Способ изготовления проппанта - RU2388787C1
Код документа: RU2388787C1
Описание
Изобретение относится к производству проппантов, предназначенных для их использования в нефтедобывающей промышленности в качестве расклинивающих агентов при добыче нефти методом гидравлического разрыва пласта (ГРП).
Проппнаты представляют собой сферические частицы песка, керамики, стеклянные шарики, скорлупу грецких орехов и прочие материалы, используемые в их производстве. Для предотвращения обратного выноса проппантов последние покрывают частично отвержденными полимерными материалами и получают так называемый RCP - проппант (Resin Coated Proppant). В скважину подается смесь обычных и RCP проппантов, взятых в определенном соотношении, чаще сначала подается обычный проппант, а затем - RCP для закрепления пачки проппантов в трещине. При изготовлении проппантов данного вида используются преимущественно фурановые, резольные и/или новолачные фенолформальдегидные смолы (ФФС). Нанесение смолы осуществляется на проппант, предварительно нагретый до температуры не ниже 160°С, с последующим быстрым охлаждением. Таким образом, получают частично отвержденное полимерное покрытие на поверхности проппантов (см. п. США №5916933, п. РФ №2257465). Высокотемпературный способ нанесения покрытия позволяет получить продукт, имеющий высокую прочность сцепления проппантов в пачке между собой при температурах 80°С и выше, и низкую - при температурах менее 80°С. Так как проппанты данного вида используются на глубоких скважинах с высокой температурой, низкая слипаемость при температурах до 80°С является важной технической характеристикой продукта, поскольку в практике сервисных компаний нередки случаи, когда недополимеризованный проппант слипается в скважине при температурах 50-70°С, не достигая трещины.
Реализация данного способа нанесения покрытия требует установки дорогостоящего технологического оборудования, необходимого для утилизации выделяющихся паров свободных фенола и формальдегида. Кроме того, нагрев проппантов и каталитическое дожигание летучих компонентов смол приводят к увеличению энергетических затрат, поэтому разработка состава полимерных покрытий, наносимых при комнатной температуре, становится на сегодня актуальной. «Холодный способ» создания такого покрытия на поверхности проппантов основан на особенностях отверждения фенолформальдегидных смол.
Общеизвестно, что быстрое отверждение жидких новолачных ФФС происходит только в присутствии специальных отверждающих средств, в основном уротропина (гексаметилентетрамина) в количестве 8-14% от массы смолы. Для отверждения резольных смол не требуется добавления отверждающих средств. При отверждении резольных смол различают три стадии: А (начальная), В (промежуточная), С (конечная). На стадии A (t=20-50°С) смола (резол) по физическим свойствам аналогична новолакам, т.к. растворяется и плавится, на стадии В (t=50-80°С) смола (резитол) способна размягчаться при нагревании и набухать в растворителях, на стадии С (t>80°С) смола (резит) не плавится и не растворяется (Энциклопедия полимеров, т.3, М., 1977). Подбирая тип, количество и температуру нанесения полимеров, получают частично или полностью отвержденное покрытие на поверхности проппантов.
Известна заявка США №2008/0230223 А1, в которой представлены частицы с низкотемпературным покрытием, предназначенные для использования в качестве расклинивающего наполнителя или гравийной набивки, методы ее изготовления и применения. В известной заявке расклинивающий наполнитель представляет собой неорганическую или органическую частицу, на которую последовательно нанесены жидкая резольная фенолформальдегидная смола (используется как носитель для закрепления остальных компонентов покрытия) и твердая, порошкообразная новолачная или резольная смола с размером частиц менее 74 мкм, при соотношении жидкая резольная смола 20-30 мас.%, твердая новолачная или резольная смола 70-80 мас.%. Для увеличения прочности расклинивателя (проппанта) при нанесении покрытия могут применяться неорганические наполнители, диспергированные в жидкой резольной смоле, а для улучшения адгезии полимеров к поверхности частицы может применяться аминопропилтриэтоксисилан (обычно в количестве 0,3-1,0% от массы проппантов), что отражено в более ранних патентах (см. патент США №5422183 от 06.06.1995).
Недостатком данного технического решения является то, что уже при температуре 66°С расклиниватели имеют достаточно высокую прочность сцепления. Вероятно это объясняется тем, что при нагреве проппантов до температур выше 60°С частично отвержденная жидкая резольная смола вступает в реакцию сополимеризации с частицами высокодисперсной (<74 мкм) новолачной или резольной смолы и гранулы расклинивателя, слипаясь между собой, образуют достаточно прочные агломераты. В связи с этим возникает существенная опасность того, что проплаты могут слипнуться, еще находясь в стволе скважины и не достигнув трещины. Кроме того, сухие компоненты покрытия могут осыпаться с поверхности проппантов при рассеве, транспортировке и подаче материала в скважину.
