Сотовый заполнитель с иерархической ячеистой структурой - RU2679485C1
Код документа: RU2679485C1
Чертежи




Описание
Настоящее изобретение относится к многослойным материалам-заполнителям и способам изготовления многослойных материалов-заполнителей, которые содержат сотовые заполнители или ячеистые структуры, которые подобны сотовым заполнителям. Такие заполнители могут быть использованы в материалах многослойных панелей для множества различных практических применений, чтобы обеспечить высокую жесткость и прочность при изгибе при минимальной массе, например, в практических применениях, связанных с автомобильной, транспортной, строительной и упаковочной промышленностями или с управлением ливневыми водами или стабилизацией гравийного покрытия.
Предшествующий уровень техники и краткое раскрытие настоящего изобретения
Заполнитель, расположенный между двумя тонкими облицовочными листами или оболочками, обычно используют для получения жестких и легковесных панелей. Вспененные заполнители и сотовые заполнители, именуемые иногда материалами с периодической решеткой, представляют собой два широких класса заполнителей, которые могут быть использованы в многослойной конструкции.
Вспененные материалы могут быть материалами с закрытыми или открытыми ячейками. Вспененным материалам присущи ограниченные удельные жесткость и прочность в каждом направлении. Напротив, сотовые материалы характеризуются более высокими удельными жесткостью и прочностью в поперечном направлении.
Соты шестигранного сечения находят широкое применение в многослойных конструкциях из-за присущих им высоких удельных жесткости и прочности, а также высоких характеристик при поперечном сжатии и поперечном сдвиге. Однако сотовые заполнители с очень низкой плотностью должны характеризоваться очень тонкими стенками ячеек. Тонкие стенки ячеек имеют тенденцию деформироваться под воздействием поперечных сжимающих и сдвигающих нагрузок, в результате чего необходимы ячейки малого размера, однако уменьшение размера ячеек влечет за собой повышение плотности и массы.
Кроме того, размеры сотовых заполнителей могут быть ограничены размерами производственного оборудования. Были разработаны непрерывные производственные процессы, позволяющие организовать экономически эффективное производство сотовых заполнителей различной длины. Для того чтобы получить материалы большей ширины, необходимо либо увеличить инвестиции в оборудование, либо объединить друг с другом имеющиеся листы заполнителя.
Из уровня техники известны расширяемые сотовые конструкции, при использовании которых конечную геометрию сотовой конструкции получают путем растягивания сжатой структуры в боковом направлении, например, в случае алюминиевых расширяемых сотовых конструкций. Узлы структуры расширяемых сотовых конструкций позволяют поворачивать полосы, которые образуют стенки ячеек, в результате чего расширенная сотовая конструкция может быть сплющена. Для того чтобы стабилизировать расширенную сотовую конструкцию на основе арамидной бумаги, ее погружают в смолу, которая отверждается, когда сотовая конструкция удерживается расширенном состоянии. Термопластические расширенные сотовые конструкции требуют тепловой обработки для снятия напряжений, вызванных процессом расширения.
Из уровня техники также известны составные заполнители, состоящие из тонких плотных стенок ячеек, например, из бумажного материала. Такие материалы могут быть изготовлены из снабженных щелями полос материала, которые могут быть вставлены друг в друга для образования узлов, которые допускают поворот материала полос во время расширения. Узлы не препятствуют деформации ячеек.
Обычные процессы производства сотовых заполнителей путем расширения или гофрирования плохо показывают себя, если стенки ячеек являются относительно толстыми.
Краткое раскрытие настоящего изобретения
Целью настоящего изобретения является предоставление конструкции изделия и способа изготовления, который позволяет создать ячеистые структуры, например, содержащие сотовые ячейки, с низкой плотностью и толстыми стенками ячеек. Преимуществом вариантов осуществления настоящего изобретения является изготовление листовых сотовых конструкций больших размеров при помощи экономичного процесса и эффективного оборудования.
Согласно одному аспекту настоящее изобретение предоставляет иерархический многослойный заполнитель в форме сотовой конструкции, то есть заполнитель, характеризующийся наличием материалов с повторяющимися и периодическими решетками. Многослойный заполнитель может быть выполнен из макроскопического материала с периодической решеткой, такого как макроскопическая сотовая структура с многослойными стенками ячеек, характеризующимися наличием мезоскопического ячеистого заполнителя. Например, мезоскопический ячеистый заполнитель может быть вспененным материалом или может быть изготовлен из материалов с периодической решеткой, таких как мезоскопическая сотовая структура. В последнем случае, согласно некоторым вариантам осуществления настоящего изобретения, продольные оси ячеек мезоскопического ячеистого заполнителя могут проходить перпендикулярно продольным осям ячеек макроскопической сотовой структуры. В этом случае мезоскопические ячейки и макроскопические ячейки могут характеризоваться шестигранной или прямоугольной формой, например, квадратной формой, при этом настоящее изобретение включает в себя ячейки с четырьмя или шестью сторонами, которые связаны друг с другом четырьмя или шестью узлами. Альтернативно, если используют вспененный заполнитель, характеризующийся наличием мезоскопических ячеек, форма мезоскопических ячеек может быть сформирована во время процесса вспенивания, так что они будут вытянутыми перпендикулярно продольной оси ячеек макроскопической сотовой структуры.
Толщина стенок ячеек в области узлов структуры макроскопического сотового заполнителя может быть выбрана таким образом, чтобы узлы были зафиксированы, а структура заполнителя не могла быть смята в плоскости без локального сжатия/деформации многослойных стенок ячеек в области узлов. Согласно некоторым вариантам осуществления настоящего изобретения фиксация может быть выполнена за счет обеспечивающих посадку с геометрическим замыканием компонентов в узлах макроскопической сотовой структуры. Кроме того, дополнительная фиксация может быть обеспечена при помощи одной или нескольких покрывающих оболочек, которые могут быть приклеены к сотовой структуре заполнителя, покрывая одну или несколько основных поверхностей заполнителя, соответственно. Преимущество вариантов осуществления настоящего изобретения заключается в том, что жесткие, например толстые, стенки ячеек характеризуются увеличенным сопротивлением продольному изгибу под воздействием сжимающих или сдвигающих нагрузок. Эти характеристики буду более высокими, когда стенки ячеек являются достаточно толстыми, чтобы предотвратить общую деформацию.
Преимущество вариантов осуществления настоящего изобретения, которые предусматривают разрезание и складывание полос, заключается в том, что обеспечивается конструкция с толстыми, но легковесными стенками ячеек.
Толщина стенок ячеек может зависеть от множества факторов, но в случае ненесущих панелей большого размера, которые требуют оптимизации удельной жесткости, достаточно сотового заполнителя с очень низкой плотностью и большим размером ячеек. Согласно таким вариантам осуществления наличие твердых стенок позволяет использовать стенки ячеек, толщина которых может быть в 100 раз или более меньше размера ячеек макроскопической сотовой структуры, например, стенки ячеек толщиной 0,6 мм и размер ячеек 60 мм. Многослойные стенки ячеек, толщина которых в пять или более раз превышает указанное значение, могут быть более легкими и могут характеризоваться большим сопротивлением продольному изгибу, например, многослойные стенки ячеек толщиной 3-4 мм и плотностью менее 1/10 плотности твердого материала стенок ячеек.
Любой вариант осуществления настоящего изобретения может характеризоваться толщиной стенок ячеек структуры макроскопического сотового заполнителя в диапазоне от 1 до 30 мм, например, в диапазоне от 2 до 15 мм или от 3 до 10 мм.
Топология структуры панели предпочтительно является иерархической. Макроскопическая многослойная панель содержит по меньшей мере один облицовочный лист или оболочку, покрывающую сотовый заполнитель, характеризующийся наличием квадратных или шестигранных макроскопических ячеек, где продольное направление макроскопических ячеек перпендикулярно оболочкам, при этом стенки ячеек заполнителя выполнены из материала многослойной панели с мезоскопическими ячейками, такого как вспененный материал или квадратные или шестигранные ячейки. В любом случае, но, в частности, в последнем случае, продольная ось мезоскопических сотовых ячеек проходит предпочтительно перпендикулярно продольной оси макроскопических сотовых ячеек. Настоящее изобретение также включает в себя мезоскопические или макроскопические ячейки, характеризующиеся наличием четырех или шести сторон, соединенных друг с другом четырьмя или шестью узлами. Макроскопическая многослойная панель может быть изготовлена из иерархического макроскопического сотового заполнителя путем покрытия заполнителя слоями оболочек.
Иерархическая природа заполнителя обусловлена макроскопической сотовой конструкцией большого размера, выполненной из квадратных или шестигранных ячеек, которые состоят из стенок ячеек и характеризуются диаметром ячеек в диапазоне от 5 мм до 50 мм или более, при этом стенки ячеек включают в себя меньшие ячейки, описанные в качестве мезоскопических и характеризующиеся диаметром от 0,5 мм до 5 мм, размер которых, как правило, на порядок меньше и составляет не более половины размера макроскопической ячейки.
