Способ и установка для изготовления шин для колес транспортных средств - RU2640762C2
Код документа: RU2640762C2
Чертежи







Описание
Изобретение относится к способу и установке для изготовления шин для колес транспортных средств.
Шина для колес транспортных средств, как правило, содержит каркасный конструктивный элемент, которому придана форма, соответствующая по существу тороидальной конфигурации, и который содержит, по меньшей мере, один слой каркаса, имеющий соответственно противоположные концевые части. Последние сцеплены с соответствующими кольцевыми удерживающими конструктивными элементами, каждый из которых обычно образован из, по меньшей мере, одной по существу окружной кольцевой вставки, называемой «сердечником борта», на которую, как правило, наложена, по меньше мере, одна вставка в виде наполнительного шнура, сужающаяся в радиальном направлении от оси вращения. Кольцевые удерживающие конструктивные элементы расположены в зонах, обычно называемых термином «борта». Борта имеют внутренний диаметр, по существу соответствующий так называемому «посадочному диаметру» шины на соответствующем ободе в сборе. Шина также содержит коронный конструктивный элемент, содержащий, по меньшей мере, одну брекерную ленту, расположенную в радиальном направлении снаружи слоя каркаса по отношению к центру шины, и протекторный браслет, расположенный в радиальном направлении снаружи брекерной ленты. На протекторном браслете, как правило, образованы продольные и поперечные канавки, расположенные так, чтобы образовать заданный рисунок протектора. Между протекторным браслетом и брекерной (брекерными) лентой (-ами) может находиться так называемый «подслой», образованный из эластомерного материала, обладающего свойствами, пригодными для обеспечения стабильного соединения брекерной (-ых) ленты (лент) с самим протекторным браслетом. Шина также содержит пару так называемых боковин, выполненных из эластомерного материала, наложенного с противоположных сторон на боковые поверхности каркасного конструктивного элемента. В «бескамерных» шинах имеется слой эластомерного материала, расположенный в радиальном направлении внутри по отношению к слою каркаса, обычно называемый «герметизирующим слоем», обладающий характеристиками воздухонепроницаемости и проходящий по существу от одного из бортов до другого.
Циклы производства шины предусматривают, что после процесса сборки, в котором различные компоненты конструкции самой шины изготавливают и/или собирают, собранные невулканизированные шины перемещают на линию формования и вулканизации, на которой выполняют процесс формования и вулканизации, предназначенный для образования конструкции шины в соответствии с заданной геометрией и рисунком протектора.
Под «эластомерным материалом» понимается композиция, содержащая, по меньшей мере, один эластомерный полимер и, по меньшей мере, один активный наполнитель. Такая композиция предпочтительно также содержит добавки, подобные, например, сшивающему агенту и/или пластификатору. Благодаря наличию сшивающего агента подобный материал может быть подвергнут образованию поперечных связей за счет нагрева для образования конечного изготовленного изделия.
Под термином «невулканизированная шина» понимается шина, полученная в результате процесса сборки и еще не подвергнутая формованию и вулканизации.
Под термином «спецификация» понимается набор информации, указывающей на технологический процесс и установку для изготовления шины. Подобная информация может содержать информацию, указывающую на устройства, информацию, указывающую на материалы, и информацию, которая определяет траектории между машинами (то есть траектории между различными рабочими станциями внутри сборочной линии) для изготовления различных компонентов конструкции шины в пределах производственной установки. Подобная информация также может содержать информацию, которая определяет и описывает процесс формования и вулканизации, подлежащий выполнению.
Под термином «подспецификация» в отношении заданной спецификации понимается набор информации, который является таким же, как набор информации из заданной спецификации за исключением информации, указывающей на траектории между машинами, которые, с другой стороны, отличаются от траекторий между машинами из заданной спецификации.
Под «партией шин» понимается количество невулканизированных шин, собираемых за одну рабочую смену, для каждой сборочной линии в пределах производственной установки.
Под «рабочей сменой» понимается период работы сборочной линии, составляющий от приблизительно 1 ч до приблизительно 24 ч, предпочтительно составляющий от приблизительно 4 ч до приблизительно 12 ч.
В документе WO 2009/040594 описана установка для изготовления шин для колес транспортных средств, содержащая линию сборки каркасных конструктивных элементов; линию сборки коронных конструктивных элементов; станцию сборки и формообразования изготавливаемой шины, выполненную с возможностью придания определенной формы каркасному конструктивному элементу при сборке его с коронным конструктивным элементом для получения невулканизированной шины; линию формования и вулканизации собранной невулканизированной шины, которой придана определенная форма; станцию складирования невулканизированных шин; устройства для перемещения невулканизированной шины от станции сборки и формообразования к станции складирования невулканизированных шин и устройства для перемещения невулканизированной шины от станции складирования невулканизированных шин к линии формования и вулканизации. Линия формования и вулканизации содержит, по меньшей мере, два устройства для вулканизации, каждое из которых предусмотрено с по меньшей мере одной вулканизационной пресс-формой.
В патенте США №5631028 описана система для транспортировки невулканизированных шин к множеству вулканизаторов, содержащая паллеты для загрузки невулканизированных шин, зону складирования, в которой складируются паллеты, и транспортно-загрузочное устройство для перемещения паллет между зоной складирования и вулканизаторами. Зона складирования включает в себя первую зону складирования и вторую зону складирования. В первой зоне складирования транспортно-загрузочное устройство выполнено с возможностью извлечения паллет в той же последовательности, в которой паллеты были введены в первую зону («первым пришел – первым вышел» или в порядке поступления (FIFO)). Во второй зоне складирования транспортно-загрузочное устройство выполнено с возможностью извлечения паллет в соответствии с произвольной последовательностью. В первой зоне складируются невулканизированные шины, имеющие спецификацию для массового производства. С другой стороны, во второй зоне складируются невулканизированные шины, имеющие спецификацию для многономенклатурного мелкосерийного производства. Если спецификация невулканизированной шины предназначена для массового производства, то при наличии запроса на вулканизацию невулканизированной шины паллета захватывается из первой зоны складирования в соответствии с логикой обслуживания в порядке поступления; если, с другой стороны, спецификация невулканизированной шины предназначена для многономенклатурного мелкосерийного производства, соответствующая паллета захватывается из второй зоны складирования.
В документе WO 2007/091315 описаны способ и установка для одновременного изготовления множества типов шин. Невулканизированные шины собирают в сборочных устройствах и затем подвергают вулканизации в вулканизационных устройствах. Между сборочными устройствами и вулканизационными устройствами имеется открытая зона складирования, в которой временно складируют невулканизированные шины. На каждую собранную невулканизированную шину прикрепляют этикетку, содержащую информацию, указывающую на тип изделия, представляющего собой невулканизированную шину, и положение невулканизированной шины в зоне складирования. Устройство обработки данных выбирает среди невулканизированных шин, складированных в зоне складирования, невулканизированную шину, предназначенную для вулканизации, из данных плана производства, извлекает данные о положении выбранной невулканизированной шины в пределах зоны складирования из базы данных и выбирает среди вулканизационных устройств вулканизационное устройство, которое содержит вулканизационную пресс-форму, соответствующую типу изделия, представляющего собой выбранную невулканизированную шину. После этого устройство обработки данных приводит в действие транспортно-загрузочное средство для транспортировки выбранной невулканизированной шины из выбранного положения в пределах зоны складирования к выбранному вулканизационному устройству.
