Способ изготовления застежки-молнии с цепями соединительных звеньев из термопластичного материала и установка для его осуществления - SU502596A3
Код документа: SU502596A3
Чертежи
Описание
уста«овленным перед приспособлением для подачи несущей ленты и перед сварочньм средством, которое смонтировано как о/дно целое с Приспособлен1ием для подачи несущей ленты.
В качестве сварочного средства может быть применено ультразвуковое устройство с оптической насад1кой, а формовочное средство выполнено в виде бесконечной замкнутой ленты. Кроме того, установка снабжена дополнительно уплотнительными валиКами, установленными после сварочного ультразвукового устройства .
При изготовлении застежки-молнии с U-образными соединительными звеньями целесообразно устанавливать приспособление для Uобразпого изгиба звеньев и еще одно сварочное средство, смонтированное за основным сварочным средством.
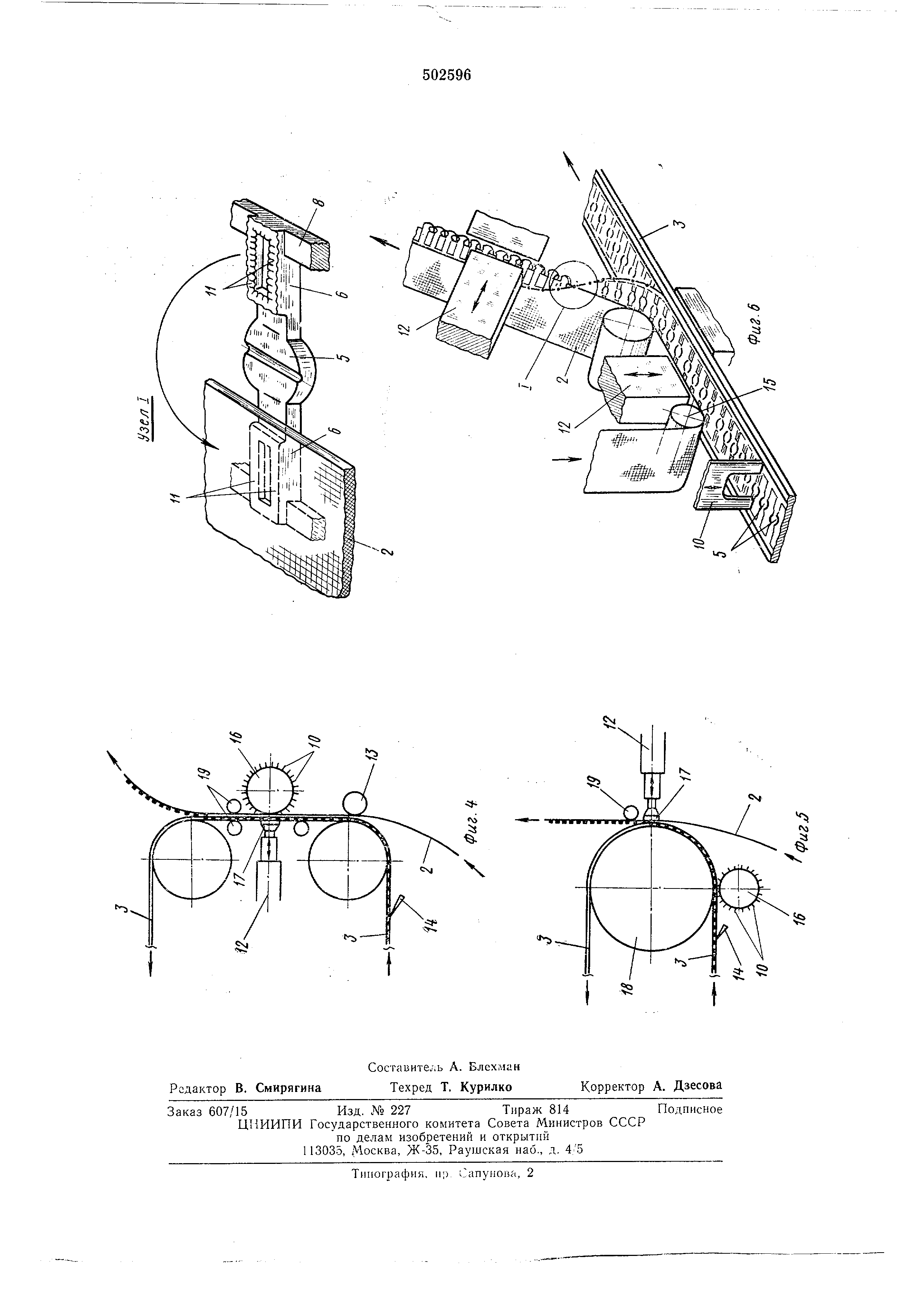
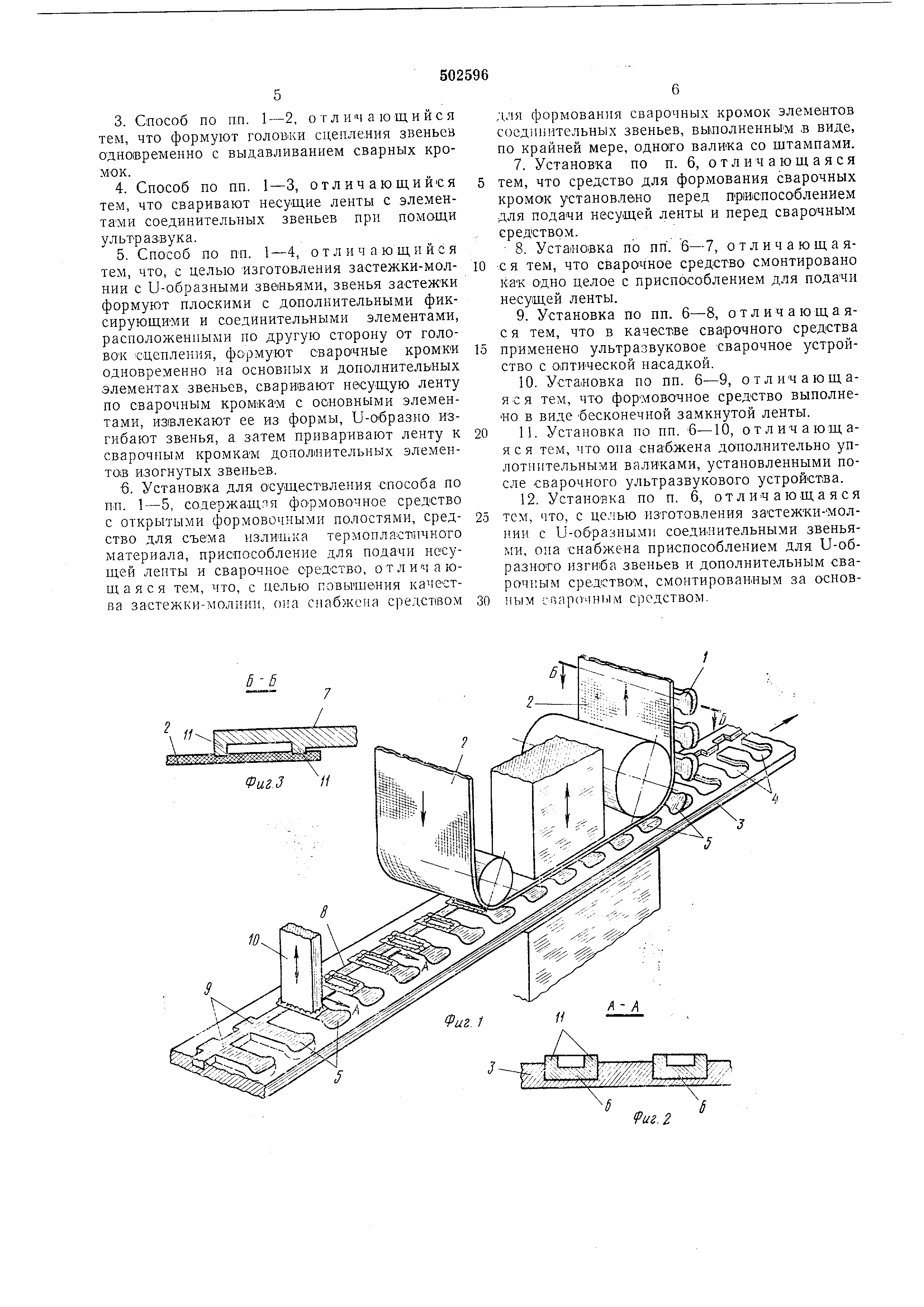
На фиг. 1 изображена предлагаемая установка; на фиг. 2-сварочные кромки (сечение по А-А на фит. 1); на фиг. 3 - схема соединения несущей ленты со сварочными кромками (сечееие по Б-Б на фиг. 1); на фиг. 4 - схема изготовления застежки-молнии с ультразвуковым сварочным устройством; на фиг. 5 - то же, .вариант выполнения; на фиг. 6 - схема изготовления застежкн-молнии с U-образными .звеньями.