Например, согласно одному аспекту настоящего изобретения может быть предложен иерархический многослойный заполнитель, характеризующийся наличием макроскопических сотовых ячеек со стенками ячеек, выполненными из материала многослойной панели с мезоскопическим сотовым заполнителем, при этом продольные оси мезоскопических сотовых ячеек перпендикулярны продольным осям макроскопических сотовых ячеек, и стенки ячеек из многослойной панели соединяются друг с другом в форме повторяющегося Y-образного пересечения с двумя плечами, имеющими одиночную толщину, которые образуют стенки ячеек одиночной толщины, и одним плечом, имеющим двойную толщину стенки, которое образует стенки двойной толщины макроскопической сотовой конструкции. Согласно некоторым вариантам осуществления Y-образная структура является устойчивой к боковому смятию макроскопической сотовой структуры, поскольку в центре Y-образная структура характеризуется наличием узла посадки с геометрическим замыканием.
Согласно одному варианту осуществления стенки ячеек макроскопической сотовой структуры и/или стенки ячеек мезоскопической сотовой структуры могут быть выполнены из пленки или пленок, такой как полимерная пленка или полимерные пленки. Кроме того, могут быть использованы другие пленки, такие как различные виды металлической фольги, многослойные материалы, состоящие из аналогичных или различных материалов, например, материалы с содержанием волокон. Такие пленки могут характеризоваться толщиной в диапазоне от 20 микрон до 400 микрон. Полимерные пленки могут содержать полиолефин, такой как полиэтилен (например, полиэтилен высокой или низкой плотности), полипропилен или полиамин, полистирол (полистирен, пенообразный пластмассовый материал), поликарбонат или другие термопластические полимеры либо отдельно, либо в смесях. Кроме того, под объем настоящего изобретения также попадают различные виды металлической фольги (например, алюминиевая фольга), композитные слои (например, армированные волокном слои) и многослойные пленки.
Согласно одному варианту осуществления стенки ячеек макроскопического сотового заполнителя могут быть изготовлены из полос материала многослойной панели с оболочками, расположенными с обеих сторон заполнителя, характеризующегося наличием мезоскопических ячеек. Полосы характеризуются наличием первых прорезей, которые могут обеспечить раскрытие полос таким образом, чтобы образовать полигональную цепь из выпуклых многогранников с пятью или шестью четырехугольными гранями, таких как кубоиды, которые соединены остающимися частями материала многослойной панели в области прорезей для образования шарниров. Под шарнирным-сочленением полос подразумевается, что они содержат жесткие или полужесткие элементы (которые представляют собой выпуклые многогранники с пятью или шестью четырехугольными гранями), способные отклоняться или поворачиваться в заданных точках или интервалах (т.е. местах наличия шарниров, а не в других местах).
Полосы характеризуются наличием вторых прорезей, в результате чего только часть выбранных шарниров остается целой.
Полосы вставляют друг в друга таким образом, чтобы прорези в шарнирах одной полосы располагались поверх целой части шарниров второй полосы.
Варианты осуществления настоящего изобретения предоставляют структуры макроскопического сотового заполнителя, соединенные друг с другом путем вставки и без использования адгезива. Согласно некоторым вариантам осуществления стенки ячеек создают путем разрезания листового материала, при этом формирование из разрезанного листа W-образных или V-образных структур, из которых будет сформированы ряды стенок ячеек, позволяет выполнить стадию процесса вставки без удаления материала, тем самым обеспечивая плотную посадку толстой стенки ячейки в точках соединения. Указанные точки соединения образуют узлы сотовой структуры с ячейками квадратного или шестигранного сечения, которые являются узлами посадки с геометрическим замыканием.
Элементы полигональных цепей могут быть соединены при помощи непрерывной соединительной пленки, которая образует шарнир между соседними выпуклыми многогранниками с пятью или шестью четырехугольными гранями, такими как кубовидные элементы цепи. Альтернативно, цепи могут быть соединены при помощи ленты, которая перекрывает местоположения шарниров, например, адгезивной ленты. Связанные выпуклые многогранники с пятью или шестью четырехугольными гранями, такие как кубовидные структуры, шарнирно-сочленены в областях шарниров. Чередующиеся выпуклые многогранники с пятью или шестью четырехугольными гранями, такие как кубовидные структуры, могут включать в себя первый выпуклый многогранник с пятью или шестью четырехугольными гранями, такой как кубоид, с верхней и нижней поверхностями в форме параллелограммов и боковыми поверхностями, которые являются прямоугольниками.
В соответствии с вариантами осуществления настоящего изобретения две полосы вставлены друг в друга для образования одного ряда ячеек макроскопического сотового заполнителя. В соответствии с вариантами осуществления настоящего изобретения ячейка макроскопического сотового заполнителя может характеризоваться наличием четырех или шести сторон, соединенных друг с другом в четырех или шести узлах, соответственно, при этом каждый узел образован посадкой с геометрическим замыканием, так что смятие ячеек в боковом направлении для сплющивания сотовой конструкции возможно только путем повреждения или деформирования материала стенок.
Согласно одному варианту осуществления цепь выполнена из первых выпуклых многогранников с пятью или шестью четырехугольными гранями, таких как кубоиды, и сформированные из них макроскопические сотовые ячейки являются четырехсторонними. Согласно этому варианту осуществления структуры соединены с образованием цепи при помощи непрерывной соединительной оболочки, которая образует шарниры между соседними выпуклыми многогранниками с пятью или шестью четырехугольным гранями, такими как кубовидные структуры, при этом место соединения соседних первых выпуклых многогранников с пятью или шестью четырехугольными гранями, таких как кубоиды, поочередно располагается то на верхней поверхности, то на нижней поверхности. Треугольный элемент одной цепи входит в зацепление с кубоидами второй цепи в местах узлов, чтобы образовать узлы посадки с геометрическим замыканием.
Второй выпуклый многогранник с шестью четырехугольными гранями, такой как кубоид, характеризуется наличием верхней и нижней поверхностей (длинной и короткой сторон) в форме трапеций и боковых поверхностей, которые являются прямоугольниками. Согласно другому варианту осуществления полигональная цепь сформирована чередующимися первыми и вторыми выпуклыми многогранникам с шестью четырехугольными гранями, такими как кубоиды, и макроскопические сотовые ячейки являются шестисторонними, например, шестигранными. Согласно этому варианту осуществления структуры соединены с образованием полигональной цепи при помощи непрерывной соединительной пленки, которая образует шарниры между соседними выпуклыми многогранниками с шестью четырехугольными гранями или кубовидными структурами, при этом шарниры образованы между концами коротких сторон трапеций вторых выпуклых многогранников с шестью четырехугольными гранями, таких как кубоиды, и концами первых выпуклых многогранников с шестью четырехугольными гранями, таких как кубоиды. Согласно этому варианту осуществления место соединения соседних первого и второго выпуклых многогранников с шестью четырехугольными гранями, таких как кубоиды, поочередно располагается то на верхней поверхности, то на нижней поверхности.
В любом из вариантов осуществления выпуклые многогранники, которые являются элементами стенки ячейки, с пятью или шестью четырехугольными гранями, такие как кубовидные элементы, одной цепи входят в зацепление с выпуклыми многогранниками с пятью или шестью четырехугольными гранями, такими как кубоиды, второй цепи в местах узлов, чтобы образовать узлы посадки с геометрическим замыканием.
Макроскопические ячейки формируют путем осуществления вставки множества цепей друг в друга. Затем формируют дополнительные ряды ячеек, повторно вставляя дополнительные цепи в имеющуюся структуру. Вставку осуществляют путем стыковки целого участка соединительной пленки в шарнире первой цепи, который перемещается в прорезь в непрерывной пленке шарнира второй цепи. Стыковку выполняют путем перемещения прорези в соединительной пленке шарнира второй цепи по целому участку соединительной пленки шарнира первой цепи или наоборот. Таким образом, каждая первая цепь образует дополняющую часть для двух других цепей, которые располагаются с каждой стороны первой цепи, за исключением цепи на конце панели. В результате вставки происходит фиксация цепей из-за наличия сил трения, препятствующих разделению цепей. Преимущество этих вариантов осуществления заключается в том, что полосы удерживаются вместе без применения какого-либо адгезива, термической сварки или других средств крепления такого типа.
Кроме того, макроскопические ячейки сохраняют свою форму без нанесения какого-либо покрытия или осуществления термического снятия напряжений.
Согласно вариантам осуществления, которые, например, обеспечивают изготовление макроскопических шестигранных ячеек, в результате процесса вставки две из шести стенок макроскопической ячейки будут характеризоваться двойной толщиной стенки. Согласно вариантам осуществления, которые обеспечивают изготовление макроскопических квадратных ячеек, в результате процесса вставки все стенки ячеек характеризуются одинаковой толщиной.
Согласно другому аспекту настоящее изобретение предоставляет иерархический многослойный заполнитель с макроскопическими сотовыми ячейками и стенками ячеек, выполненными из многослойных панелей, который содержит: полосы материала многослойной панели с оболочками, расположенными с обеих сторон заполнителя, характеризующегося наличием мезоскопических ячеек.
Полосы характеризуются наличием первых прорезей, которые раскрывают таким образом, чтобы образовать полигональную цепь из выпуклых многогранников с пятью или шестью четырехугольными гранями, таких как кубоиды, которые соединены остающимися частями материала многослойной панели в области прорезей для образования шарниров.