В установках такого типа, как описанные в документе WO 2009/040594, можно одновременно изготавливать шины разных типов и моделей с высокой технологической гибкостью, другими словами, с возможностью использования элементарных полуфабрикатов для каждой шины (как правило, непрерывных удлиненных элементов или элементов, отрезанных по размеру, изготовленных из эластомерного материала, который может включать в себя текстильные или металлические корды, обрезиненные металлические проволоки), имеющих характеристики, отличающиеся друг от друга типом эластомерного материала или типом армирующего корда или металлической проволоки.
В производственных установках такого типа, как описанные в документе WO 2009/040594, могут одновременно находиться шины серийного производства и шины на стадии разработки/промышленного освоения, имеющие разные спецификации и подспецификации. В частности, стадия разработки/промышленного освоения часто характеризуется высокой частотой изменения спецификаций/подспецификаций изготавливаемых шин.
В этой ситуации высокой технологической гибкости, для обеспечения высокой технологической гибкости совместно с высокой производительностью производственной установки в целом, необходимо обеспечить одинаково гибкое управление невулканизированными шинами, которые захватываются и направляются от станции складирования к линии вулканизации.
Система, описанная в патенте США №5631028, не обеспечивает возможности эффективного решения вышеупомянутых задач. Действительно, подобная система, в которой предусмотрены два разных типа зон складирования, а именно первый – с логикой захвата в порядке поступления («первым пришел – первым ушел») и предназначенный для шин массового производства и второй – с произвольной логикой захвата и предназначенный для шин многономенклатурного мелкосерийного производства, не создает возможности применения разных логик захвата, как только шины будут складированы в соответствующей зоне складирования. Кроме того, подобная система не позволяет применять логики захвата, отличные от логики захвата в порядке поступления, для шин массового производства или применять логики захвата, отличные от произвольной, для шин многономенклатурного мелкосерийного производства. Кроме того, система, описанная в патенте США №5631028, предусматривает перемещение загрузочных паллет, в которых четыре невулканизированные шины одной и той же спецификации загружены сразу. Следовательно, подобная система предусматривает как в случае логики захвата в порядке поступления, так и в случае произвольной логики захвата захват и перемещение сразу четырех невулканизированных шин, а не одиночных невулканизированных шин.
В установках такого типа, как описанные в документе WO 2007/091315, можно вулканизировать определенные шины в зависимости от того, что требуется планом производства. Однако они предусматривают только логику захвата из зоны складирования: логику захвата определенной шины, которая может быть идентифицирована посредством соответствующей этикетки. Кроме того, они предусматривают выбор вулканизатора, подлежащего использованию, на основе типа изделия, представляющего собой выбранную определенную шину. Проблемы, связанные с недоступностью одного или нескольких вулканизаторов и/или с неоптимальным использованием устройств, предназначенных для захвата и транспортировки невулканизированных шин в пределах зоны складирования, вследствие использования одной логики точного захвата, могут вызвать неэффективность, потери производительности и породить проблемы возможного старения невулканизированных шин, складированных в зоне складирования.
Использование таких логик захвата невулканизированных шин по направлению к одному или нескольким вулканизаторам, которые являются гибкими в случае определенных потребностей в определенные моменты во время изготовления партии шин, может обеспечить преодоление проблем, указанных выше, в частности, в современных установках с высокой технологической гибкостью, подобных тем, которые описаны в документе WO 2009/040594.
При задании соответствия между каждым вулканизатором и соответствующей логикой захвата невулканизированных шин и при применении - при каждом запросе на вулканизацию невулканизированной шины в вулканизаторе - логики захвата, которая в данный момент поставлена в соответствие подобному вулканизатору, для выбора и захвата невулканизированной шины из зоны складирования обеспечивают гибкое и эффективное управление каждой шиной, изготавливаемой в установке. Логика захвата предпочтительно варьируется в зависимости от текущих требований к производственной установке во время изготовления, по меньшей мере, одной партии шин.
Таким образом, в соответствии с его первым аспектом изобретение относится к способу изготовления шин для колес транспортных средств, включающему: задание соответствия между каждым вулканизатором из множества вулканизаторов производственной установки и соответствующей логикой захвата невулканизированных шин из, по меньшей мере, одной зоны складирования невулканизированных шин.
При каждом запросе на вулканизацию невулканизированной шины в вулканизаторе из указанного множества вулканизаторов предпочтительно предусмотрено применение логики захвата, поставленной в соответствие указанному вулканизатору, для выбора и захвата невулканизированной шины из указанной, по меньшей мере, одной зоны складирования.
Предпочтительно предусмотрено перемещение выбранной и захваченной невулканизированной шины к указанному вулканизатору.
Соответствующая логика захвата, поставленная в соответствие каждому вулканизатору, предпочтительно содержит первое правило захвата невулканизированных шин из указанной, по меньшей мере, одной зоны складирования.
Для, по меньшей мере, одного из указанных вулканизаторов указанное первое правило захвата предпочтительно изменяют на, по меньшей мере, одно второе правило захвата, по меньшей мере, один раз во время изготовления, по меньшей мере, одной партии шин в указанной установке.
Таким образом можно предпочтительно автоматически выбирать и захватывать из зоны складирования невулканизированную шину (например, определенную или имеющую определенную спецификацию, или имеющую определенную спецификацию и подспецификацию), которая удовлетворяет текущим требованиям к обслуживанию, производству и/или развитию производственного процесса, каждый раз, когда вулканизатор готов к вулканизации невулканизированной шины. Таким образом обеспечивается гибкое и эффективное управление захватом и направлением невулканизированных шин из зоны складирования к линии вулканизации.
В соответствии с его вторым аспектом изобретение относится к установке для изготовления шин для колес транспортных средств, содержащей, по меньшей мере, одну линию сборки невулканизированных шин.
По меньшей мере, одна зона складирования предпочтительно выполнена с возможностью складирования невулканизированных шин, собранных на указанной, по меньшей мере, одной сборочной линии.
Предпочтительно имеется множество вулканизаторов.
По меньшей мере, одно транспортно-загрузочное устройство предпочтительно выполнено с возможностью перемещения невулканизированных шин из указанной, по меньшей мере, одной зоны складирования к указанному множеству вулканизаторов.
Устройство обработки данных предпочтительно выполнено с возможностью задания соответствия между каждым вулканизатором и соответствующей логикой захвата невулканизированных шин из указанной, по меньшей мере, одной зоны складирования.
Указанное устройство обработки данных предпочтительно выполнено с возможностью – при каждом запросе на вулканизацию невулканизированной шины в вулканизаторе из указанного множества вулканизаторов – применения логики захвата, поставленной в соответствие указанному вулканизатору, для приведения в действие указанного, по меньшей мере, одного транспортно-загрузочного устройства для выбора и захвата невулканизированной шины из указанной, по меньшей мере, одной зоны складирования и перемещения ее к указанному вулканизатору.
