Пресс-формы, используемые для изготовления контактных линз - RU2415011C2
Код документа: RU2415011C2
Чертежи
Описание
Область техники
Группа изобретений относится к пресс-формам, используемым для изготовления контактных линз. В частности, пресс-формы согласно изобретению предназначаются для изготовления линз с бесшовными краями.
Уровень техники
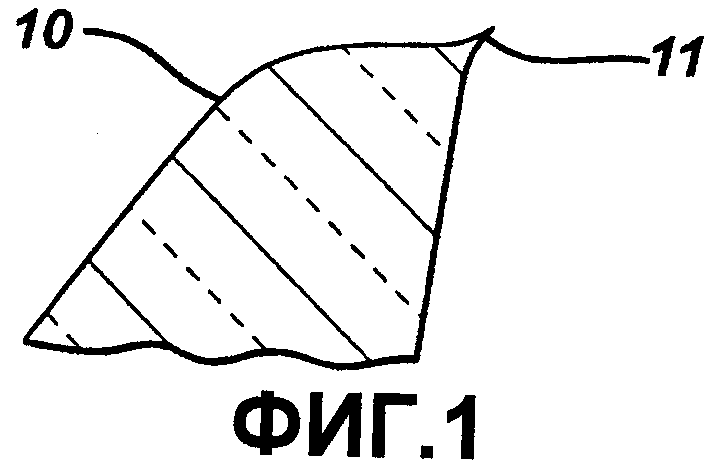
Способы и пресс-формы, используемые для изготовления контактных линз, хорошо известны из уровня техники. Например, патент США № 5540410, содержание которого включено в данный документ в качестве ссылки, раскрывает пресс-формы и их использование для изготовления контактных линз. Но известные пресс-формы имеют недостаток, заключающийся в том, что они не обеспечивают возможность изготовления краев линзы без швов. В данном случае термин «шов» означает линию или выделяющееся формирование, образуемое излишком линзового материала. Обращаясь к чертежам, Фиг.1 показывает увеличенную боковую проекцию поперечного сечения края 10 линзы, имеющего шов 11. Наличие этих швов является недостатком, т.к. шов может контактировать с конъюктивой и создавать ощущение шероховатости, неудобства или и того, и другого. Также известные линзовые пресс-формы имеют тот недостаток, что они позволяют перемещение одной половины собранной пресс-формы по отношению к другой половине. Это перемещение приводит к тому, что форма края линзы изменяется от одной стороны к другой. Например, на Фиг. 2а показан один край линзы одной стороны линзы, который имеет форму, отличающуюся от формы края линзы, противоположной стороны той же линзы, показываемой на Фиг.2b.
Краткое описание чертежей
Фиг.1 - увеличенная боковая проекция поперечного сечения края линзы, имеющего шов;
Фиг.2а - увеличенная боковая проекция поперечного сечения первого края линзы первой стороны линзы;
Фиг. 2b - увеличенная боковая проекция поперечного сечения второго края линзы второй стороны линзы.
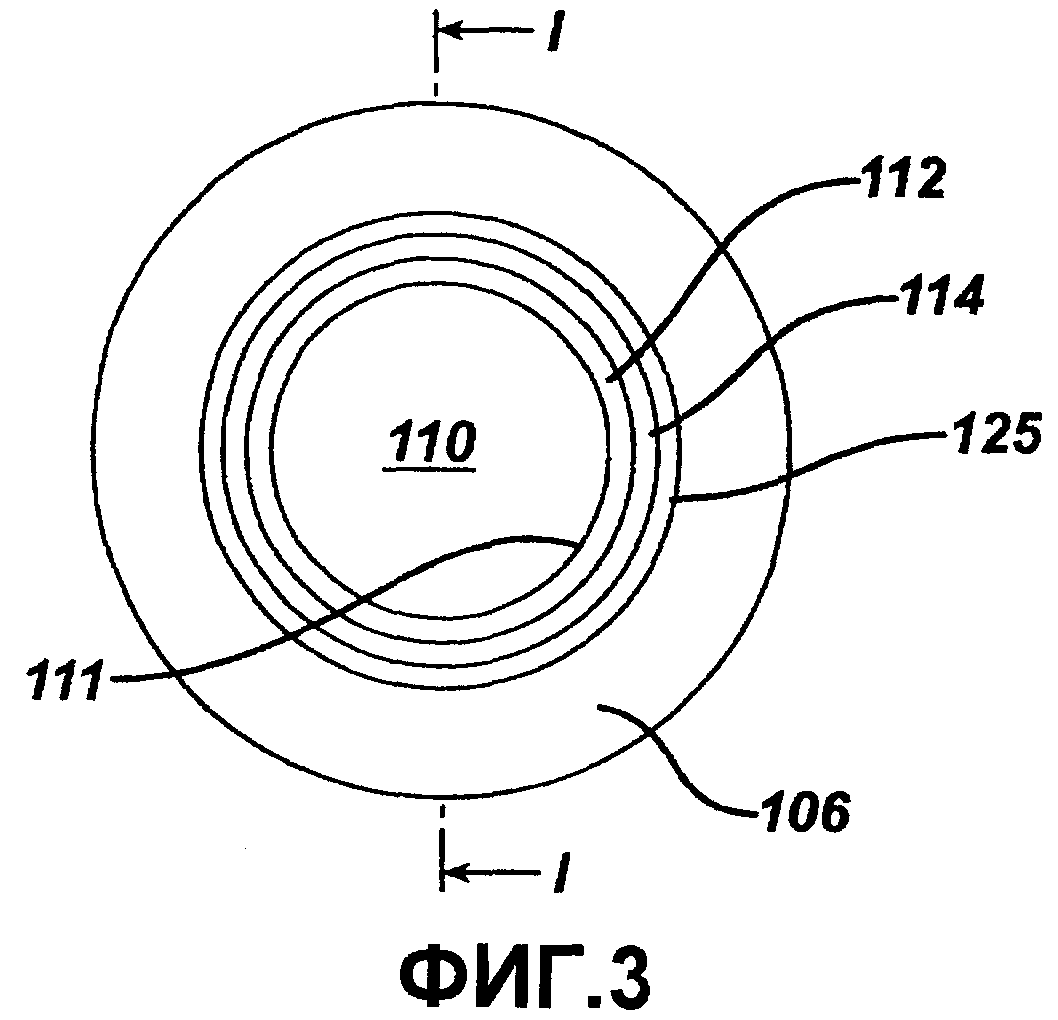
Фиг.3 - горизонтальная проекция передней половины пресс-формы согласно изобретению.
