Унитарная гибкая и расширенная перегородка для аэрозольных раздаточных устройств с клапаном и раздаточное устройство для выдачи продукта под давлением (варианты) - RU2107656C1
Код документа: RU2107656C1
Чертежи







Описание
Изобретение является частичным продолжением изобретения США N 08/084638, от 29.06.93 под названием "Гибкий барьерный элемент для аэрозольных раздаточных устройств".
Изобретение относится к находящимся под давлением раздаточным упаковкам таким, как аэрозольные упаковки, в которых выдаваемый продукт и создающие давление рабочие вещества, т. е. газ-вытеснитель, содержатся изолированно друг от друга посредством размещения их по разные стороны перегородки. Устройство такого типа обычно называется аэрозольной упаковкой с перегородкой.
Известны по меньшей мере три распространенных типа перегородок для аэрозольных упаковок. В барьерном элементе поршневого типа перегородка представляет собой поршнеобразный элемент, установленный в емкости с возможностью скольжения относительно внутренней поверхности тары. Подлежащий выдаче продукт помещен с выпускной стороны поршня, где расположен клапан, а газ-вытеснитель, создающий давление внутри тары, находится по другую сторону поршня. В справочнике по аэрозолям (Aerosol Handbook), второе издание, 1982, упомянуто аэрозольное раздаточное устройство поршневого типа, поставляемое на рынок "American Can Company" под торговым именованием "Мира-Фло". В раздаточном устройстве"Мира-Фло" юбка поршня предназначена для создания уплотнения у стенок тары, чтобы предотвратить прохождение газа-вытеснителя в камеру продукта, расположенную по другую сторону поршня. Задействование клапана выпуска аэрозоля приводит к снижению давления в камере продукта, в результате чего давление в камере газа-наполнителя увлекает поршень в направлении выпускного клапана и вызывает выпуск продукта через выпускной клапан. Примеры узла перегородки поршневого типа приведены в патентах США NN 3022923, 3756476 и 3929132.
В узле перегородки второго типа для аэрозольных упаковок гибкий складной пакет прикреплен в отверстии тары к клапану выпуска аэрозоля или к буртику отверстия тары. В конце шестидесятых годов "Continental Can Company" ввела в употребление аэрозольное раздаточное устройство с перегородкой, известное ка "Сепро-Кан". "Сепро-Кан" содержит внутренний пластиковый пакет для продукта, который прикреплен к отверстию клапана в верхней части емкости. Боковые стенки пакета проходят вдоль боковых стенок емкости и складываются подобно аккордеону так, что пакет может складываться внутрь и наружу под влиянием давления в остальной части емкости, когда пакет опустошен. К патентам, в которых иллюстрируется узел перегородки второго типа, можно отнести патенты США NN 3788521, 3896970 и 4067499. Модификации узлов перегородок второго типа включают в себя прикрепление пакета к боковой стенке емкости или к стыку, образованному между боковой стенкой тары и верхней частью емкости.
Третий тип известных перегородок - это нескладывающаяся чашеобразная перегородка, которая имеет наружную стенку, оканчивающуюся уплотнительным фланцем и расположенный вблизи от внутренней стенки емкости. Внутренняя стенка перегородки сначала сложена внутри наружной стенки и оканчивается торцевой закрывающей частью. Перегородка находится в аэрозольной емкости с клапаном и запечатана на стыке, образованном между боковой стенкой и нижней торцевой крышкой емкости. Продукт пропускают через отверстие с клапаном, а газ-вытеснитель - через отверстие в нижней торцевой крышке. Задействование клапана снижает давление в отсеке продукта и приводит к тому, что внутренняя стенка перегородки распрямляется, выступает из внутренности наружной стенки перегородки и заставляет торцевую закрывающую часть внутренней стенки перегородки продвигаться вперед и тем самым увлекать продукт в направление выпускного клапана. Патентом, где проиллюстрирован известный узел перегородки третьего типа, является патент США N 3109463. Проблемой, с которой приходится сталкивается в случае поршневой перегородки (первого типа), является несовершенное уплотнение между боковой юбкой поршня и боковой стенкой емкости, что позволяет газу-вытеснителю просачиваться в продукт выпуском газа-вытеснителя во время выпуска продукта, а также с последующим загрязнением продукта газом-вытеснителем. Кроме того, для аэрозольных емкостей характерно образование вмятин и утраты таким образом правильной круглой формы, вследствие чего поршень теряет способность к осевому перемещению внутри емкости с прохождением внутри конфигурации, отклоняющейся от правильной формы.
