изобретению предпочтительно определяют первые параметры S1, которые описывают невулканизированную шину Т1, подлежащую изготовлению посредством вулканизационного устройства 100.
Первые параметры S1 предпочтительно включают, по меньшей мере, один параметр Р11, характеризующий высоту невулканизированной шины Т1 в аксиальном направлении.
В одном варианте осуществления первые параметры S1 могут также включать параметр Р12, характеризующий определяемую в аксиальном направлении высоту той части указанной невулканизированной шины Т1, которая выступает от опорного поддона, обеспечивающего опору для невулканизированной шины Т1 перед ее загрузкой в вулканизационное устройство 100.
Предпочтительно также определяют вторые параметры S2, которые описывают вулканизационное устройство 100.
Вторые параметры S2 включают один или более параметров, характеризующих размеры вулканизационного устройства 100.
Как станет очевидным ниже, первые параметры S1 и вторые параметры S2 используются для вычисления третьих параметров S3, состоящих из параметров, которые передаются в управляющее устройство 200 для управления вулканизационным устройством 100.
Вторые параметры S2 предпочтительно могут включать параметр Р21 расстояния, характеризующий расстояние между внутренними бортовыми частями пресс-формы 140.
Вторые параметры S2 предпочтительно могут включать параметр Р22 длины, характеризующий длину хорды пресс-формы 140.
Вторые параметры S2 предпочтительно могут включать один и более размерных параметров Р23, характеризующих размеры вулканизационной камеры, принадлежащей вулканизационному устройству 100.
Вторые параметры S2 могут быть считаны из первой зоны А1 памяти. Указанная первая зона памяти предпочтительно может хранить так называемые «технические характеристики» или «набор параметров», то есть набор данных, который, как правило, задан для изготовления готовой шины.
Помимо этого или в качестве альтернативы вторые параметры могут быть получены из другого устройства/аппарата.
Что касается первых параметров S1, то они могут быть получены исходя из исходных параметров S0, описывающих, по меньшей мере, одно из формы и размеров готовой шины Т2.
Исходные параметры S0 предпочтительно характеризуют как форму, так и размеры готовой шины Т2.
Исходные параметры S0 предпочтительно хранятся в первой зоне А1 памяти.
Таким образом, исходные параметры S0 могут быть включены в вышеупомянутые «технические характеристики» или «набор параметров».
Исходные параметры S0 предпочтительно включают один или более из: установочного параметра Р01, параметра Р02 положения для формообразующего барабана, используемого для изготовления невулканизированной шины Т1, параметра ʺCTʺ Р03 расстояния для каждого из конструктивных компонентов готовой шины Т2, одного или более параметров Р04, характеризующих типологию конструктивных компонентов, принадлежащих готовой шине Т2, одного или более параметров Р05, характеризующих число конструктивных компонентов, принадлежащих готовой шине Т2, для каждой типологии, параметра Р06, характеризующий высоту наполнительного элемента, принадлежащего готовой шине Т2.
Промежуточные параметры S0' предпочтительно вычисляют в функциональной зависимости от исходных параметров S0.
Промежуточные параметры S0' характеризуют, по меньшей мере, одно из формы и размеров каркасной конструкции невулканизированной шины Т1, в которой концевые клапаны слоя (слоев) каркаса еще не загнуты вокруг каждого бортового проволочного кольца.
Промежуточные параметры S0' предпочтительно описывают каркасный рукавный элемент и коронный рукавный элемент, подлежащие использованию для сборки невулканизированной шины Т1, которая, в свою очередь, обеспечит возможность получения готовой шины Т2 посредством процесса вулканизации и формования в пресс-форме.
Первая группа промежуточных параметров S0' описывает указанный каркасный рукавный элемент; вторая группа промежуточных параметров S0' описывает указанный коронный рукавный элемент.
Первую группу промежуточных параметров S0' предпочтительно получают в зависимости от математической модели (называемой в дальнейшем второй математической моделью ММ2) и, как указано выше, в функциональной зависимости от исходных параметров S0.
