Способ изготовления рифленых труб и рифленые трубы, изготовленные этим способом - RU2142092C1
Код документа: RU2142092C1
Чертежи



Описание
Настоящее изобретение относится к способу изготовления рифленых труб и рифленым трубам, изготовленным этим способом, причем труба состоит из внутренней трубы, гофрированной внешней трубы и пластикового слоя между ними.
В патентах Финляндии N 60 825, 74 654 и 77 405, например, описываются линии изготовления гофрированных труб, в которых пластифицированная пластмасса экструдируется соплом между движущими формирующими средствами, прижатыми друг к другу, для получения напрерывной рифленой трубы. Это решение позволяет производить высококачественные, экономически эффективные рифленые трубы.
С целью экономии веса и дорогостоящего сырья, рифленые трубы изготавливаются также в виде двухстенной трубы; при этом внутренняя труба представляет собой обычную трубу с гладкой поверхностью, а внешняя труба представляет собой гофрированную трубу, сформированную на внешней (см., например, европейскую заявку N ЕР 385 465). Для труб, изготовленных по этой технологии, исследовалось применение повторно используемого пластика, так что внешняя труба может быть изготовлена из пластика вторичного использования. Гофрированный пластик вторичного использования может заменить внешнюю трубу по заявке N ЕР 385 465 или же он может применяться во вспененном состоянии для формирования гофрированного профиля, наполненного пеной, на внутренней трубе.
Недостатком этих труб является низкая и иногда непредсказуемая механическая прочность вторично используемого пластика. По этой причине такие трубы нельзя использовать в случаях, когда труба должна соответствовать техническим требованиям, предъявляемым к стандартным трубам.
Известны также решения, в которых слой вторично используемого пластика располагается между гладкой внутренней трубой и гофрированной внешней трубой (см. выложенную заявку Германии N 41 28 654). Это решение имеет тот недостаток, что при прижатии внешней трубы к слою пластика вторичного использования для соединения между слоями образуются значительные области смещенного пластика вторичного использования на внутренних частях гофр внешней трубы. Эти области не принимают участия в несущей способности трубы и лишь придают трубе ненужный дополнительный вес.
Наконец, труба, описанная в патенте США N 5 324 557, представляет собой пример "оребренной трубы", содержащей пластик вторичного использования. В этой трубе слой, который может быть изготовлен из вторично используемого пластика, находится между внешней трубой, имеющей ребра, и внутренней трубой. Как указано в этом документе, гофрированная труба отличается от оребренной трубы своей структурой и характеристиками. Поскольку ребра в оребренной трубе всегда заполнены, описанная выше проблема слипания, встречающаяся при использовании пластика вторичной переработки, здесь не возникает.
Задача настоящего изобретения - создать способ изготовления рифленой трубы и рифленую трубу, изготовленную этим способом, свободные от указанных выше недостатков и позволяющие применять вторично используемый пластик в рифленых трубах более эффективно и более гибко, чем это раньше считалось возможным. Способ, соответствующий изобретению, отличается тем, что отдельные слои пластика формируются на внешней поверхности внутренней трубы и внутренней поверхности внешней трубы, причем эти отдельные слои прикрепляются друг к другу по меньшей мере на внутренних частях гофр внешней трубы при соединении внутренней и внешней труб.
