Способ изготовления жгута и жгут - RU2071513C1
Код документа: RU2071513C1
Чертежи
Описание
Изобретение относится к способу изготовления композита жгута из полимерной матрицы, армированной разорванными натяжением волокнами, и изготовленному таким образом продукту. Изобретение может быть использовано для изготовления композиционных материалов.
Известны способы изготовления композита из полимерной матрицы, армированной порванными натяжением волокнами, в частности намоткой, порванной натяжением пряди на раму, покрытую пленкой из термопластичной смолы, с формированием основы. Однако такая основа из порванной натяжением пряди может быть выполнена по любой технологии, известной любому специалисту в данной области, например навиванием или накатыванием. Предварительное формирование достигается, когда поверх основы помещают другую пленку из термопластичного материала с получением сэндвича, который нагревают в вакуумной камере, а затем извлекают из рамы. Несколько таких заготовок можно собрать в стопку со сдвигом с целью достичь многонаправленности, а затем эту стопку можно нагревать под давлением с получением композитной структуры.
В соответствии с другими технологиями нанесения матричного полимера предусматриваются напыление порошкообразной смолы на основу пряди с последующим нагревом с целью расплавить смолу, полив жидкой смолой этой основы пряди, переплетение термопластичного волокна с основой пряди, а затем нагревание с целью расплавления этого термопластичного материала, благодаря чему образуется матричная смола, каландирование основы между слоями матричной пленки и т.д.
Композиты, которые таким образом изготавливают, могут быть использованы в целях глубокой вытяжки с несущественными уменьшениями прочности и жесткости в сравнении с композитами, которые изготавливают из смолы, армированной непрерывным волокном. Однако в соответствии с описанием к американскому патенту волокна перемещаются на значительные расстояния. При осуществлении такого способа коэффициенты вытяжки обычно находятся в интервале 200-300% Эта высокая степень смещения создает шанс для потери ориентации, поэтому на поверхности жгута становится очевидной волнистость. Пряжу подвергают заключительной обработке с целью уменьшить статику и сообщить некоторую когезивность для удержания нитей от уноса. Но обработка действует только как слабый демпфер для энергии, выделяемой волокном при его разрыве; большое количество такой энергии отдачи иногда рассеивается вследствие движения волокна, в результате чего происходит дезориентирование. Технической задачей изобретения является разработка способа получения прочного жгута.
В соответствии с изобретением предлагается усовершенствованный способ изготовления жгута, выполненного из полиэфирной или полиамидной матрицы, армированной разорванными в процессе вытяжки волокнами, ориентированными в осевом направлении и содержащими матрицу в количестве 35-50% от объема жгута, отличающийся тем, что жгут оси из указанной матрицы, армированной волокном из непрерывных нитей, подают в зону натяжения, где одновременно с нагреванием жгута до 316-370oC осуществляют натяжение жгута в направлении армирования до степени натяжения волокна, равной 8,3-10% с последующим охлаждением жгута при 43,5-10oC.