Проблемой, с которой приходится сталкиваться в случае узлов перегородки второго типа, в которых перегородка прикреплена к клапану или отверстию клапана, является то, что вызывает задержку продукта в полостях складывающейся перегородки с последующим нежелательным уменьшением количеством выдаваемого продукта.
В случае известной перегородки третьего типа, о котором шла речь выше, нескладывающаяся чашеобразная перегородка не перемещается постепенно и однородно к внутренней стенке емкости, а склонна образовывать карманы и удерживать продукт либо у стенки, либо в карманах самой перегородки при ее складывании. Попытки решить эти проблемы включали выполнение дополнительного жесткого поршня у торцевой закрывающей части внутренней стенки или приклеивание наружной стенки перегородки к внутренней стенке емкости так, чтобы предотвратить складывание. Как правило, перегородки третьего типа могут быть связаны с трудностями в формировании, а также с трудностями при введении их в емкость и герметизации в ней.
Таким образом, имеется потребность в гибкой перегородке между продуктом и газом-вытеснителем для аэрозольной емкости, причем эта перегородка должна быть простой в изготовлении и транспартировке, т.е. должна обеспечиваться простота ввода ее в емкость и герметизации для предотвращения утечки текучих веществ из одного отсека в другой и образования карманов, которые задерживают значительные количества продукта, подлежащего выдаче.
Изобретение относится к усовершенствованию узла перегородки третьего типа. В самом широком его аспекте предлагаемое изобретение касается унитарной гибкой и растяжимой перегородки для использования в многозонной аэрозольной емкости с клапаном, причем перегородке придана форма, обладающая достаточной жесткостью, чтобы поддерживать эту форму перед ее вставлением в многозонную аэрозольную емкость и использованием. Перегородка содержит гибкую и растяжимую стеночную часть, имеющую наружный стеночный сегмент и внутренний стеночный сегмент, соединенные угловым сгибом, причем свободный конец наружного сегмента стенки образует уплотнительное средство, а конец внутреннего сегмента стеки, удаленный от сгиба, проходит в центральную поршневую область, закрывающую перегородку. В предпочтительном варианте сегмент наружной стенки имеет форму крутого усеченного конуса и оканчивается на свободном конце уплотнительным средством, а внутренний сегмент стенки расположен вблизи от внутренный поверхности наружной стенки и имеет форму крутого усеченного конуса, противоположного крутому усеченному конусу наружного сегмента стенки, с образованием малого острого угла между наружным сегментом стенки и внутренним сегментом внутренней стенки, при этом конец внутреннего сегмента стенки, удаленный от сгиба, закрывается центральной поршневой областью, посредством чего завершается формирование элемента унитарной перегородки. Кроме того, внутренний сегмент стенки достаточно гибок для того, чтобы сам внутренний сегмент и центральная поршневая часть получили возможность перемещаться в осевом направлении вверх под влиянием давления газа-наполнителя и для изменения на противоположную формы усеченного конуса внутреннего сегмента. Кроме того, наружный сегмент имеет достаточную расширяемость, чтобы при расширении раздвигаться наружу под влиянием давления газа-наполнителя для обеспечения постепенного, по существу, согласования с внутренней поверхностью тары от концевого уплотнительного средства до сгиба, а внутренний сегмент имеет достаточную расширяемость, чтобы раздвигаться наружу под влиянием давления газа-наполнителя для обеспечения, по существу, согласнования с внутренней поверхностью емкости от сгиба вверх, когда внутренний сегмент изменяет форму на противоположную.
Ввиду наличия достаточной жесткости для поддержания формы до вставления в емкость, а также ввиду наличия конусообразного наружного сегмента стенки, предлагаемая перегородка очень легко вставляется в нижнюю часть тары. Ввиду наличия конусообразных сегментов, наружного и внутреннего, такую перегородку можно вкладывать в аналогичные перегородки для удобства и экономии средств при транспортировке. Кроме того, вложение друг в друга способствует быстрой и простой машинной подаче сложенных в стопы перегородок последовательно в емкости.