Полосы характеризуются наличием вторых прорезей в местах шарниров, в результате чего только часть этих шарниров остается целой. Полосы вставляют друг в друга таким образом, чтобы прорези в шарнирах одной полосы располагались поверх целой части шарниров второй полосы.
Настоящее изобретение также относится к способу изготовления иерархического многослойного заполнителя в форме сотовой структуры, т.е. заполнителя, имеющего материалы с повторяющейся и периодической решеткой, из листа, который содержит пленки, расположенные с обеих сторон заполнителя с мезоскопическими ячейками. Указанный способ может предусматривать следующие стадии.
Первоначальное разрезание листа с образованием цепи из выпуклых многогранников с пятью или шестью четырехугольными гранями, таких как кубоиды, которые соединены остающимися частями пленок для образования шарниров;
Частичное разрезание выбранных шарниров первой и второй цепей для образования прорезей и целых участков пленки в выбранных шарнирах;
Вставку первой цепи во вторую цепь путем перемещения прорезей в выбранных шарнирах первой цепи по целым участкам пленки шарниров второй цепи, и повторение стадий разрезания и вставки для дополнительных цепей, чтобы сформировать макроскопические сотовые ячейки.
Настоящее изобретение также относится к оборудованию для изготовления иерархического многослойного заполнителя в форме сотовой конструкции, то есть имеющего материалы с повторяющимися и периодическими решетками.
Краткое описание фигур
На фиг. 1 представлен иерархический сотовый заполнитель с шестигранными ячейками, характеризующийся наличием многослойных стенок ячеек с микроскопическими шестигранными ячейками.
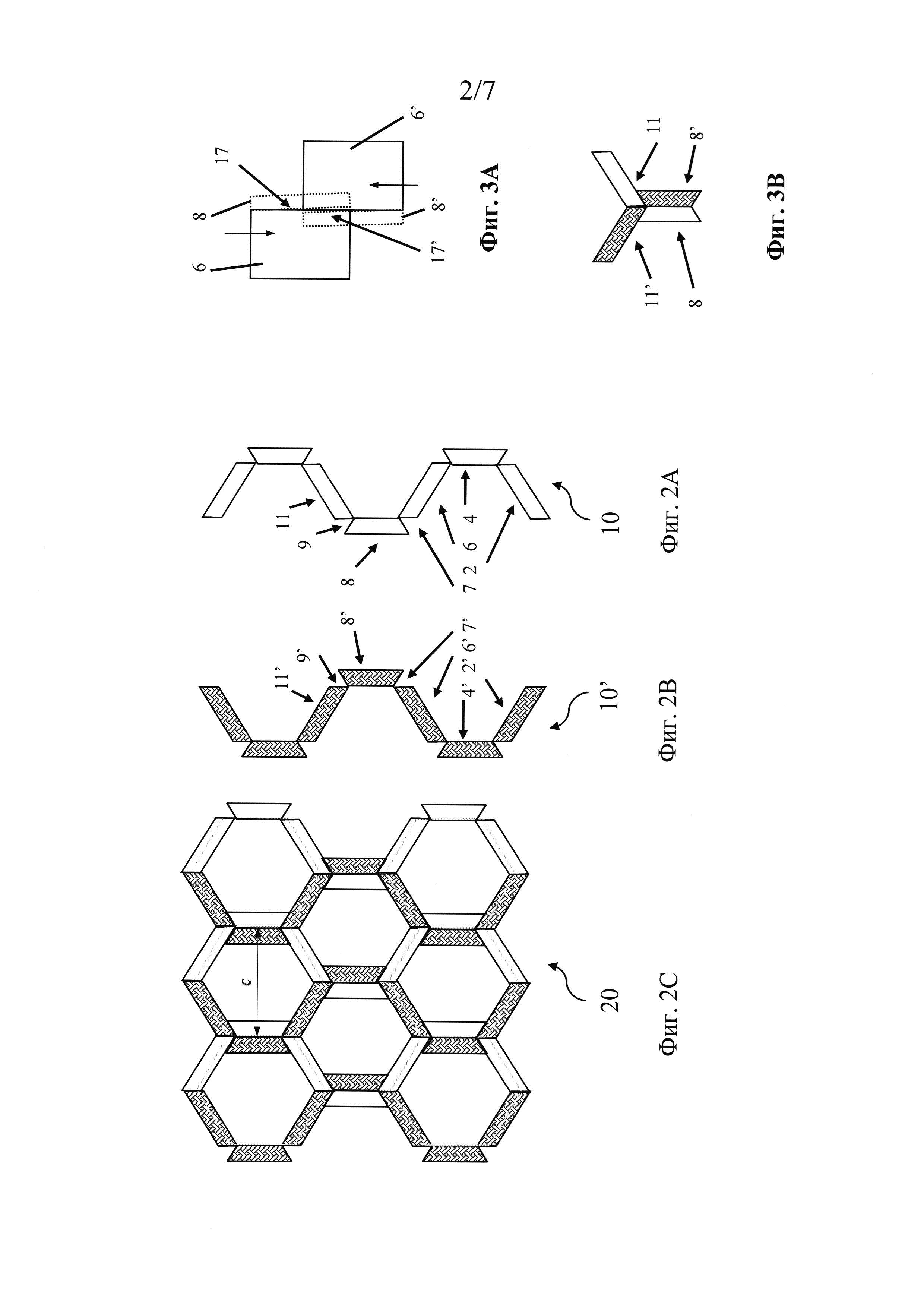
На фиг. 2А и 2С представлен вариант осуществления настоящего изобретения, где лист, изображенный на фиг. 4, согнут для образования цепи из W-образных форм; и на фиг. 2В представлена первая цепь, вставленная во вторую цепь путем перемещения прорезей в выбранных шарнирах первой цепи по целым участкам пленки выбранных шарниров второй цепи, при этом дополнительные цепи вставляют друг в друга, чтобы сформировать законченную иерархическую сотовую конструкцию из многослойных стенок ячеек с шестигранными ячейками.
На фиг. 3А представлен подробный вид двух полос цепей из кубовидных элементов, вставляемых друг в друга, в соответствии с одним вариантом осуществления настоящего изобретения. Возможное небольшое раскрытие щелей во время операции вставки обозначено пунктирными линиями.
На фиг. 3В представлен повторяющийся и периодический структурный мотив в виде Y-образной формы, причем одно плечо Y-образной формы характеризуется двойной толщиной, в соответствии с одним вариантом осуществления настоящего изобретения.
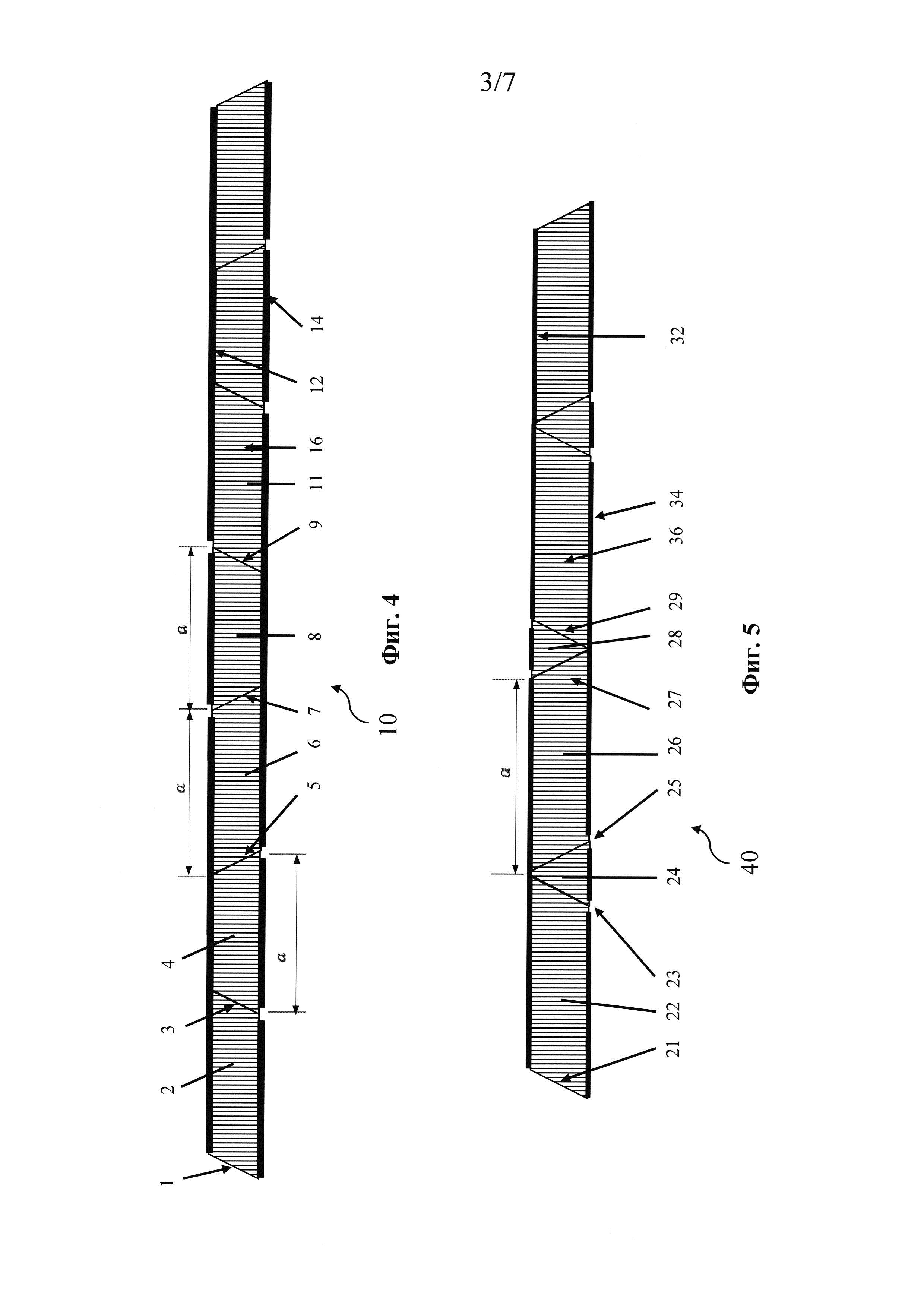
На фиг. 4 представлен листовой продукт, который разрезан для образования шарнирно-сочлененной цепи из связанных кубоидов в соответствии с одним вариантом осуществления настоящего изобретения.