Вторая математическая модель ММ2 может базироваться на технических характеристиках готовой шины Т2, то есть на ее технологических и геометрических характеристиках: количестве слоев каркаса в шине - одном или двух, типе бортового проволочного кольца, наличии или отсутствии вставок боковин для работы в спущенном состоянии (самонесущая шина), наличии или отсутствии самозаклеивающегося слоя (самозаклеивающаяся шина), наличии и типе любых усилителей, геометрических размерах шины (например, посадочном диаметре, максимальном аксиальном размере, высоте боковин) и т.д.
Первая группа промежуточных параметров S0' предпочтительно включает, по меньшей мере, один параметр, описывающий наружный диаметр каркасного рукавного элемента.
Первая группа исходныхпараметров S0' предпочтительно включает параметр размещения для формообразующего барабана, используемого для изготовления невулканизированной шины Т1.
Первая группа промежуточных параметров S0' предпочтительно включает параметр расстояния для каждого из конструктивных компонентов каркасного рукавного элемента.
В качестве примера диаметр барабана, подлежащего использованию для изготовления каркасного рукавного элемента, и, следовательно, диаметр каркасного рукавного элемента определяют на основе посадочного диаметра готовой шины. Кроме того, в зависимости от размеров радиального сечения готовой шины можно определить ширину слоя (-ев), образующего (-их) каркасный рукавный элемент, которая измерена вдоль продольного направления указанного барабана. При вычислении указанной ширины предпочтительно также учитывают растяжение в аксиальном направлении, которому подвергаются указанный (-е) слой (-и) во время сборки шины.
Вторая математическая модель ММ2 предпочтительно дополнительно содержит параметры, описывающие этап загибания определяемых в аксиальном направлении концов слоя (-ев) каркаса, определенные, например, экспериментально на основе предыдущих аналогичных операций, выполняемых посредством того же оборудования. Таким образом, можно определить профиль, который коронный рукавный элемент (который к этому моменту изготовлен только частично) может иметь после загибания указанных концов слоя (-ев) вокруг соответствующих бортовых проволочных колец.
Вторая математическая модель ММ2 предпочтительно дополнительно содержит параметры, описывающие наложение - в радиально наружном месте по отношению к загнутому (-ым) слою (слоям) - дополнительных конструктивных компонентов, которые будут иметь радиально наружный профиль, полностью аналогичный профилю, заданному загнутым (-и) слоем (-ями).
Вторую группу промежуточных параметров S0' предпочтительно получают в зависимости от математической модели (в дальнейшем упоминаемой как третья математическая модель ММ3) и, как указано выше, в функциональной зависимости от исходных параметров S0.
Вторая группа промежуточных параметров S0' предпочтительно включает, по меньшей мере, один параметр, описывающий внутренний диаметр коронного рукавного элемента.
Третья математическая модель ММ3 предпочтительно базируется, по меньшей мере частично, на определении коэффициента пустотности рисунка протекторного браслета и на обусловленном им вычислении характеристик и/или размеров протекторного браслета в невулканизированном состоянии, который при подвергании процессу формования в пресс-форме и вулканизации продемонстрирует заданный рисунок протектора.
В качестве примера посредством третьей математической модели ММ3 диаметр при наложении брекерной (-ых) ленты (лент) и диаметр барабана, на котором изготавливают коронный рукавный элемент, вычисляют исходя из наружного диаметра готовой шины.
Третья математическая модель ММ3 предпочтительно также обеспечивает возможность определения - на основе ширины (измеренной в направлении, параллельном оси шины) протекторного браслета, брекерной (-ых) ленты (лент), подслоя и слоя с нулевым углом, которые имеются в готовой шине, - ширины (измеренной в направлении, параллельном оси барабана, на котором изготавливают коронный рукавный элемент) соответствующих конструктивных компонентов коронного рукавного элемента.
Во время процесса сборки невулканизированной шины коронный рукавный элемент предпочтительно соединяют с указанным каркасным рукавным элементом.
Математическую модель (первую математическую модуль ММ1) предпочтительно получают, например, извлекают из зоны памяти, при этом данная математическая модель описывает процесс сборки невулканизированной шины.