В предпочтительном варианте изобретения наружный сегмент стенки толще и жестче, чем внутренний сегмент, причем внутренний сегмент имеет также несколько меньшую длину, чем наружный сегмент, а уплотнительное средство имеет простирающийся радиально фланец, который действует как прокладка между нижней частью боковой стенки тары и нижней крышкой тары. Центральная поршневая часть также может быть толще, чем внутренний сегмент.
Общая длина гибких и расширяющихся стеночных частей и контура центральной поршневой части выбрана такой, что перегородка после полного выпуска продукта из аэрозольной тары будет иметь тенденцию к прижатию ко всем внутренним поверхностям тары, чтобы тем самым максимизировать выпуск содержимого тары.
Конкретным предпочтительным материалом для перегородки является полиэтилентерефталат. В тех случаях, когда важно проникновение через перегородку, можно использовать унитарную конфигурацию предлагаемой перегородки. Такие многослойные конфигурации, материалы их конструкций и способы их изготовления известны специалистами в данной области. Как правило, в трехслойной системе внутренний слой выполнен из материала, который препятствует пропуску через него газа-наполнителя, а наружные слои инертны к газу-наполнителю и продукту.
На фиг.1 представлен вертикальный вид в разрезе варианта выполнения перегородки по изобретению; на фиг. 2 - вертикальный вид в разрезе перегородки на фиг. 1, расположенной внутри пустой аэрозольной емкости, причем ее верхнее отверстие показано схематически, а клапан выпуска аэрозоля не показан; на фиг. 3 - схематическое изображение в разрезе варианта осуществления с обеспечением уплотнения между уплотнительным средством перегородки, боковой стенкой емкости и нежней крышкой; на фиг. 4 и 5 - схематические изображения предлагаемой перегородки внутри аэрозольной емкости, где показаны: на фиг. 4 - перегородка в начальном положении в течение короткого периода времени после заполнения емкости продуктом и газом-наполнителем, а на фиг. 5 - окончательный контур перегородки после выпуска продукта из емкости; на фиг. 6 - частичный разрез предлагаемой многослойной перегородки; на фиг. 7 - вид в разрезе варианта осуществления центральной поршневой части предлагаемой перегородки; на фиг. 8 - вид вложенных друг в друга предлагаемых перегородок; на фиг. 9 - схематическое изображение нескольких стадий изготовления предлагаемого узла перегородки из листа пластмассы по изобретению; на фиг. 10 - схематическое изображение термоформующего оборудования, используемого при формовании предлагаемой многослойной перегородки.
На фиг. 1 изображена унитарная перегородка, обозначенная как единое целое позицией 10, в том виде, как она первоначально сформована, причем эта перегородка имеет стенку 11, содержащую гибкий расширяющийся наружный сегмент 12 и гибкий расширяющийся внутренний сегмент 14, соединенные сгибом 15, причем наружный сегмент 12 оканчивается уплотнительным фланцем 16. На конце 18 внутреннего сегмента 14 центральная поршневая часть 20 простирается внутрь, закрывая перегородку. Следует отметить, что наружный сегмент 12 имеет форму усеченного конуса, простирающегося от уплотнительного фланца 16 к сгибу 15, и что внутренний сегмент 14 имеет форму крутого усеченного конуса, направленного противоположно наружному сегменту 12, и простирающегося от сгиба 15 до центральной поршневой области 20.
Наружный сегмент 12, включающий уплотнительный фланец 16, имеет достаточную жесткость, чтобы придать пространственную форму перегородке и обеспечить перегородке самоустойчивость и готовность к вставлению в тару.
Обнаружено, что удовлетворительные свойства в качестве перегородки в аэрозольной таре
проявила перегородка из полиэтилентерефталата со следующими размерами:
толщина уплотнительного фланца 0,18 мм (0,007 дюйма);
толщина наружного сегмента 0,18 (0,007 дюйма) вблизи
фланца сужается до 0,10 мм (0,004 дюйма) у сгиба;
толщина внутреннего сегмента 0,10 (0,004 дюйма) вблизи сгиба сужается до 0,05 мм (0,002 дюйма) у центральной поршневой области;
центральная поршневая область 0,05 мм (0,002 дюйма) на стыке внутреннего сегмента и центральной поршневой области, с возрастанием до 0,10 мм (0,004 дюйма) непосредственно в пределах указанного стыка и
с утолщением до 0,18 мм (0,007 дюйма) в центральной области поршня;
длина наружного сегмента 79,4 мм (3 и 1/8 дюйма);
длина внутреннего сегмента 65,9 мм (2 и 19/32 дюйма).