Соответствующая логика захвата, поставленная в соответствие каждому вулканизатору, предпочтительно содержит первое правило захвата невулканизированных шин из указанной, по меньшей мере, одной зоны складирования.
Указанное устройство обработки данных предпочтительно выполнено с возможностью изменения указанного первого правила захвата для, по меньшей мере, одного из указанных вулканизаторов на, по меньшей мере, одно второе правило захвата, по меньшей мере, один раз во время изготовления, по меньшей мере, одной партии шин в указанной установке.
Настоящее изобретение в соответствии с, по меньшей мере, одним из вышеупомянутых аспектов может иметь, по меньшей мере, один из нижеприведенных предпочтительных отличительных признаков.
В том случае, когда производственная установка содержит одну зону складирования невулканизированных шин, зона складирования невулканизированных шин предпочтительно выполнена с такой конфигурацией, чтобы обеспечить возможность применения указанного первого правила захвата и указанного, по меньшей мере, одного второго правила захвата.
В том случае, когда производственная установка содержит более одной зоны складирования невулканизированных шин, по меньшей мере, одна из указанных зон складирования предпочтительно выполнена с такой конфигурацией, чтобы обеспечить возможность применения указанного первого правила захвата и указанного, по меньшей мере, одного второго правила захвата.
В одном варианте осуществления, когда производственная установка содержит более одной зоны складирования невулканизированных шин, все зоны складирования выполнены с такой конфигурацией, чтобы обеспечить возможность применения указанного первого правила захвата и указанного, по меньшей мере, одного второго правила захвата.
Указанное первое правило захвата и указанное, по меньшей мере, одно второе правило захвата предпочтительно являются разными.
Указанное первое правило захвата предпочтительно изменяют на указанное, по меньшей мере, одно второе правило захвата в зависимости от требований к производственной установке во время изготовления указанной, по меньшей мере, одной партии шин.
Невулканизированные шины предпочтительно поставлены в соответствие спецификациям Spj и для каждой спецификации Spj – подспецификациям Suh, при этом 1≤j≤n, 1≤h≤m и n, m – целые числа, большие или равные 1.
Каждый вулканизатор из указанного множества вулканизаторов предпочтительно выполнен с конфигурацией, обеспечивающей возможность вулканизации невулканизированной шины, которая поставлена в соответствие заданной спецификации Spj.
Указанное первое правило захвата и указанное, по меньшей мере, одно второе правило захвата предпочтительно обеспечивают выбор невулканизированной шины, которая поставлена в соответствие заданной спецификации Spj, для которой конфигурирован указанный вулканизатор.
В одном варианте осуществления указанное первое правило захвата выбирают из множества правил захвата, включающих: в порядке поступления (FIFO) для спецификации Spj, для которой конфигурирован вулканизатор; в порядке поступления для заданной подспецификации Suh спецификации Spj, для которой конфигурирован вулканизатор; в порядке, обратном порядку поступления (последним пришел – первым вышел (LIFO)), для спецификации Spj, для которой конфигурирован вулканизатор; в порядке, обратном порядку поступления, для заданной подспецификации Suh спецификации Spj, для которой конфигурирован вулканизатор; точный выбор определенной невулканизированной шины; произвольный выбор невулканизированной шины.
Для, по меньшей мере, одного из указанных вулканизаторов указанное первое правило захвата предпочтительно выбирают из множества правил захвата, включающих: в порядке поступления для спецификации Spj, для которой указанный вулканизатор обеспечивает возможность вулканизации; в порядке поступления для заданной подспецификации Suh спецификации Spj, для которой указанный вулканизатор обеспечивает возможность вулканизации; в порядке, обратном порядку поступления, для спецификации Spj, для которой указанный вулканизатор обеспечивает возможность вулканизации; в порядке, обратном порядку поступления, для заданной подспецификации Suh спецификации Spj, для которой указанный вулканизатор обеспечивает возможность вулканизации.
В одном варианте осуществления указанное, по меньшей мере, одно второе правило захвата выбирают из множества правил захвата, включающих: в порядке поступления для спецификации Spj, для которой конфигурирован вулканизатор; в порядке поступления для заданной подспецификации Suh спецификации Spj, для которой конфигурирован вулканизатор; в порядке, обратном порядку поступления, для спецификации Spj, для которой конфигурирован вулканизатор; в порядке, обратном порядку поступления, для заданной подспецификации Suh спецификации Spj, для которой конфигурирован вулканизатор; точный выбор определенной невулканизированной шины; произвольный выбор невулканизированной шины.
Точный выбор определенной невулканизированной шины предпочтительно осуществляют посредством однозначного идентификатора невулканизированной шины.
Точный выбор определенной невулканизированной шины предпочтительно осуществляют посредством использования соответствующей этикетки, содержащей однозначный идентификатор невулканизированной шины.
Однозначный идентификатор предпочтительно представляет собой штриховой код.
По меньшей мере, одно из указанного множества правил захвата предпочтительно содержит указание на число невулканизированных шин, для которых применяется данное правило.
Указанное число невулканизированных шин, для которых должно применяться правило, предпочтительно является неопределенным или определенным.
В том случае, когда производственная установка содержит более одной зоны складирования невулканизированных шин, по меньшей мере, одно из указанного множества правил захвата предпочтительно указывает, должно ли оно быть применено для определенной зоны складирования или для всех зон складирования в производственной установке, или для их части.
В одном варианте осуществления указанная соответствующая логика захвата является разной для, по меньшей мере, двух вулканизаторов из множества вулканизаторов.
Для тех вулканизаторов среди указанного множества вулканизаторов, которые выполнены с конфигурацией, обеспечивающей возможность вулканизации невулканизированных шин, поставленных в соответствие заданной спецификации Spj, относящейся к массовому производству, указанное первое правило захвата предпочтительно представляет собой правило захвата в порядке поступления для указанной заданной спецификации Spj.
Для тех вулканизаторов среди указанного множества вулканизаторов, которые выполнены с конфигурацией, обеспечивающей возможность вулканизации невулканизированных шин, поставленных в соответствие заданной спецификации Spj, относящейся к массовому производству, указанное первое правило захвата предпочтительно представляет собой правило захвата в порядке поступления для заданной подспецификации Suh указанной заданной спецификации Spj.
Указанный, по меньшей мере, один из указанных вулканизаторов, для которого указанное первое правило захвата изменяют на указанное, по меньшей мере, одно второе правило захвата, предпочтительно выполнен с конфигурацией, обеспечивающей возможность вулканизации невулканизированных шин, поставленных в соответствие заданной спецификации Spj, относящейся к развивающемуся производству.
Невулканизированную шину предпочтительно выбирают и захватывают из указанной, по меньшей мере, одной зоны складирования и перемещают к указанному вулканизатору посредством, по меньшей мере, одного транспортно-загрузочного устройства.
Предпочтительно предусмотрена сборка невулканизированных шин.