Во время указанного процесса каркасному рукавному элементу придают такую форму, чтобы он прилипал к радиально внутренней поверхности коронного рукавного элемента.
Придание формы каркасному рукавному элементу предпочтительно выполняют по существу за два этапа:
этап расширения каркасного рукавного элемента, направленный на увеличение радиального размера последнего, пока он не достигнет радиально внутренней поверхности коронного рукавного элемента; и
этап приближения друг к другу концов каркасного рукавного элемента, определяемых в аксиальном направлении.
Первая математическая модель ММ1 предпочтительно устанавливает связь между аксиальным размером невулканизированной шины и разностью внутреннего диаметра коронного рукавного элемента и наружного диаметра каркасного рукавного элемента.
Другими словами, первая математическая модель ММ1 обеспечивает возможность соотнесения радиальной деформации каркасного рукавного элемента с аксиальной деформацией каркасного рукавного элемента.
Первая математическая модель ММ1 может базироваться, например, на следующем соотношении:
ρ • y=константа
в котором для каждой точки сечения изготавливаемой шины в радиальной плоскости (то есть, в плоскости, содержащей ось вращения изготавливаемой шины) ρ представляет собой радиус кривизны и y представляет собой расстояние от прямой линии, которая параллельна оси вращения изготавливаемой шины и является касательной в радиально внутренних точках бортов данной шины.
Таким образом, при применении указанной первой математической модели ММ1 можно получить первые параметры S1, описывающие невулканизированную шину, в зависимости от первой и второй групп промежуточных параметров S0'.
Множество рабочих параметров ОР предпочтительно вычисляют в функциональной зависимости от первых параметров S1 и вторых параметров S2.
После этого рабочие параметры ОР предпочтительно будут использоваться для вычисления третьих параметров S3.
Рабочие параметры ОР предпочтительно включают один или более из:
первого рабочего параметра ОР1, характеризующего высоту удерживающей конструкции 150;
второго рабочего параметра ОР2, характеризующего уровень, на котором секторы 141 удерживаются неподвижными в течение заданного промежутка времени во время выполнения процесса вулканизации; указанный уровень предпочтительно поддерживают как во время этапа закрывания пресс-формы, когда шина еще не вулканизирована, так и во время этапа открывания пресс-формы, когда шина подвергнута вулканизации;
третьего рабочего параметра ОР3, характеризующего положение нижней боковой плиты 142а относительно базы, образующей одно целое с нижней боковой плитой 142а;
четвертого рабочего параметра ОР4, характеризующего уровень средней плоскости пресс-формы 140 относительно исходного уровня, когда пресс-форма 140 размещена в удерживающей конструкции 150;
пятого рабочего параметра ОР5, характеризующего положение, занимаемое верхней боковой плитой 142b во время этапа закрывания пресс-формы 140;
шестого рабочего параметра ОР6, характеризующего положение верхней боковой плиты 142b относительно базы, образующей одно целое с ней;
одного или более седьмых рабочих параметров ОР7, характеризующих перемещения элементов, выполненных с возможностью перемещения в вертикальном направлении, то есть кольцевых элементов, взаимодействующих соответственно с нижней боковой плитой 142а и верхней боковой плитой 142b;
восьмого рабочего параметра ОР8, характеризующего высоту пресс-формы 140, измеренную, когда секторы 141 находятся в заданном положении.
Рабочие параметры ОР предпочтительно образуют подмножество SS, содержащее один или более из первого рабочего параметра ОР1, второго рабочего параметра ОР2, четвертого рабочего параметра ОР4 и восьмого рабочего параметра ОР8.
Величины, включенные в подмножество SS, могут быть выбраны из соответствующей таблицы Х, хранящейся во второй зоне А2 памяти (фиг.2), при этом каждое из разных значений соответствует соответствующей удерживающей конструкции. Надлежащую удерживающую конструкцию выбирают в зависимости от размеров невулканизированной шины, в частности, ее осевой длины, а также в зависимости от соответствующих значений рабочих параметров ОР1, ОР2, ОР4 и ОР8.
