Форма для изготовления контактных линз - SU674658A3
Код документа: SU674658A3
Описание
Изобретение относится к области переработки полимерных материалов в изделия, в частности к формам для изготовления линз.
Известна форма для изготовления контактных линз, содержащая матрицу и пуансон с кольцевым зазором между ними 1. Во время полимеризации происходит усадка материала, которая приводит к образованию кромки неправильной конфигурации. Такая кромка может быть удалена резанием, но это приводит к образованию кромки значительной толщины, которая задевает за веки во время движения и вызывает смещение линзы.
Известна форма для изготовления контактных линз, содержащая соосно расположённые матрицу и пуансон, выполненные с боковыми поверхностями цилиндрической форкол и формующими поверхностями заданной кривизны и установленные с зазором по боковсй поверхности 2).
Данное устройство является наиболее близким к изобретению по технической сущности и достигаемому ре-, зультату.
Контактные линзы, полученные в известной форме, требуют механической обработки для получения поверхности с заданными чистотой и ра мераъш крсжки.
Цель изобретения - повышение чистоты поверхности и точности размеров линзы.
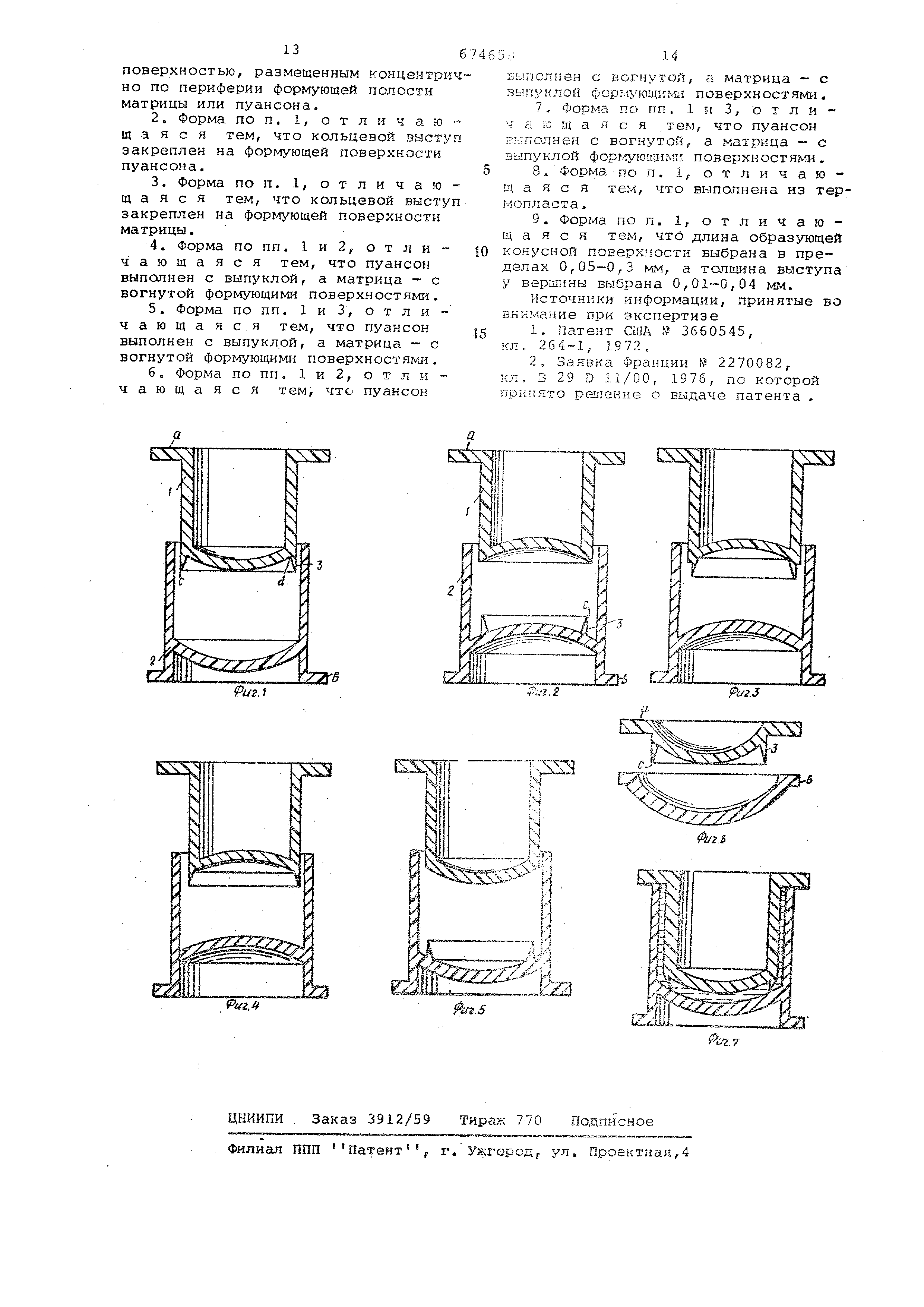
Поставленная цель достигается тем что форма снабжена упругим кольцевым вьютупсм с внутренней конусной поверхностью , размещенным концентрично по периферии формующей полости матрицы или пуансойа, Копьг.евсэй выступ закреплен на формующей поверхности пуансона. Кольцевой выступ закреплен на формующей поверхности матрицы. Пуансон выполнен с выпуклей, а матрица - с вогнутой формующими поверхностяиш . Пуансон выполнен с вогнут й1, а матрица - с выпуклой формующии поверхностями. Форма выполнена из термопласта. Длина образующей конуснсй поверхности выбрана в пределах 0,05-0,3 мм, а толщина выступа у верищны выбрана 0,01-0,04 мм.