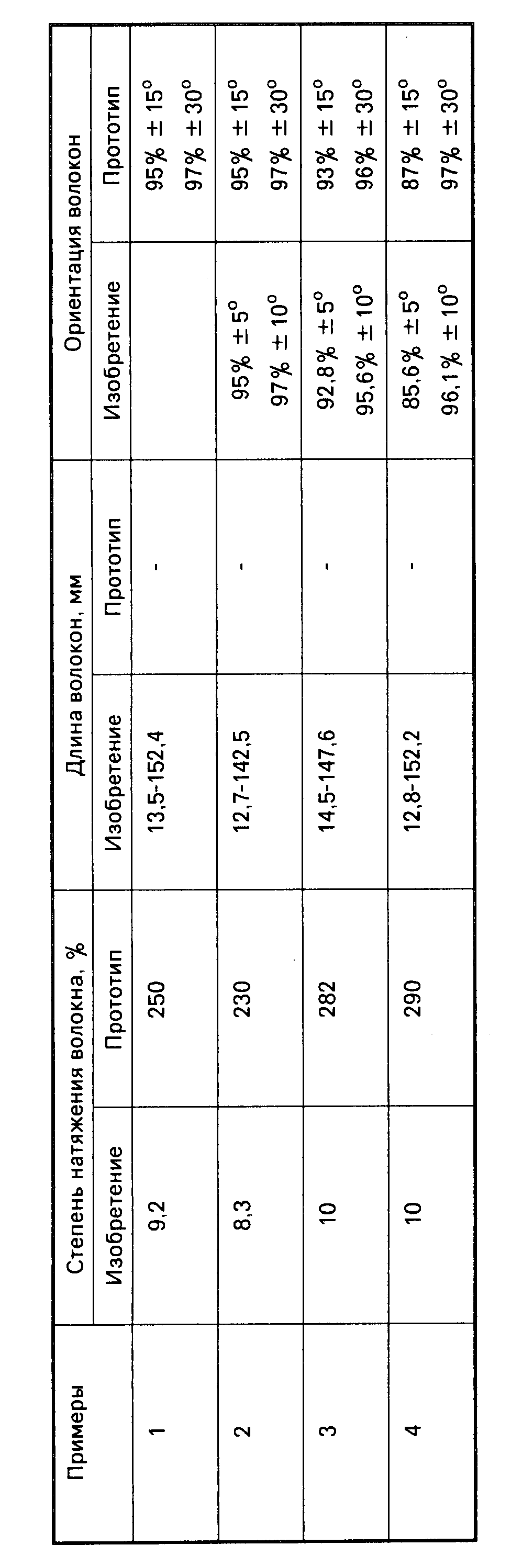
В соответствии с изобретением получают жгут, выполненный из полиэфирной или полиамидной матрицы, армированной разорванными в процессе вытяжки волокнами, ориентированными в осевом направлении, и содержащий матрицу в количестве 35-50% от объема жгута, причем длина разорванных волокон составляет 12,7-152,4 мм, причем 85,6-95% волокон соориентированы в осевом направлении в пределах ±5o, а 95,6-97% волокон соориентированы в осевом направлении в пределах ±10oC.
В качестве армирующих волокон используют стеклянные, углеродные и арамидные волокна.
Содержание армирующих волокон в матрице может варьироваться, но по предпочтительному варианту оно должно находиться в интервале от 40 до 75 об. Средняя длина волокон также может варьироваться, однако по предпочтительному варианту она должна находиться в пределах приблизительно от 1/2 до 6 дюймов (12,7-152,4 мм) при неупорядоченном перекрывающем распределении. Примерно 85,6-95% этих волокон ориентированы в интервале ± 5o, а примерно 95-97% волокон ориентированы в пределах ±10o относительно осевого направления.
В соответствии с изобретением высокая степень ориентирования, присущая для процесса прядения волокна, сохраняется в очень значительной мере. Более того, при осуществлении такого способа она может быть даже еще больше повышена. Расплавленная смола, которая окружает каждую нить в тот период, когда она разрывается, выполняет роль демпфера, поглощая энергию, выделяющуюся в результате разрыва волокна. Эта смола удерживает волокно, что сводит к минимальной степени конверсию энергии отдачи в ту энергию, которая вызывает дезориентирование нитей. Такая энергия смолой превращается в тепловую и безопасно конвектируется и излучается. Растяжение, которое требуется для разрыва волокон в соответствии с таким способом, значительно меньше растяжения, необходимого для разрыва сухих волокон. Коэффициент вытяжки 10% является достаточным для разрыва волокон, которые рвутся при относительном удлинении 4% В одном смысле этот способ оказывается очень эффективным, поскольку при низком коэффициенте вытяжки обеспечивается полный разрыв пучка волокон, то есть разрыву подвергается каждое из волокон. Это обусловлено частично хорошим сцеплением между разрывными каландрировочными валками и жгутом. Вследствие такого эффекта сведения к минимальному перемещению волокон уменьшается возможность дезориентирования нитей. Высоковязкие термопластичные смолы являют собой превосходные демпфирующие средства. Предлагаемый способ хорош также потому, что смола находится в расплавленном состоянии в течение столь короткого промежутка времени (менее 2 с). Это позволяет ограничить время, в течение которого волокна способны перемещаться относительно друг друга. Такой жгут нагревают непосредственно перед проведением операции разрыва и немедленно после этого охлаждают.
