сн
13
Изобретение относится к устройствам для изготовления рукавной пленки
и может быть использовано в химической промышленности.
Цель изобретения - повышение качества рукавной пленки и упрощение конструкции экструзионной головки.
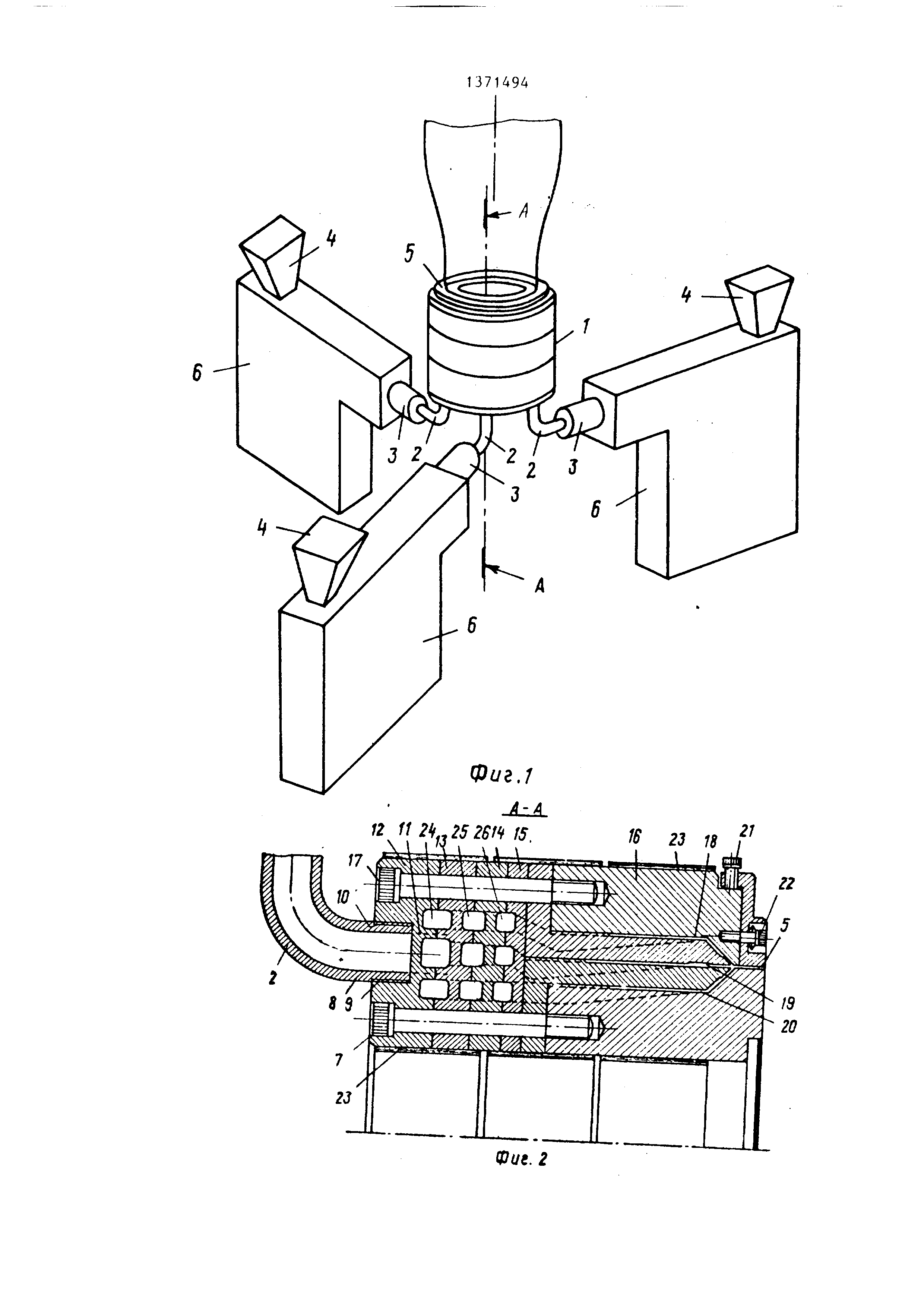
На фиг.1 изображен схематический вид в перспективе варианта выполнения
предлагаемой экструзионной головки, питаемой тремя экструдерами; на фиг. 2 - разрез А-А на фиг.1; на
фиг.З - часть системы распределительных каналов экструзионной головки в
развернутом виде; на фиг.4 - другой вариант исполнения предлагаемой экструзионной
головки, продольный разрез
На фиг.1 показана экструзионная
головка 1 для совместной экструзии, которую через трубопроводы 2 подачи
питают питающие средства - три экст- рудера 3. Каждый экструдер 3 содержит
бункер 4 для экструдируемого материала . Экструзионная головка 1 имеет
кольцевую экструзионную щель 5 для экструзии рукавной пленки. Бункеры 4
закреплены на корпусах 6 экструде- ров 3.