На фиг. 1 изображена форма, в которой пуансон имеет выпуклую формующую поверхность с кольцевым выступом, а матрица - вогнутую повед хнрсть; на фиг. 2 - , в которой пуансон имеет вогнутую формующую поверхность, а матрица - выпуклую поверхность с кольцевым выступом; на фиг. 3 - форма подобнаформе на фиг. 2, но кольцевой выступ выполнен на пуансоне; на фиг. 4 - вариант формы, показанной на фиг. 3; на фиг. 5 - форма подобна форме на фиг. 1, но кольцевой выступ закреплен на формующей поверх ности матрицы; на фиг. 6 - уггрш анны вари аи Т конструкции, представленной на фиг. 1; на фиг. 7 - форма в сомкнутом состоянии, где кольцевой изогнут. . - . Более подробно будет описана наиболее предпочтительная конструкция представленная на фиг. 1., причем опи сание в равной степени относится ко всем доугим вариантам, представленным на других чертежах. Формасодержит пуансон I и матрицу 2, выполненные с боковыми поверхностями цилийдрической формьч и фор мующиг«1 .поверхностями заданной кривизны и установленные с зазором по боковой поверхн ости. . Пуансон выпсхЯнен с опорным буртом , аматрица - с буртом Ь. ;. В предпочтительном варианте ци- линдрйческая часть пуансона может быть выполнена попой с,целью экрйомйи материала Кривизна вогнутой, и выпуклой поверхностей матрицы и пуансона определяются в соответствии с требЬв.анйями К изготавливаемым . Крит виэна мсж.ет быть полностью сферическойили-несферичейкой . или; друге. Кроме того, поверхность может быть торовой в центральной зоне однако, периферийная часть дшжна быть расположена симметричн6 отнЬсительйо цёнтральйой оси достижения правильного сопряжения с бурте. -;.:-,. ;v:.;-,.-.--;-;- .,:,.„ ..,.,, .-... Упругий кольцевой выступ 3 вйпоЛ ней заодно с матрицей или1йуа й6ШЬм Кривизна формованной ПОЙё рхнёсти является заданной и может изменяться таким образом, как и кри визна поверхйостй пуансона. Ёдинственное ограничение, установленнсэе Для BSaHNfeJoro соотношения кривизны поверхностей матрицы и пуансона заклю4аётся в Том, что изделием должна явиться . контактнаялинза, У Rpторой вбгнутая поверхность контакти рует с гяазнш яблоком пациента; а ййпуклая поверхность - с йнутренней ч4стью века пациента. Пуансон устанавливается в матрице так, чтобы вершина выступа 3 обода расположенного пе ферийно вокруг формовочной поверхности пуансона, лишь касалась формующей поверхности матрицы форки В этой точке избыточный формовочный материал выдавливается цштинд рическими поверхноСТЯШ матрицы и пуансона. В вариантах, показанных н чертежах, отсутствуют выходные кана лы в этих цилиндрических частях. Тем не менее формы, имеющие такие каналы , подпадают йод формулу изобретения . Они не используются в предпочтительных вариантах изобретения. Во время, формовки формовочный материал будет иметь усадку, причем эта усадка.может составить 20% от оёъе.ма формовочного материала, первоначально находящегося между формующими поверхностями. Так как такая .усадк .а осуществляется в полностью замкнутрм пространстве, то образуется раз режение , которое компенсируется внешним атмосферным давлением, заставляя обе части формы перемещаться навстречу одна другой. Упругость кольцевого выступа позволяет частям формы таким образом более плотно и равномерно, сблиясаться друг с другом. В случае необходимости для более тесного сбли .жепия формовочных поверхностей может быть использовано внешнее давление. Однако такое применение внешнего .давления не/является обязательным, хотя в определенных случаях это может привести к Лучшим результатам, работа устройства рсущвс.твляется без приложени я БЙ ешн его давления. При з анершенин стадии формовки.форма, показан .иая . ,1, представляет собой наиболее предпочтнтельньй вариант изобретен.ня в том смь)1сле, чтр это наиболее простой предпочтительный варнант изобретений, который может -применяться в прризводстбё. .Тем не менее изобрете|1ке не ограничивается даннымвариа.