Поскольку волокна на стадии разрыва вытяжкой окружены расплавленным полимером, образуется очень мало уносимых частиц. Такой жгут оказывается исключительно полезным при последующих операциях процесса, поскольку смола удерживает жгутовый пучок с плотным взаимным соприкосновением даже при сильном натяжении. Таким образом, такой жгут может быть использован в процессе ткачества тканей или намотки нити с усилием, аналогичным тому, которое прилагают при переработке непрерывных нитевых материалов.
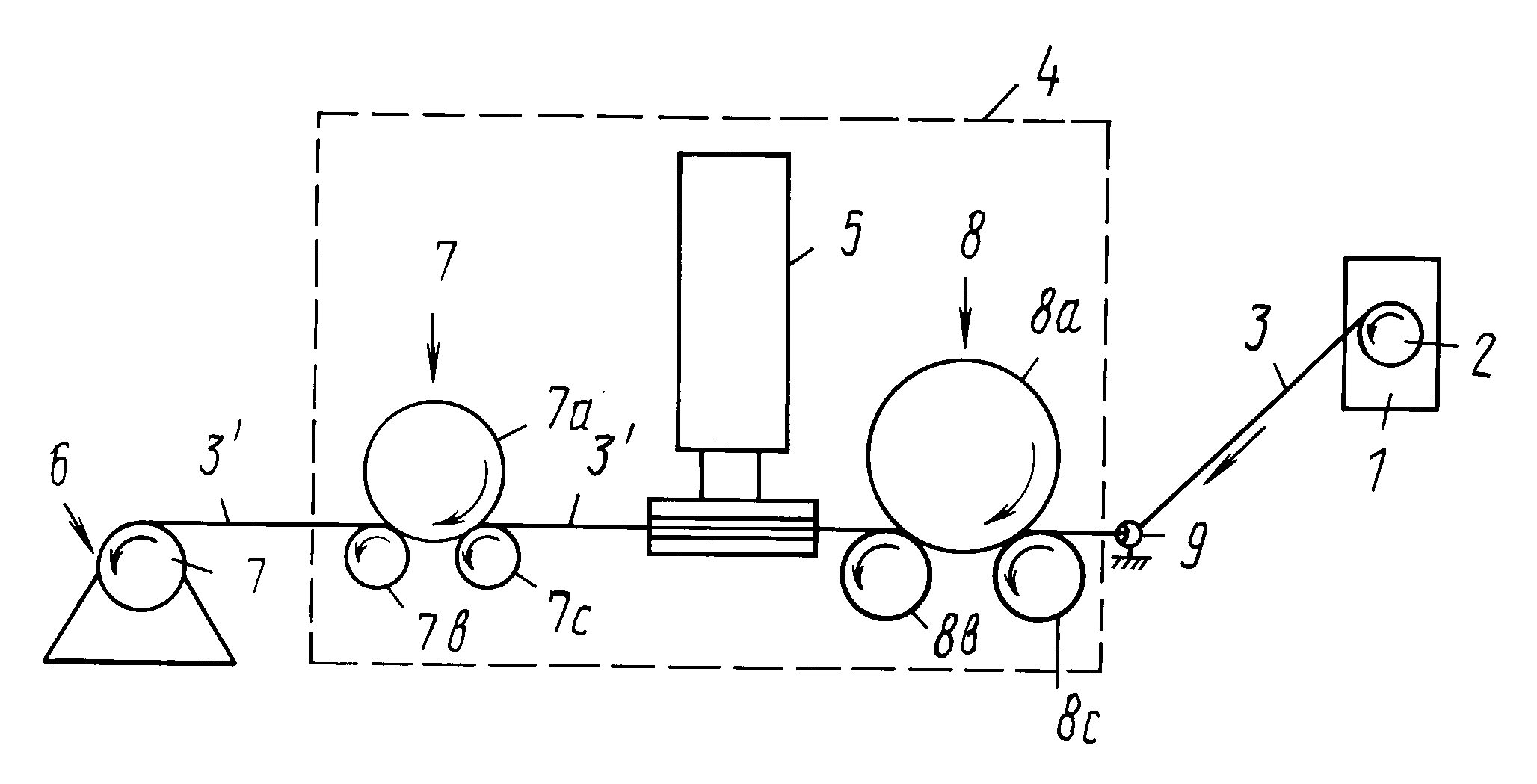
На прилагаемом чертеже представлено схематичное изображение устройства для практического осуществления способа изобретения.