На фиг.2 каждая из ссылочных позиций ID1-IDn представляет собой идентификационный код, поставленный в соответствие соответствующей удерживающей конструкции. Каждая из ссылочных позиций SS1-SSn представляет для соответствующей удерживающей конструкции множество, содержащее, по меньшей мере, одно из: значения первого рабочего параметра ОР1, значения второго рабочего параметра ОР2, значения четвертого рабочего параметра ОР4, значения восьмого рабочего параметра ОР8.
При вводе идентификационного кода ID, поставленного в соответствие удерживающей конструкции 150, используемой в вулканизационном устройстве 100, в таблицу Х можно получить подмножество SS, содержащее значения рабочих параметров ОР1, ОР2, ОР4 и ОР8, которые описывают удерживающую конструкцию 150.
Подмножество SS параметров, полученное таким образом, может быть использовано для вычисления третьих параметров S3, как будет проиллюстрировано в дальнейшем.
Рабочие параметры ОР, не принадлежащие подмножеству SS, предпочтительно могут быть определены иначе, чем значения, принадлежащие указанному подмножеству SS.
Третий рабочий параметр ОР3 может быть вычислен в функциональной зависимости от четвертого рабочего параметра ОР4 и параметра Р21 расстояния, например, посредством деления параметра Р21 расстояния на константу и вычитания результата из четвертого рабочего параметра ОР4.
Пятый рабочий параметр ОР5 может быть вычислен в функциональной зависимости от третьего рабочего параметра ОР3 и осевой длины невулканизированной шины, например, посредством складывания данных двух величин.
Шестой рабочий параметр ОР6 может быть вычислен в функциональной зависимости от первого рабочего параметра ОР1, четвертого рабочего параметра ОР4 и параметра Р21 расстояния, например, посредством вычитания из первого рабочего параметра ОР1 четвертого рабочего параметра ОР4 и параметра Р21 расстояния, деленного на константу.
Один из седьмых рабочих параметров ОР7 может быть вычислен посредством вычитания константы, определенной соответствующим образом, из третьего рабочего параметра ОР3; указанная константа может быть по существу равна, например, сумме измеренной в вертикальном направлении высоты конечного элемента компонента, пригодного для удерживания верхней боковой плиты в заданном положении, и толщины нижней боковой плиты.
Затем вычисляют третьи параметры S3 в функциональной зависимости от первых параметров S1, вторых параметров S2 и рабочих параметров ОР.
Третьи параметры S3 также предпочтительно вычисляют в функциональной зависимости от набора параметров МР оборудования.
Параметры МР оборудования описывают размеры и/или уровни вулканизационного устройства 100, которые не зависят от удерживающей конструкции 150.
В одном варианте осуществления в третьей зоне А памяти хранится таблица Y (фиг.4), содержащая различные наборы параметров МР1-МРn оборудования. Каждый набор параметров оборудования соответствует соответствующей типологии вулканизационного устройства, представленной соответствующим идентификационным кодом W1-Wn. При вводе идентификационного кода W, характеризующего вулканизационное устройство 100, в таблицу Y можно извлечь набор параметров МР оборудования, подлежащих использованию.
Как указано выше, третьи параметры S3 передают управляющему устройству 200 для управления вулканизационным устройством 100.
В случае по существу идентичных вулканизационных устройств 100, которые должны изготавливать идентичные готовые шины, одни и те же третьи параметры S3 могут быть переданы соответствующим управляющим устройствам 200.
Третьи параметры S3 включают один или более параметров, характеризующих положения, занимаемые подвижными элементами 110 во время процесса вулканизации.
Третьи параметры S3 предпочтительно включают один или более параметров, характеризующих положения, занимаемые загрузочным устройством 120 во время выполнения одной или более из следующих операций: захвата - в первом положении - указанной невулканизированной шины Т1 из соответствующего опорного поддона; размещения - во втором положении - невулканизированной шины Т2 в пресс-форме 140; перемещений между первым положением и вторым положением.
