Способ изготовления термоусаживающихся сварочных муфт из термопластов - SU1211079A1
Код документа: SU1211079A1
Описание
I
,12
Изобретение относится к изготовлению предварительно отформованных элементов с внутренними напряжениями, в частности термоусаживающихся сварочных муфт из термопластических материалов , используемых для сварки труб,
Целью изобретения является повышение производительности процесса из готовления сварочных муфт.
Указанная цель достигается за счет сокращения времени на изготовление муфты, так как исключаются операции охлаждения заготовки после радиального растяжения и нарезания пазов на внутренней поверхности трубчатой заготовки, при этом закрепление проволоки осуществляют сразу же после ее деформирования.,
На чертеже схематично изображен процесс изготовления муфты.
Предлагаемый способ изготовле™ ния термоусаживающихся сварочных муфт из термопластов осуществляют следующим образом.
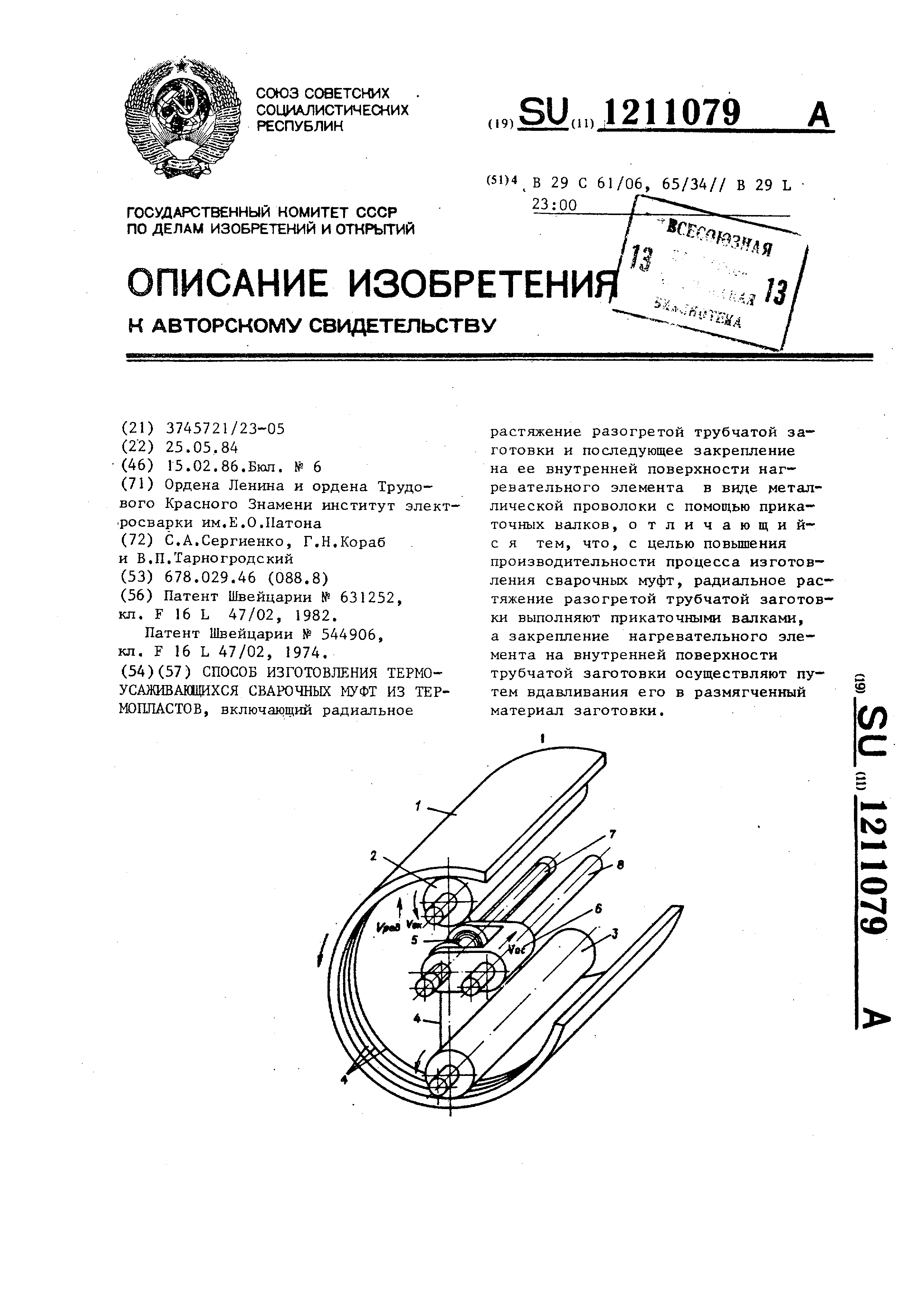
Из трубы вырезают требуемой длины термопластичную трубчатую заготовку, которую затем разогрева ют до требуемой температуры (на 3-5° ниже температуры плавления для кристаллизующ11хся полимеров, а для аморфных - несколько выше температуры размягчения), Разогретую трубчатую заготовку 1 одевают на прогре- .тые теплоносителем параллеп:ьно установленные прикаточные валки 2 и 3. Температура прогрева валков не доллс- на превьшать температуру пл:авления (или размягчения) материала заготовки . Деформирование заготовки 1 осу ществляют путем радиального растяжения ее на валках 2 и 3, гфиводи- мых во вращение в одну сторону с оди наковой скоростью причем лок 3 при этом удаляется от валка 2 в радиальном направлении со скорость Vpa-. Параллельность взаимного расположения валков при этом сохраняется . Растяйсение заготовки 1 продолжается до тех пор, пока ее размеры не достигнут требуемых значений, после чего прекращают радиальное перемещение валка 3. Затем при продолжающемся вращении разогретой заготов-