В соответствии с представленным на чертеже изображением предпочтительный вариант исполнения обычно включает в себя шпулярник 1, на котором удерживается имеющая возможность вращения бобина 2 со жгутом волокна 3, выполненного из полимерной матрицы, армированной непрерывными нитевыми волокнами, машину для разрыва натяжением 4 (Rebreaker модели 770, Сайдель, Биельфельд, Западная Германия) с составным подогревателем воздуха 5 (6-киловаттный нагреватель типа кожух-в-трубе Syhania) и намоточное устройство 6 (модели 959, Лизона корпорейшн, Уоруик, шт. Род-Айленд) для наматывания паковки 7. В машине для разрыва натяжением 4 предусматривается наличие двух разрывных блоков 7 и 8. Установка 7 состоит из ведомого вала 7а, который входит в зацепление и образует последовательные зажимы с металлическими валками с керамическим покрытием 7в и 7с, которые охлаждаются водой. Вал 7а покрыт слоем эластомера (Ad рrеnе 325, толщиной 5/16 дюйма, 7,94 мм, твердость по Шору 75, нанесен по стандартной технологии. Уилмингтон, шт. Делавэр). В аналогичной компановке покрытий слоем эластомера ведомый вал 7а входит в зацепление и образует зажимы с металлическими валами с керамическими покрытиями 7в и 7с. Вал 7а снабжен слоем эластомерного покрытия (54557 толщиной 11/16 дюйма, и 17, 46 мм, твердость по Шору 42, нанесено по Смоуку Моубили, Вашингтон, шт. Северная Каролина).
В ходе проведения процесса непрерывный жгут 3, армированный нитяным волокном, сматывают с паковки 2 на шпулярнике 1 через направляющий ролик 9 с помощью ведомого вала 8а, который с плотным захватом контактирует с валами 8в и 8с. Этот жгут протягивают через нагреватель 5 с помощью ведомого вала 7 и связанных с ним плотным контактом валов 7в и 7с. Вал 7а приводится со скоростью вращения, которая превышает (приблизительно на 10%) скорость вращения 7а, в результате чего достигается натяжение жгута. Конверсия жгута 3 в жгут 3', армированный порванным натяжением ориентированным волокном, происходит между валами 7а и 7а. Этот жгут 3 проходит между зажимами, которые образуются сочетаниями валов 7а, 7в и 7с, зажимающих жгут. Затем этот жгут протягивают через нагреватель 5, который размягчает смолу за счет повышения ее температуры примерно до точки ее плавления. Поскольку скорость вращения вала 7а превышает скорость вращения вала 8а, жгут на участке между этими валами испытывает натяжение, которого достаточно для разрыва каждой из непрерывных нитей в жгуте между валами 7а и 7а. Поскольку смола становится мягкой, такие нити не передают сдвигового усилия через массу смолы смежным нитям, а поскольку не передается никакое сдвиговое усилие, непрерывные нити рвутся беспорядочно, а не все в каком-либо одном месте. Это беспорядочное распределение разрывов позволяет жгуту 3' оставаться непрерывным, без разделения. После выхода из нагревателя 5 смола быстро охлаждается и также быстро охлаждается в процессе движения на поверхности охлаждаемых водок валов 7в и 7с, температуру в которых поддерживают на уровне приблизительно 50o(10oC). Затем подвергнутый обработке разрывами натяжением жгут наматывают на паковку 7 на мотовиле 6 для дальнейшей переработки.