Параметр, характеризующий положение, занимаемое загрузочным устройством 120 для захвата невулканизированной шины Т1 в пресс-форме 140, может быть вычислен в функциональной зависимости от высоты невулканизированной шины Т1 в аксиальном направлении и от константы, определенной соответствующим образом; указанная константа может быть равна, например, разности базового уровня, соответствующего плоскости, в которой находится нижняя стенка удерживающей конструкции, и уровня плоскости, определяемой опорными элементами для невулканизированной шины, которые имеются на указанном поддоне.
Третьи параметры S3 предпочтительно включают один или более параметров, характеризующих положения, занимаемые разгрузочным устройством 130 во время выполнения одной или более из следующих операций: захвата - в третьем положении - готовой шины Т2 из пресс-формы 140; укладки - в четвертом положении -готовой шины Т2 на транспортное устройство для ее перемещения от вулканизационного устройства 100; перемещений между третьим положением и четвертым положением.
Параметр, характеризующий положение, занимаемое разгрузочным устройством 130 для укладки готовой шины Т2 на транспортное устройство, может быть вычислен в функциональной зависимости от параметра Р21 расстояния, параметра Р22 длины и константы, определенной соответствующим образом; указанная константа может быть равна, например, разности базового уровня, соответствующего плоскости, в которой находится нижняя стенка удерживающей конструкции, и уровня, определяемого смещающейся лентой указанного транспортного устройства, на которой размещают шины, подлежащие отводу/удалению.
В качестве примера суммируют параметр Р21 расстояния, деленный на константу, параметр длины, деленный на константу, и указанную константу.
Третьи параметры S3 предпочтительно включают один или более параметров, характеризующих положения, занимаемые компонентами пресс-формы 140 во время последовательности этапов процесса вулканизации, выполняемого указанным вулканизационным устройством 100.
Во время каждого этапа из указанной последовательности этапов секторы 141 пресс-формы 140 предпочтительно размещают в разных положениях.
Для вычисления параметров, характеризующих указанные положения, занимаемые компонентами пресс-формы 140 во время этапов процесса вулканизации, предпочтительно используют восьмой рабочий параметр ОР8.
Третьи параметры S3 предпочтительно включают один или более параметров, характеризующих положения, занимаемые подвижными элементами 110 для выполнения, по меньшей мере, одной/одного из многостадийной вулканизации и охлаждения под давлением после вулканизации.
Как указано выше, третьи параметры S3 вычисляют посредством электронного блока 500 и передают в управляющее (-ие) устройство (-а) 200.
Электронный блок 500 предпочтительно содержит первый электронный модуль 300 обработки данных, который вычисляет третьи параметры S3 на основе первых параметров S1 и вторых параметров S2.
Первые параметры S1 предпочтительно загружаются из второго электронного модуля 400 обработки данных, который будет описан ниже.
Что касается вторых параметров S2, то первый электронный модуль 300 обработки данных предпочтительно выполнен с возможностью считывания их из первой зоны А1 памяти и/или получения их из другого устройства/аппарата.
Первый электронный модуль 300 обработки данных предпочтительно выполнен с возможностью определения указанных рабочих параметров OP на основе первых параметров S1 и вторых параметров S2.
В одном варианте осуществления электронный модуль 300 обработки данных выполнен с возможностью выбора подмножества SS, описывающего удерживающую конструкцию 150 вулканизационного устройства 100, во второй зоне А2 памяти. На основе соответствующего идентификационного кода ID первый электронный модуль 300 обработки данных извлекает подмножество SS, соответствующее указанному идентификационному коду ID, из таблицы Х.
Таким образом предпочтительно определяют первый рабочий параметр ОР1, второй рабочий параметр ОР2, четвертый рабочий параметр ОР4 и восьмой рабочий параметр ОР8.
Остальные рабочие параметры ОР3, ОР5, ОР6 и ОР7 могут быть вычислены так, как описано выше.
Следует отметить, что идентификационный код ID может быть получен первым электронным модулем 300 обработки данных или может быть определен непосредственно первым электронным модулем 300 обработки данных на основе, например, первых параметров S1, в частоности, первого параметра Р11.
Первый электронный модуль 300 обработки данных также предпочтительно выполнен с возможностью вычисления третьих параметров S3 в функциональной зависимости от первых параметров S1, вторых параметров S2 и рабочих параметров ОР.