Сборка невулканизированных шин предпочтительно включает сборку каркасного конструктивного элемента.
Сборка невулканизированных шин предпочтительно включает сборку коронного конструктивного элемента, при этом указанный коронный конструктивный элемент содержит, по меньшей мере, один брекерный конструктивный элемент.
Сборка невулканизированных шин предпочтительно включает сборку изготавливаемой невулканизированной шины и придание определенной формы изготавливаемой невулканизированной шине путем придания определенной формы каркасному конструктивному элементу и его сборки с коронным конструктивным элементом.
Предпочтительно предусмотрено складирование собранных невулканизированных шин в указанной, по меньшей мере, одной зоне складирования невулканизированных шин.
Предпочтительно предусмотрены формование и вулканизация невулканизированных шин в указанном множестве вулканизаторов.
Устройство обработки данных предпочтительно расположено в удаленном месте относительно указанной, по меньшей мере, одной зоны складирования.
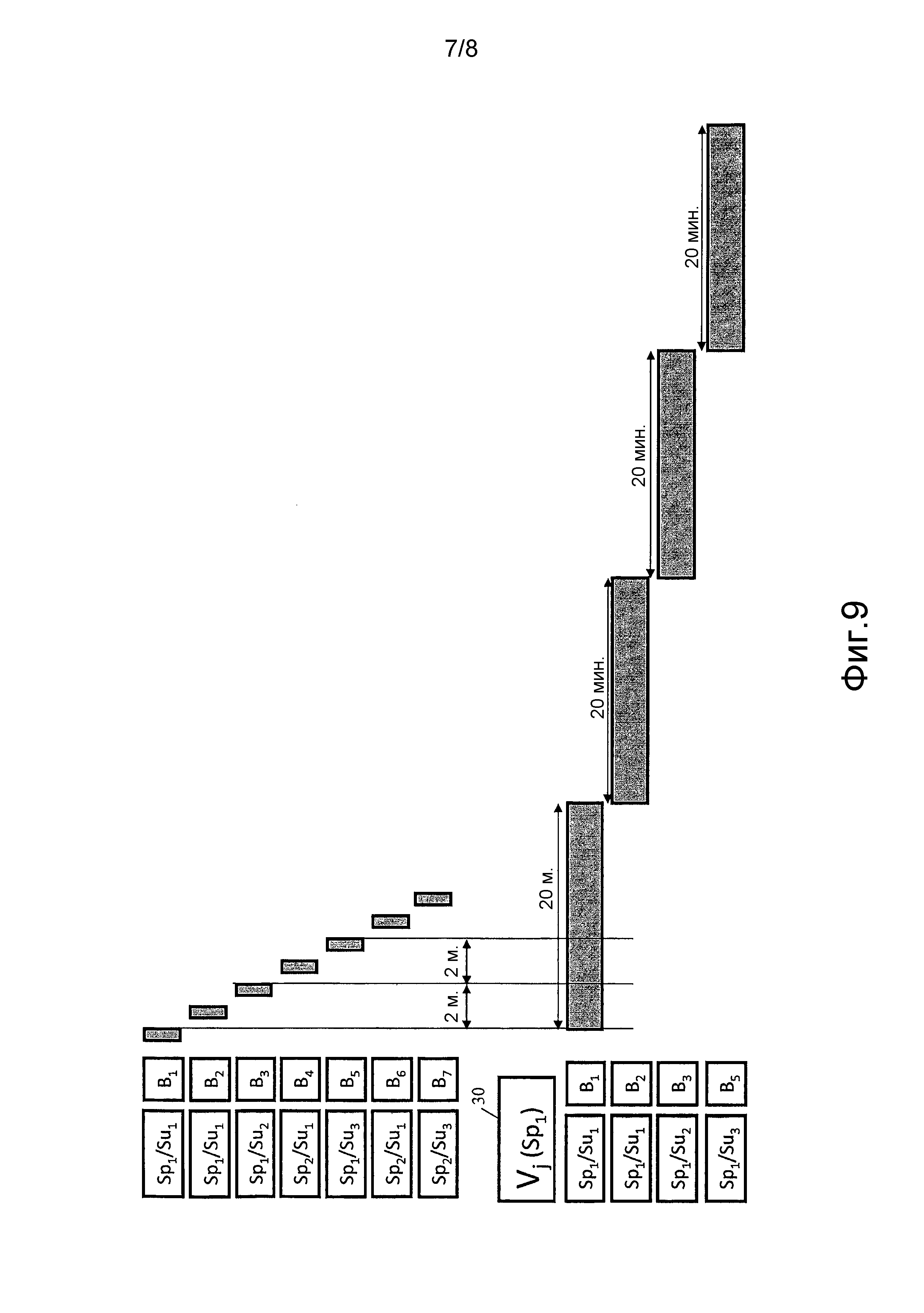
В одном варианте осуществления предусмотрены L линий сборки невулканизированных шин, при этом 1 В одном варианте осуществления предусмотрены К зон складирования невулканизированных шин, при этом 1<К≤Р и Р – целое число, большее или равное 2. Указанное, по меньшей мере, одно транспортно-загрузочное устройство предпочтительно выполнено с возможностью перемещения невулканизированных шин из указанных К зон складирования к указанному множеству вулканизаторов. Указанное устройство обработки данных предпочтительно выполнено с возможностью – при каждом запросе на вулканизацию невулканизированной шины в вулканизаторе из указанного множества вулканизаторов – применения логики захвата, поставленной в соответствие указанному вулканизатору, для приведения в действие указанного, по меньшей мере, одного транспортно-загрузочного устройства для выбора и захвата невулканизированной шины из указанных К зон складирования и перемещения ее к указанному вулканизатору. Указанное, по меньшей мере, одно транспортно-загрузочное устройство предпочтительно содержит механическую руку. Предпочтительно имеется множество транспортно-загрузочных устройств, выполненных с возможностью перемещения невулканизированных шин из указанной, по меньшей мере, одной зоны складирования к указанным вулканизаторам. Указанная, по меньшей мере, одна линия сборки невулканизированных шин предпочтительно содержит линию сборки каркасных конструктивных элементов. Указанная, по меньшей мере, одна линия сборки невулканизированных шин предпочтительно содержит линию сборки коронных конструктивных элементов. Указанная, по меньшей мере, одна линия сборки невулканизированных шин предпочтительно содержит станцию формообразования и сборки изготавливаемой невулканизированной шины, выполненную с возможностью придания определенной формы каркасному конструктивному элементу и сборки его с коронным конструктивным элементом. Дополнительные характеристики и преимущества настоящего изобретения проиллюстрированы посредством нижеследующего подробного описания некоторых приведенных в качестве примера вариантов его осуществления, представленных исключительно в качестве неограничивающих примеров, при этом указанное описание выполнено со ссылкой на приложенные чертежи, на которых: Фиг. 1 показывает радиальное полусечение шины для колес транспортных средств, которая может быть изготовлена в соответствии с изобретением; Фиг. 2 схематически показывает вариант осуществления установки для изготовления шин для колес транспортных средств в соответствии с изобретением; Фиг. 3 схематически показывает вариант осуществления линии сборки невулканизированных шин для производственной установки в соответствии с изобретением; Фиг. 4 схематически показывает вариант осуществления устройства обработки данных, предусмотренного в производственной установке в соответствии с изобретением; Фиг. 5 показывает, как запрос на вулканизацию невулканизированной шины в вулканизаторе Vj обрабатывается в соответствии с одним вариантом осуществления изобретения; Фиг. 6 схематически показывает примеры правил захвата, которые могут быть поставлены в соответствие вулканизаторам Vj, Vj+1, Vj+2 при выборе из меню команд; Фиг. 7 схематически показывает семь невулканизированных шин, изготовленных последовательно посредством сборочной линии и складированных в зоне складирования в соответствии с логикой обслуживания в порядке поступления; Фиг. 8 схематически показывает, как семь невулканизированных шин по фиг. 7 вулканизируют в двух вулканизаторах Vj и Vk, соответственно выполненных с конфигурацией для двух спецификаций Sp1 и Sp2, при применении логики захвата в порядке поступления для зоны складирования в отношении спецификаций Sp1 и Sp2; Фиг. 9 схематически показывает продолжительности вулканизации в вулканизаторе Vj при применении логики захвата в порядке поступления для спецификации Sp1; Фиг. 10 схематически показывает продолжительности вулканизации в вулканизаторе Vj при переходе от логики захвата в порядке поступления для спецификации Sp1 к логике захвата в порядке поступления для подспецификации Su2 или Su3 спецификации Sp1. Фиг. 1 схематически показывает пример шины 39 для колес транспортных средств, которая может быть изготовлена в соответствии с настоящим изобретением. Для простоты иллюстрации фиг. 1 показывает только одну половину шины 39, при этом другая половина представляет собой зеркальное отображение относительно оси ХХ, показанной на фиг. 1. Шина 39 по существу содержит каркасный конструктивный элемент 40, которому придана форма, соответствующая по существу тороидальной конфигурации, и который имеет, по меньшей мере, один слой 41а и/или 41b каркаса. Слой непроницаемого эластомерного материала или так называемый герметизирующий слой 42 наложен на слой/слои 41а, 41b каркаса в радиальном направлении внутри относительно центра шины. Два кольцевых удерживающих конструктивных элемента 43, каждый из которых содержит так называемый сердечник 43а борта, на который наложен эластомерный наполнительный шнур 43b, присоединены у соответствующих концевых частей слоя/слоев 41а и/или 41b каркаса. Кольцевые удерживающие конструктивные элементы 43 расположены рядом с зоной, обычно называемой термином «борта» 44, в которой обычно осуществляется контактное взаимодействие между шиной 39 и соответствующим ободом в сборе (непоказанным). Брекерный конструктивный элемент 45, содержащий несколько брекерных лент 45а, 45b, наложен в направлении вдоль окружности вокруг слоя/слоев 41а и/или 41b каркаса в радиальном направлении снаружи по отношению к ним, и протекторный браслет 46 размещен в направлении вдоль окружности поверх брекерного конструктивного элемента 45 в радиальном направлении снаружи по отношению к нему. Брекерный конструктивный элемент 45 может