Наиболее близким по технической сущности к заявляемому решению является патент РФ №2318856, в котором проппант, содержащий керамические магнийсиликатные гранулы, имеет на поверхности выступы высотой 5-30 мкм из того же состава или из состава с большей огнеупорностью в количестве 0,5-1,5% от их веса и полимерное покрытие из эпоксидной смолы ЭС, содержащее смесь частиц гексаметилентетрамина и фенолформальдегидной смолы ФФС размером 5-100 мкм при соотношении ФФС и ЭС 1:5-5:1. Такой проппант пригоден для использования на неглубоких скважинах и обеспечивает образование в трещинах скважины прочного каркаса при температурах 40-80°С.
Недостатком известного проппанта является низкая прочность сцепления покрытия при температурах эксплуатации 80°С и выше, следовательно, возможность его использования на глубоких скважинах ограничена. Это объясняется тем, что при размере частиц ФФС и гексаметилентетрамина 5-100 мкм в температурном интервале 40-80°С происходит практически полное отверждение ФФС, и дальнейшее повышение температуры не вызывает увеличения прочности сцепления проппантов. Поскольку сухие ингредиенты покрытия наносятся на проппант путем его опудривания, существует вероятность того, что при технологических перемещениях материала часть смолы может осыпаться с поверхности проппантов, вызывая уменьшение прочности сцепления.
Технической задачей, на решение которой направлено заявляемое изобретение, является увеличение прочности сцепления проппантов с полимерным покрытием при температурах эксплуатации 80°С и выше.
Указанный результат достигается тем, что в известном способе изготовления проппанта, включающем получение гранул, нанесение на них полимерного покрытия, последнее осуществляют послойно, сначала на гранулы наносят слой жидкой холоднотвердеющей фенолформальдегидной смолы, затем тонкодисперсную смесь сухих резольной и новолачной фенолформальдегидных смол, взятых в соотношении, мас.%:
на которую вновь наносят слой жидкой холоднотвердеющей фенолформальдегидной смолы, причем массовое отношение внешнего жидкого покрытия к сухой фенолформальдегидной смоле в пересчете на сухие вещества составляет 1:2. Кроме того, смесь сухих резольной и новолачной смол предварительно измельчают до фракции не более 100 мкм. Нанесение же покрытия производится при комнатной температуре. Жидкая холоднотвердеющая фенолформальдегидная смола имеет температуру отверждения 5-25°С.
Указанный результат достигается тем, что в известном способе изготовления проппанта, включающем получение гранул, нанесение на них полимерного покрытия, последнее осуществляют послойно, сначала на гранулы наносят слой жидкой холоднотвердеющей фенолформальдегидной смолы, затем тонкодисперсную смесь сухих резольной и новолачной фенолформальдегидных смол, взятых в соотношении, мас.%:
на которую вновь наносят слой жидкой холоднотвердеющей фенолформальдегидной смолы, причем массовое отношение внешнего жидкого покрытия к сухой фенолформальдегидной смоле в пересчете на сухие вещества составляет 1:2. Кроме того, смесь сухих резольной и новолачной смол предварительно измельчают до фракции не более 100 мкм. Нанесение же покрытия производится при комнатной температуре. Применяемая жидкая холоднотвердеющая фенолформальдегидная смола имеет температуру отверждения 5-25°С.
Температурный интервал отверждения определяется физико-химическими свойствами смолы. При температуре ниже 5°С смола загустевает, что препятствует ее равномерному нанесению на проппант, при температуре выше 25°С смола начинает быстро отверждаться, и нанесение покрытия становится технически неосуществимым.
Первый слой жидкого холднотвердеющего полимерного покрытия является носителем отверждаемой при температурах эксплуатации 80°С и выше смеси сухих резольной и новолачной ФФС, а наносимый в дальнейшем слой жидкой ФФС служит для защиты сухих компонентов от осыпания и препятствует слипанию проппантов при температурах ниже 80°С. При смыкании трещины в местах контакта гранул проппантов внешнее покрытие нарушается и начинается сополимеризация и отверждение сухих ФФС. Поскольку резольные и новолачные ФФС являются взаимными отвердителями, процесс образования прочной проппантной пачки происходит достаточно быстро.
Так как холоднотвердеющие ФФС имеют малое время отверждения (20-40 мин) и содержат небольшие количества свободного фенола, их применение позволяет значительно сократить продолжительность цикла нанесения покрытия и уменьшить экологическую нагрузку на производственный персонал и окружающую среду.