Наиболее значительным преимуществом изобретения является то, что внешнюю трубу можно сделать тоньше, чем раньше, поскольку на ее внутренней поверхности имеется отдельный опорный слой с повышенной стойкостью, в частности, к короблению. Кроме того, когда внутренняя и внешняя трубы сходятся друг с другом, не происходит слипания и образования дефектных областей, но весь пластиковый материал трубы принимает участие в несении внешних или внутренних нагрузок. Дополнительные преимущества проистекают из того, что, используя отдельные слои, можно индивидуально задавать характеристики толщины слоя и его материала. Это дает значительные преимущества, так как, регулируя количество и плотность пены, можно легко изменять жесткость колец трубы, не меняя ее общие размеры, такие как внешний и внутренний диаметр. Конструирование обычной рифленой двухстенной трубы определяется требуемой жесткостью колец и тем, чтобы гофры не коробились при нагрузках. Когда необходимо получить трубу малого веса, оптимальную геометрию трубы можно выбирать только в очень узком диапазоне. Преимущество изобретения заключается в том, что вспененные опорные слои позволяют выбирать геометрию в более широком диапазоне при неизменных внешних размерах трубы. В предпочтительном варианте осуществления изобретения, когда пена легкая и тонкая, труба имеет жесткость, например 4 кН/м2. Увеличивая количество и плотность пены,. жесткость можно увеличить до четырехкратной величины, если предусматриваются применения, требующие больших нагрузок, в то время как размеры трубы остаются теми же. Таким образом, можно применять соединительные элементы тех же размеров, т.е. можно соединять самые разные трубы, пользуясь одним и тем же набором соединительных элементов и уплотнений. Обычно это невозможно, так как трубы различных классов жесткости имеют разный либо внутренний, либо внешний диаметр, и при этом желательно сохранять низкий вес. Таким образом, при использовании опорной пены применение одной и той же геометрии в различных классах жесткости влечет за собой гораздо менее суровое "наказание".
Другие предпочтительные варианты осуществления изобретения и трубы, изготовленные изобретенным способом, характеризуются дополнительными пунктами формулы изобретения.
Перечень фигур чертежей:
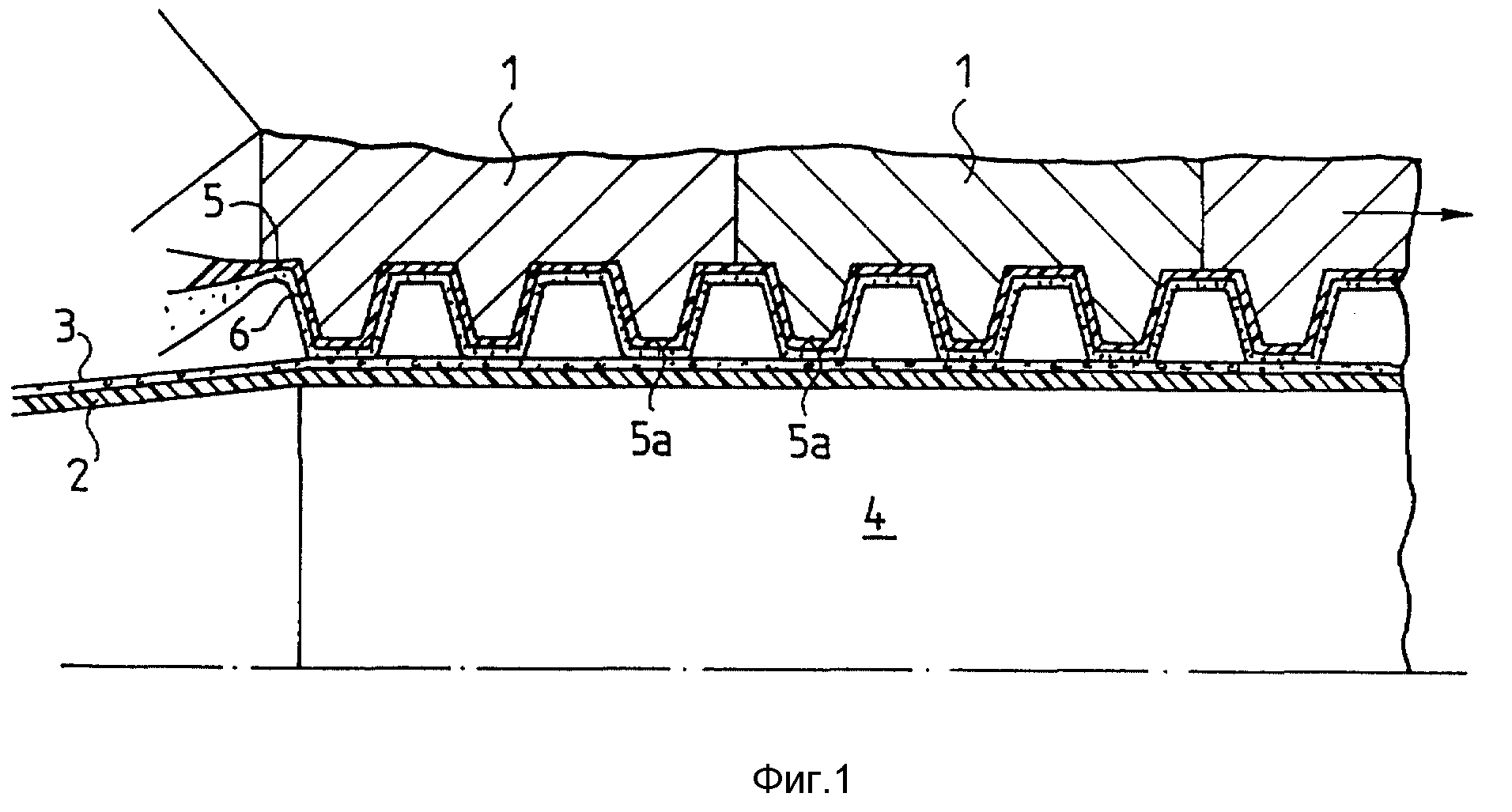
фиг. 1 - общий вид операции изготовления рифленой трубы;
фиг. 2 - вариант рифленой трубы, соответствующей изобретению;
фиг. 3 - другой вариант
рифленой трубы, соответствующей изобретению;