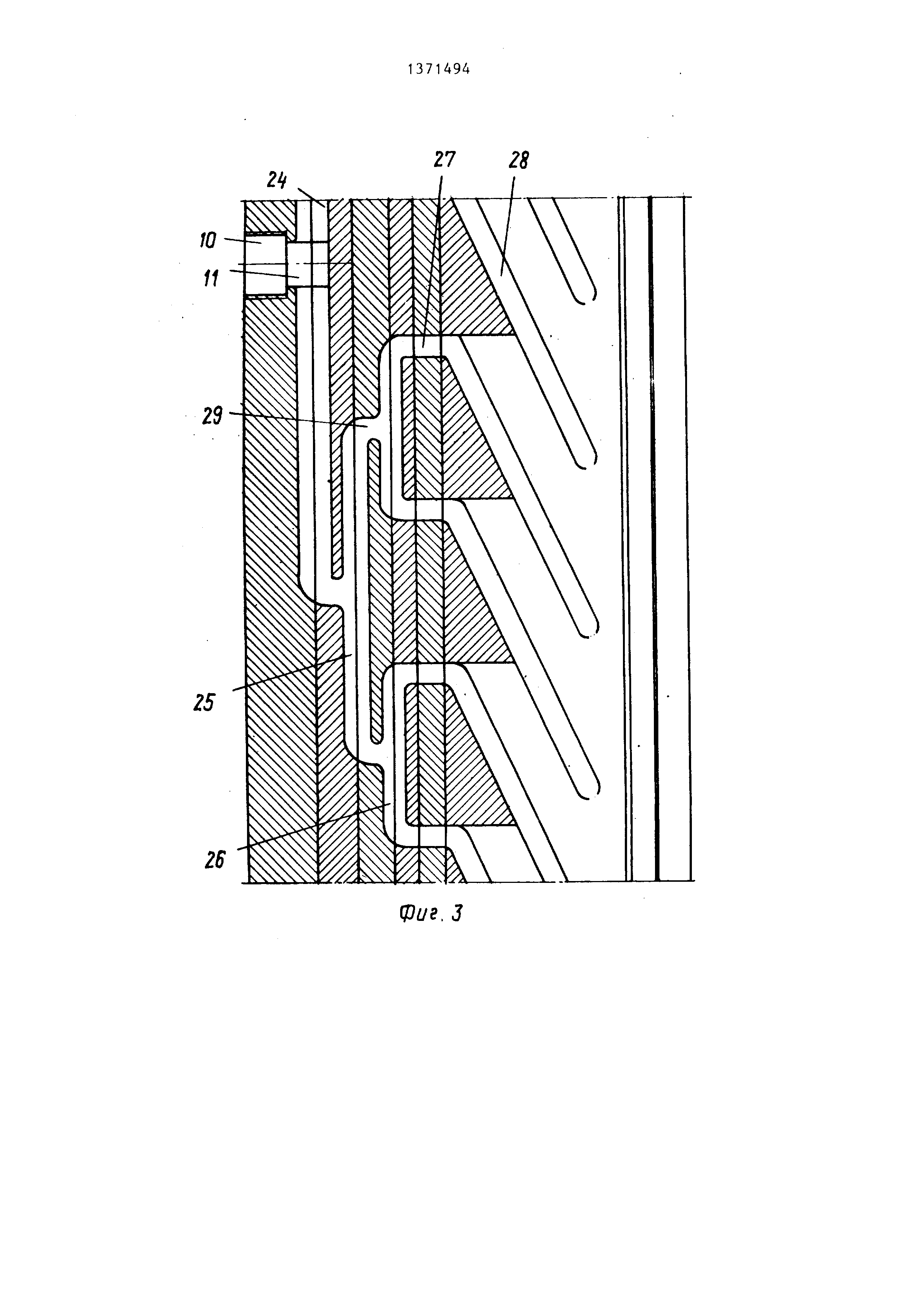
На фиг.2 и 3 показана экструзионная
головка, изображенная на фиг.1, в увеличенном масщтабе. Трубопровод
2 подачи соединен с торцом 7 экструзионной головки 1, его конец 8 вставлен
на резьбе 9 в отверстие 10, имеющееся в торце 7 экструзионной головки
1. Трубопровод 2 подачи сообщен с серединой распределительной секции
через канал 11. Задник конец экструзионной головки 1, в который подают
экструдируемые материалы, состоит из образующих распределительную секцию
дисковых кольцевых каналов 12 - 15, стягиваемых вместе и прикрепляемых
к передней торцовой части 16 экструзионной головки 1 стяжными болтами
17, которые ввинчивают в отверстия в упомянутой передней торцовой части
16. В указанной торцовой передней части 16 расположена экструзионная
секция, включающая три собирательные камеры 18 - 20, которые одним своим
концом сообщены с распределительной секцией, а противоположным концом -
с кольцевой экструзионной щелью 5.
t
Положение кольцевой экструзионной
щели 5 и соответственно толщину экст
рудируемой рукавной пленки регулирую
4
посредством регулировочных винтов 21 и 22.