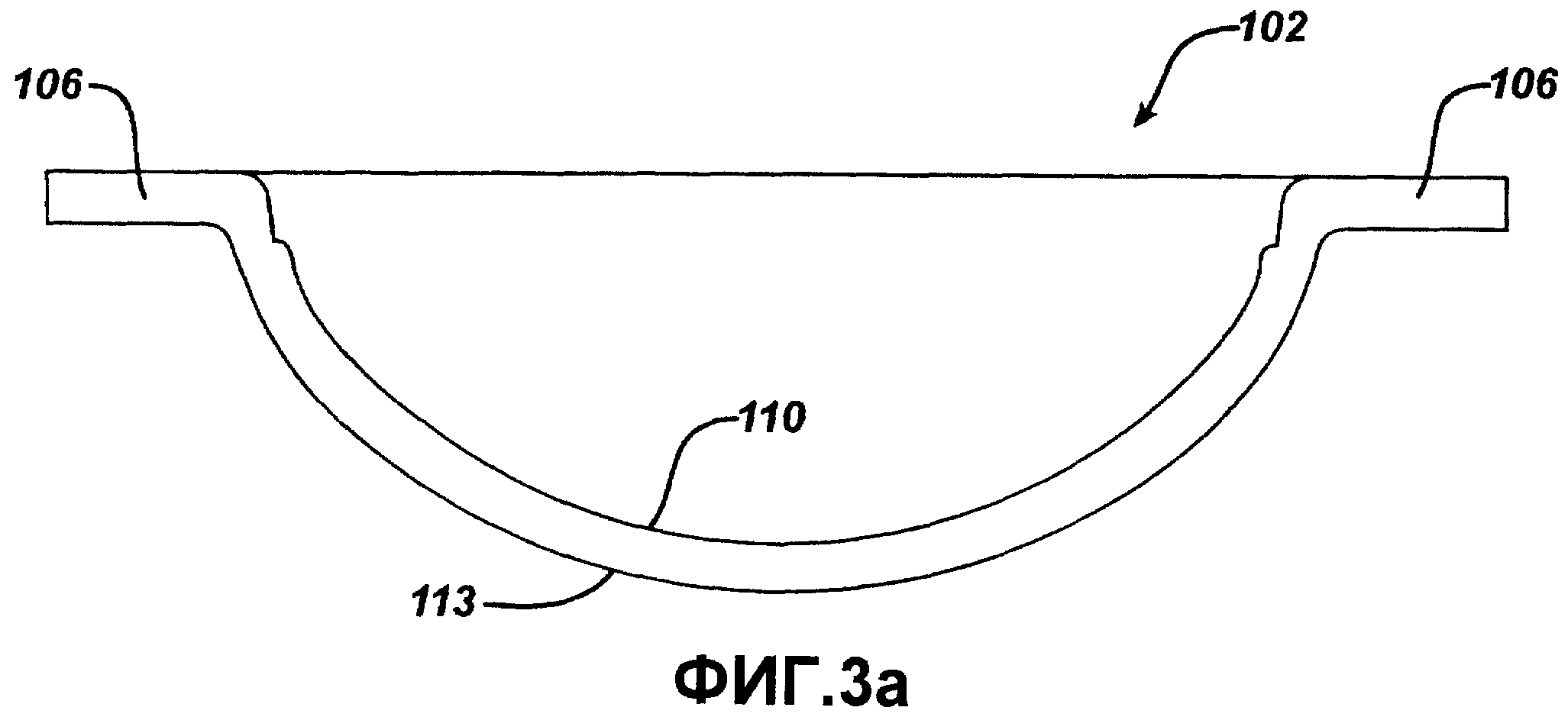
Фиг.3а - поперечное сечение половины пресс-формы на Фиг.3; выполнено по линии I-I.