быть соединен с так называемыми «подбрекерными вставками» 47, каждая из которых расположена между слоем/слоями 41а и/или 41b каркаса и одним из концевых краев брекерного конструктивного элемента 45, противоположных в аксиальном направлении. Две боковины 48, каждая из которых проходит от соответствующего борта 44 до соответствующего бокового края протекторного браслета 46, наложены в местах, противоположных в боковом направлении, на слой/слои 41а и/или 41b каркаса. Фиг. 2 показывает установку 1 для изготовления шин для колес транспортных средств в соответствии с изобретением, содержащую L линий 10 сборки невулканизированных шин (при L=2); К зон 20 складирования (при K=2), выполненных с возможностью складирования невулканизированных шин, собранных на указанных сборочных линиях 10; множество вулканизаторов 30; по меньшей мере, одно транспортно-загрузочное устройство 70 (в качестве примера на фигурах проиллюстрированы два транспортно-загрузочных устройства), выполненное с возможностью перемещения невулканизированных шин из зон 20 складирования к указанному множеству вулканизаторов 30, и, по меньшей мере, одно транспортно-загрузочное устройство 60 (в качестве примера на фигурах проиллюстрированы два транспортно-загрузочных устройства), выполненное с возможностью перемещения собранных невулканизированных шин от сборочных линий 10 к зонам 20 складирования. Каждая сборочная линия 10 может быть связана с соответствующей зоной 20 складирования посредством соответствующего транспортно-загрузочного устройства 60 и посредством соответствующего транспортно-загрузочного устройства 70. Кроме того, каждая зона 20 складирования с соответствующим транспортно-загрузочным устройством 70 может быть связана с соответствующим подмножеством вулканизаторов 30. В альтернативном варианте зоны 20 складирования и/или транспортно-загрузочные устройства 60 и/или транспортно-загрузочные устройства 70 и/или вулканизаторы 30 могут быть совместно используемыми. В вулканизаторах 30 выполняется этап вулканизации и формования невулканизированных шин, поступающих со сборочных линий 10. Каждый вулканизатор 30 выполнен с конфигурацией, обеспечивающей возможность вулканизации невулканизированной шины, которая поставлена в соответствие заданной спецификации Spj. Каждая линия 10 сборки невулканизированных шин предпочтительно содержит линию 12 сборки каркасных конструктивных элементов, линию 14 сборки коронных конструктивных элементов и станцию 16 формообразования и сборки (фиг. 3). Линия 12 сборки каркасных конструктивных элементов выполнена с возможностью образования каркасного конструктивного элемента 40 и, возможно, одной части боковин 48 на формообразующем барабане. В то же время линия 14 сборки коронных конструктивных элементов выполнена с возможностью образования коронного конструктивного элемента, содержащего, по меньшей мере, брекерный конструктивный элемент 45, протекторный браслет 46 и, возможно, по меньшей мере, одну часть боковин 48, на другом формообразующем барабане. На станции 16 формообразования и сборки каркасному конструктивному элементу 40, образованному на предназначенном для него, формообразующем барабане на линии 12 сборки каркасных конструктивных элементов, придают определенную форму и соединяют с коронным конструктивным элементом, образованным на линии 14 сборки коронных конструктивных элементов. Невулканизированные шины, собранные на L сборочных линиях 10, перемещают от соответствующих станций 16 формообразования и сборки в зоны 20 складирования посредством транспортно-загрузочных устройств 60. В предпочтительном варианте осуществления транспортно-загрузочные устройства 60 представляют собой механические руки, предпочтительно антропоморфные. После складирования в зонах 20 складирования невулканизированные шины затем перемещают посредством транспортно-загрузочных устройств 70 к вулканизаторам 30 для их формования и вулканизации. В предпочтительном варианте осуществления транспортно-загрузочные устройства 70 представляют собой механические руки, предпочтительно антропоморфные, выполненные с возможностью выбора и захвата заданной невулканизированной шины (точно и/или в соответствии с заданной спецификацией и, возможно, подспецификацией) из зон 20 складирования. В предпочтительном варианте осуществления каждая из линии 12 сборки каркасных конструктивных элементов и линии 14 сборки коронных конструктивных элементов содержит множество соответствующих рабочих станций 120 и 140, расположенных последовательно, и одно или несколько перемещающих устройств (например, механических рук, предпочтительно антропоморфных, непроиллюстрированных), выполненных с возможностью перемещения множества формообразующих барабанов (непоказанных) между различными рабочими станциями 120, 140. Перемещающие устройства предпочтительно выполнены с возможностью перемещения формообразующих барабанов от любой первой рабочей станции из указанного множества рабочих станций 120, 140 к любой другой второй рабочей станции 120, 140, при этом первая и вторая рабочие станции могут быть или не быть соседними. Множество рабочих станций 120 линии 12 сборки каркасных конструктивных элементов содержит, по меньшей мере, две из следующих станций: станции наложения армирующей ткани, предназначенной для наложения, по меньшей мере, одной ткани для армирования борта на формообразующий барабан; первой станции наложения антиабразивного элемента, предназначенной для наложения, по меньшей мере, одной первой части антиабразивного элемента в радиальном направлении снаружи по отношению к формообразующему барабану; станции наложения герметизирующего слоя, предназначенной для наложения герметизирующего слоя в радиальном направлении снаружи по отношению к формообразующему барабану; станции наложения слоя, размещаемого под герметизирующим слоем, предназначенной для наложения слоя, размещаемого под герметизирующим слоем, в радиальном направлении снаружи по отношению к указанному герметизирующему слою; станции наложения самосклеивающегося материала, предназначенной для наложения слоя самосклеивающегося материала, например, в радиальном направлении снаружи по отношению к слою, размещаемому под герметизирующим слоем; станции наложения слоев, предназначенной для наложения одного или нескольких слоев каркаса в радиальном направлении снаружи по отношению к формообразующему барабану; станции наложения кольцевых удерживающих конструктивных элементов, предназначенной для наложения, по меньшей мере, одной пары кольцевых удерживающих конструктивных элементов у противоположных в аксиальном направлении концов слоя/слоев каркаса; второй станции наложения антиабразивного элемента, предназначенной для наложения, по меньшей мере, одной второй части антиабразивного элемента; первой станции сборки боковин, предназначенной для наложения, по меньшей мере, одной первой части боковин