нтом изобретения. В упрощенной конструкции, представленной на рис..6, цилиндрическая . часть пуансона и цилиндрическая часть матрицыисключены, так что опорные а и Ь. пуансона .и матрицы взаимодейсТвуют .непосредственно .друг с другом. .Хотя эта конструкция отвечает основным отличительным призна кам изобретения, однако предпочтительны модифйкацйи, . которые дополнительно включают в себя цйлиндрические б.порнйе элементы, поскольку они обеспечивают большую стабильность. . . Успех изобретения в технике заВИСИ .Т от нескольких факторов, одним из которых является профиль формы, описанный выше. Другим фактором является материал формы. Материал, который применяется для изготовления фор№, должен быть достаточно прочным чтрбы сохранилась заданная кривизна формующих поверхностей, а коль- . девой выступ с внутренней конусной поверхностью должен быть достаточно упругим, чтобы допускалась усадка объема формовочной смеси. Подходящиг и материалами для изготовления форм являются термопластические смолы , которые инертны по отноиению к полимэризуемой среде, обладают требуемой упру грстью в условиях полимеризации , незначительно прилипают к поЛимеризованным изделиям и могУт формоваться до получения поверхност обладающей оптическим качеством. Ос бенно подходящими материалами являю ся полиолефины, например полиэтилен низкой, средней и высокой плотности полипропилен, пропиленовые сополиме ры, полибутен-1, поли-4-метилпентен -1 и этиленовые сополимеры, например попииономеры. Другими подходяащ ми материалами являются полиацетало вые смолы и ацетановые сопслимерные смолы, палиарил,овые эфиры, пояифени леновые сульфида, полиариловые сульфоны , полиарилэфирные сульфовы, най лон 6/ найлон 66 и найлон 11, термопластический .полиэфир, полиуретанй и различные фторированные материалы например Фторированные этиленпропиленовые сополимеры и этиленфтс этяленовЫе сополимеры. , Выбор данного термопластического материала рдя изготовления форм з висит до некоторой степени от условий полимеризации в данном способе изготовления контактных линз. В Общем рвшаюи м фактором является т&мпература деформации при нагрейе н напряжении нити величиной 66 фун Тов/кв.дюйм нити из термопластического материала (стандарт ASTMD648). Формы из термопластика обычно применйются при температуре гюпимёри зации в диапазоне 20-40 с и выше, т.е. ниже температуры деформации Щ)й нагреве термопластйка на иесколькб градусов, обычно на выше указанной температуры деформации при нагреве. Например, полиэтилен низкой цлотностиимеет температуру деформаади при нагреве 40-50 С, причем при температуре полимеризации от 30 и выше 70 С были получены прйемьЛемае резуль таты с этим материалом в условиях легкой нагрузки. При температуре выше может наблюдаться небсшьшое искажение оптических поверхностей. При применении полипропилена, тем пература деформации при нагреве которого составляет 100-120 С, с испол зованием незначительного давления или без применения последнего, получены удовлетворительные результаты при температуре полимеризации 65- . При температуре аиже упругость пластмассового кольцевого выступа недостаточна для компенсйрования усадки, а при происходат искажение оптических пов хностей. Высокие температуры полимерйзацаи могут применяться для таких матер«алрв , как найлон, полифенилен, сульфи ды, пописульфоны и фторированные полимеры , имеющие повышенные темп атуры дефорМЕЩИи при нагреве. Крсиле того, можно работать при пониженных температурах полимеризации увеличивая нагрузку или применяя давление для закрытия формы. Например, следам усадаси или поверхностные раковины , по-видимому, появляются в литых линзах, изготовленных в полипропиленовых фермах соответственно анному изобретению при температуре полимеризации ниже с приложением к форме незначительного давления для закраванкя последней. Однако при возрастании этого давления, например , до 10 фунтов/кв.