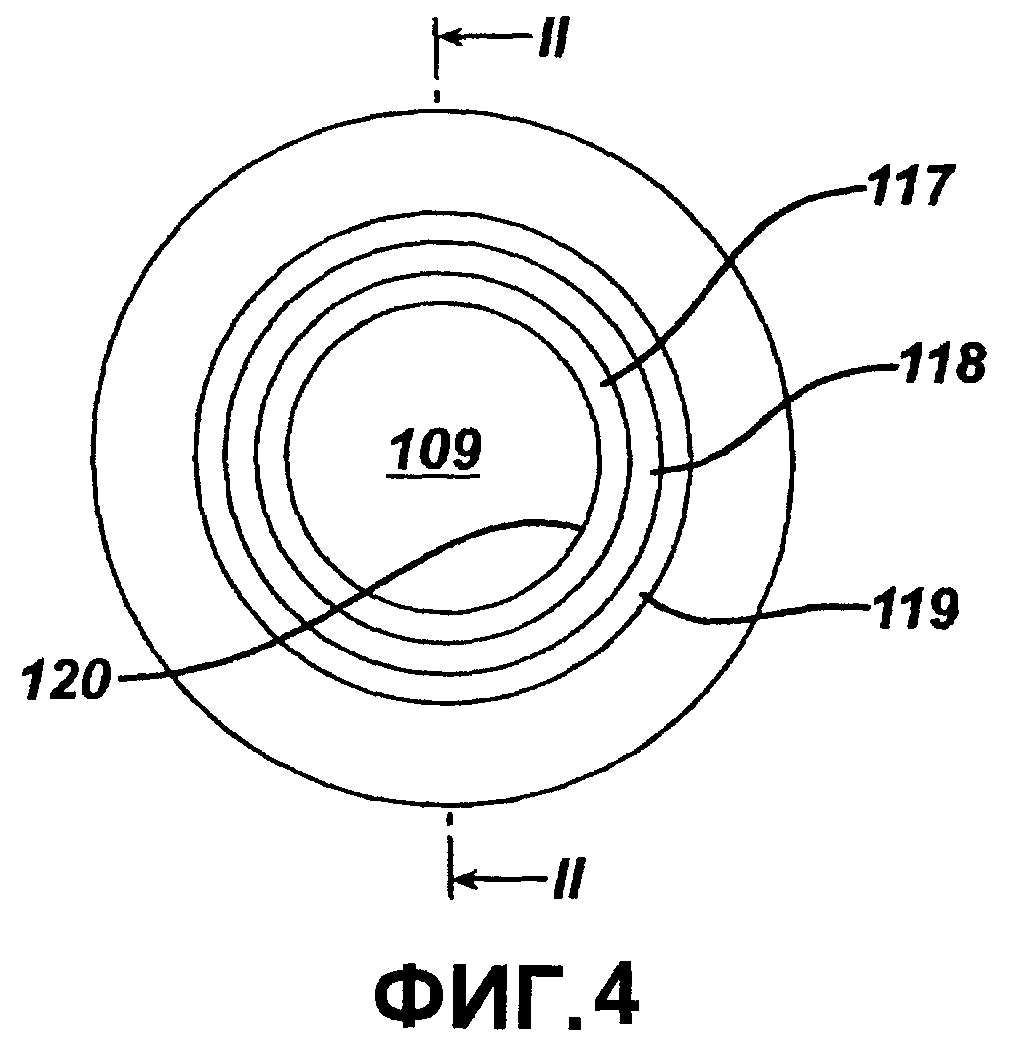
Фиг.4 - горизонтальная проекция задней половины пресс-формы согласно изобретению.
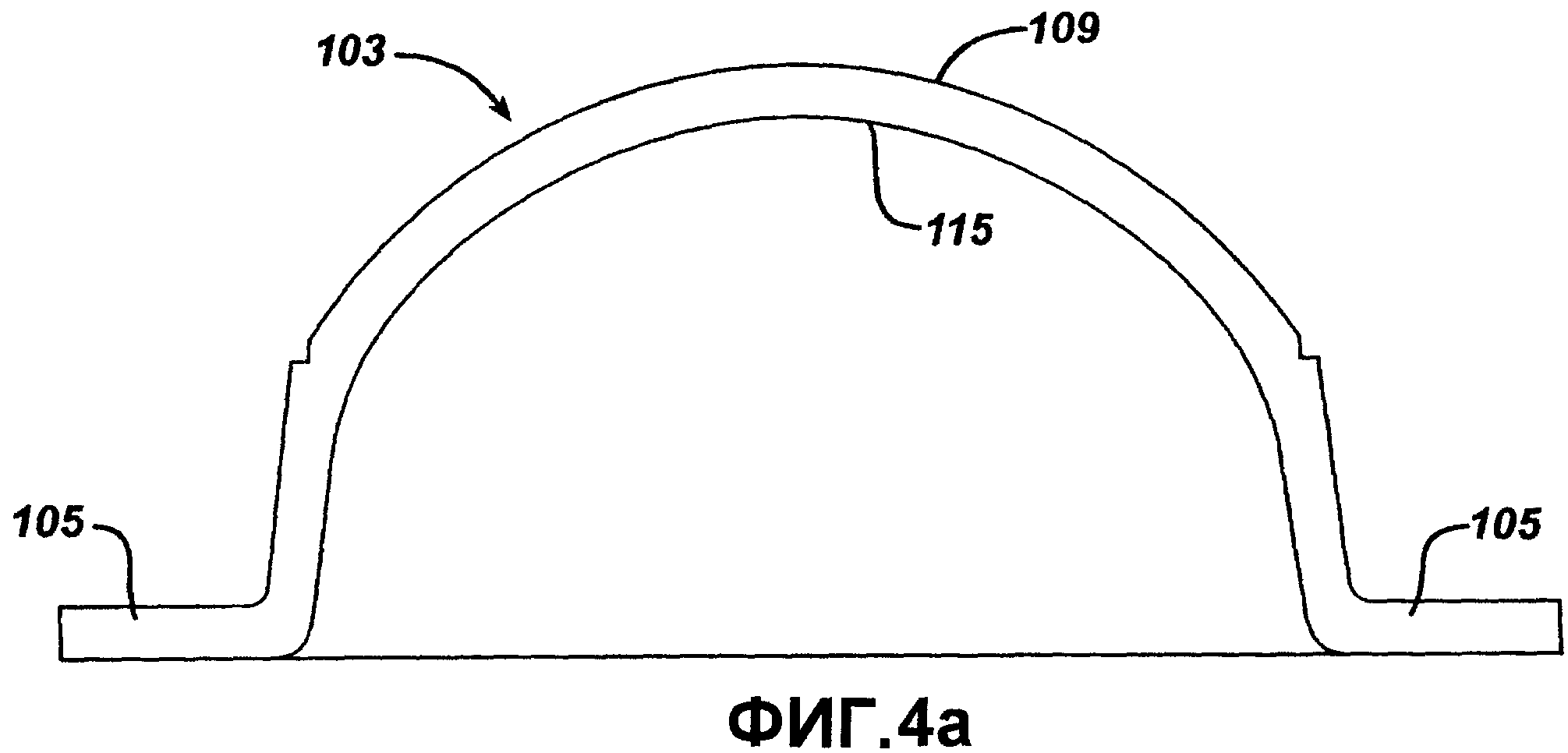
Фиг.4а - поперечное сечение половины пресс-формы на Фиг. 4; выполнено по линии II-II.