изготавливаемой шины. Каркасный конструктивный элемент, изготавливаемый на формообразующем барабане на линии 12 сборки каркасных конструктивных элементов, будет перемещаться через все вышеупомянутые станции 120 или часть вышеупомянутых станций 120 в зависимости от геометрических, структурных и технологических характеристик модели шины, которая должна быть изготовлена. Множество рабочих станций 140 линии 14 сборки коронных конструктивных элементов содержит, по меньшей мере, две из следующих станции: станции наложения подбрекерного слоя, предназначенной для наложения подбрекерного слоя на формообразующий барабан; первой станции наложения брекера, предназначенной для наложения, по меньшей мере, одной первой брекерной ленты в радиальном направлении снаружи по отношению к формообразующему барабану; второй станции наложения брекера, предназначенной для наложения, по меньшей мере, одной второй брекерной ленты в радиальном направлении снаружи по отношению к первой брекерной ленте; станции наложения слоя или ленты с нулевым углом, предназначенной для наложения, по меньшей мере, одного первого слоя кордов, расположенных в направлении вдоль окружности (под углом, составляющим ноль градусов, относительно экваториальной плоскости шины), на указанную, по меньшей мере, одну вторую брекерную ленту; станции сборки подслоя протекторного браслета, предназначенной для наложения подслоя протекторного браслета в радиальном направлении снаружи по отношению к брекерному конструктивному элементу; по меньшей мере, одной станции сборки протекторного браслета, предназначенной для наложения, по меньшей мере, одного протекторного браслета в радиальном направлении снаружи по отношению к брекерному конструктивному элементу; второй станции сборки боковин, предназначенной для наложения, по меньшей мере, одной второй части боковин в аксиальном направлении снаружи по отношению к коронному конструктивному элементу. Коронный конструктивный элемент, изготавливаемый на формообразующем барабане на линии 14 сборки коронных конструктивных элементов, будет перемещаться через все вышеупомянутые станции 140 или часть вышеупомянутых станций 140 в зависимости от геометрических, структурных и технологических характеристик модели шины, которая должна быть изготовлена. Сборочные линии 10 предпочтительно также содержат, по меньшей мере, одну станцию (непоказанную) для контроля и/или маркировки невулканизированных шин, собранных на них, перед перемещением невулканизированных шин в зоны 20 складирования. Каждая из сборочных линий 10 предпочтительно также содержит линию 18 подготовки элементарных полуфабрикатов. Элементарные полуфабрикаты выполнены с возможностью их подачи на линии 12 сборки каркасных конструктивных элементов и/или на линии 14 сборки коронных конструктивных элементов посредством соответствующих станций 19 подачи элементарных полуфабрикатов. Элементарные полуфабрикаты, подготовленные на линии 18 подготовки элементарных полуфабрикатов, предпочтительно представляют собой обрезиненные текстильные или металлические корды или ленты, используемые для сборки некоторых компонентов конструкции шины, подобных, например, слоям каркаса, брекерным лентам, усилителям. Ленты накладывают на формообразующие барабаны по существу рядом друг с другом на различных рабочих станциях, подлежащих использованию для образования слоев каркаса, брекерных лент и усилителей. С другой стороны, обрезиненные текстильные или металлические корды наматывают посредством вращения, образуя, например, вышеупомянутый слой кордов с нулевым углом в радиальном направлении снаружи по отношению к, по меньшей мере, указанной второй брекерной ленте. Вышеупомянутые станции 19 для подачи элементарных полуфабрикатов функционально связаны со станцией наложения армирующей ткани и/или со станцией наложения слоев и/или с первой станцией наложения брекера и/или со второй станцией наложения брекера и/или со станцией наложения слоя с нулевым углом. По меньшей мере, одна из рабочих станций 120, 140, проиллюстрированных выше, предназначенных для образования компонентов конструкции шины, состоящих только из эластомерного материала, подобных, например, слою, размещаемому под герметизирующим слоем, герметизирующему слою, антиабразивному элементу, боковинам, подслою протекторного браслета, подбрекерному слою, протекторному браслету, предпочтительно содержит устройства (непоказанные) для выдачи непрерывного удлиненного элемента из эластомерного материала, предназначенного для создания соответствующего конструктивного элемента шины посредством множества соседних и/или по меньшей мере частично наложенных друг на друга витков указанного непрерывного удлиненного элемента, на формообразующие барабаны. Сборочные линии 10 также могут содержать устройства (непоказанные) для регулирования размеров формообразующих барабанов. Линии 12 сборки каркасных конструктивных элементов предпочтительно также содержат склад 122 для временного хранения формообразующих барабанов. В предпочтительном варианте осуществления сборочные операции на некоторых рабочих станциях 120 линий 12 сборки каркасных конструктивных элементов выполняют с помощью пар опорных колец (непроиллюстрированных), взаимодействующих соответствующим образом с формообразующими барабанами. В данном варианте осуществления линии 12 сборки каркасных конструктивных элементов помимо склада 122 для временного хранения формообразующих барабанов предпочтительно также содержат склад 123 для временного хранения опорных колец, станцию 124 присоединения опорных колец, выполненную с возможностью присоединения пары опорных колес к соответствующему формообразующему барабану с возможностью отсоединения, и станцию 125 снятия опорных колец, выполненную с возможностью отсоединения пары опорных колес от соответствующего формообразующего барабана. Сборочные линии 10, описанные выше и создающие возможность использования различных элементарных полуфабрикатов для каждой собираемой невулканизированной шины и формообразующих барабанов разных размеров, обеспечивают возможность одновременного изготовления шин разных моделей, если иметь в виду геометрические, структурные и/или технологические характеристики. Таким образом, в установке 1 могут одновременно находиться шины массового производства и шины, находящиеся на стадии разработки/промышленного освоения, имеющие разные спецификации и подспецификации. Для шин, находящихся на стадии разработки/промышленного освоения, спецификации/подспецификации изготавливаемых шин могут изменяться очень часто в течение одной и той же рабочей смены. В этой ситуации высокой технологической гибкости установка 1 по изобретению обеспечивает гибкое управление захватом и направлением невулканизированных шин из зон 20 складирования к вулканизаторам 30. Действительно, установка 1 содержит устройство 50 обработки данных, выполненное