В варианте, показанном на фиг.2,
экструзионная головка 1 как на наруж-
ных, так и внутренних поверхностях
имеет электронагревательные рубашки 23.
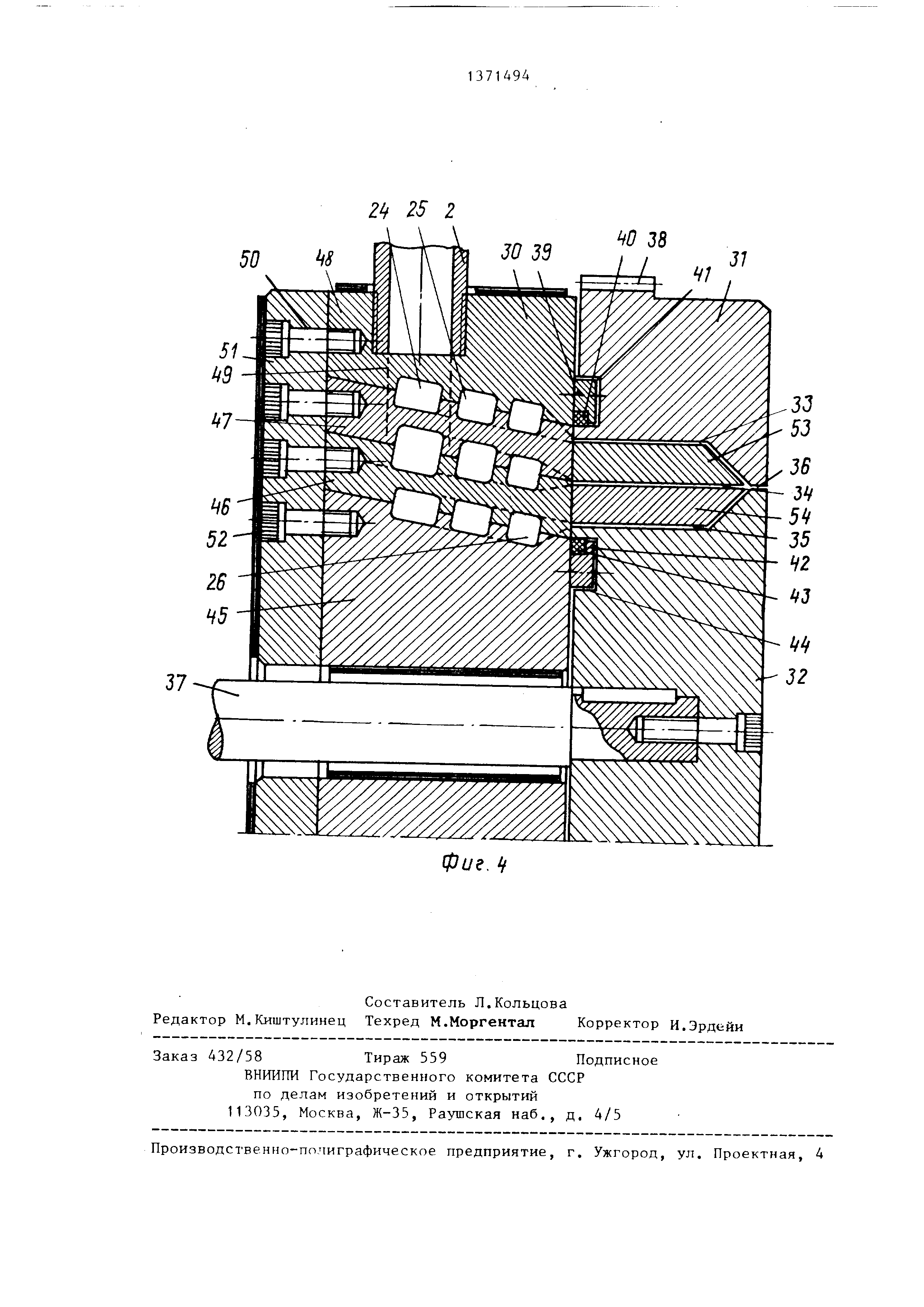
Три распределительные каналы распределительной секции в принципе
идентичны и поэтому ниже-дается описание лишь среднего канала со ссылкой на фиг.З.
Канал 11, соединяющий трубопровод
2 подачи с распределительной секцией,
выходит в серединную часть первого дугообразного распределительного канала
24. Каждый конец ттого канала 24 сообщается со средне частью смежной
группы дугообразных распределительных каналов 25. Концы указанных
каналов 25, в свою очередь, соединены со средней частью другой группы дугообразных
распределительных каналов
26. Концы распределительных каналов
соединены с собирательной камерой 19 посредством выходов 27.
Для получения хорошего распределения частичных потоков, выходящих из
выходов 27, в стенке собирательной камеры 19 выполняют направляющие канавки
28, которые наклонены по отношению к продольной оси экструзионной
головки 1, и глубина которых постепенно уменьшается.
Распределительные каналы 24 - 26 образованы углублениями в контактирующих
поверхностях кольцевых элементов 12 - 15, расположены в плоскостях,
перпендикулярных продольной оси экструзионной головки, и образуют лабиринтную
систему, размещенную с радиальным смещением на различные радиальные
расстояния относительно продольной оси экструзионной головки. Число разделений распределительных
каналов 24 - 26 выбрано с возможностью образования по меньшей мере восьми
выходов 27 у последнего распределительного канала 26 для соединения
посредством переходного канала с каждой собирательной камерой 18 - 20.
Выбор числа выходов 27 обусловлен необходимостью максимально однородного
распределения материала потоков. Если предусмотрено по меньшей мере восемь
выходов 27, то потоки материалов, выходящих из этих выходов 27, будут
быстро сливаться один с другим с об
разованием однорядного трубчатого потока .
Распределительные каналы 25 и 26
имеют по два расположенных по концам параллельно продольной оси экструзи-
онной головки 1 соединительных канал 29 для сообщения со средней частью
смежного распределительного канала.