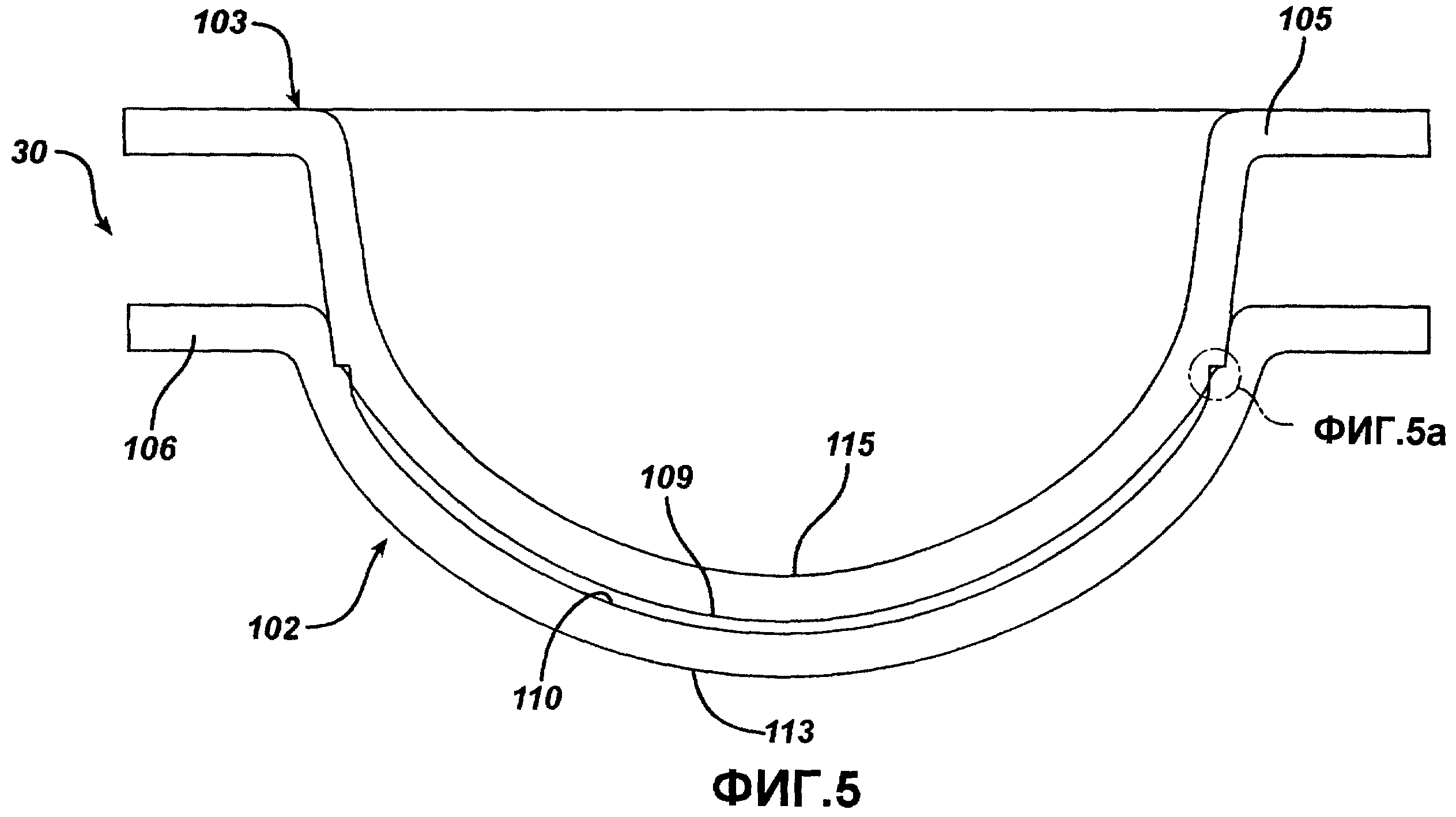
Фиг.5 - увеличенное поперечное сечение пресс-формы в сборе, которая является передней половиной пресс-формы на Фиг.3; с установленной задней половиной пресс-формы на Фиг.4.