Изтотавляют застежку-молнию с цепями 1 соединительных 31веньев из термо.нластичного материала с присоединением к ним несущей ленты 2 следующим об.разом.
Термопластичный материал вводят в непрерывно циркулирующую бесконечную ленту 3 форм с открытыми сверху формовочными полостями 4 для формования головок 5 сцепления звеньев, а также для фиисирующих элементов 6 звеньев 7 и для дополнительных соединительных элементов 8. К формам подается и несущая лента 2, свариваемая с элементами 6 и 8.
Непосредствепно после введения термопластичного материала 9 в форму он выдавливается из полостей 4 по их краям посредством штамоа 10 и образует сварочные кромки 11, одновременно с этим формуются и головки 5 оцепления звеньев.
Сваривают элемемть соединительных звеньев с несущей лентой 2 по сварочным ;кр01мкам 11 (см. фиг. 2 и 3) при помощи ультразвукового сварочного средства 12. Лента 2 соединяется со звеньями застежки-молнни только покромкам 11, что обеспечивает необходимую гибкость цепям застежек. Головкн 5 звеньев практически могут иметь любую форму.
Застежки-молнии могут быть изготовлены с U-образными звеньями. В этом случае звенья 7 формуются сначала как нлоские звенья с центральной головкой 5 (см. фиг. 6), с дополнительнЫМи фиксирующими и дополнительны .ми звеньями, расположенными по сторонам головки 5, а затем их снабжают выдавленными сварочными кромками 11, звенья кренятся сначала с одной стороны к несущей