дзойм ( 0,70 кг/см) из расчета общей площади форма получают линзы без поверхностных дефектов. Следовательно можно получить требуемую упругость кольцевого выступа формы посредством соч етанйя температуры полимеризаций и давлений для закрывания по-, следней. Отмечается, что элемент пуансона (фиг, 1) имеет вьгступ, выполненный за одно целое у периферии с формовочной поверхностью пуансона. Место соединения выступа с поверхностью пуансона образует заднюю часть кромки линзы, в то время как линия сопряжения выступа с элитентом матрицы образует передний профиль кромки. Общая толщша полученной таким образс « . кромки гфедставляет собой высоту выступа или длину образующей конусной поверхности, то есть от наружной кромки с до внутренней кромки d, и Чем расстояние, тем болыне сгибается выступ для компенсирования усадки, которая возникает при полйм и3ации.Длина образующей ког усной поверхности ксльцбвого выступа может изменяться от . 0,05 до 0,3 мм, предпочтительновысота выступа составляет 0,10 мм от кромки с до кромгси (3. Если применять полимеризующуюся смееь Объемная уеадка которой 20%, то тогда выступ должен достаточно иэш-баться для обеспечения уменьшения толщины кромки до 0,08 мм. Такое сгиёа«ие обычно осуществляется при изгибе внутрь, как показано на фиг. 7. Подобное сгибание происходит S вариантах изобретения , показанных на фиг. 2-6. Желательно, чтобы вершина выступа была по возможности тонкой для уменьения несимметричности линии соПрактически толщина выспряжения упа у вершины менее 0,04 мм, предпочтительно менее 0,01 мм, ступ очень хрупкий и следует ереметать пуансон для исклгочтаг ия овреждений. Наружный дааметр пуансона должен ыть значительноменьше, чем у матицы для обеспечения выхода из@аточого полимеризуемого материала при акрывании формы. Конусность пуайсоа и матрицы скособствует удалевш) збыточного материала, но не являетя рваающим фактором. ООлчно диаметр
уансона меньше диаметра матрицы на 0,1-0,3 мм. При слишком большой разерной разнице, например 0,5 мм, совмешение оптических центров двух половинок формы становится затруднительным , хотя устройство согласно изобретению еще может работать.
При практическом применений данного изобретения металлические формы, Предназначенные доя йзготс5§лёния требуемых термопластичных пуансона и матрицы, изготавливают посредством обычных операций обработки и пЬлировки .. Затем эти металлические формы используются на машинах для литья под давлением для изготовления большого количества форм из термопластичного материала, которые, в свсяо очередь , применяются для литья требуемых линз из полимеризуемых или вулканизируёмых смесей. Следовательно, с помощью ограниченного количества металлических форм может быть изготовлено большое количество форм из термопластичного материала посредством которых, в свою очередь, изготавливают даже большее количество линз, так как термопластичные формы могут использоваться повторно при осторожной эксплуатации. Это дает значительную экономию по сравнению с обычным методом обработки и полировки отдельнйх линз, так как .ции Мёханической обработки и полировки осущёствляются лишь в первоначальных металлических формах.. .
Конетрукция линз, изготовленных в соответствии с изобретением, не ограничивается любым отдельным рядом параметров. Как передняя, так и задняя поверхности линз могут состоять из полностью сферических изгибов или несферических изгибов, или же из сочетания обоих. Например, . i центральная часть линзы может состоять из сферических изгибов как на передней, так и на задней поверхностях , причем периферия передней поверхности может иметь более крутой или более пологий сферический изгиб, linepH epHH заднейпбвё| :Гй5етйм быть несферичной для достижения улучшенных характеристик при подгонке.
Крсяле того, одна или обе поверхности могут быть полукруглыми в центральной или оптической зоне. Однако периферийная часть должна; быть симметрична относительно центральной оси линзы для обеспечения правильной посадки или сопряжения выступа или бурта.