На фиг. 5 представлен листовой продукт, который разрезан для образования шарнирно-сочлененной цепи из связанных кубоидов в соответствии с одним вариантом осуществления настоящего изобретения.
На каждой из фиг. 6А-6С представлен дополнительный вариант осуществления настоящего изобретения, где лист, изображенный на фиг. 5, изгибают для образования цепи из V-образных форм, и первую цепь вставляют во вторую цепь путем перемещения прорезей в соединительной пленке выбранных шарниров первой цепи по целым участкам пленки выбранных шарниров второй цепи, причем эту операцию повторяют для остальных цепей для того, чтобы образовать иерархическую сотовую структуру в соответствии с одним вариантом осуществления настоящего изобретения.
На фиг. 7А представлено схематическое изображение технологической схемы способа изготовления сотовых структур в соответствии с одним вариантом осуществления настоящего изобретения. На фиг. 7В представлено схематическое изображение технологической схемы еще одного способа изготовления сотовых структур в соответствии с одним вариантом осуществления настоящего изобретения.
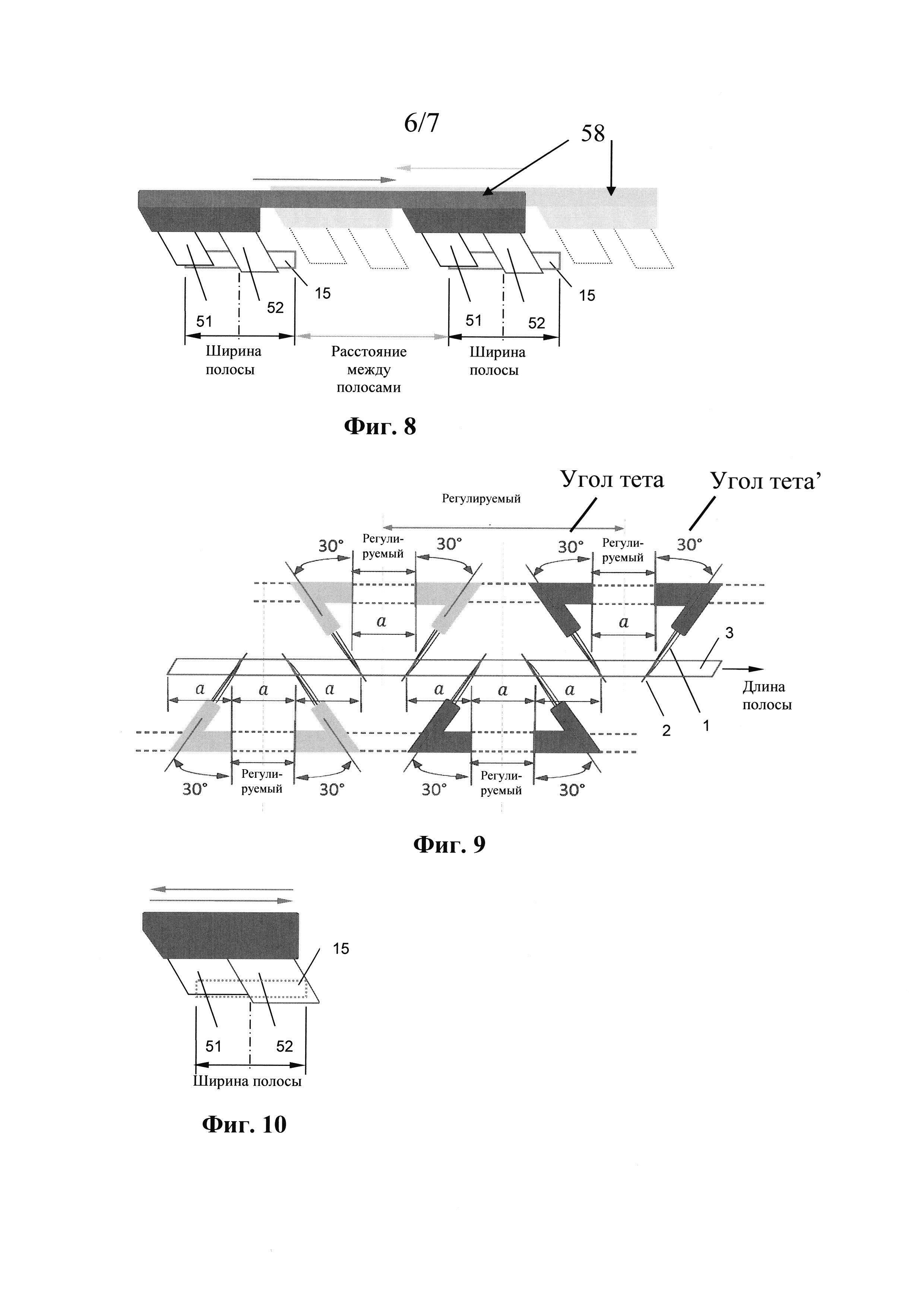
на фиг. 8 представлено изображение режущего узла оборудования в соответствии с одним вариантом осуществления настоящего изобретения.
на фиг. 9 представлено изображение еще одного режущего узла оборудования в соответствии с одним вариантом осуществления настоящего изобретения.
на фиг. 10 представлено изображение режущего узла оборудования в соответствии с одним вариантом осуществления настоящего изобретения.
на фиг. 11 представлено изображение оборудования для вставки в соответствии с одним вариантом осуществления настоящего изобретения.
на фиг. 12 представлено оборудование для вставки в рабочем положении в соответствии с одним вариантом осуществления настоящего изобретения.
Определения
В вариантах осуществления настоящего изобретения используется цепь из трехмерных объектов, причем каждый из объектов соединен со следующим объектом при помощи шарнира, который обеспечивает свободу вращения вокруг оси, которая проходит поперек продольного направления цепи. Эти трехмерные объекты представляют собой элементы стенок макроскопической сотовой структуры, которые соединены в шарнирно-сочлененной цепи. Согласно различным вариантам осуществления имеются три типа элементов цепи со следующими поверхностями:
Две ромбовидные поверхности и четыре прямоугольные поверхности.
Две поверхности в форме трапеции (или трапецоида) и четыре прямоугольные поверхности (примечание: в США и Канаде трапецию обычно именуют трапецоидом).
Две треугольные и три прямоугольные поверхности (когда трапеции сжимаются до треугольников, как изображено на фиг. 5).
Первые два варианта могут быть описаны в качестве выпуклых многогранников, ограниченных шестью четырехугольными гранями, т.е. они являются кубоидами. Трапеции могут быть равнобочными трапециями.
Последний вариант представляет собой прямую треугольную призму, которая является трехгранной призмой; при этом он представляет собой многогранник, состоящий из треугольного основания, копии указанного основания, полученной в результате параллельного переноса, и трех граней, соединяющих соответствующие стороны.
Согласно вариантам осуществления настоящего изобретения все представленные выше варианты описаны в качестве выпуклых многогранников с пятью или шестью четырехугольными гранями.
«Параллелепипед» представляет собой трехмерную структуру, образованную шестью параллелограммами. Согласно настоящему изобретению первый параллелепипед характеризуется наличием верхней и нижней поверхностей (длиной и короткой сторон) и торцевых поверхностей в форме прямоугольников и боковых поверхностей, которые являются параллелограммами. Второй параллелепипед характеризуется наличием верхней и нижней поверхностей (длиной и короткой сторон) и торцевых поверхностей в форме прямоугольников и боковых поверхностей, которые являются трапециями.
«Кубоид» является трехмерной фигурой, грани которой имеют форму параллелограммов или трапеций. В цепи из таких кубоидов поверхности сверху и снизу являются чередующимися параллелограммами или трапециями. Кубоид представляет собой выпуклый многогранник, ограниченный шестью четырехугольными гранями, многогранный граф которого является таким же, как у куба. У кубоида согласно настоящему изобретению не все грани обязательно должны являться прямоугольниками, при этом не требуется, чтобы каждая пара смежных граней сходилась под прямым углом.
«Макроскопические ячейки» характеризуются диаметром ячеек от 5 мм до 50 мм или более.