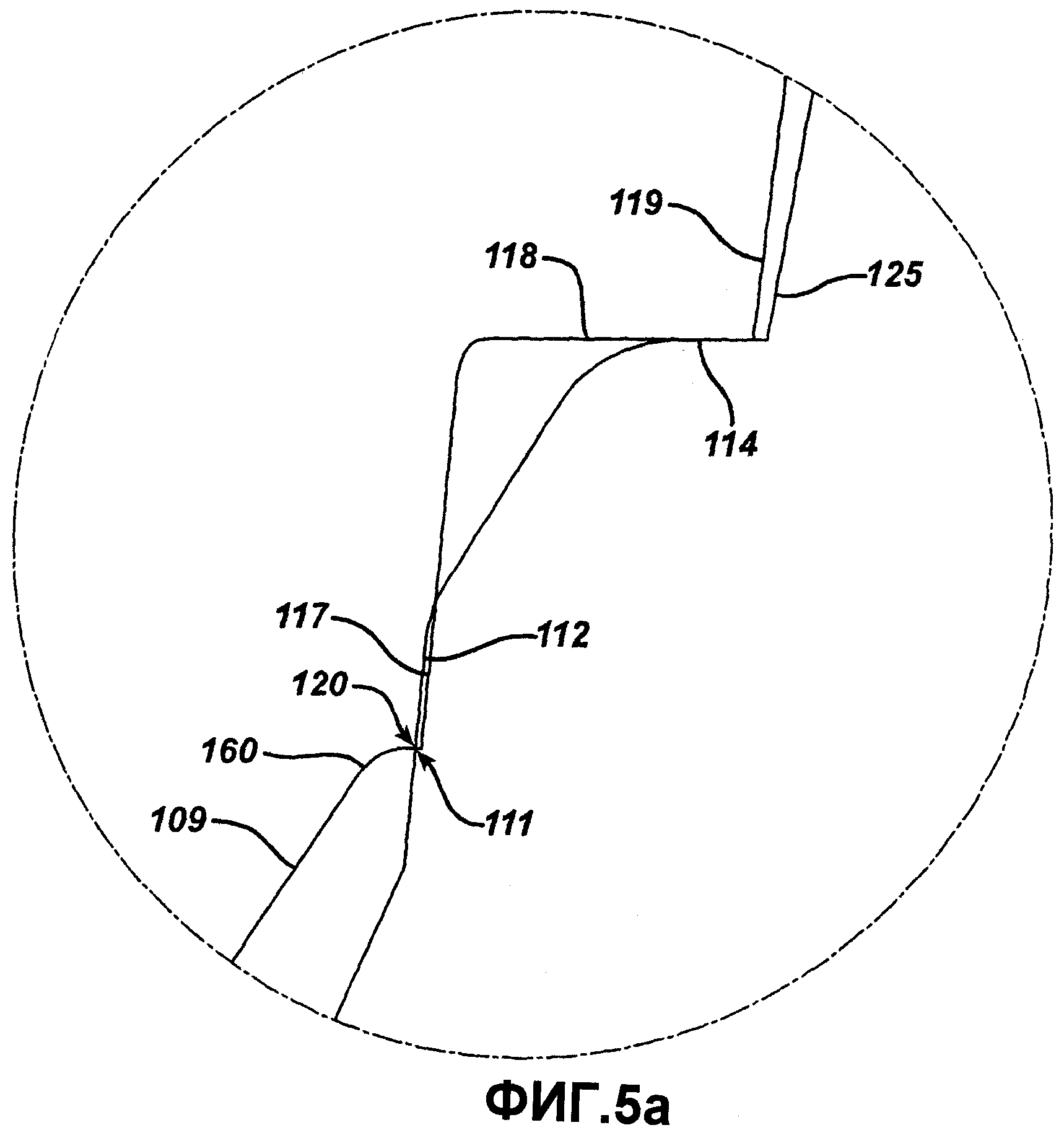
Фиг.5а - увеличенное поперечное сечение участка пресс-формы на Фиг. 5.