Пример 1. Жгут из смолы, армированной непрерывным волокном из нитей, в 3700 денье на бобине подвергли обработке разрывами с натяжением с применением устройства, которое проиллюстрировано на чертеже. Этот жгут был выполнен из двух пряж по 1150 денье из арамидного волокна (арамид Kevlar® 49 фирмы "Дюпон"), импрегнированного смолой РЕТС (сополимер РЕТG-Kodar® 6763 фирмы "Истмен Кодак"). Эта смола включает 2 вес. углеродной сажи (Аmpacet). Этот жгут содержит приблизительно 57 об. волокна.
Машину для разрыва натяжением 4 отрегулировали таким образом, что осевые линии валов 7с и 8б отстояли друг от друга на расстоянии 7,25 дюйма (184 мм). Скорость вращения поверхности вала 8а отрегулировали на уровне 11,8 м/мин, а скорость вращения поверхности вала 7а составляла 13,0 м/мин. Внутри валов 7а и 7с циркулировала охлажденная до температуры 40o (4,5oC) вода. Правая кромка насадки для подачи горячего воздуха находилась на расстоянии 6,75 дюйма (171,9 мм) от осевой линии вала 7с, причем температура на ее выходе была равной приблизительно 650o (343oC). Воздух при комнатной температуре подавали в нагреватель при расходе потока 10 куб.футов/мин, 0,283 куб. м/мин. Жгут, подвергнутый обработке натяжным разрывом, из машины для натяжного разрыва непрерывного наматывали в паковку на мотовиле 6. После обработки жгут характеризовался 3300 денье.
Основу жгута выполняли обертыванием жгута, подаваемого с паиковки, 2 слоя с 12 концами на пластину из нержавеющей стали с квадратом 1 дюйм х 18 дюймов (2,54 х 457,2 мм) толщиной 1/16 дюйма (1,6 мм). Всю пластину поместили в вакуумную камеру и выдержали в печи в течение 1 часа при температуре 200oC. При этом продукт, называемый преламом, был хорошо пропитанным относительно жестким преламом из порванного натяжением волокна и смолы, причем все волокна сориентированы в одном направлении. Толщина преламов составляла 12 мил (0,305 мм).
Из шести таких преламов были вырезаны прямоугольники размерами 5х12 дюймов (127,0х304,8 мм), осевые линии волокон параллельны 12-дюймовым, 304, 8 мм, сторонам). Эти преламы сложили в стопку друг на друга в форме. Форму поместили в пресс и под избыточным давлением 300 фунтов (кв.дюйм, 22 кг/кв. см) выдержали стопку при температуре 200oC в течение 20 мин. Затем пресс охладили до температуры 55oC и удалили из него прямоугольный композит с размерами сторон 5х12 дюймов (127,0х304,8 мм). Толщина полученного прямоугольника составляла приблизительно 56 мил (1,4 мм).
Этот прямоугольник разрезали на куски каждый по 0,5 дюйма (12,7 мм) шириной и 12 дюймов (304,8 мм) длиной. Образец подвергали пескоструйной обработке при повышенном давлении 40 фунтов/кв.дюйм, 2,81 кг/кв.см (2 прохода с обеих сторон обоих концов) на протяжении 1 и 7/8 дюйма (47,6 мм). На этот образец с помощью эпоксидной смолы Devcon "F" наклеили ушки (толщиной 1/8 дюйма, 3,18 мм; шириной 9/16 дюйма, 14,29 мм и длиной 2 дюйма, 50,8 мм). Ушки и бруски поместили в раму и отверждали в течение ночи. Девять образцов подвергли испытаниям в соответствии с методом ASTMD 3039-76, который озаглавлен "Стандартный метод испытаний на определения характеристик при растяжении композитов из волокна и смолы". Средний модуль упругости при растяжении образцов составлял 10,4 млн. фунтов/кв.дюйм, 721200 кг/кв.см. Средняя величина предела прочности при растяжении была равна 172 тыс.фунтов/кв.дюйм, 12093 кг/кв.см.