«Мезоскопические ячейки» характеризуются диаметром от 0,5 мм до 5 мм.
Под «продольной осью» ячеек следует понимать централью ось ячейки, которая проходит параллельно стенкам. Ячейка обычно характеризуется наличием двух удаленных открытых концов, ограниченных стенками ячейки. Продольная ось выходит из каждой ячейки по центру отверстий.
Термин «шарнирно-сочлененный» относится к структуре, способной изгибаться или поворачиваться в некоторых местах или интервалах. Таким образом, цепь состоит из звеньев и шарниров.
Термины «плотная посадка», «посадка с натягом» или «удерживаемый за счет трения» относятся к соединению, которое может быть разъединено или разомкнуто путем преодоления силы трения и без повреждения или деформации компонентов.
Сила трения может возникнуть в конкретном направлении или в одном или нескольких направлениях, например, прямой гвоздь может быть удален путем извлечения лишь параллельно тому направлению, в котором он был забит в подложку.
Термин «посадка с геометрическим замыканием» относится к соединению, которое не может быть разъединено или разомкнуто без повреждения или деформации компонентов по меньшей мере в одном направлении. Это соединение может относиться к типу, который может допускать разъединение или размыкание путем преодоления трения в одном или нескольких направлениях, но по меньшей мере в одном направлении это приведет к повреждению или деформации.
Термин «плотная посадка с фиксацией» относится к выполнению плотной посадки, которая требует преодоления силы трения в направлении фиксации, а также приводит к образованию посадки с геометрическим замыканием. В настоящем документе осуществляют плотную посадку с фиксацией одной полосы листового материала, сложенной с образованием множества W или V-образных форм, на другую такую полосу путем вставки одной полосы в другую полосу в местах выбранных шарниров. Таким образом, направление фиксации параллельно плоскости шарнира, т.е. проходит через толщину плоскости макроскопического заполнителя.
Термин «соединенный плавлением» относится к соединениям, выполненным путем сваривания, пайки, напайки и аналогичных процессов, когда материал растапливают или расплавляют для создания соединения.
Термин «адгезивно соединенный» относится к соединению, выполненному при помощи адгезива, клея или аналогичного вещества.
«Размер ячейки» или «диаметр ячейки» сотовой конструкции относится к расстоянию между двумя противоположными стенками ячейки. Размер «с» на фиг. 2С и 6С является диаметром ячейки.
Описание иллюстративных вариантов осуществления
Далее настоящее изобретение будет описано со ссылками на определенные варианты осуществления и прилагаемые фигуры. Фигуры не обязательно выполнены с соблюдением масштаба, при этом они являются схематическими и не должны рассматриваться в качестве ограничения настоящего изобретения. Настоящее изобретение более подробно определено в прилагаемой формуле изобретения. В каждом зависимом пункте представлен дополнительный вариант осуществления настоящего изобретения.
Настоящее изобретение относится к изделиям, содержащим иерархический многослойный заполнитель, характеризующийся наличием макроскопических сотовых ячеек со стенками ячеек, выполненными из материала многослойной панели с мезоскопическим ячеистым заполнителем. Согласно некоторым вариантам осуществления мезоскопическая ячеистая структура выполнена из вспененных или сотовых ячеек. В последнем случае продольная ось мезоскопических сотовых ячеек проходит перпендикулярно предпочтительно продольной оси макроскопических сотовых ячеек. Согласно некоторым вариантам осуществления стенки ячеек многослойной панели соединены друг с другом в форме повторяющегося Y-образного пересечения, при этом два плеча Y-образного пересечения представляют собой одиночные стенки ячеек, а одно плечо характеризуется двойной толщиной стенки. Y-образное пересечение образует узел макроскопической сотовой ячейки, при этом узел образован посадкой с геометрическим замыканием, в результате чего смятие макроскопических сотовых ячеек в боковом направлении может произойти лишь при разрушении или деформации стенки ячейки.
Предпочтительный способ формирования таких многослойных заполнителей начинается с плоского листа 10 материала, как схематически изображено на фиг. 4. На фиг. 4 представлено сечение, проходящее через лист 10 материала, который будет использован для изготовления стенок ячеек макроскопического сотового заполнителя. Листовой материал 10 изготовлен из заполнителя 16, состоящего из мезоскопических ячеек (показаны в качестве вертикальных линий), такого как материалы с периодической решеткой, например, шести или четырехсторонние сотовые ячейки, или вспененный материал, при этом заполнитель 16 расположен между двумя пленками 12, 14, которые проходят, соответственно, сверху и снизу листа 10, как изображено на фиг. 4. Заполнитель 16 из мезоскопических ячеек (не показаны) может включать в себя материал с периодической решеткой, такой как лист, состоящий из шести или четырехсторонних сотовых ячеек, наполненных пенопластом.
Две пленки 12, 14 прочно, например неразъемно, присоединены к заполнителю 16 при помощи любых подходящих средств, например, при помощи клея, звуковой сварки, тепловой пайки и аналогичных средств. Пленки 12 и 14 не должны полностью покрывать заполнитель при условии, что они покрывают достаточную площадь для обеспечения механической целостности, а также покрывают те части, которые впоследствии станут шарнирами.
Лист 10 может быть выполнен, например, в качестве полузакрытой термопластической сложенной сотовой конструкции, процесс изготовления которой и оборудование для изготовления которой описаны Йоханом Пфлугом (Jochen Pflug) и Игнасом Верпостом (Ignaas Verpoest) в международной публикации WO 2006/053407, европейском патенте № ЕР 1824667, патенте США № US 8795806 и патенте Японии № JP 4368399.
Первоначально лист 10 является цельным и предпочтительно неэластичным или жестким или полужестким. Лист предпочтительно изготовлен из полимерного материала, такого как полиолефин, например полиэтилен (например, полиэтилен высокой или низкой плотности) или полипропилен, ударостойкий полипропилен или полиамин, полистирол (полистирен, пенообразный пластмассовый материал), поликарбонат или другие термопластические полимеры. Необязательно, такой материал может быть жесткой пластмассой с модулем упругости при изгибе или растяжении более 700 МПа при 23°С и 50% влажности в соответствии с методиками ASTM D747, D790, D638 или D882 (см. Сборник определений стандарта ASTM, Четвертая Редакция 1979 год для стандартов, действующих в настоящее время). Необязательно, такой материал может быть полужесткой пластмассой с модулем упругости при изгибе или растяжении от 70 до 700 МПа при 23°С и 50% влажности в соответствии с методикой ASTM, такой как D747, D790, D638 или D882 (см. Сборник определений стандарта ASTM, Четвертая Редакция 1979 год для стандартов, действующих в настоящее время). Кроме того, могут быть использованы подходящие международные стандарты, например, DIN, EN, ISO или ASTM, когда они являются эквивалентными. В целом, ISO 527-1 и 5272 считаются эквивалентными ASTM D638 для измерения модуля упругости на растяжении. ISO 1781993 считается эквивалентным ASTM D790 для измерения модуля упругости при изгибе. Кроме того, под объем настоящего изобретения также попадают различные виды металлической фольги (например, алюминиевая фольга) и композитные слои (например, армированные волокном слои). Любая из пленок, используемых при изготовлении листа 10, может быть изготовлена из одного или нескольких слоев, например, в виде слоистого материала. Используемый полимерный материал может быть химически или физически сшит или может быть сшит после окончания формирования заполнителя, например, при помощи электронного излучения.
Затем лист 10 разрезают, нарезают, разделяют на блоки, распиливают или подвергают воздействию других средств субстракивной обработки, чтобы разделить материал или удалить материал из него под некоторым углом, частично углубляясь в лист 10, с образованием прорезей 1, 3, 5, 7, 9 для формирования полигональной цепи из шарнирно-сочлененный выпуклых многогранников с пятью или шестью четырехугольными гранями, таких как кубоиды 2, 4, 6, 8, которые соединены остающимися частями покрывающей пленки 12 и/или 14 в области прорезей для образования шарниров. Например, рассмотрим фиг. 4, 2 и 7А, на которых проиллюстрированы стадии способа 100. На стадии 101 непрерывно изготавливаемую многослойную панель или лист 10 разрезают в поперечном направлении для образования полигональной цепи из выпуклых многогранников с шестью четырехугольными гранями, таких как кубоиды 2, 4, 6, 8, которые соединены остающимися частями покрывающей пленки 12, 14 в области прорезей для образования шарниров.