Смеси мономеров, преполимеров или вулканизируемые смеси, особенно пригодные при практическом применении изобретения, включают в себя гидрофобные эфиры акриловой кислоты, соответствующие низшие эфиры аякилакриловой кислоты, в которых алкиловая .группа содержит 1-5 атомов углерода.
например метилакрилат или метилметакрилат , н-пропилакрилат или н-пропилметакрилат , изопропилакрилат или изопропилметакриЛат , изобутилакрилат или изобутилметакрилат, н-бутилакрилат или н-бутилметакрилат или различные смеси этих мономеров. Для получения повышенной размерной стабильности и сопротивления короблению указанные мономеры или смеси мономеров могут дальше смешиваться с незначительным количеством дифункциональных или полифункциональных мономеров , способных полимеризоваться для образования поперечной связи в полимерной матрицево время полимеризации . Примерами таких дифункциональных или полифункциональных мономеров могут бить дивинилбензол, этилен гликольдиакрилат или метакрилат, пропиленгликольдиакрилат или метакрилат и эфиры акриловой или метакриловой кислоты следующих многоатомных спиртов: триэтаноламина, гли14еринаг пентаэритритола, бутиленгликоля, диэтиленгликоля , триэтиленгликоля, тетраэтиленгликоля, маннита, сорбита и т.п. Другие мономеры для образования поперечной связи могут включать в себя ,Н-метилен-бис-акрил-- , амид или метакриламид,сульфированный дивинилбенЭол и дивйнилсульфон.
Кроме того, указанные мономеры или их смеси могут смешиваться с линейнЕзШи полимерами, которые растворяются в них взятыми в таком количестве ., чтобы вязкость раствора или
полученного сиропа для литья не становилась настолько значительной, чтобы это. затрудняло удаление пузырьков ...
Другими мономерными материалами,
пригодными для изготовления линз
согласно изобретению,.могут быть гидрофильные мономернне смеси, образующие трехмерные смеси, образующие трехмерные системы с поперечной
связью. Примерами гидрофильных мономеров могут быть растворимые в воде моноэфиры акриловой кислоты со спиртом , имеющим гидроксильнуш группу, способную превращаться в сложный эфир и по крайней мере одну дополнительную гидроксильную группу, например моно- и полиалкиленгликолевые моно- эфиры метакриловой кислоты и акриловой кислоты, например этиленгликольмонометакрилат , диэтиленгликольм оноакрилат , дипропиленгликольмоноакрилат и т.д., N-алкил и Ы,ы-диалкилзамещенные акриламиды и метакриламиды , например N-метилакриламид, Ы,Ы-диметилакриламид ,N-метилметакриламид , Ы,К-диметилметакриламид и т.п.; 1,Ы-винилпирролидон; алкилзамещенные N-винилпирролидоны, например метилзамещенный N-винилпирролидон, глицидилметакрилат , глицидилакрилат и другие известные в технике мономеры. Также могут применять алкилэфирные акр1глаты и метакрилаты и вулканизую щиеся силиконовые жидкости или элас томеры. Алкилзамещенные соединения, которые особенно подходят для указанных целей, содержат группу, содержащую 1-5-атомов углерода. В слу чае применения гидрофильного мономера или его смесей является сущест венным образование трехмерной систе мы с поперечной связью, так как пол меризованные материалы поглощают во ду и становятся мягкими и гибкими и если они не имеют связь, то не могу сохранить свою форму. Для этой цели рекомендуется применять небольшое количество мономеров , образующих поперечную связь, например, тех, которые рассматривались выше с гидрофобными эфирами ак риловой кислоты. Предпочтительные мономерные смеси содержат, по крайней мере, алкиленгликолевый моноэфир метакриловой кислоты, особенно этиленгликольмоно метакрилат и,по крайней мере, один монаме:р, образующий поперечную связ например алкиленгликольдиэфир мета криловой кислоты, особенно этиленгликольдиметакрилат . Такие смеси мо гут содержать другие полимеризующиеся мономеры. Желательно присутствие в незначительном количестве, например, N-винилпирролидона, метилметакрилата , акриламида, N-метакриламида , диэтиленгликольмонометакрилата и других указанных мономеров. Реакция полимеризации может проводиться в массе или с инертным растворителем. Соответствующими раст ворителями могут быть вода, органические растворители, например растворимые вводе низшие алифатические одноатомнне спирты, а также много7 атомные спирты, например гликоль, глицерин, диокеан и т.