фиг. 4 - еще один вариант рифленой трубы, соответствующей изобретению.
Примеры конкретного выполнения.
Гофрирующая машина, показанная на фиг. 1, имеет два, находящихся друг над другом пути вращения кокильных форм 1, т.е. кокильные формы движутся в направлении стрелки (здесь показаны только верхние части их траектории). Кокильные формы сообщают рифленой трубе ее внешнюю форму. Основные функции такой производственной машины очевидны для специалистов и не будут здесь подробно объясняться. В соответствии с изобретением гладкая внутренняя труба 2 и слой 3, предпочтительно из вспененного вторично используемого пластика, сформированного на ней, вводятся из совместного экструдера, например, в оправку 4 гофромашины. Одновременно внешняя труба 5 и слой 6, также предпочтительно из вторично используемого пластика, сформированный на внутренней поверхности внешней трубы 5, подводятся к поверхностям движущихся кокильных форм 1. Слои 5 и 6 могут удерживаться прижатыми к поверхностям кокильных форм за счет приложения положительного давления в пространстве между оправкой 4 и слоями и/или создания отрицательного давления между слоями и кокильными формами 1, как описано в патенте США N 4 865 797.
Слои пластика 3 и 6, сформированные на внешней поверхности внутренней трубы 2 и на внутренней поверхности внешней трубы 5, прикрепляются друг к другу в гофромашине по меньшей мере на внутренних участках 5а внешней трубы 5. Поскольку слои 3 и 6 находятся в мягком состоянии и, возможно, вспенены, они прикрепляются друг к другу без какой-либо необходимости прессования, что позволяет избежать образования нежелательных дефектных участков.
На фиг. 2 показан более крупно вариант осуществления трубы, соответствующей изобретению, в которой слой вспененного пластика 3, сформированный на внешней поверхности внутренней трубы 2, имеет иную структуру пористости, нежели слой вспененного пластика 6, сформированный на внутренней поверхности внешней трубы 5. Вследствие использования при формировании слоя 6 сравнительно мелкопористой пены в гофрах трубы образуется более жесткая структура, чем при использовании метода вспенивания, дающего большое количество пены с крупными порами. Это является положительным качеством, так как за счет этой более жесткой структуры можно уменьшить толщину более дорогостоящей внешней трубы и снизить опасность коробления гофр. Кроме того, чем жестче и толще стенка, тем меньше тенденция стенки трубы к короблению. Пластиковый слой 3 не подвержен риску коробления, поэтому для него можно использовать более крупнопористое вспенивание.