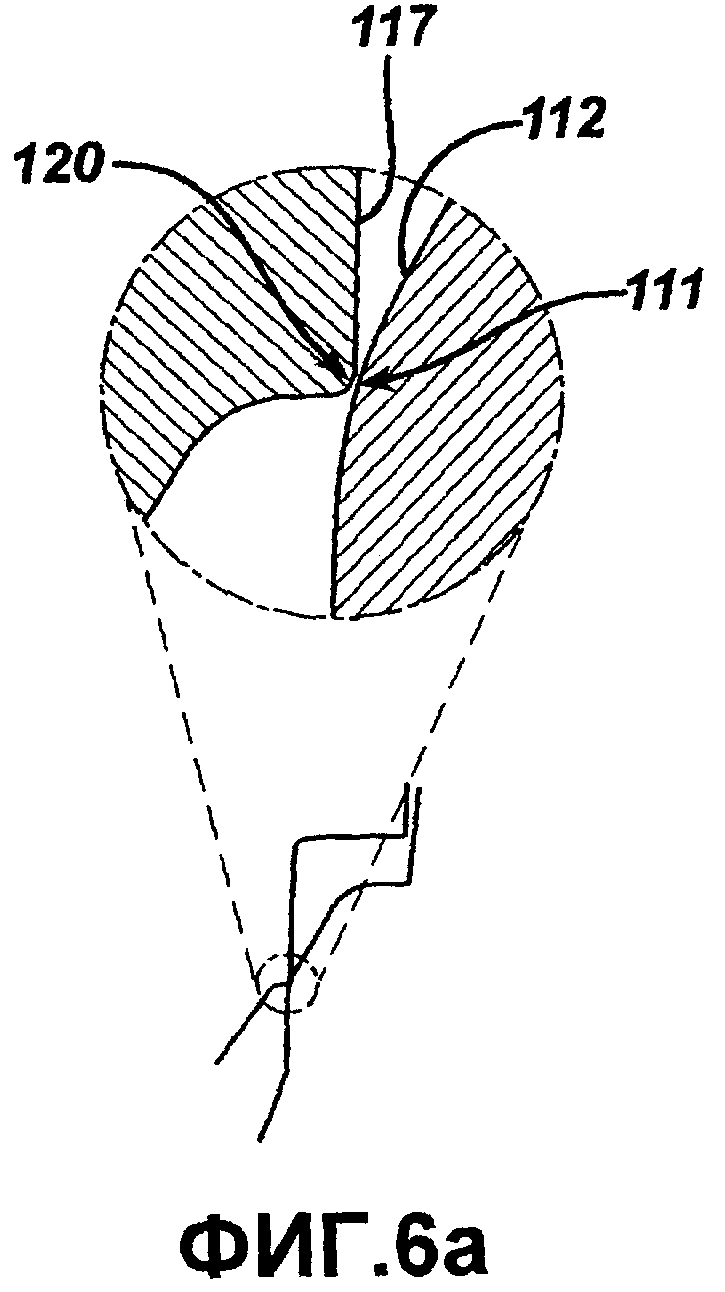
Фиг. 6а, 6b и 6с - увеличенные поперечные сечения участка осуществления пресс-формы согласно изобретению.
Подробное описание изобретения и его предпочтительных осуществлений
Пресс-формы в соответствии с изобретением обеспечивают возможность формирования контактной линзы с бесшовным краем. Помимо этого, перемещение половины пресс-формы уменьшено в пресс-форме согласно изобретению, в результате чего обеспечена возможность изготовления линз с меньшим изменением края. В соответствии с идеей изобретения эта возможность получена за счет пресс-формы, имеющей заплечиковый стопор, и за счет возможности совмещения шва.
Согласно одному из его осуществлений изобретение обеспечивает пресс-форму для изготовления контактной линзы, содержащую и по существу состоящую из передней изогнутой половины пресс-формы и из задней изогнутой половины пресс-формы, причем каждая из половин пресс-формы имеет заплечиковый стопор и конический шов.
Обращаясь к Фиг. 3, 3а и 5а: передняя половина 102 пресс-формы имеет: выпуклую поверхность 113, отделенную от вогнутой поверхности 110 по существу параллельным интервалом; и по существу унипланарный кольцевой фланец 106. Фланец 106 выполнен заодно с направляющей стенкой 125 и проходит радиально в наружном направлении от поверхностей 110 и 113 в плоскости, перпендикулярной к оси симметрии вогнутой поверхности 110. Конический шов 112 передней пресс-формы выполнен непрерывно с заплечиком 114, и эта поверхность выполнена непрерывной с направляющей стенкой 125. Вогнутая поверхность 110 имеет размеры переднего изгиба ненабухшей линзы, отливаемой в пресс-форме, и должна быть достаточно гладкой, чтобы формируемая поверхность контактной линзы имела приемлемые оптические качества. Выпуклая поверхность 113 не обязательно должна иметь поверхность, соответствующую формированию поверхности оптического качества.
Согласно Фиг.4, 4а и 5а: задняя половина 103 пресс-формы имеет отделенные друг от друга интервалом поверхности 109 и 115, и по существу унипланарный кольцевой фланец 105, который проходит в радиальном направлении наружу от них в плоскости, перпендикулярной к оси выпуклой поверхности 109. Задняя половина 103 пресс-формы имеет центральную изогнутую часть с выпуклой поверхностью 109 оптического качества и по существу с параллельной вогнутой поверхностью 115. Выпуклая поверхность 109 имеет размеры изгиба отливаемой линзы на задней поверхности в ненабухшем состоянии, и эта поверхность достаточно гладкая для формирования поверхности линзы приемлемого оптического качества. Вогнутая поверхность 115 задней половины 103 пресс-формы не обязательно должна иметь поверхности, соответствующие формированию поверхностей оптического качества. Конический шов 117 задней половины пресс-формы непрерывно переходит в заплечик 118. Суживающаяся в наружном направлении направляющая стенка 119 выполнена непрерывно с заплечиком 118 и проходит вверх от него. Фланец 105 выполнен непрерывно с направляющей стенкой 119 и проходит в радиальном направлении наружу от поверхностей 115 и 109. Та или иная половина пресс-формы согласно изобретению, или обе половины, можно выполнить со шпонками пресс-формы согласно патенту США № 5540410.
Фиг. 5 и 5а показывают разные виды двух взаимодополняющих половин пресс-формы: переднюю половину 102 пресс-формы и заднюю половину 103 пресс-формы, собранные вместе в виде пресс-формы. Передняя половина 102 пресс-формы определяет центральную изогнутую часть с вогнутой поверхностью 110 оптического качества. Вогнутая поверхность 110 имеет круговой хорошо определенный край 111, проходящий вокруг нее. Как показано на Фиг.5а, круглый край 111 совместно с круговым краем 120 задней поверхности образует хорошо определенную и единообразную пластмассовую линию разделения радиуса для формуемой затем контактной линзы. Край 111 обычно имеет кривизну около 3-45 мкм или менее, предпочтительно около 5-30 мкм; и поверхности, определяющие край, могут образовывать угол в приблизительных пределах 75-90 градусов.