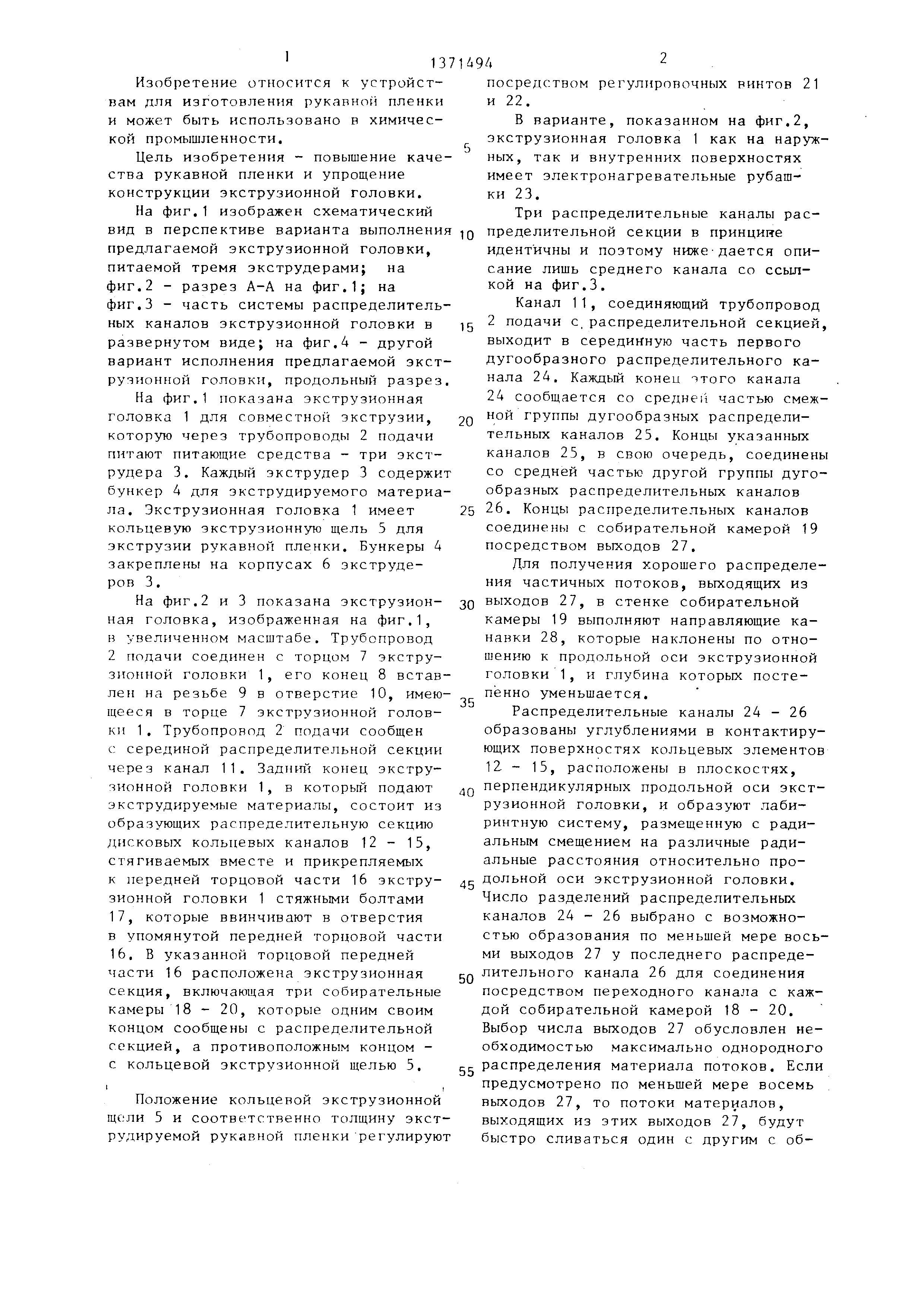
Экструзионная головка, показанная
на фиг,А, состоит из неподвижной части , обозначенной позицией 30, двух
вращающихся частей 31 и 32, расположенных между частями 32 и 31, трех ,
собирательных камер 33 - 35, каждая из которых соединена с кольцевой экструзионной щелью 36,
Вращающаяся часть 32 установлена на центральном валу 37, взаимодействующим
с приводным средством (не показан ) , установленным в центральном
сверлении неподвижной части 30 головки , Внещняя поверхность вращающейся
части 31 имеет форму зубчатого колеса 38, находящегося в зацеплении с шестерней
(не показана), Направляющее кольцо 39 с шайбой 40, прикрепленное к неподвижной части 30, вставлено в
направляющую кольцевую канавку 41 части 32, Аналогичным образом направляющее
кольцо 42 с шайбой 43, прикрепленное к неподвижной части 30, вставлено в кольцевую направляющую
канавку 44 вращающейся части 31,
Распределительная канальная система
головки, изображенной на фиг.4, соответствует системам на фиг.2 и 3,
за исключением того, что дугообразные распределительные каналы 24 - 26
образованы канавками, выполненными в конических поверхностях внутреннего
элемента 45, двух конических раковинообразных элементов 46 и 47 и внешнего
раковинообразного элемента 48, имеющего внутреннюю коническую поверхность , и каналом 49, соединяющим
трубопровод 2 подачи с первым дугообразным каналом 24,
Элементы 45-48, содержащие распределительную канальную систему, стя-
гивайт вместе при помощи содержащей ряд отверстий 50 пластины 51, и болтов
52, вставляемых в упомянутые отверстия 30 и прикрепляемых к элементам
45-48, Благодаря наличию коничес- 55 тельной камеры потоки входят в коль-
кой формы контактирующргх поверхностей цевую экструзионную щель 5, в которой элементов 45-48 для стяжки указанных они соединяются, образуя слоистую
частей, образующих неподвижную часть структуру. После выхода из экструзиэкструзионной головки, требуется
лишь небольшое усилие и, следовательно , использование TOHKifx и коротких
болтов,
В пространстве между внешней 31 и внутренней 32 вращающимися частями
содержатся два элемента 53 и 54, из которых один 53 при помощи крепежного
средства (не показано) с небольшой