Тарой, которую использовали совместно с вышеупомянутой перегородкой из полиэтилентерефталата, была прямолинейная банка типоразмера 202•509, имеющая диаметр 54,0 мм (2 и 1/8 дюйма) и длину 141,3 мм (5 и 9/16 дюйма).
Перегородка имела угол конуса 1o и для наружного, и для внутреннего сегментов (12 и 14), для образования сгиба 15 с обеспечением входного угла 2o между сегментами 12 и 14. Предполагается, что при угле конуса к каждому из сегментов около 3o также будет достигнут удовлетворительный результат. Центральная поршневая область для вышеописанной перегородки имела конфигурацию, соответствующую той, что показана на фиг. 1, где конец 18 на периметре поршня имел глубину 4,775 мм (0,188 дюйма) и радиус 1,6 мм (0,063 дюйма). Уплотнительный фланец 16 указанной перегородки имел радиус скругления в наружный сегмент 12, равный 1,981 мм (0,078 дюйма).
На фиг. 2 показана перегородка 10, вставленная в аэрозольную тару с клапаном, обозначенную как единое целое позицией 22, имеющую внутреннюю поверхность 23 стенки и постоянно соединенная с тарой через посредство уплотнительного фланца 16 за счет обжатия фланца 16 в соединении, образованном нижним концом 24 боковой стенки тары 22 и периметром нижней крышки 26 тары 22. Без ограничений типа находящейся под давлением (аэрозольной) емкости, с которой можно успешно использовать предлагаемый узел перегородки, можно сказать, что обнаружена полезность использования указанной перегородки с аэрозольной упаковкой, обычно называемой "контейнер с зауженной горловиной" (neckedin container). В нижней крышке 26 предусмотрен уплотняемый канал 28 для ввода газа-вытеснителя. В отверстие 29 аэрозольной емкости 22 способом, известным специалистам в данной области техники, установлен задействуемый вручную клапан (не показан).
На фиг. 2 перегородка 10 делит внутренность емкости 22 на верхнюю зону 32 для приема продукта, подлежащего раздаче, и нижнюю зону 34 для приема газа-вытеснителя. Как правило изготовитель тары обязан вставлять перегородку 10 в емкость 22 и герметизировать перегородку, как указано выше. После этого тот, кто заливает продукт, наполнит продуктом и газом-вытеснителем соответствующие камеры 32 и 34.
Во многих случаях приложений предлагаемого узла перегородки в аэрозольной емкости перегородка 10, соответствующая той, что показана на фиг. 1, будет вставлена и запрессована снизу в емкость 22, как показано на фиг. 2 и разъяснено выше.
Вместо этого после запрессовки перегородки 10 снизу внутри емкости 22, как показано на фиг. 2, и при наличии клапана выпуска аэрозоли в емкости 22, газ-вытеснитель можно допустить в емкость 22 в зоне 34, чтобы заставить перегородку полностью или частично расширяться (на фиг. 5 перегородка показана в полностью расширенном состоянии) внутри емкости 22, при этом нужно понимать, что клапан выпуска аэрозоля, находящийся в отверстии емкости, если он вообще есть, должен быть открыт, чтобы позволить перегородке расширяться. После расширения перегородки 10 внутри емкости 22 можно под давлением наполнить продуктом зону 32, чтобы заставить перегородку 10 принять форму, изображенную на фиг. 2, или форму, аналогичную указанной на фиг. 2.
Еще одним вариантом является уплотнение верхней части предлагаемого узла перегородки и запрессовка уплотнительного фланца 16 между верхней частью емкости 22 и верхней боковой стенкой емкости 22. При такой компановке с уплотнением вверху можно вводить продукт в зону продукта, чтобы заставить перегородку 22 полностью расшириться вниз в емкости 22 и, по существу, сделать ее соответствующей внутренней поверхности 23 емкости 22. При вводе продукта в емкость может понадобиться обеспечение средством для отвода воздуха в зону газа-вытеснителя. После введения газа-вытеснителя в зону газа-вытеснителя емкость готова к употреблению т.е. к выпуску продукта посредством задействования клапана выпуска аэрозоля, расположенного в отверстии 29 емкости. По окончании выпуска продукта из емкости 22 перегородка 10 будет, предположительно, иметь форму, изображенную на фиг. 1, при которой внутренний сегмент 14 будет сложен внутри наружного сегмента, но при наличии запрессованного сверху уплотнительного фланца 16 перегородка 10 будет иметь расположение в емкости, обратное тому, что показано на фиг. 2. В обеих указанных альтернативных компановках и способах заполнения предпочтительно, чтобы наружный сегмент 12 был значительно толще и более жесткий, чем внутренний сегмент 14.