Частично разрезанный лист 10 характеризуется наличием, например, двух параллельных прорезей 1 и 3, выполненных под углом приблизительно 30-40° к вертикали, как показано на фиг. 4, или, например, под углом в диапазоне 25-50°. Прорези 1 и 3 формируют левую и правую границы, соответственно, первого кубовидного элемента 2 цепи. Боковые стороны элемента 2 имеют форму параллелограмма, тогда как верхняя, нижняя и торцевые поверхности имеют форму прямоугольников. Прямоугольники могут быть квадратами. Как можно видеть на фиг. 4, прорезь 3 выполнена в нижней части листа, т.е. прорезана через покрывающую пленку 14. Прорези 3 и 5 представляют собой границы еще одного элемента 4 цепи, смежного с элементом 2. Боковые стороны элемента 4 имеют форму трапеции, тогда как верхняя, нижняя и торцевые поверхности имеют форму прямоугольников. Прямоугольники могут быть квадратами. Как изображено на фиг. 4, элемент 4 характеризуется наличием боковых поверхностей, при этом короткая сторона трапеции расположена сверху. Прорезь 5 выполнена в нижней части листа, т.е. прорезана через покрывающую пленку 14. Прорези 5 и 7 представляют собой границы еще одного элемента 6 цепи, смежного с элементом 4. Боковые стороны элемента 6 имеют форму параллелограмма, тогда как верхняя, нижняя и торцевые поверхности имеют форму прямоугольников. Прямоугольники могут быть квадратами. Элемент 6 отличается от элемента 2 тем, что углы наклона прорезей 5 и 7 противоположны углам наклона прорезей 1 и 3 относительно вертикали. Прорезь 7 выполнена в верхней части листа, т.е. прорезана через покрывающую пленку 12. Прорези 7 и 9 представляют собой границы еще одного элемента 8 цепи, смежного с элементом 6. Боковые стороны элемента 8 имеют форму трапеции, тогда как верхняя, нижняя и торцевые поверхности имеют форму прямоугольников. Прямоугольники могут быть квадратами. Элемент 8 отличается от элемента 4 тем, что короткая сторона трапеции расположена снизу. Прорезь 9 выполнена в верхней части листа, т.е. прорезана через покрывающую пленку 12. Элементы 2, 4, 6, 8 повторяются вдоль длины листа 10. Лист 10 обрабатывают путем выполнения прорезей, как описано выше, до тех пор, пока не будет обработана требуемая ширина листа 10. Далее рассмотрим фиг. 7А, на стадии 102 многослойная панель или лист 10 с прорезями могут быть разрезаны в продольном направлении для образования полос 15 полигональных цепей из кубоидов многослойной панели.
Хотя описанный выше процесс предусматривает выполнение прорезей, которые лишь частично проходят через лист 10, такая же цепь из элементов может быть получена путем выполнения прорезей через всю толщину листа, а затем соединения полученных элементов друг с другом при помощи клейкой пленки в месте каждого шарнира, тем самым воссоздавая цепь.
В результате описанного выше процесса была создана последовательность относительно жестких или полужестких кубовидных элементов, соединенных при помощи шарниров, где точка соединения одного элемента со следующим элементом, в которой образуется шарнир, периодически переходит между верхней частью и нижней частью элементов (как изображено на фиг. 4). Это позволяет повернуть и сложить цепь из элементов с образованием W-образной формы, как изображено на фиг. 2А и 2В. Таким образом, цепь содержит группу шарнирно-сочлененных элементов. На фиг. 2В представлены элементы 2', 4', 6' и 8' с прорезями 1', 3', 5, 7', 9'. В случае более длинной цепи W-образная форма будет повторяться. Например, рассмотрим фиг. 7А, на стадии 103 полосы 15 цепей из кубоидов складывают для образования полигональных полос в форме половинок шестигранника, удерживая и перемещая ближе друг к другу каждый четвертый кубоид.
После этого две цепи W-образной формы, как изображено на фиг. 2А и 2В, вставляют друг в друга, чтобы образовать макроскопическую сотовую структуру 20, как изображено на фиг. 2С.
Любой конец структуры 20 может быть продлен путем соединения цепей, изображенных на фиг. 2А или 2D, с соответствующим концом структуры 20. Для пояснения процедуры вставки следует отметить, что шарниры, образованные прорезями 7 и 9 на фиг. 2А, разрезаны снизу вверх до приблизительно 50% высоты шарнира, как изображено на фиг. 3А (т.е. разрезание пленки в области шарнира не завершено для того, чтобы не разъединить цепь), с образованием проходящих вдоль половины пленки прорезей 17 (показанных на фиг. 3А) и 19, при этом шарниры 7' и 9' на фиг. 2В прорезаны сверху вниз, как изображено фиг. 3А, с образованием прорезей 17' (показанных на фиг. 3А) и 19'. Рассмотрим далее фиг. 7А, на стадии 104 может быть выполнено второе поперечное разрезание путем прижатия сформованной полосы к лезвиям ножей, в результате чего только часть шарниров сохраняется целой. Это позволяет вставить друг в друга две цепи 10 и 10' таким образом, что цепь, изображенная на фиг. 2А, и цепь, изображенная на фиг. 2В, образуют общую стенку ячейки, которая характеризуется двойной толщиной и состоит из элементов 8 и 8'. Рассмотрим далее примера фиг. 7А, на стадии 104 полосы вставляют друг в друга таким образом, чтобы прорези в шарнирах одной полосы располагались поверх целой части шарниров второй полосы.
На фиг. 3В представлен узел макроскопического заполнителя. Узел сформирован центром Y-образного пересечения, где поверхности пар четырех элементов 8, 8', 11, 11' цепи прилегают друг к другу таким образом, чтобы образовать узел посадки с геометрическим замыканием. Смятие этой структуры в боковом направлении для смятия сотовой конструкции приведет к разрушению или деформации элементов стенок. Элемент 8 цепи 10 зафиксирован в результате плотной посадки на цепь 10'. Цепь 10 по существу образует ячейки, которые были бы справа на фиг. 3В, а цепь 10' по существу образует ячейки, которые были бы слева на фиг. 3В. Элемент 8 зафиксирован в ячейке, которая была бы слева на фиг. 3В, а элемент 8' зафиксирован в ячейке, которая была бы справа. Для того чтобы смять макроскопическую сотовую конструкцию 20 в боковом направлении, необходимо деформировать или раздавить прилегающие поверхности четырех элементов 8, 8', 11, 11' цепи.
Технологическая схема альтернативного способа 100, который является одним из вариантов осуществления настоящего изобретение, изображена на фиг. 7В. Согласно этому варианту осуществления предусмотрена единственная операция разрезания, чтобы создать цепь из кубовидных элементов и одновременно выполнить частичное разрезание в области шарниров для обеспечения вставки одной цепи в другую. На стадии 110 непрерывно изготавливаемую многослойную панель или лист разделяют на полосы в продольном направлении. На стадии 111 полосы многослойной панели разрезают в поперечном направлении для образования полигональной цепи из кубоидов, связанных остающимися частями покрывающей оболочки в местах, где прорези образуют шарниры. В ходе одной и той же операции разрезания прорези прорезают полностью на протяжении половины ширины полосы, так что только некоторые части шарниров остаются целыми. На стадии 112 полосы из кубоидов складывают для образования полигональных полос в форме половинок шестигранника, удерживая и перемещая ближе друг к другу каждый четвертый кубоид. На стадии 113 полосы вставляют друг в друга таким образом, чтобы прорези в шарнирах одной полосы располагались поверх целой части шарниров второй полосы.
В объем настоящего изобретения также входят дополнительные альтернативные способы соединения цепей для образования макроскопической сотовой структуры. Например, адгезив или клей могут быть использованы между сопрягающимися поверхностями элементов 8 и 8' (не показано); альтернативно, может быть применена ультразвуковая сварка. Адгезиву или клею присущ недостаток, заключающийся в том, что они должны быть нанесены в ходе отдельной производственной стадии и могут попасть в нежелательные места. Кроме того, формируемую макроскопическую сотовую конструкцию необходимо неподвижно удерживать до тех пор, пока клей не засохнет. Предпочтительными пластмассовыми материалами для наружных пленок 12 и 14 могут быть полиэтилен или полипропилен, которые нелегко склеить из-за наличия низкоэнергетических поверхностей. Для более эффективного склеивания может быть рассмотрена возможность использования коронного или плазменного разряда для увеличения поверхностной энергии, что потребует введение еще одной дополнительной стадии обработки. Альтернативной этому является использование двухсторонней термоактивированной адгезивной ленты между соприкасающимися поверхностями элементов 8 и 8'. Использование термоактивированных двухсторонних адгезивных лент решает множество проблем, присущих обычным клеям или адгезивам, например, они более устойчивы к смещению и более просты в применении.
После того как макроскопический заполнитель будет изготовлен, одна или обе его основных поверхности могут быть покрыты пленками, листами или панелями, например, содержащими пластмассу, металл или волокна пленками или листами или слоями жесткого материала. Любые из них могут быть присоединены при помощи клея, адгезива или сварки к основной поверхности или поверхностям макроскопического заполнителя. Во время нанесения указанных выше поверхностных слоев или оболочек макроскопического заполнителя клей также может дополнительно связывать друг с другом стенки ячеек заполнителя. Если поверхностные слои или оболочки макроскопического заполнителя являются термопластическими материалами, например, термопластическими листами, термопластическими волокнистыми композитами или неткаными слоями, нанесенными при помощи тепловой сварки, они также будут сваривать друг с другом стенки ячеек макроскопического заполнителя в области отверстий ячеек для калибровки толщины макроскопического заполнителя. Во время процесса термического наслоения микроскопические ячейки в области отверстий макроскопических ячеек могут быть полностью закрыты расплавленным полимером. Для того чтобы получить макроскопический заполнитель, который затем будет покрыт связующими системами на основе термореактивной смолы, нетканый слой, например, из полиэтилентерефталата (ПЭТ), может быть присоединен при помощи сварки совместно с дополнительной термопластической пленкой или без нее к одной или обеим сторонам макроскопического заполнителя, чтобы обеспечить улучшенное сцепление без риска попадания смолы в макроскопические ячейки или микроскопические ячейки стенок. Такой материал также может быть использован в практических применениях, связанных с управлением ливневыми водами или стабилизацией гравийного покрытия.