Q площадью поперечного сечения соединяют
с вращающейся частью 31, а второй 54 при помощи аналогичного крепежного средства (не показано) - с
другой вращающейся частью 32,
5 При работе варианта исполнения
головки, показанного на фиг.2 и 3, потоки, вытекающие из выходов 27,
смазываются при прохождении через зону, в которой расположены направ0 ляющие канавки 28.
В варианте, показанном на фиг.4, (ПОТОКИ смазываются в результате движения
вращающихся частей 31 и 32. Эти части могут вращаться и в противоположных
направлениях или в одном направлении с разной или одинаковой скоростью вращения. Альтернативно,
одна часть может вращаться, а другая является неподвижной.
Вариант, показанный на фиг.2 и 3, мог бы также содержать вращаемые
части головки и в стенках собирательных камер, показанных на фиг,4, могли
бы быть также выполнены направляющие канавки.
Экструзионная головка работает следующим образом.
5
0
5
Каждый материал, который должен
быть экструдирован, проходит от экст- рудеров 3 внутрь лабиринтной системы
распределительных каналов 24 - 26, При проходе через лабиринтную систему
поток материала разделяется на два потока, образованные в соединительных
каналах 24 - 26, Таким образом, после трехразового разделения количество
потоков равно восьми, причем все восемь потоков равномерно распределены
по периферии, примыкающей к ним собирательной камеры. После прохода в
собирательную камеру потоки сливаются ля получения трубчатого потока. Из
кольцеобразного выхода каждой собираонной щели 5 трубчатый поток раздува513
ется и охлаждается с образованием тонкой рукавной пленки.
Варианты исполнения экструзионной головки, показанные на чертежах,
предназначены для изготовления слоистых материалов, состоящих из трех
слоев, расположенньк параллельно поверхностям слоистых материалов. Одна
ко, если показанную экструзионную го- Q продольной оси зкструзионной гбловки
ловку модифицировать так, чтобы в ней одна или две распределительные
канальные системы выходили в одну собирательную камеру, то можно было бы
изготавливать такие изделия, в которых сегменты экструдируемых материалов
располагаются рядом друг с другом D одном или больше слоях или простираются
от одной поверхности до противоположной .