д.,и их смеси. В общем растворитель, если он применяется , будет содержать незначительное количество реагирующей среды , т.е. менее 50 вес.%,Полимеризация смесей мономеров обычно проводит ся с свободно радикальными катализаторами , которые обычно применяются при полимеризации винильных соединений . Такие катализаторы включают органическую перекись, перкарбонаты, перекись водорода и неорганические соединения, например персульфат аммо ния, натрия .или калия. Полимеризаци с применением таких катализаторов может проводиться при 20-120 С в зависимости от скорости полимеризации. Полимеризация может также осуществляться между мономером или смесями преполимеров под влиянием высоких температур или излучения (ультра фиолетовое, рентгеновские лучи, радиоактивный распад). 5810 С кремнийорганическими эластомерами вулканизация может достигаться по сзободнорадикальному механизму , а в случае применения соединений Р TV вулканизация может достигаться через реакции замещения или конденсации . Пример. А. Изготовление форм. Высокоплотные полиэтиленовые матрицы были подготовлены посредством литья под давлением на выпуклом стальном пуансоне, имеющем наружный диаметр 12,0 мм, радиус кривизны 6 центре 7,50 мм с диаметром хорды 10,0 мм и радиуссйч кривизны по периферии 7,00 мм. Пуансоны из высокоплотного полиэтилена были изготовле-. ны посредством литья под давлением в вогнутой стальной форме, имеющей внутренний диаметр 11,9 мм, центральный радиус 7,00 мм с диаметром хорды 11.0мм и периферийной кривой, имеющей радиус 12,5 мм. Периферия изогнутой поверхности формы была пропазована для образования периферийной кромки шириной 0,01 мм на вершине проходящей на расстоянии 0,12 мм от кромки кривой. Измерение показало, что центральный радиус кривизны вогнутых поверхностей матриц составляет 7,4310,04 мм, а внутренний диаметр 12.1мм. Наружный диаметр пуансона равен 11,8 мм, а центральный радиус кривизны б,95±0,03 мм. Б. Изготовление линз. Десять вогнутых матриц помещают . на плоскую поверхность с выступающей вверх полостью. Путем тщательного смеливания готовят раствор, состоящий из, ч.: тщательно очищенный 2-гидроксиэтилметакрилат 100; дистиллирОванная вода 30; гликольэтилендиметилэфир 25; триэтиленгликольдиМетакрилат 0,4 и диизопропилперкарбонат 0,12. 0,5 мл раствора помещают в матрицу и медленно вставляют половинки пуансона, при этом избыточный раствор вытесняется и пузырьки исчезают . С целью обеспечения опоры для закраины или обода к пуансону прилагаюТ небольшое давление. Заполненные формы затем помещают в сушилку с циркулирующим воздухом, где они выдерживаются при в течение 0,5-1ч. После охлаждения до комнатной температуры формы отказывают, кольцо из полимеризованного материала , заполняющего цилиндрическую пустоту в кольцевом пространстве между половинками формы, удаляют и осторожно вынимают гибкие линзы, слегка приклеенные к пуансону. После обработки в физиологическом солевом растворе целью удаления с линз гликольэтиендиметилэфира линзы исследуют. Кромки гладкие и одинаковые, не требующие последующей обработки, а оверхности чистые, ровные и без дефектов . В центре толщина линзы равна 0,1910,2 мм, оптическая сила - 2,50-2 ,75 диоптрий, а диаметр 12,0 ммГ С. Изготовление линз. Раствор, состоящий из, ч.г очищенный 2-гидроксиэтилметакрилат 55; Ы,Ы-диметилакриламид 45; вода 30 диэтиленгликоль диметилового спирта 20; метилейбисакриламид 0,3 и диизопрогшлперкарбонат 0,3, заливают в формы, подготовленные в примере 1А идентично способу, который применяется в примере 1В.