;ieirre 2 посредством сварочных кромок 11, а затем вся цепь соединительных звеньев извлекается из формовочных полостей 4, изгибается при этом U-образно и посредством сварочных кромок 11 перевернутой части тоже приваривается к -несущей ленте 2.
Установка для осуществления предлагаемого способа содержит (фиг. 4 и 5) формовочное средство, представляющее собой циркулирующую бесконечную ленту 3 с открытыми фО|рмовочнымн полостями 4, взаимодействующие с лентой 3 уплотнительные валики 13 и средство 14 для съема излищка термопластичного материала. Для по.дачи несущей ленты 2 служит присиособлбиие 15, а для сварки - средство 12.
Для повышения качества застежки-молнип установка снабжена средством для формования сварочных .кромок элементов соедипительных звеньев, выполненным в виде, по крайней мере, одного валика 16 со штампами 10 для выдавливания сварочных кромок 11 в формовочных ПОЛОСТЯХ 4, причем средство для выдавливания кромок установлено пере.д приспособлением 15 для подачи несущей ленты 2 и перед сварочным средством 12, а сварочное средство смонтировано как одно целое с приспособлением 15 для подачи несущей ленты . В качестве сварочного средства применено ультразвуковое сварочное устройство с о.птической насадкой 17, воздействующей на несущую ленту 2, а форма проходит над опорой 18.