ВНШПИ Заказ 589/20 Тираж 640 Подписное Филиал ППП Патент, г.УжгороДд ул.Проектная, 4
92
ки 1 на ее внутренней поверхности закрепляют нагревательный элемент в виде металлической проволоки 4. Для . этого последнюю пропускают под вал-
ком 2, который вдавливает ее в размягченный материал заготовки. Для достижения надежного сварного соединения полимерных труб необходимо обеспечить постоянство щага намотки
проволоки, являющейся закладным нагревательным элементом.
Для этого бухта 5 проволоки, свободно установленная на каретке 6, перемещается вдоль оси.трубчатой за-
готовки 1 по приводимому во вращение ходовому винту 7.
Ходовой винт 7 и ось 8, являющаяся направляющей для каретки б, уста-
новлены параллельно прикаточным валкам 2 и 3. Каретка перемещается вдоль оси заготовки 1 с постоянной скоростью VDK После закрепления на внутренней поверхности трубчатой
заготовки 1 проволоки 4 вращение ходового винта 7 прекращается. Затем при.продолжающемся вращении муфты на валках 2 и 3 ее охлаждают. После полного остывания готовую муфту сни-
мают с валков.
Пример. Сварочная муфта изготавливалась из трубы ПЭНД ф 355 мм с толщиной стенки 13,7 мм. Трубчатая заготовка длиной 500 мм предва- рительно прогревалась до температуры 120°С и одевалась на два валка ф 125 мм и длиной 600 мм, установленные на расстоянии 200 мм друг от друга . Валки прогревались диркулируюдрим маслом до 90°С„После одевания заготовки на прикаточные валки последние приводились во вращение со
скоростью VDK. 0 об/мин, ПрИ ЭТОМ
нижний валок перемещался в радиаль- ном направлении со скоростью Урад 200 MM/NmH. Вытяжка заготовки осуществлялась до тех пор, пока расстояние ме-жду валками не достигло 230 мм. На внутренней поверхности разогре- той втулки закрепляли нихромовую проволоку 0 0,7 мм с шагом намотки 5 мм, после чего вращающаяся муфта охлаждалась обдувом воздухом в течение 7 мин о
Реферат
Комментарии