Электронный блок 500 предпочтительно может содержать второй электронный модуль 400 обработки данных, выполненный с возможностью определения первых параметров S1 исходя из исходных параметров S0.
Для определения первых параметров S1 второй электронный модуль 400 обработки данных предпочтительно вычисляет промежуточные параметры S0' в функциональной зависимости от исходных параметров S0 и затем первые параметры S1 на основе промежуточных параметров S0'.
В одном варианте осуществления второй электронный модуль 400 обработки данных считывает исходные параметры S0 из первой зоны А1 памяти.
В одном варианте осуществления второй электронный модуль 400 обработки данных получает исходные параметры S0 из другого устройства/аппарата, которое/который вычислило/вычислил их или извлекло/извлек их из соответствующей зоны памяти заранее; последняя может представлять собой или первую зону А1 памяти, или другую выполненную соответствующим образом зону памяти.
После этого первые параметры S1 передают в электронный модуль 300 обработки данных для вычисления третьих параметров S3.
В одном варианте осуществления электронный блок 500 может состоять из программируемого контроллера (ПК), содержать ПК или может быть включен в ПК, запрограммированный соответствующим образом для процесса вулканизации, подлежащего выполнению.
В одном варианте осуществления электронный блок 500 может принадлежать устройству, внешнему по отношению к указанному ПК, и может быть соединен с последним с возможностью передачи соответствующих рабочих параметров, например, таких как третьи параметры S3.
Как указано выше, устройство 600 обработки данных выполнено с возможностью передачи управляющих сигналов YY одному или более вулканизационным устройствам 100.
Если третьи параметры для данной типологии вулканизационного устройства и готовой шины, подлежащей изготовлению, уже были вычислены, можно избежать их повторного вычисления в устройстве 600 обработки данных, если они потребуются.
В противном случае, когда устройство 600 обработки данных должно вычислять третьи параметры S3 предпочтительно посредством электронного блока 500 для такой комбинации вулканизационного устройства и готовой шины, для которой оно еще не «работало», оно предпочтительно сможет выполнить вышеописанный способ.
Реферат
Настоящее изобретение относится к способу управления вулканизационным устройством для изготовления шин. Получают исходные параметры (S0), описывающие по меньшей мере, одно из формы и размеров готовых шин (Т2), посредством устройства (600) обработки данных. Вычисляют первые параметры (S1), описывающие невулканизированные шины (Т1), в функциональной зависимости от исходных параметров (S0) посредством устройства (600). Первые параметры (S1) включают, по меньшей мере, один параметр (Р11), характеризующий высоту невулканизированных шин (Т1) в аксиальном направлении. Получают вторые параметры (S2), описывающие вулканизационные устройства (100), посредством устройства (600). Вторые параметры (S2) включают один или более параметров, характеризующих размеры вулканизационных устройств (100). Вычисляют третьи параметры (S3) в функциональной зависимости от первых параметров (S1) и вторых параметров (S2) посредством устройства (600). Третьи параметры (S3) включают один или более параметров, характеризующих положения, занимаемые подвижными элементами (110), включенными в вулканизационные устройства (100). Генерируют управляющие сигналы (YY) в функциональной зависимости от третьих параметров (S3) посредством устройства (600) для управления подвижными элементами (110) вулканизационных устройств (100) и для получения готовых шин (Т2) из невулканизированных шин (Т1). Осуществляют передачу управляющих сигналов (YY) от устройства (600) вулканизационным устройствам (100). Также созданы линия (1) вулканизации, работающая в соответствии с указанным способом, устройство (600) обработки данных, осуществляющее указанный способ, и электронный блок (500), включенный в устройство обработки данных. Технический результат: быстрота и точность регулирования рабочих параметров, возможность применения параметров, вычисленных для отдельно взятого устройства, для другого устройства, имеющего аналогичную конструкцию, что предпочтительно с точки зрения времени и однородности готовых изделий. 4 н. и 32 з.п. ф-лы, 4 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ управления сборкой шины
Комментарии