На фиг. 3 показана конфигурация, предназначенная для прикрепления перегородки 10 к емкости 22. На фиг. 3 показано, что средство уплотнения перегородки представляет собой концевой фланец 16, простирающийся от наружного сегмента 12. Фланец 16 запрессован между фланцами 24 и 26. Шов образован путем закатки фланцев 24, 26 и 16 в направлении боковой стенки 12 для образования закатанного шва способами, известная специалистам в данной области техники. Можно использовать двойной шов. Толщина и длина уплотнительного фланца определяются требованиями к закатанным швам, которые могут изменяться в зависимости от типа аэрозольной емкости и оборудования для закатки. Уплотнительный фланец 16 может быть толще, чем прилегающий наружный сегмент 12. Уплотнительный фланец 16 может выполнять функцию прокладки в процессе герметизации перегородки путем неразъемного соединения с основанием тары. При необходимости можно нанести клей на элементы, сшиваемые закаткой.
На фиг. 4 показана перегородка в исходном положении в течение короткого периода времени после заполнения тары продуктом и газом-вытеснителем. В течение этого короткого периода времени перед использованием наружный сегмент 12 расширился ввиду давления газа-вытеснителя, вошел в контакт с внутренней поверхностью 23 стенки емкости и стал ей полностью соответствовать. Ввиду того, что наружный сегмент 12 имеет форму усеченного конуса, контакт и обеспечение соответствия сегмента 12 происходит постепенно вверх от фланца 16 к сгибу 15, вследстие чего образуется пространство между наружным сегментом 12 и поверхностью 23 внутренней стенки.
При непрерывном или прерывистом задействовании клапана, расположенного в верхнем отверстии, продукт будет выводиться наружу за счет понижения давления в зоне продукта 32 и создания большего давления в зоне газа-вытеснителя 34 с целью расширения перегородки в направлении продукта и увеличение продукта через выпускной клапан наружу. Когда продукт выходит из емкости, сегмент 14 и центральная поршневая область 20 перемещаются в осевом направлении к клапану выпуска аэрозоля по мере расправления перегородки.
Размеры перегородки можно выбрать таким образом, что после выпуска большей части продукта, находившегося в емкости, центральная поршневая часть еще не поднимается достаточно высоко для того, чтобы перекрыть выпускное (ые) отверстие (я) в клапане. По мере того, как выпуск близится к завершению, перегородка может расширятся и, предположительно, достигать конфигурации, изображенной пунктирной линией на фиг. 5, при этом следует понять, что на фиг. 5 наружный и внутренний сегменты 12 и 14 контактируют с внутренней поверхностью 23 и полностью ей соответствуют.
Замечено, что конфигурация в виде усеченного конуса, которую имеет внутренний сегмент 14 стенки, а также заложенная в природу конструкции перегородки 10 способность расширяться в направлении внутренней поверхности 23 приводят к постепенному продвижению наружной поверхности внутреннего сегмента к внутренней поверхности 23 стенки емкости, вызывая постепенное продвижение к клапану выпуска и минимизацию заключения и улавливания продукта между наружной поверхностью перегородки и внутренней поверхностью емкости. В пределах самой перегородки не замечено образования карманов.