Экспериментальным путем авторами установлено, что введение резольной смолы в количестве более 90% и менее 80%, а новолачной в количестве менее 10% и более 20% от массы проппантов приводит к уменьшению прочности сцепления проппантов. При массовом отношении внешнего жидкого покрытия к смеси сухих фенолформальдегидных смол, в пересчете на сухие вещества менее 1:2, из-за уменьшения толщины слоя внешнего покрытия проппанты начинают слипаться при температурах эксплуатации менее 80°С. При массовом отношении внешнего жидкого покрытия к смеси сухих фенолформальдегидных смол, в пересчете на сухие вещества более 1:2, увеличивается толщина слоя внешнего покрытия, что вызывает уменьшение прочности сцепления проппантов при температурах эксплуатации 80°С и выше. Общее количество компонентов полимерного покрытия в пересчете на сухие вещества может варьироваться в диапазоне 2-5% от массы проппантов. При содержании компонентов полимерного покрытия в количестве менее 2% проппанты имеют низкую слипаемость, увеличение количества полимера более 5% может вызвать потерю проницаемости из-за уменьшения размера эффективного просвета между проппантами в пачке. Пример осуществления изобретения.
В качестве компонентов полимерного покрытия использовали серийно производимые: холоднотвердеющую фенолформальдегидную смолу «Альфалит» с отвердителем АЦЕГ (соотношение смола/отвердитель - 4:1),твердую новолачную фенолформальдегидную смолу СФ-010 с отвердителем гексаметилентетрамином (ГМТА) в количестве 14 мас.%, твердую резольную смолу СФ-342А. Смесь резольной, новолачной смол и уротропина в заявляемом соотношении предварительно подвергали совместному помолу до фракции менее 100 мкм.
Нанесение покрытия производили при комнатной температуре. Соотношение компонентов приведено в пересчете на сухие вещества.
В лопастной смеситель загружали 1 кг магнийсиликатных проппантов фракции 12/18 меш., затем подавали 16 г (1,6 мас.%) холоднотвердеющей смолы «Альфалит» и перемешивали ее в течение 3 мин, добавляли 4 г (0,4 мас.%) отвердителя АЦЕГ и продолжали перемешивание в течение 3 мин, далее в смеситель вводили 20 г (2 мас.%) смеси СФ-010 с гексаметилентетрамином и СФ-342А (при весовом соотношении резольная смола - 90%, новолачная с отвердителем - 10%) и перемешивали в течение 3 мин. Затем в смеситель вводили еще 8 г (0,8 мас.%) холоднотвердеющей смолы «Альфалит», перемешивали в течение 3 мин, добавляли 2 г (0,2 мас.%) отвердителя АЦЕГ и продолжали перемешивание в течение 3 мин. Приготовленные таким образом проппанты с полимерным покрытием выгружали в металлическую емкость и направляли на дополимеризацию, которую проводили при комнатной температуре в течение 30 мин. Таким же способом были подготовлены пробы проппантов с разным соотношением резольной и новолачной смол и различным массовым отношением внешнего жидкого покрытия к смеси сухих фенолформальдегидных смол. Дополнительно была приготовлена проба с использованием амино-пропилтриэтоксисилана в качестве добавки, увеличивающей адгезию полимерного покрытия к поверхности проппантов. Проппанты рассевали и определяли прочность сцепления по общепринятой методике API RP 60. Результаты испытаний представлены ниже в таблице 1.