Формула изобретения
1. Экструзионная головка для совместной экструзии нескольких пласти--
ческих материалов в виде рукавной пленки, содержащая питающие средства
для раздельной подачи по меньшей мере двух расплавов экструдируемых материалов
, распределительную секцию, состоящую из ряда кольцевых элементов,
образующих пары контактирующих поверхностей , в которых выполнены распределительные
каналы для каждого вида материала, экструзионную секцию, включающую образованные из ряда кольцевых
элементов кольцевые собирательные камеры для расплавов материалов,
которые сообщены с одной стороны с распределительными каналами, а с другой
через подводящие каналы - с общей кольцевой экструзионной щелью, и -
средства для соединения распределительной и экструзионной секций с
15
20
соединительных канала для сообщения
со средней частью смежного распределительного канала, лабиринтная система
распределительных каналов размещена с радиальным смещением на различные
радиальные расстояния относительно продольной оси экструзионной головки
, а число разделений распределительных каналов лабиринтной системы
выбрано с возможностью образования по меньщей мере восьми выходов у последнего
распределительного канала для соединения посредством переходного канала с каждой собирательной
25 камерой, стенки которой образованы кольцевыми элементами с параллельными
и концентрично расположенными поверхностями .
2.Экструзионная головка по п.1, отличающаяся тем, что лабиринтная система распределительных
каналов расположена концентрично рт- носительно продольной оси экструзионной головки.
3.Экструзионная головка по п.1, отличающаяся тем, что
распределительная секция выполнена
из элементов, усеченно-конической формы
, расположенных концентрично, а углебления для образования распределительных
каналов расположены на поверхности элементов.
4.Экструзионная головка по п.1, отличающаяся тем, что по
30
35
40
обеспечением контакта их торцовых по- 5 меньшей мере один кольцевой элемент.
образующий собирательную камеру, смонтирован с возможностью вращения
относительно распределительной секции .
верхностей, отличающаяся тем, что, с целью пoвьщJeния качества рукавной пленки и упрощения конструкции
экструзионной головки, по меньшей мере одна из контактирующих поверхностей
каждой пары кольцевых элементов распределительной секции выполнена
с углублениями для образования лабиринтной системы дугообразных распре
делительных каналов для каждого вида материала, сообщенной своим впуском
с питающими средствами, причем распределительные каналы лабиринтной
системы расположены в плоскости, перпендикулярной продольной оси экструзионной
головки, и имеют по два расположенных по концам параллельно
соединительных канала для сообщения со средней частью смежного распределительного
канала, лабиринтная система распределительных каналов размещена с радиальным смещением на различные
радиальные расстояния относительно продольной оси экструзионной головки
, а число разделений распредели тельных каналов лабиринтной системы
выбрано с возможностью образования по меньщей мере восьми выходов у последнего
распределительного канала для соединения посредством переходного канала с каждой собирательной
камерой, стенки которой образованы кольцевыми элементами с параллельными
и концентрично расположенными поверхностями .
2.Экструзионная головка по п.1, отличающаяся тем, что лабиринтная система распределительных
каналов расположена концентрично рт- носительно продольной оси экструзионной головки.
3.Экструзионная головка по п.1, отличающаяся тем, что
распределительная секция выполнена
из элементов, усеченно-конической формы
, расположенных концентрично, а углебления для образования распределительных
каналов расположены на поверхности элементов.
4.Экструзионная головка по п.1, отличающаяся тем, что по
меньшей мере один кольцевой элемент.
образующий собирательную камеру,
смонтирован с возможностью вращения относительно распределительной секии .
5. Экструзионная головка по п.1, отличающая ся тем, что переходные каналы образованы наклонно
расположенными канавками с плавно уменьшающейся глубиной.
Фиг.Г
А-А 12 f1 2 f.,2526ff 15.
тТ-ДА-А
щщМ
Фик. 2
Фие. 3
Zii 25 2
50
0 38
J7

Комментарии