Конусообразность наружного сегмента облегчает вставление предлагаемой перегородки в емкость. Наличие конусообразности и у наружного сегмента, и у внутреннего сегмента, причем под малыми углами, также позволяет проводить максимально плотную укладку перегородки друг в друга с целью обеспечения удобной и экономичной транспортировки перегородки от места их изготовления до места проведения операции по изготовлению емкостей. На месте изготовления стопы уложенных друг в друга перегородок облегчают быструю и простую подачу последовательно в емкости. Каждую вложенную перегородку можно вытянуть из ее стопы в предназначенную для нее емкость под воздействием изначального вакуума в ее оболочке, причем каждая перегородка при ее вставлении в емкость отсекает вакуум; вместо этого можно выдувать каждую уложенную перегородку из ее стопы воздухом в предназначенную для нее емкость. Следующую оболочку подают под стопу вложенных друг в друга перегородок и идентичная операция продолжается для следующей единицы емкости и следующей перегородки. Емкости продолжают последовательно поступать под сложенные стопы перегородки и такое вкладывание (перегородок друг в друга) обеспечивает высокоскоростную и очень простую операцию подачи.
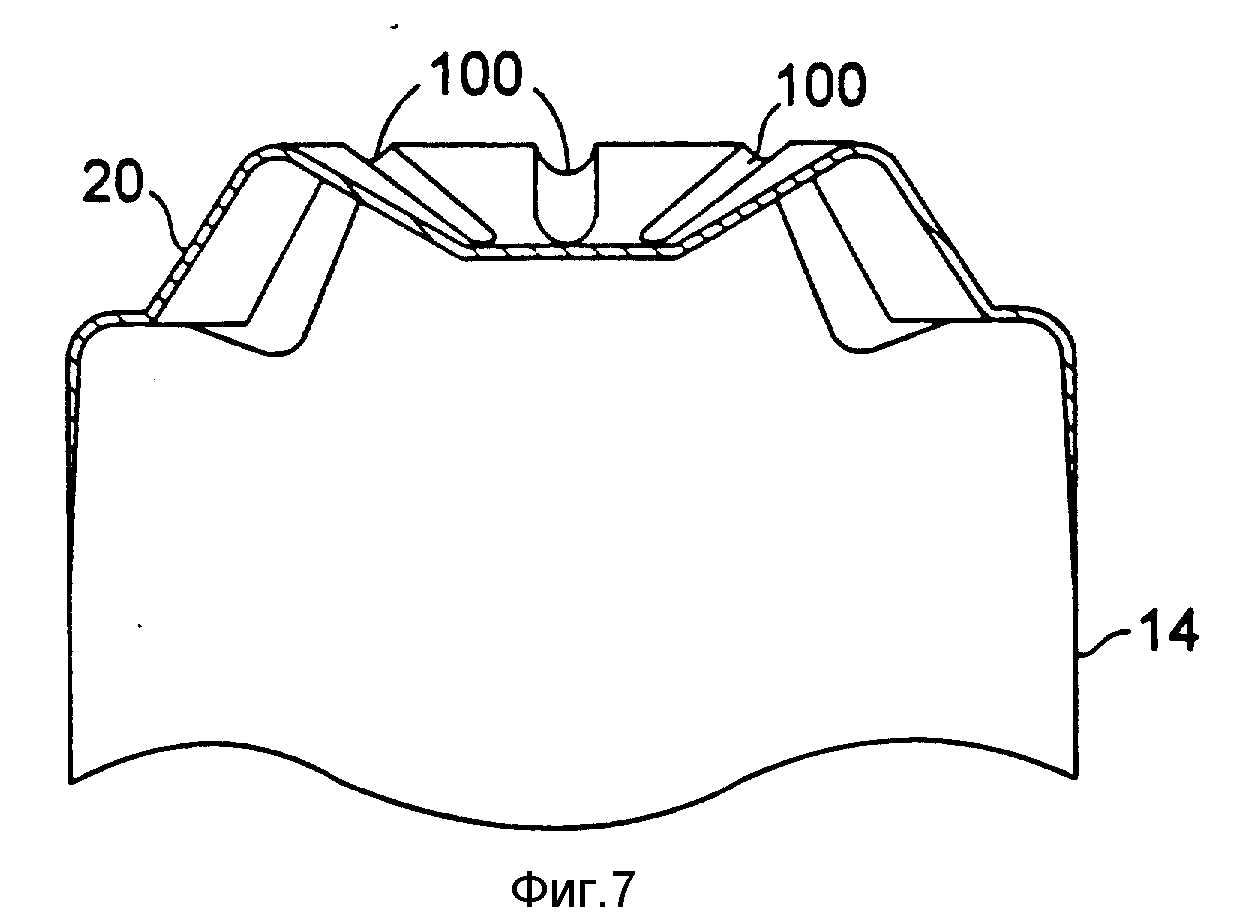
На фиг. 7 показан вариант центральной поршневой области 20, которая включает в себя совокупность армирующих ребер 100, которые увеличивают прочность центральной поршневой области 20. В зависимости от массы и типа выдаваемого продукта может оказаться предпочтительным наличие центральной поршневой части более толстой и/или армированной, и/или более толстых сегментов стенок, чтобы обеспечить однородный и полный выпуск продукта. Вместо этого может оказаться желательным наличие центральной поршневой области более тонкой, чем прилагающий сегмент внутренней стенки, чтобы обеспечивать возможность расширения центральной поршневой области и захода ее полностью в верхние углубления емкости.