Пример 11. На одной бобине жгут 3580 денье из полимера, армированного волокном из непрерывных нитей, подвергли обработке разрыву натяжением в устройстве, которое проиллюстрировано на чертеже. Этот жгут был выполнен из двух пряж из арамидного волокна 1150 денье (арамид Kevlar® 49 фирмы "Дюпон"), пропитанный смолой (аморфный полиамидный сополимер на основе бис-(пара-аминоциклогексил)-метана). Такой жгут содержит приблизительно 60 об. волокна.
Машину 16 для обработки натяжным разрывом отрегулировали таким образом, что расстояние между осевыми линиями валов 7с и 8б составляло 8,0 дюйма, 203,2 мм. Скорость вращения поверхности вала 24а установили таким образом, что она была равной 5,5 м/мин, а скорость вращения поверхности вала 7а 6,0 м/мин. В валах 7а, 7б и 7с циркулировала вода, охлажденная до температуры 40oГ(4,5oC). Правая кромка насадки нагнетателя для горячего воздуха отстояла на расстоянии 6,75 дюйма (171,9 мм) от осевой линии вала 7с, а температура на выходе из насадки составляла приблизительно 700oГ (371oC). Воздух при комнатной температуре подавали в нагнетатель при расходе потока 12 куб футов/мин, 0,34 куб. м/мин. Жгут, подвергнутый обработке натяжным разрывом, из машины для натяжного разрыва непрерывно наматывали в паковку на мотовиле 6. После обработки получили жгут с 3260 денье.
Выполняли микрофотографию поверхности композитного жгута (увеличенную в 100 раз). Образцы жгута подвергли плазменному травлению при помощи 50 вт в кислороде под остаточным давлением 0,5 торра в течение 5 мин. Затем эти образцы покрыли слоем золота и сфотографировали с применением прибора JD Е01840SEM при 100-кратном увеличении.
Ориентацию нитей определяли таким образом. После выполнения микрофотографий микроснимки фотокопировали с повышением контрастности между нитями. Далее фотокопию ввели в планшет (модель D ICI-PA05, выполненный фирмой "ГТКО Корпорейшн", 1055 First Street, штат Мэриленд 20850) с помощью перфоленты. Этот планшет был подключен к персональному компьютеру (изготовленному на фирме "Ай-Би-Эм"). Программу разработали на персональном компьютере таким образом, что она соответствовала данным процесса. Данные об ориентации каждой нити ввели в компьютер путем установки перекрестья волосков устройства для ввода координат (подвижной части планшета) над противоположными концами каждой нити фотокопии (на каждой фотокопии содержалось от 72 до 99 нитей) и путем ввода местоположения каждого конца нажатием кнопки устройства для ввода координат. После ввода данных обо всех нитях на фотокопии персонального компьютера использовали для организации каждого комплекта данных отдельно для каждой фотокопии. Компьютер определял угол ориентации каждой нити относительно планшета путем сопоставления противоположных концов каждой нити. Эти углы были классифицированы от наиболее положительного (в смысле направления отклонения) до самого отрицательного. Затем эти углы были "нормализованы" таким образом, чтобы средняя величина угла была равной 0o, что позволяло откорректировать степень дезориентации для ввода картинок в планшет. Эту нормализацию осуществили путем добавления к каждому углу постоянной. Далее путем оценки данных и сведения результатов в таблицу определили число нитей, которые входят в любой угол. Такую процедуру можно было бы также осуществить с помощью протрактора для измерения углов.
95,5% волокон были сориентированы параллельно осевому направлению внутри угла + или -5o, а 97% волокон в интервале от + до -10o относительно осевого направления.
Пример III. На одной бобине жгут 2670 денье из полимера, армированного волокном из непрерывных нитей, подвергли обработке натяжным разрывом в устройстве, которое проиллюстрировано на прилагаемом чертеже. Этот жгут был выполнен из одной пряжи из углеродного волокна (3К, углеродное волокно AS-4W, фирма "Херкьюлес"), пропитанного смолой (аморфный полиамидный сополимер на основе бис-(пара-аминоциклогексил)-метана). Такой жгут выпускается фирмой "Дюпон"; он содержит приблизительно 65 об. волокна.