с возможностью задания соответствия между каждым вулканизатором 30 и соответствующей логикой захвата невулканизированных шин из зон 20 складирования и - при каждом запросе на вулканизацию невулканизированной шины в вулканизаторе 30 - применения логики захвата, поставленной в соответствие указанному вулканизатору 30, для приведения в действие транспортно-загрузочных устройств 70 так, чтобы они выбирали и захватывали невулканизированную шину из зон 20 складирования в целом и перемещали ее к вулканизатору 30. Логика захвата представляет собой программируемую логику, которая может быть запрограммирована с учетом невулканизированных шин, фактически складированных в зонах 20 складирования, невулканизированных шин, собираемых на сборочных линиях 10, невулканизированных шин, которые будут собираться на сборочных линиях 10 в соответствии с заданными планами производства, и текущими требованиями к производственной установке 1. Логика захвата, поставленная в соответствие каждому вулканизатору, предпочтительно содержит первое правило захвата невулканизированных шин из зон 20 складирования. В соответствии с требованиями к производственной установке 1 подобное первое правило посредством устройства 50 обработки данных предпочтительно изменяют для, по меньшей мере, одного из вулканизаторов 30 на, по меньшей мере, одно второе правило захвата, по меньшей мере, один раз во время изготовления, по меньшей мере, одной партии шин. Правила захвата могут быть выбраны, например, из следующих правил захвата: в порядке поступления для спецификации Spj, для которой конфигурирован вулканизатор; в порядке поступления для заданной подспецификации Suh спецификации Spj, для которой конфигурирован вулканизатор; в порядке, обратном порядку поступления, для спецификации Spj, для которой конфигурирован вулканизатор; в порядке, обратном порядку поступления, для заданной подспецификации Suh спецификации Spj, для которой конфигурирован вулканизатор; точный выбор определенной невулканизированной шины; произвольный выбор невулканизированной шины. Устройство 50 обработки данных может представлять собой, например, персональный компьютер (ПК). Устройство 50 обработки данных предпочтительно может быть расположено в удаленном месте по отношению к зонам 20 складирования. Фиг. 4 схематически показывает вариант осуществления устройства 50 обработки данных, содержащего: блок 51 сопряжения с вулканизаторами, блок 52 сопряжения с транспортно-загрузочными устройствами, базу 53 данных, выполненную с возможностью хранения информации о ячейках, имеющихся в зонах 20 складирования, включающей идентификатор шины (например, штриховой код), спецификацию, подспецификацию и/или производственную информацию о невулканизированной шине, в случае ее наличия, которая занимает подобную ячейку; интерфейс 54 пользователя; область 55 памяти, выполненную с возможностью сохранения логики захвата, поставленной в соответствие различным вулканизаторам 30. Как схематически показано на фиг. 5, когда вулканизатор (30) Vj готов к вулканизации новой невулканизированной шины, устройство 50 обработки данных получает посредством блока 51 сопряжения с вулканизаторами запрос на вулканизацию невулканизированной шины в вулканизаторе (30) Vj. Устройство 50 обработки данных предпочтительно выполнено с возможностью – при получении подобного запроса – опрашивания области 55 памяти для получения правила захвата, в данный момент поставленного в соответствие вулканизатору (30) Vj. Устройство 50 обработки данных выполнено с возможностью – при получении такого действующего правила захвата (например, в порядке поступления для подспецификации Su1 спецификации Sp2) – опрашивания базы 53 данных для получения информации о ячейках зон 20 складирования, в которых размешены невулканизированные шины, которые удовлетворяют подобному правилу (например, ячейках, в которых размещены невулканизированные шины, имеющие подспецификацию Su1 спецификации Sp2), и приведения в действие – посредством блока 52 сопряжения с транспортно-загрузочными устройствами – транспортно-загрузочных устройств 70 так, чтобы они захватывали из таких ячеек невулканизированную шину, которая удовлетворяет действующему правилу захвата, и перемещения ее к вулканизатору (30) Vj. Интерфейс 54 пользователя позволяет пользователю (например, оператору производственной установки 1) задавать и изменять правила захвата, поставленные в соответствие различным вулканизаторам 30. Фиг.6 схематически показывает примеры правил захвата, которые могут быть поставлены в соответствие трем вулканизаторам (30) Vj, Vj+1, Vj+2, соответственно выполненным с конфигурациями, обеспечивающим возможность вулканизации шин со спецификациями Sp2, Sp1, Sp3, при осуществлении выбора из меню возможных команд. В проиллюстрированном примере возможными командами являются «в порядке поступления (FIFO) для спецификации Spj», «в порядке поступления для подспецификации Suh спецификации Spj», «в порядке поступления для спецификации Spj в определенной зоне ХХ складирования», «точный выбор шины, идентифицированной штриховым кодом ХХ», «отправка сообщения по электронной почте», «передача аварийного сигнала». Команды «в порядке поступления» (FIFO) также обеспечивают возможность указания числа невулканизированных шин, для которых правило должно быть применено (неопределенное число или определенное число n). Правило захвата в порядке поступления для спецификации Spj предпочтительно может быть по умолчанию поставлено в соответствие всем вулканизаторам 30 для обеспечения возможности – при отсутствии специальных требований – вулканизации «самых старых» невулканизированных шин, имеющихся в зонах 20 складирования. С другой стороны, при наличии специальных требований к производственной установке 1 подобное правило захвата в порядке поступления может быть изменено пользователем (например, на логику точного захвата или на заданную подспецификацию Suh спецификации Spj) посредством интерфейса 54 пользователя. В примере по фиг. 6 вулканизатору (30) Vj поставлено в соответствие множество правил, подлежащих выполнению последовательно: в порядке поступления для подспецификации Su17 спецификации Sp2 для 5 невулканизированных шин; отправка сообщения по электронной почте; в порядке поступления для подспецификации Su18 спецификации Sp2 для 10 невулканизированных шин; в порядке поступления для спецификации Sp2 для неопределенного числа невулканизированных шин; отправка сообщения по электронной почте. В подобном примере при получении запроса на вулканизацию невулканизированной шины в вулканизаторе (30) Vj устройство 50 обработки данных будет опрашивать базу 53 данных для проверки того, имеется ли в зонах 20 складирования невулканизированная шина, которая удовлетворяет правилу «в порядке поступления» для подспецификации Su17 спецификации Sp2. В случае положительного ответа устройство 