Чтобы решить характерную для известных раздаточных устройств проблему проникновения газа-вытеснителя и/или продукта через перегородку, предлагаемую гибкую перегородку можно изготавливать из многослойного материала. На фиг. 6 показана конструкция стенки, включающая в себя внутренний слой 102, предназначенный для того, чтобы воспрепятствовать переносу через него газа-вытеснителя и продукта. Слой 102 заключен между наружными слоями 104 и 106, которые инертны к газу-вытеснителю или продукту, контактирующему с наружными слоями. Могут быть предусмотрены необязательные слои клея 108 и 110 или вместо этого можно сплавить внутренний и наружные слои 102, 104 и 106 вместе путем нагрева или другими способами. В одном из вариантов внутренний слой 102 представляет собой гезонепроницаемый слой, а наружные слои 104 и 106 представляют собой слои, не проницаемые для водной среды или органических текущих веществ. Газонепроницаемый слой может быть выполнен из полиэтилтерефталата, этиленвинилового спирта, поливинилового спирта, поливинилиденхлорида, полиакрилонитрила, целлофана или иных подходящих материалов. Наружные слои могут быть выполнены из полиэтилтерефталата, полиэтилена (в частности полиэтилена высокой плотности), полипропилена, политетрафторэтилена, полибутана, иономера " сюрлин", бутилового каучука, поливинилиденхлорида, полихлортрифторэтилена, пентона, поливинилфторида или иных подходящих материалов. Этиленвиниловый спирт и поливиниловый спирт являются предпочтительными материалами газонепроницаемого слоя, а полиэтилен высокой плотности - предпочтительным материалом для слоев, не проницаемых для водных сред или органических текучих веществ.
Совместно с известным раздаточным устройством и гибкой перегородкой, соответствующей настоящему изобретению, можно использовать любые известные газы-вытеснители. Предлагаемая перегородка обуславливает применение меньших количеств сжиженных газов-вытеснителей, чем те, которые требуются в аэрозольных устройствах без узлов перегородки и в определенных системах с узлами перегородки, где используются сжатые газы, вследствие чего обеспечивается возможность экономичного использования более дорогих газов-вытеснителей. Предлагаемая система сама по себе ведет к максимизации количества продукта, выдаваемого из данной тары.
Предлагаемый узел перегородки в настоящее время изготавливается с использованием способа формования, называемого, как правило, термоформованием. Способ термоформования для изготовления пластмассовых форм из листа пластмассы известен в общих чертах. Конкретные модификации общих способов используются для приспособления способа формования к формованию конкретных контуров изделий. Изображенная на фиг. 9 схема отражает несколько стадий формования узлов перегородок, о которых идет речь в этом изобретении. На стадии I листовую пластмассу, например лист полиэтилентерефталата, имеющего толщину 0,635 мм (0,025 дюйма), пропускают через зону сухого нагрева (печь 200), чтобы довести температуру полиэтилентерефталата до температуры формования, соответствующую (121,1 - 16,6)oC ((250 - 330)oF). Желательно иметь температуру полиэтилентерефталата в диапазоне (140,6 - 148,9)oC ((285 - 300)oF), т. е. избегать граничных значений диапазона (121,1 - 165,6)oC ((250 - 330)oF). Обнаружено, что материал полиэтилентерефталат, пригодный для формования узлов перегородок, имеет двухосевую ориентацию и подходит для термоформования глубокой вытяжкой.