Как показано на Фиг.5а, конический шов 112 передней половины пресс-формы примыкает к круглому краю 111 и с изгибом проходит вверх к заплечику 114. Конический шов 112 проходит с изгибом вверх от края 111 под углом около 75-85 градусов над плоскостью, перпендикулярной к оси симметрии вогнутой поверхности 110. Заплечик 114 выполнен непрерывно с коническим швом 112 и проходит в радиальном направлении наружу от него. Направляющая стенка 125 проходит вверх от заплечика 114 под углом около 45-89 градусов над плоскостью, перпендикулярной к оси симметрии вогнутой поверхности 110.
Также согласно Фиг.5а задняя половина 103 пресс-формы имеет конический шов 117 задней половины пресс-формы, который проходит вверх от кругового края 120 под углом около 75 - 85 градусов над плоскостью, перпендикулярной к оси симметрии выпуклой поверхности 109. Во всех осуществления пресс-формы согласно изобретению конические швы передней и задней половин пресс-формы имеют соответствующие друг другу формы, в результате чего поверхности надежно прилегают друг к другу и уменьшают или предотвращают боковое смещение половин пресс-формы. Заплечик 118 выполнен непрерывно с коническим швом 117 и проходит в радиальном направлении наружу от него. Направляющая стенка 119 задней половины пресс-формы проходит вверх от заплечика 118 под углом около 45-89 градусов.
Длина конических швов 112 и 117 может составлять от 50 мкм до 500 мкм. Конические швы 117 и 112 уменьшают боковое перемещение половин пресс-формы. Причем, когда давление прилагается к задней половине 103 и она вжимается в переднюю половину 102 пресс-форм, то излишек материала линзы будет выдавливаться из полости линзы в направлении заплечиков 114 и 118. Специалисту в этой области техники будет ясно, что точное значение применяемого давления будет зависеть от используемых для пресс-форм материалов, причем для материалов с более высоким модулем потребуется более высокое давление, чем для материалов с более низким модулем. Размер диаметра задней половины пресс-формы предпочтительно на 1-100 мкм превышает этот размер у передней половины пресс-формы. Это превышение размера позволяет передней половине пресс-формы выпустить воздух при приложении давления к задней половине пресс-формы, чтобы содействовать удалению из полости линзы излишка линзового материала.
Заплечики 114 и 118 имеют соответствующую друг другу форму и определяют максимальное расстояние, которое могут проходить передняя половина и задняя половина пресс-формы. Приблизительная длина каждого заплечика составляет 50-1000 мкм.
Направляющие стенки 119 и 125, как предпочтительный возможный вариант, входят в состав соответствующих половин пресс-формы. Приблизительная длина направляющих стенок может составлять 1-100 мкм. Направляющие стенки гарантируют удобную сборку половин пресс-формы, без, как в ином случае, очень важного этапа центрирования и соблюдения допусков для установок сборки пресс-форм.
Фиг. 6а, 6b и 6с показывают, как превышение размера задней половины пресс-формы по сравнению с передней половиной пресс-формы облегчает блокировку половин пресс-формы. После введения половин пресс-формы в контакт друг с другом, согласно Фиг.6, давление прилагают к задней половине пресс-формы, чтобы отклонить нижнюю часть конического шва 112 передней половины пресс-формы вверх - Фиг.6b. Когда давление продолжает действовать на заднюю половину пресс-формы, то круговой край 120 задней половины пресс-формы принудительно входит в переднюю половину пресс-формы.
Половины пресс-формы согласно изобретению можно использовать в изготовлении контактных линз методом полимеризации полимеризуемого состава. Контактные линзы, изготавливаемые из собранных пресс-форм, составленных из половин пресс-формы согласно изобретению предпочтительно представляют собой негидратированные линзы, которые можно подготовить для использования по назначению гидрированием или набуханием любым известным способом. Переднюю половину 102 пресс-формы и заднюю половину 103 пресс-формы можно сформировать из любого соответствующего материала, помимо прочего включая стекло или термопластичный полимер. Пресс-формы предпочтительно формируют из материала, достаточно прозрачного для ультрафиолетового света, пропускающего излучение, содействующего полимеризации материала контактных линз, и который предпочтительно является мягким материалом для контактных линз. Предпочтительными термопластичными материалами для формирования половин пресс-форм согласно изобретению являются полистирол и полипропилен. Каждую половину пресс-формы можно сформировать из материала, одинакового с материалом другой половины пресс-формы, или из отличающегося материала. Половины пресс-форм можно изготавливать любым целесообразным способом, но предпочтительным является способ согласно патенту США № 5540410.
В пресс-форме согласно изобретению материал для формирования задней половины 103 пресс-формы предпочтительно тверже или менее сжимаемый, чем материал передней половины 102 пресс-формы. В конфигурации половин пресс-формы согласно изобретению использование более мягкого материала для передней половины пресс-формы обеспечивает возможность того, что круговой край 120 задней поверхности придавит или сделает плоским круговой край 111 передней поверхности, когда давление будет приложено к пресс-форме. Это обстоятельство позволит удалить излишек материала линзы из полости линзы по линии разделения передней и задней половин пресс-формы. Либо можно использовать заднюю половину пресс-формы более мягкую, чем передняя, и в этом случае круговой край 111 передней поверхности будет надавливать на задний край 120.