Одной из проблем данной технологии является то, что механическая прочность пены уменьшается быстрее, чем ее плотность, в зависимости от степени вспенивания. Другими словами, если плотность пены равна, например, половине плотности пластика, ее механические свойства составляют, вероятно, только одну треть их исходного значения. В частности, ухудшаются свойства долгосрочной прочности, такие как сопротивление ползучести. Сейчас неожиданно установлено, что путем образования поперечных связей в полиолефиновой пене, например, полиэтиленовой или полипропиленовой, свойства сопротивления ползучести можно значительно улучшить. Таким образом, свойства пены, получаемой на основе пластиковых отходов, которые имеют неоднородные характеристики, можно довести до уровня, который обеспечит необходимую надежность конструкции в плане долгосрочной прочности.
Слои можно вспенивать обычным химическим методом, в котором к пластику добавляется вспенивающий химикат, вследствие чего пластик вспенивается, когда его впрыскивают в зону формирования, где давление ниже.
Альтернативный метод заключается в механическом добавлении газа во вспениваемый слой в насадке или экструдере. В зоне формирования в гофрирующей машине, где давление становится меньше, газ расширяется и вспенивает пластик.
При желании в пластики, из которых формируются вспененные слои, можно добавлять агенты, образующие химические поперечные связи (сшивающие агенты), такие как перекиси или азосоединения. Характеристики слоя вспененного пластика с поперечными связями становятся однородными, что улучшает его качество и свойства ползучести. Степень сшивания поперечными связями можно легко регулировать в зависимости от желаемых характеристик. Обычная напорная труба из полиэтилена с поперечными связями требует степени поперечного сшивания около 70%, что позволяет получить хорошие прочностные свойства. В канализационных трубах степень образования поперечных связей 30-60% уже существенно улучшает свойства ползучести.
На фиг. 3 показан в более крупном масштабе еще один вариант трубы, соответствующей изобретению, в которой пластиковый слой 7 сформирован на внутренней поверхности внешней трубы 5. Пластиковый слой заполняет пространство между ребрами внешней трубы и внутренней трубой практически полностью. Таким образом, когда пластиковый слой 7 вспенивается, легко получить положительное давление, эффективно прижимающее ребра внешней трубы к рабочим поверхностям кокильных форм 1, одновременно получая очень хорошую отделку внешней поверхности рифленой трубы. Риск коробления гофр в такой структуре практически исключен, что имеет особенно важное значение, когда между ребрами помещают сравнительно жесткую резиновую уплотняющую прокладку. В обычной двухстенной трубе гофры будут легко подаваться под давлением на их боковые стороны, что уменьшает давление на поверхность резинового уплотняющего кольца.
В варианте, изображенном на фиг. 4, пенистый слой 7 внутри гофра полый.
Специалисты в данной области техники без труда поймут, что изобретение не ограничивается приведенными примерами и что варианты его осуществления могут быть различными в пределах объема приводимых ниже пунктов формулы.
Реферат
Изобретение предназначено для изготовления многослойных рифленых труб. Труба содержит внутреннюю трубу, гофрированную внешнюю трубу и пластиковый слой между ними. Отдельные слои пластика сформированы на внешней поверхности внутренней трубы и внутренней поверхности внешней трубы. Отдельные слои пластика прикрепляются друг к другу по меньшей мере на нижних участках гофра внешней трубы при соединении внутренней и внешней труб. В результате достигается возможность применять вторично используемый пластик в рифленых трубах более эффективно и более гибко. 2 с. и 13 з.п. ф-лы, 4 ил.
Комментарии