Предлагаемый узел перегородки сформован способом глубокой вытяжки и поэтому восприимчив к образованию паутины, т.е. складки избыточного материала у основания формы и боковой стенки перегородки. Чтобы не получалась такая паутина, важно тщательно контролировать температуру листа пластмассы. Более того, при контроле температуры и отсутствии подъема температуры выше температуры деформации листа пластмассы, пластмасса сохраняет некоторую степень запоминания формы и это запоминание способствует устранению или снятию проблемы образования паутины.
На стадии II предварительно нагретый лист полиэтилентерефталата перемещают к устройству формования (термоформователю 201), где лист полиэтилентерефталата предварительно растягивается с использованием вспомогательного пуансона 202 для осуществления первичного формования внутреннего сегмента и поршневой области узла перегородки и с использованием кольца 203 для частичного формования наружного сегмента (фиг. 10). Кольцо 203 помогает избежать образования паутины. Вспомогательный пуансон 202 и кольцо 203 установлены на верхней подвижной планшайбе 204 (верхней плите основания) оборудования термоформирователя, непосредственно над нижней подвижной планшайбой 205 (плитой основания), на которой устанавливают пресс-форму 206. После размещения нагретого листа 207 пластмассы между верхней и нижней планшайбами 204 и 205 проводят операцию формования, перемещая планшайбы друг к другу, чтобы зажать между ними нагретый лист. Во время перемещения планшайб навстречу друг другу до вхождения их в контакт друг с другом, вспомогательный пуансон 202 и кольцо 203 вытягивают лист в форму 206 и вокруг внутренней поверхности формы, заставляя нагретый лист полиэтилентерефталата приходить в соответствие с формой 206 и входить с ней в контакт в месте сгиба, соединяющего наружный сегмент и внутренний сегмент, и у основания кольца 203. Во время увеличения нагретого листа полиэтилентерефталата к плите основания термоформующего оборудования кольцо 203 образует кольцевое уплотнение вокруг формы 206. После образования уплотнения к форме 206 прикладывают вакуум, чтобы заставить лист полиэтилентерефталата вытягиваться к поверхности формы и тем самым завершать окончательное формование листа полиэтилентерефталата.
Форма 206 является водоохлаждаемой, выполнена из покрытого алюминием тефлона, является теплопроводной, а вспомогательный пуансон 202 и кольцо 203 выполнены из мелкослойной древесины, покрытой фетром для предупреждения образования задиров на сформованной детали и ее прилипания.
После должного охлаждения верхнюю и нижнюю планшайбы 204 и 205 разъединяют и прошедший формование лист транспортируют на позицию снятия заусенцев (стадия III), на которой режущие матрицы 208 обрезают заусенцы на сформованных деталях. Сформованные детали выталкивают в укладчик 209, а срезанный в месте уплотнительного фланца остаток собирают на стадии IV в емкость 210, а затем измельчают и возвращают на технологическое оборудование процесса экструзии листов пластмассы.
Предполагается, что двухосная ориентация пластмассы в процессе экструзии листа пластмассы, который подлежит термоформированию, и двухосная ориентация при осуществлении процесса термоформирования уменьшают проницаемость материала перегородки.
Хотя изобретение было конкретно раскрыто и описано применительно к предпочтительным вариантам его осуществления, специалистам в данной области техники должно быть понятно, что возможны вышеуказанные и иные изменения в форме и деталях без отступления от духа и объема изобретения, которые следует считать ограниченными только объемом прилагаемой формулы изобретения.
Реферат
Изобретение относится к аэрозольным упаковкам. Изобретение касается перегородки для аэрозольной емкости 22, содержащей унитарный гибкий расширяющийся элемент 11, имеющий наружный сегмент 12, оканчивающийся уплотнительным фланцем 16. Внутренний сегмент 14 соединен с наружным сегментом 12 посредством сгиба. Центральная поршневая область 20 отходит от конца внутреннего сегмента 14, удаленного от сгиба. Перегородка 10 достаточно толстая и жесткая для самоустойчивости перед вставлением в аэрозольную емкость 22. Наружный 12 и внутренний 14 сегменты расширяются наружу для обеспечения постепенного согласования с внутренней боковой поверхностью 23 емкости при выпуске продукта. Наружный сегмент 12 может быть толще и жестче, чем внутренний сегмент 14. Перегородку можно вкладывать в другие аналогичные перегородки. Перегородка проста в изготовлении и при транспортировке предотвращает утечку текучих веществ. 3 с. и 18 з.п.ф-лы, 10 ил.

Комментарии