После Обработки в О,9%-ном солевом растворе получают линзы без дефектов, имеющие толщину в центре 0,2liО,О3мм, толщину кромки .0,1010,02 мм, диаметр 13,0 мм и оптическую мощность -3,25 - -2,50 диоптрий. Большой размер и более йизкая оптическая сила этих линз по сравнению с линзами в примере 1 явились следствием высокого коэффициента набухания 31трго полимерного состава в водё. П р и м е р 2. А. Изготовление форм. Матрицы подготавливают, используя сополимер на основе этиленвинилозого ацетата, содержащий 10% винилацетата , посредством литья под давлением на выпуклом стальном пуансоне, имеющем наружный диаметр 8,3 мм, радиус кривизны в центре 8,60 мм при диаметре хо&ды 6,5 мй;и периферийный радкус кривизны 7,55 мм. Пуансоны были изготовлёйВ.из того же сополимера поср1едством литья под давлением в полости стальйой матригйл имеющей радиус кривизны в центре вогнутой поверхности .7,50 мм с диамётрйм хбрды7 ,8 мм и радиусом крйвизнй по периферии 9,50 мм.. Периферия вогнутой . поверхности формы бьгта проЛазована для образования закраины или крсжки на формованной части, выступающей йа Ofl мм от кромки изогнутой йойерхности с толщиной вершины 0,015 мм. Внутренаий диаметр вогнутой стальной матрицы равен 8,0 мм. Внутренний метр полости;матриц, попучёмных литьем под давлением, равен 8,2-8,4 мм, а радиус кривизны в центре составляет 8,55tO,05 мм. Наружный диаметр выпуклых пластмассовых пуансонов равен 7,9 мм, а радиус крмвйзны в центре 7,45±0,03 мм.
В. Изготовление линз. Подготавливают раствор, состоящий и8,., ч.: метилметакрилат 98; этилендиметакрилат 20 и ди-трет бутилци слогексипероксидикарбонат 0,3, и затем 0,3 мл раствора вводят в каждую из 10 матриц с обращенной вверх вогнутой поверхностью. В полосой матриц медленно опускают пуансоны с целью вытеснения эоэдуха и дщиней смеси мономеров. Пуансоны слегка прижимают для овеспечения посадки выступа или бурта на вогнутой поверхности матрицы и затем формы помещают в сушилку с циркулирующим воздухом, в которой они выдерживают при 60°С в течение 0,5-1 ч. Формы охлаждают, и открывают. Получают линзы, свободные от дефектов и имеющие диаметр 7,9 мм, толщину в центре 0,1010,02мм, радиус кривизны в центре задней поверхности 7,4710,4 мм и оптическую силу в пределах от -7,50 до -8,50 диоптрий.
Эти линзы отличаются высоким сопротивлением короблению и могут изгибаться без постоянной деформации в противоположность линзам того же размера, изготовленным из полиметилметакрилата без Поперечной сзяз.
П р и м . е р 3,
А. Изготовление Форк.
Применяя металлические формы из примера 1А, подготавливают матрища и пуансоны из термопластика-с использрвани м найлона-il. .Получают матри Ubt из найл.она с вогнутой поверхностью, .имеющие внутренний диаметр 12,0 мм и радиус кривизны в центре 7,483 ±0,03 мм.. Также изготавливают из найлона пуансоны, имеющие наружный диаметр 11,8Мми радиус кривизны в цёнтре выпуклой поверхности 6, iO,U3 мм. Периферийная кромка выступает , на 0,14 мм от кромки .изогнутой пО Верхно.сти и на верлине .Имеет тол1ЦИНУ менее 0,01 мм.
В , Изготовление линз.
Прозрачный раствор, состоящий из 2ч способного вулканизоваться поли5 мётйлсилокеана, при комнатной темттературе перемегяивагот и 0,4 см смеси -помещают в , матрицы с обращенной Bgepx в6гнугоЙ;Й.оверхностью. Для ВБ1.тесн.ения лш11.н ейЖидкости использ кт пуансоны, которйе слегка принимают йл я обеспечения, посадки кромки или выступа. Формы помещают в сугййАку с циркулирующим воздухом, в которой они выдерживаются при в течение 2 ч.
После охлаждения фОрмы открывают илинзы измеряют. Толщина в центре линзы равйа 0,22tO,02 мм, толщина кромки 0,11±0,02 мм н оптическая сила составляет -2,00 - -2,50 диоптрий.
Формула изобретения
1. Форма Дл.я изготовления контактных линз, содержащая соосно расположенньае матрицу и пуансон, выполненные с боковымиповерхностями цилиндрической форлйа и формующими поверхностями заданной кривизны и установленные с зазором по боковой поверхности , о т л и ч а ю щ а я с я тем, что, с целью п.озыиегшя чистоты поверхности и точности размеров кромки линзы, она снабжена упругим кольцевым выступом с внутренней конусной




Реферат
Формула
Комментарии