Во всех осуществлениях передняя и задняя половины пресс-формы рассчитаны на обеспечение возможности быстрой теплопередачи через них, но они выполнены достаточно жесткими, чтобы выдерживать вскрывающие усилия, действующие на отделение друг от друга половин пресс-формы во время расформовки. Пресс-форму согласно изобретению можно использовать в любом способе изготовления контактных линз. Как правило, согласно предпочтительному способу некоторое количество полимеризуемого состава помещают на вогнутую поверхность 110 передней половины 102 пресс-формы, предпочтительно - методом литья под давлением. Заднюю половину 103 пресс-формы с выпуклой поверхностью 109, обращенной к вогнутой поверхности 110 передней половины 102 пресс-формы, помещают на полимеризуемый состав. Используемый объем полимеризуемого состава предпочтительно превышает объем полости, формируемой двумя половинами пресс-формы.
После того как половина 103 пресс-формы будет помещена на переднюю половину 102 пресс-формы, половины предпочтительно сжимают вместе с усилием около 1-5 фунтов. Это усилие можно прилагать на один из фланцев 105 и 106, или на оба. Это усилие можно прилагать обычными средствами, помимо прочего включая использование давления воздуха, использование таких механических средств, как пружина или сочетание и того, и другого. Согласно одному из осуществлений используется напылительное сопло плоской формы, располагаемое по фланцу, или сопло, представляющее собой коническо-плоскую комбинацию и частично вставляемое в половину 102 или 103 пресс-формы. Соответствующее усилие обеспечивается в течение всей полимеризации полимеризуемого состава.
Полимеризуемый состав предпочтительно полимеризуют под воздействием ультрафиолетового излучения. По завершении полимеризации пресс-форму, сформированную передней и задней половинами 102 и 103 пресс-формы, вскрывают, и сформованные линзы направляют на дополнительную обработку.
Реферат
Группа изобретений относится к пресс-формам, используемым для изготовления контактных линз, а именно к пресс-формам, предназначенным для изготовления линз с бесшовными краями. Техническим результатом заявленной группы изобретений является обеспечение уменьшения перемещения половины пресс-формы и возможности изготовления линз с меньшим изменением края. Технический результат достигается в пресс-форме для изготовления контактной линзы, содержащей переднюю и заднюю половины пресс-формы, в которой передняя половина пресс-формы представляет собой первое изделие, имеющее центральную изогнутую часть с вогнутой поверхностью, выпуклой поверхностью и круглым круговым краем. При этом первое изделие имеет ось симметрии вогнутой поверхности, первый конический шов, непрерывный с круговым краем и проходящий с изгибом вверх от кругового края в плоскости около 75-85 градусов относительно плоскости, перпендикулярной к оси симметрии вогнутой поверхности; первый заплечик, непрерывный с первым коническим швом и проходящий в радиальном направлении наружу от первого конического шва; кольцевой фланец, выполненный заодно с первым заплечиком и проходящий радиально наружу от вогнутой и выпуклой поверхностей в плоскости, перпендикулярной к оси вогнутой поверхности. Задняя половина пресс-формы представляет собой второе изделие, имеющее центральную изогнутую часть с вогнутой поверхностью и выпуклой поверхностью. При этом второе изделие имеет ось симметрии выпуклой поверхности, круговой край вокруг выпуклой поверхности, второй конический шов, проходящий вверх от кругового края в плоскости около 75-85 градусов относительно о�
Формула
передняя половина пресс-формы представляет собой первое изделие, имеющее центральную изогнутую часть с вогнутой поверхностью, выпуклой поверхностью и круглым круговым краем; при этом центральная часть вогнутой поверхности выполнена с возможностью придания кривизны переднему изгибу контактной линзы;
при этом первое изделие также имеет ось симметрии вогнутой поверхности, первый конический шов, непрерывный с круговым краем и проходящий с изгибом вверх от кругового края в плоскости около 75-85° относительно плоскости, перпендикулярной к оси симметрии вогнутой поверхности; первый заплечик, непрерывный с первым коническим швом и проходящий в радиальном направлении наружу от первого конического шва; и кольцевой фланец, выполненный заодно с первым заплечиком и окружающий первый заплечик, и проходящий радиально наружу от вогнутой и выпуклой поверхностей в плоскости, перпендикулярной к оси вогнутой поверхности;
при этом задняя половина пресс-формы представляет собой второе изделие, имеющее центральную изогнутую часть с вогнутой поверхностью и выпуклой поверхностью; причем центральная часть выпуклой поверхности выполнена с возможностью придания кривизны заднему изгибу контактной линзы; и
второе изделие также имеет ось симметрии выпуклой поверхности, круговой край вокруг выпуклой поверхности, второй конический шов, проходящий вверх от кругового края в плоскости около 75-85° относительно оси симметрии выпуклой поверхности; второй заплечик, непрерывный со вторым коническим швом и проходящий радиально наружу от второго конического шва; и кольцевой фланец, выполненный заодно и окружающий вогнутую и выпуклую поверхности в плоскости, перпендикулярной к оси выпуклой поверхности, и проходящий в радиальном направлении наружу от этих поверхностей.
а) обеспечивают пресс-форму, выполненную по п.1;
б) вводят литьем под давлением полимеризуемый состав в пресс-форму; и
в) обеспечивают полимеризацию полимеризуемого состава.
Комментарии