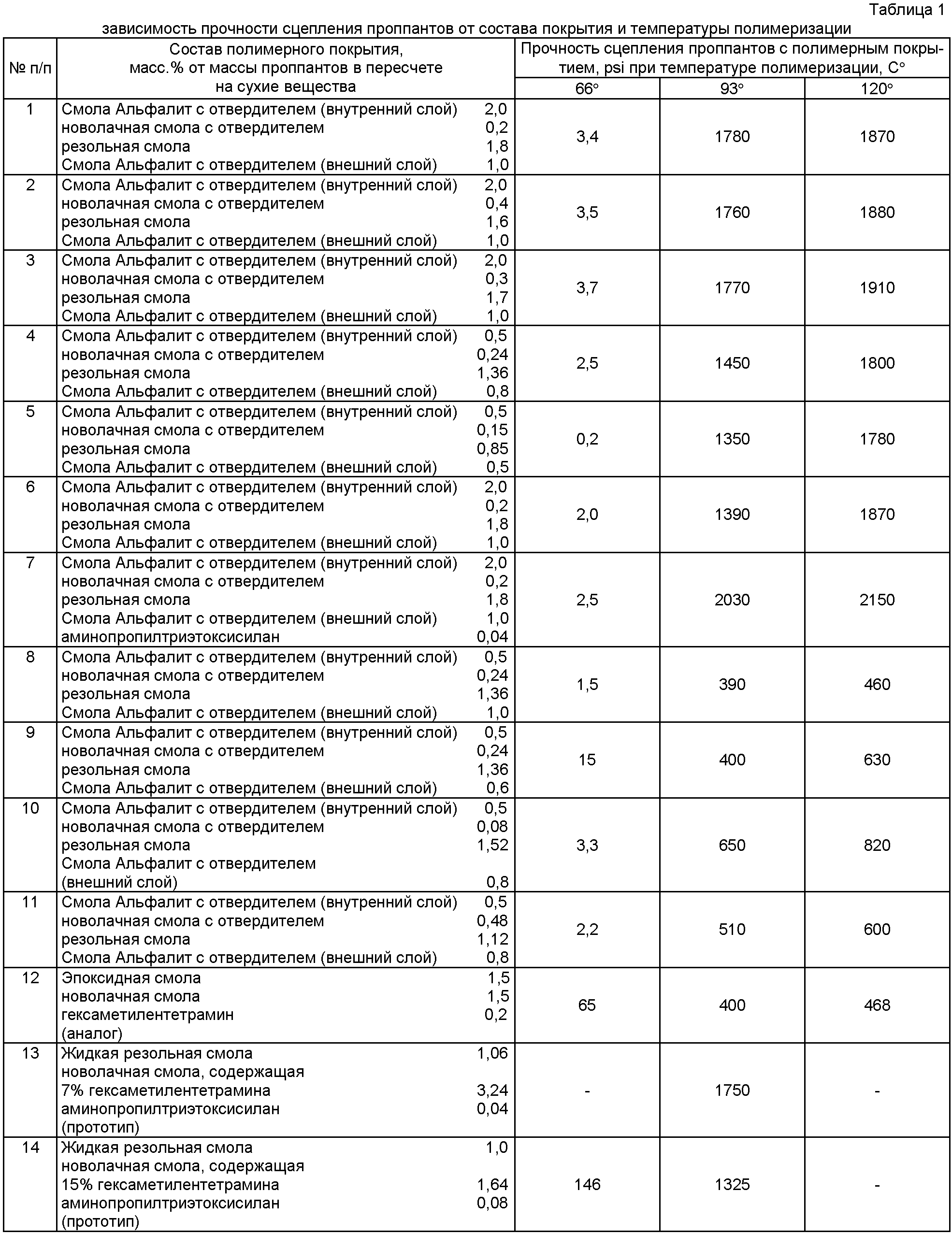
Анализ данных таблицы показывает, что проппант с полимерным покрытием, состоящим из холоднотвердеющей ФФС, в которую вкраплена физическая смесь твердых частиц резольной и новолачной фенолформальдегидной смол в заявляемом соотношении, и имеющий внешнее защитное покрытие из холоднотвердеющей ФФС при массовом отношении внешнего жидкого покрытия к сухой фенолформальдегидной смоле, в пересчете на сухие вещества, составляет 1:2 (примеры 1-7), обладает повышенной прочностью сцепления при температурах эксплуатации 80°С и выше, а снижение прочности сцепления показывает при температурах эксплуатации ниже 80°С.
Реферат
Изобретение относится к производству проппантов, предназначенных для использования в нефтедобывающей промышленности при добыче нефти методом гидравлического разрыва пласта. Технический результат - увеличение прочности сцепления проппантов с полимерным покрытием при температурах эксплуатации 80°С и выше. В способе изготовления проппанта, включающем получение гранул, нанесение на них полимерного покрытия, последнее осуществляют послойно, сначала на гранулы наносят слой жидкой холоднотвердеющей фенолформальдегидной смолы, затем тонкодисперсную смесь сухих резольной и новолачной фенолформальдегидных смол в соотношении, мас.%: резольная смола 80-90, новолачная смола 10-20, на которую наносят слой жидкой холоднотвердеющей фенолформальдегидной смолы при массовом отношении внешнего жидкого покрытия к сухой фенолформальдегидной смоле, в пересчете на сухие вещества, составляющем 1:2. Изобретение развито в зависимых пунктах формулы. 3 з.п. ф-лы, 1 табл.
Формула
на которую вновь наносят слой жидкой холоднотвердеющей фенолформальдегидной смолы, причем массовое отношение внешнего жидкого покрытия к сухой фенолформальдегидной смоле в пересчете на сухие вещества составляет 1:2.
Документы, цитированные в отчёте о поиске
Проппант и способ его получения
Способы возбуждения подземного продуктивного пласта, включающего многочисленные продуктивные интервалы
Комментарии