Длина сотовой конструкции 20 зависит от количества добавляемых полос, при этом ширина полос определяется длиной полос.
Согласно вариантам осуществления настоящего изобретения, описанным со ссылкою на фиг.2, иерархический многослойный заполнитель 20 сформирован таким образом, что содержит макроскопические сотовые ячейки со стенками ячеек, изготовленными из многослойной панели или листового материала с мезоскопическим ячеистым заполнителем, при этом стенки ячеек из многослойной панели соединяются друг с другом в форме повторяющегося Y-образного пересечения с двумя плечами, образующими стенки ячеек одиночной толщины, и одним плечом, имеющим двойную толщину стенки, как изображено на фиг. 3В.
Если мезоскопический ячеистый заполнитель изготовлен из сотовой конструкции, состоящей из ячеек, продольная ось мезоскопических сотовых ячеек проходит предпочтительно перпендикулярно продольной оси макроскопических сотовых ячеек.
Еще один способ формирования таких многослойных заполнителей в соответствии с вариантами осуществления настоящего изобретения начинается с плоского листа 40 материала, как схематически изображено на фиг. 5. На фиг. 5 представлено сечение, проходящее через лист 40 материала, который будет использован для изготовления стенок ячеек макроскопического сотового заполнителя, как изображено на фиг. 6. Листовой материал 40 изготовлен из заполнителя 36, состоящего из мезоскопических ячеек (показаны в качестве вертикальных линий), такого как материалы с периодической решеткой, например, шести или четырехсторонние сотовые ячейки, или вспененный материал, при этом заполнитель 36 расположен между двумя пленками 32, 34, которые проходят, соответственно, сверху и снизу листа 40, как изображено на фиг. 5. Две пленки 32, 34 прочно, например неразъемно, присоединены к заполнителю при помощи любых подходящих средств, например, при помощи клея, звуковой сварки, тепловой пайки и аналогичных средств. Пленки 32 и 34 не должны полностью покрывать заполнитель при условии, что они покрывают достаточную площадь для обеспечения механической целостности, а также покрывают те части, которые впоследствии станут шарнирами.
Первоначально лист 40 является цельным и предпочтительно неэластичным или жестким или полужестким. Лист предпочтительно изготовлен из полимерного материала, такого как полиолефин, например полиэтилен (например, полиэтилен высокой или низкой плотности) или полипропилен, ударостойкий полипропилен или полиамин, полистирол (полистирен, пенообразный пластмассовый материал), поликарбонат или другие термопластические полимеры. Необязательно, такой материал может быть жесткой пластмассой с модулем упругости при изгибе или растяжении более 700 МПа при 23°С и 50% влажности в соответствии с методиками ASTM D747, D790, D638 или D882 (см. Сборник определений стандарта ASTM, Четвертая Редакция 1979 год для стандартов, действующих в настоящее время). Кроме того, могут быть использованы другие международные стандарты, такие как DIN, EN, ISO или ASTM, когда они являются эквивалентными. Необязательно, такой материал может быть полужесткой пластмассой с модулем упругости при изгибе или растяжении от 70 до 700 МПа при 23°С и 50% влажности в соответствии с методикой ASTM, такой как D747, D790, D638 или D882 (см. Сборник определений стандарта ASTM, Четвертая Редакция 1979 год для стандартов, действующих в настоящее время). Кроме того, могут быть использованы другие международные стандарты, такие как DIN, EN, ISO или ASTM, когда они являются эквивалентными. В целом, ISO 527-1 и 5272 считаются эквивалентными ASTM D638 для измерения модуля упругости на растяжение. ISO 1781993 считается эквивалентным ASTM D790 для измерения модуля упругости при изгибе. Кроме того, под объем настоящего изобретения также попадают различные виды металлической фольги (например, алюминиевая фольга) и композитные слои (например, армированные волокном слои). Любая из пленок, используемых при изготовлении листа 40, может быть изготовлена из одного или нескольких слоев, например, в виде слоистого материала.
Затем лист 40 разрезают, нарезают, разделяют на блоки, распиливают или подвергают воздействию других средств субстракивной обработки, чтобы удалить материал из него под некоторым углом, частично углубляясь в лист 40, с образованием прорезей 21, 23, 25, 27, 29 для формирования полигональной цепи из выпуклых многогранников с пятью или шестью четырехугольными гранями, таких как кубоиды 22, 24, 26, 28, которые соединены остающимися частями покрывающей пленки 32 и/или 34 в области прорезей для образования шарниров. Например, рассмотрим фиг. 5, 6 и 7а или 7b, стадии способа 100 любого из вариантов осуществления, описанных выше в отношении фиг. 7А и 7В, также могут быть использованы в этом варианте осуществления.
Частично разрезанный лист 40 характеризуется наличием, например, двух параллельных прорезей 21 и 23, выполненных под углом приблизительно 30-40° к вертикали, как показано на фиг. 5, или, например, под углом в диапазоне 25-50°. Прорези 21 и 23 формируют левую и правую границы, соответственно, первого кубовидного элемента цепи 22. Боковые стороны элемента 22 имеют форму параллелограмма, тогда как верхняя, нижняя и торцевые поверхности имеют форму прямоугольников. Прямоугольники могут быть квадратами. Как можно видеть на фиг. 6, прорезь 23 выполнена в нижней части листа, т.е. прорезана через покрывающую пленку 34. Прорези 23 и 25 представляют собой границы еще одного элемента 24 цепи, смежного с элементом 22. Если смотреть сбоку, то элемент 24 имеет форму треугольника. Указанный элемент также характеризуется наличием нижней и торцевых поверхностей, которые представляют собой прямоугольники. Прорези 25 и 27 представляют собой границы еще одного элемента 26 цепи, смежного с элементом 24. Боковые стороны элемента 26 имеют форму параллелограмма, тогда как верхняя, нижняя и торцевые поверхности имеют форму прямоугольников. Прямоугольники могут быть квадратами. Элемент 26 отличается от элемента 22 тем, что углы наклона прорезей 25 и 27 противоположны углам наклона прорезей 21 и 23 относительно вертикали. Прорезь 27 выполнена в верхней части листа, т.е. прорезана через пленку 32. Прорези 27 и 29 представляют собой границы еще одного элемента 28 цепи, смежного с элементом 26. Боковые стороны элемента 28 имеют форму треугольника, тогда как нижняя и торцевые поверхности имеют форму прямоугольников. Прямоугольники могут быть квадратами. Элемент 28 отличается от элемента 24 тем, что углы наклона прорезей 27 и 29 противоположны углам наклона прорезей 23 и 25 относительно вертикали, так что образуется перевернутый треугольник. Прорезь 29 выполнена в верхней части листа, т.е. прорезана через лист 32.
Хотя описанный выше процесс предусматривает выполнение прорезей, которые лишь частично проходят через лист 40, такая же цепь из элементов может быть получена путем выполнения прорезей через всю толщину листа, а затем соединения полученных элементов друг с другом при помощи клейкой пленки в месте каждого шарнира, тем самым воссоздавая шарнирно-сочлененную цепь.
В результате процесса согласно этому варианту осуществления была создана последовательность относительно жестких или полужестких выпуклых многогранников с шестью четырехугольными гранями, таких как кубовидные элементы, которые соединены при помощи шарниров, где точка соединения одного элемента со следующим элементом, в которой образуется шарнир, периодически переходит между верхней частью и нижней частью элементов (как изображено на фиг. 5). Это позволяет повернуть и сложить цепь из элементов с образованием V-образной формы, как изображено на фиг. 6А и 6В. На фиг. 6А представлены элементы 22', 24', 26' и 28' с прорезями 22', 23', 25, 27', 29'. В случае более длинной цепи V-образная форма будет повторяться.
После этого две цепи V-образной формы, как изображено на фиг. 6А и 6В, вставляют друг в друга, чтобы образовать макроскопическую сотовую структуру 60, как изображено на фиг. 6С.
Любой конец структуры 60 может быть продлен путем соединения цепей, изображенных на фиг. 6А или 6D, с соответствующим концом структуры 40. Для пояснения процедуры вставки следует отметить, что шарниры, образованные прорезями 27 и 29 на фиг. 6А, разрезаны частично снизу вверх до приблизительно 50% высоты шарнира, как изображено на фиг. 3А, с образованием прорезей 27 и 29, при этом шарниры 27' и 29' на фиг. 6В прорезаны сверху вниз, как изображено фиг. 3А, с образованием прорезей 27' и 29'. Это позволяет вставить цепи 40 и 40' друг в друга. Полосы вставляют друг в друга таким образом, чтобы прорези в шарнирах одной полосы располагались поверх целой части шарниров второй полосы.
Настоящее изобретение также относится к способам изготовления и оборудованию для изготовления сотовых конструкций в соответствии с любым из вариантов осуществления настоящего изобретения и, в частности, со способами, изображенным на фиг. 7А или 7В.