50 обработки данных обеспечит приведение в действие транспортно-загрузочных устройств 70 так, чтобы они захватили из зоны 20 складирования невулканизированную шину в соответствии с правилом «в порядке поступления» для подспецификации Su17 спецификации Sp2, и уменьшит число невулканизированных шин, для которых должно быть применено подобное правило (в данном примере это число изменится с 5 на 4). Когда количество невулканизированных шин, для которых должно быть применено подобное правило, закончится, подобное правило будет исключено из конфигурации вулканизатора (30) Vj, будет отправлено уведомление по электронной почте, например, оператору системы о возможных аномалиях или о конце обработки для спецификации, «находящейся» в производстве, и при следующем запросе на вулканизацию для вулканизатора (30) Vj будет применяться следующее правило захвата, поставленное в соответствие ему. В том случае, когда в зонах 20 складирования отсутствует шина, которая обеспечивает возможность выполнения действующего правила захвата (например, «в порядке поступления» для подспецификации Su17 спецификации Sp2), устройство 50 обработки данных предпочтительно может быть выполнено с возможностью отправки уведомления по электронной почте, например, оператору системы о текущей аномалии и с возможностью перехода к следующему правилу захвата, по-прежнему сохраняя ожидающее выполнения правило захвата в состоянии активного ожидания для невулканизированных шин, которые удовлетворяют подобному правилу и подлежат складированию в зонах 20 складирования. Следует отметить, что правила захвата поставлены в соответствие каждому вулканизатору 30 в том смысле, что, будучи однажды поставленными в соответствие, они могут быть изменены в любой момент и множество раз в течение одной и той же рабочей смены в зависимости от новых и других требований к производственной установке 1. Фиг. 7-10 схематически иллюстрируют преимущества, которые могут быть получены посредством изобретения относительно производственной установки, в которой используется одна логика захвата в порядке поступления. В частности, фиг. 7 показывает пример производственной установки 1, в которой: сборочная линия 10 обеспечивает изготовление шин в соответствии с двумя спецификациями Sp1 и Sp2 и соответствующими подспецификациями Su1, Su2 и Su3; изготавливаемые шины идентифицированы посредством штриховых кодов В1-В7 и складируются в зоне 20 складирования; два вулканизатора (30) Vj и Vk выполнены с конфигурацией, обеспечивающей возможность вулканизации невулканизированных шин, имеющих соответственно спецификации Sp1 и Sp2, и они имеют поставленное им в соответствие правило захвата в порядке поступления соответственно для спецификаций Sp1 и Sp2. Фиг. 8 схематически показывает, как осуществляется захват невулканизированных шин из зоны 20 складирования и их перемещение к двум вулканизаторам Vj и Vk при применении подобных правил захвата в порядке поступления. Если предположить, что на сборочной линии 10, на которой изготавливается шина со спецификацией Sp1 и подспецификацией Su1, возникла необходимость «вмешательства» в спецификацию Sp1 с созданием двух подспецификаций Su2 и Su3 вследствие проблем, связанных с качеством и/или промышленным освоением и/или исследованиями и/или разработкой, из фиг.8 можно видеть, что при использовании логики захвата в порядке поступления для спецификации Sp1 результаты для подспецификации Su2 можно будет увидеть только после вулканизации двух невулканизированных шин со спецификацией Su1. Аналогичным образом, результаты для подспецификации Su3 можно будет увидеть только после вулканизации двух невулканизированных шин с подспецификацией Su1 и невулканизированной шины с подспецификацией Su2. Как схематически проиллюстрировано на фиг. 9, если предположить, что средняя продолжительность цикла сборки (то есть частота выхода невулканизированных шин со сборочной линии Li) составляет 60 секунд и продолжительность вулканизации составляет 20 минут, для того чтобы увидеть результаты для подспецификации Su2, потребуется ждать 58 минут от момента сборки шины с данной подспецификацией. В свою очередь, чтобы увидеть результат для подспецификации Su3, необходимо ждать 76 минут от момента сборки шины с данной подспецификацией. Это может привести к значительной неэффективности в производственной установке 1, особенно в тех случаях, когда имеется большое количество шин, подлежащих вулканизации до спецификации, представляющей реальный интерес. В подобной системе использование одной логики захвата в порядке поступления, таких времен ожидания можно было бы, например, избежать путем кратковременного останова вулканизатора Vj и «вмешательства» оператора в зоны складирования для выгрузки невулканизированных шин, которые предшествуют подспецификации, представляющей интерес в данный момент, из склада. Однако подобное вмешательство оператора было бы чрезвычайно нежелательным с точки зрения эффективности, гибкости и затрат, связанных с производственной установкой. Вышеупомянутые проблемы преодолеваются посредством производственной установки по изобретению, в которой устройство 50 обработки данных выполнено с возможностью изменения первого правила захвата в порядке поступления для спецификации Sp1 на второе правило захвата в порядке поступления для подспецификации Su2 (или Su3) той же спецификации Sp1. Как схематически показано на фиг. 10, в гипотетических случаях, приведенных выше, подобное изменение правила в действительности обеспечивает возможность уменьшения времен ожидания того, чтобы увидеть результат для подспецификации Su2, с 58 минут до 38 минут и для подспецификации Su3 – с 76 минут до 36 минут.
Реферат
Разработаны способ и установка для изготовления шин для колес транспортных средств, в которых: каждому вулканизатору из множества вулканизаторов ставят в соответствие соответствующую логику захвата невулканизированных шин из, по меньшей мере, одной зоны складирования невулканизированных шин. При каждом запросе на вулканизацию невулканизированной шины в вулканизаторе из множества вулканизаторов логику захвата, поставленную в соответствие указанному вулканизатору, применяют для выбора и захвата невулканизированной шины из зоны складирования. Соответствующая логика захвата, поставленная в соответствие каждому вулканизатору, содержит первое правило захвата невулканизированных шин из зоны складирования, и для, по меньшей мере, одного из множества вулканизаторов первое правило захвата изменяют на, по меньшей мере, одно второе правило захвата, по меньшей мере, один раз во время изготовления, по меньшей мере, одной партии шин в установке. Изобретение обеспечивает повышение производительности изготовления шин. 2 н. и 27 з.п. ф-лы, 10 ил.
Формула
Документы, цитированные в отчёте о поиске
Установка для одновременного изготовления разнотипных шин
Комментарии