Кроме уплотпительпого валика 13 установка снабжена дополнительно уплотнительными валкамн 19, установленными после сварочного ультразвукового устройства.
При изготовлении застежки-молнии с U-образными соединительными звеньями установка снабжена приспособлением (см. фиг. 6) для U-образного изгпба звеньев и до.полнительным сварочным средством 12, смонтированным за основным сварочным средством.
Ф О ip м у Л а и 3 о б р е т е ц и я
. Способ изготовлевня застежки-молнин с цепями соединительных звеньев из термопластичного материала, заключающийся в том,
что термопластичный материал вводят в- форму для формования звеньев застежки, подают несущую ленту, соединяют ее с элементами звеньев с помощью сварки, а затем цепи соединительных звеньев извлекают из формы с
помоп ью несущей ленты, от ли ч а Ющи и с я тем, что, с целью повышения качества застежки-молнии , сваривают элементы соединительных звеньев с несущей лентой по сварочным кромкам, которые формуют в местах пересечения соединительных и фиксирующих элементов звеньев непосредственно после введения термопластичного материала в форму.
2. Способ по п. 1, от л и ч а ЮЩИ йс я тем, что формуют сварочные кромки путем их выдавливания .
5
3.Способ по по. 1-2, отличающийся тем, что формуют головки сцеплеяня звеньев одновременно с выдавливанием сварных кромок .
4.Способ по пп. 1-3, отличающийся тем, что сваривают несущие ленты с элемента ми соединительных звеньев при помощи ультразвука.
5.Способ по пп. 1-4, отличающийся тем, что, с целью изготовления застежки-молНИИ с U-образными званьями, звенья за€тежки формуют плоскими с дополнительными фиксирующими и соединительными элементами, расположенными по другую сторону от головок сцепления, формуют сварочные кромки одновременно на основных и дополнительных элементах звеньев, сваривают несущую ленту
по сварочным кромкам с основными элементами , извлекают ее из формы, U-образно изгибают звенья, а затем приваривают ленту к сварочным кромкам дополиительных элементов изогнутых звеньев.
6.Установка для осуществления способа по пп. 1-5, содержащая фОрмовочное средство
с открытыми формовочными полостями, средство для съема излишка термопласпичного материала, приспособление для подачи несуnj ,efi лепты и сварочное средство, отличающаяся тем, что, с целью повышения качества застежки-молнии, oia снабжена средст1вом
50
6
для формования сварочных кромок элементов соединительных звеньев, вьшолненным в виде, по крайней мере, одного валика со штампами.
7.Установка по п. 6, отличающаяся тем, что средство для формования сварочных кромок установлено перед приспособлением для подачи несущей ленты и перед сварочньгм средством.
8.Устаио-вка по пп. 6-7, отличающаяс я тем, что сварочное средство смонтировано как одно целое с приспособлением для подачи несущей ленты.
9.Установка по пп. 6-8, отличающаяся тем, что в качестве сварочного средства применено ультразвуковое сварочное устройство с оптической насадкой.
10.Установка по пп. 6-9, отличающаяся тем, что формовочное средство выполнено в виде бесконечной замкнутой ленты.
П. Установка по пп. 6-10, отличающаяся тем, что она снабжена дополнительно уплотнительными валиками, установленными после сварочного ультразвукового устройства.
12. Установка по п. 6, отличающаяся тем, что, с це.чью изготовления застежки-молнии с U-образными соединительными звеньями , она снабжена приспособлением для U-образного изгиба звеньев и дополнительным сварочным средством, смонтированным за основным сг;ар(мнь1м средством.
Реферат
Формула
Комментарии