Оборудование для получения листа 10, изображенного на фиг. 4, или листа 40, изображенного на фиг. 5, включает в себя направляющие, служащие для направления листа 10, изображенного на фиг. 4, или листа 40, изображенного на фиг. 5, к режущему оборудованию (не показано). Рассмотрим фиг. 8, режущее оборудование 50 в соответствии с вариантами осуществления настоящего изобретения включает в себя один или несколько инструментов для резки с первыми ножами 51, которые закреплены в держателе 58 инструмента, для разрезания полос 15 по толщине, чтобы создать прорези, такие как прорези 1, 3, 5 и т.п., изображенные на фиг. 4, и прорези 21, 23, 25 и т.п., изображенные на фиг. 5. Для осуществления этого ножи наклонены под углами тета и тета'. Эти углы предпочтительно составляют приблизительно 30-40°, например, находятся в диапазоне от 25 до 50°. Рассмотрим фиг. 8, вторые ножи 52, закрепленные в держателе 58 инструмента, предусмотрены для разрезания шарниров полосы, созданных первыми ножами, до приблизительно половины ширины (т.е. полного разрезания полос на протяжении половины их ширины). Для обеспечения этого вторые ножи 52 режут на более низком уровне, чем первые ножи 51. Ножи могут характеризоваться толщиной, например, 0,1 мм, которая может иметь место в случае лезвия бритвы, при этом в случае более прочных материалов могут быть использованы более толстые ножи толщиной 1-3 мм.
На фиг. 8 представлен инструмент для резки с множеством первых ножей 51 для разрезания нескольких полос 15 по толщине и множеством вторых ножей 52 для полного разрезания полос на протяжении половины их ширины. Для обеспечения этого вторые ножи 52 режут на более низком уровне, чем первые ножи 51.
Инструменты для резки также снабжены генераторами колебаний, т.е. средствами для создания колебательного движения, при этом альтернативно могут быть использованы поворотные ножи. Прорезание каждой из разнесенных параллельных полос при помощи одного набора ножей позволяет осуществлять одновременное полное разрезание полос на протяжении половины ширины полосы вспомогательными ножами 52 при небольших амплитудах колебательного движения. Небольшие амплитуды в области только части ширины полосы, равные толщине макроскопического сотового заполнителя, позволяют быстро выполнить операцию разрезания. Ножи могут характеризоваться толщиной, например, 0,1 мм, которая может иметь место в случае лезвия бритвы, при этом в случае более прочных материалов могут быть использованы более толстые ножи толщиной 1-3 мм.
Рассмотрим фиг. 9, в одном инструменте могут быть использованы несколько пар ножей, расположенных вдоль продольного направления полос. Это обеспечивает выполнение нескольких прорезей на протяжении определенной длины полосы 15 в ходе одной операции. Нижние и верхние прорези в полосах могут быть выполнены за одну операцию либо в ходе перемещения ножей с одной стороны (для выполнения прорезей с одной стороны), либо в ходе перемещения ножей с противоположной стороны (для прорезей с противоположной стороны). Как изображено на фиг. 9 и 11, положение ножей 51 и 52, т.е. расстояние «а», предпочтительно выполнено регулируемым в отношении расстояния между соседними ножами или между наборами нож. Кроме того, предпочтительно предусмотрена регулировка углов тета и тета' (см. фиг. 9).
Ножи предпочтительно являются достаточно длинными, в результате чего концы вторых ножей все еще полностью погружены в полосу, когда передние концы лезвий первых ножей проходят через полосы. Это будет обеспечивать безопасное извлечение ножей из полос (см. фиг. 10). Ножи могут характеризоваться толщиной, например, 0,1 мм, которая может иметь место в случае лезвия бритвы, при этом в случае более прочных материалов могут быть использованы более толстые ножи толщиной 1-3 мм.
Любые из ножей 51 и/или 52 могут быть статичными, поворотными или совершающими колебательные движения ножами. В результате резки полос 15 происходит формирование полосы из выпуклых многогранников с пятью или шестью четырехугольными гранями, таких как кубоиды, которые соединены шарнирами.
Оборудование дополнительно сконфигурировано таким образом, чтобы подобные выпуклые многогранники с пятью или шестью четырехугольными гранями, такие как кубоиды с трапециевидными поверхностями (каждый четвертый из выпуклых многогранников с пятью или шестью четырехугольными гранями, таких как кубоиды), перемещались ближе друг к другу, находясь на одной линии. В результате этого перемещения шарниры открываются и выпуклые многогранники с пятью или шестью четырехугольными гранями, например, кубоиды, образуют полигональную цепь, характеризующуюся, например, рисунком в форме половинок шестигранника или зигзагообразным рисунком. Расстояние между каждым из выпуклых многогранников с пятью или шестью четырехугольными гранями, например, кубоидов, которые расположены в одну линию, должно быть равномерно уменьшено, например, до приблизительно 75% от исходного значения.
Рассмотрим фиг. 11, механизм, снабженный захватами 54, точками 55 вращения и подвижными штангами 56, используют для складывания полосы 15 полигональной цепи и расположения выпуклых многогранников с пятью или шестью четырехугольными гранями, например, кубоидов, таким образом, чтобы обеспечить возможность вставки первой и второй полос 15 друг в друга. Прорези в шарнирах одной полосы перемещают над целыми частями шарниров второй полосы и совмещают с ними. В результате этого вторая полоса уже является частью макроскопической сотовой конструкции и, следовательно, располагается корректно.
Полосы, которые уже являются частью макроскопической сотовой конструкции, остаются в корректном положении благодаря точной посадке кубоидов в области шарниров. Механизм 54, 55, 56 складывания сжимается подобно гармошке, как изображено на фиг. 11, чтобы создать сложенную W-образную форму, изображенную на фиг. 2А, или V-образную форму, изображенную на фиг. 6А. Выполнение небольшого наклона выпуклых многогранников с пятью или шестью четырехугольными гранями, например, кубоидов, поможет упростить нахождение щелей. Оборудование включает в себя исполнительные механизмы для опускания второй полосы на первую полосу таким образом, чтобы проходящая вдоль половины ширины прорезь одной полосы располагалась поверх остающейся неразрезанной части пленки релевантного шарнира другой полосы, как схематически показано на фиг. 3А.
Длина полос определяет ширину готового иерархического сотового заполнителя. Таким образом, производственная ширина непрерывно изготавливаемого материала многослойной панели, из которого формируют стенки ячеек, не ограничивает размер макроскопического сотового заполнителя. Для того чтобы получить иерархические сотовые конструкции с большими значениями ширины, оборудование может удерживать последние полосы до тех пор, пока следующие полосы не будут вставлены в них для обеспечения точного расположения каждого шарнира. В этом случае может быть использована попеременная вставка полос снизу и сверху при помощи складывающего механизма и захватов, расположенных с каждой из сторон, как схематически изображено на фиг. 12.
Непрерывная вставка полос обеспечивает производство иерархической сотовой конструкции в соответствии с любым из вариантов осуществления настоящего изобретения в качестве непрерывного бесконечного полотна, которое имеет большую ширину и перемещается перпендикулярно направлению производства материала многослойной панели стенок ячеек, который может производиться непрерывно с меньшей шириной. Заполнитель, изготовленный из термопластического многослойного материала стенок ячеек, состоящего из термопластических пленок, в соответствии с любым из вариантов осуществления настоящего изобретения, может быть дополнительно обработан на автоматической линии путем нанесения покровного листа по меньшей мере на одну основную поверхность заполнителя. Покровный лист может представлять собой одну или несколько термопластических макроскопических оболочек или один или несколько металлических, волоконных, деревянных, пластмассовых или композитных слоев для создания многослойных панелей с иерархическим сотовым заполнителем второго порядка.
Например, иерархическая сотовая конструкция, изготовленная из полимерных пленок в соответствии с вариантами осуществления настоящего изобретения, такая как иерархическая сотовая конструкция, изготовленная из полипропиленового многослойного материала стенок ячейки, состоящего из полипропиленовых пленок, может быть дополнительно обработана путем покрытия одним или несколькими покровными слоями, например, полиэтиленовыми неткаными слоями, чтобы облегчить сцепление со слоями макроскопической оболочки. Во время процесса покрытия верхние части стенок ячеек могут быть нагреты до состояния плавления, в результате чего стенки ячеек сплавляются друг с другом с незначительным уменьшением их толщины. Большая толщина стенок ячеек обеспечивает более легкое сцепление с оболочками по сравнению с традиционными сотовыми заполнителями.
Реферат
Предложен иерархический многослойный заполнитель в форме сотовой конструкции, т.е. заполнитель, характеризующийся наличием материалов с повторяющейся и периодической решеткой. Многослойный заполнитель может быть выполнен из макроскопической сотовой структуры с многослойными стенками ячеек, характеризующимися наличием мезоскопического ячеистого заполнителя. Согласно некоторым вариантам осуществления настоящего изобретения продольные оси ячеек мезоскопического ячеистого заполнителя могут проходить перпендикулярно продольным осям ячеек макроскопической сотовой структуры. Альтернативно, если используют вспененный заполнитель, характеризующийся наличием мезоскопических ячеек, форма мезоскопических ячеек может быть получена во время процесса вспенивания, так что они будут вытянутыми перпендикулярно продольной оси ячеек макроскопической сотовой структуры. 2 н. и 13 з.п. ф-лы, 18 ил.
Комментарии