Машину 4 обработки натяжным разрывом отрегулировали таким образом, что расстояние между осевыми линиями валов 7с и 8 составляло 8,0 дюйма, 203,2 мм. Скорость вращения поверхности вала 8а установили таким образом, что она была равной 3,6 м/мин, а скорость вращения поверхности вала 22а 4,0 м/мин. В валах 7а, 7в и 7с циркулировала вода, охлажденная до температуры приблизительно 40oГ (4,5oC). Правая кромка насадки нагнетателя горячего воздуха отстояла на расстоянии 6,75 дюйма (171,9 мм) от осевой линии вала 7с, а температура на выходе из насадки составляла приблизительно 600oГ (316oC). Воздух при комнатной температуре подавали в нагнетатель при расходе потока 12 куб. футов/мин, 0,34 куб.м/мин. Жгут подвергали обработке натяжным разрывом, из машины для натяжного разрыва непрерывного наматывания на паковку на мотовиле 6. После обработки получали жгут приблизительно с 2400 денье.
Изготовили микрофотографию поверхности композитного жгута (увеличенную в 100 раз). Образцы жгута подвергли плазменному травлению при помощи 50 вт в кислороде под остаточным давлением 0,5 торра в течение 5 мин. Затем эти образцы покрыли позолотой и сфотографировали с применением прибора JEOL 840 SEM при 100-кратном увеличении.
Ориентацию нитей определяли таким образом. После выполнения микрофотографий микроснимки фотокопировали с повышением контрастности между нитями. Далее фотокопию вводили в планшет (модель DIGI-PAD5, выполненной фирмой "ГТКО Корпорейшн", 1055 First Street, штат Мэриленд 20850) с помощью перфоленты. Этот планшет был подключен к персональному компьютеру (изготовленному на фирме "Ай-Би-Эм"). В персональный компьютер ввели программу, разработанную таким образом, что она соответствовала данным процесса. Данные об ориентации каждой нити ввели в компьютер путем установки перекрестья волосков устройства для ввода координат (подвижной части планшета) над противоположными концами каждой нити фотокопии (на каждой фотокопии содержалось от 43 до 59 нитей) и путем ввода местоположения каждого конца нажатием кнопки устройства для ввода координат. После ввода данных обо всех нитях на фотокопии персональный компьютер использовали для организации каждого комплекта данных отдельно для каждой фотокопии. Компьютер определял угол ориентации каждой нити относительно планшета путем сопоставления противоположных концов каждой нити. Эти углы были классифицированы от наиболее отрицательного (в смысле направления отклонения) до самого положительного. Затем эти углы были "нормализованы" таким образом, чтобы средняя величина угла была равной 0o, что позволяло откорректировать степень дезориентации для ввода картинок в планшет. Эту нормализацию осуществляли путем добавления к каждому углу постоянной. Далее путем оценки данных и сведения результатов в таблицу определяли число нитей, которые входят в любой угол. Такую процедуру можно было бы также осуществить с помощью протрактора для измерения углов.
92,8% волокон были сориентированы параллельно осевому направлению внутри угла + или -5o, а 95,6% волокон в интервале от + до -10o относительно осевого направления.
Пример IV. На одной бобине жгут 9840 денье из полимера, армированного волокном из непрерывных нитей, подвергли обработке натяжным разрывом в устройстве, которое проиллюстрировано на прилагаемом чертеже. Этот жгут был выполнен из одной стеклянной пряжи (Е-гласс, 6620 денье, волокно N 473СВ675 типа 30 фирмы "Оузен корнинг фибергласс", 900 Уэст Валли Роад, штат Пенсильвания 19807), пропитанного смолой РЕТС, сополимер Kodar PETG-6763, фирма "Истмен Кодак"). Эта смола содержала 2 вес. газовой сажи (ампасет). Жгут включал в себя приблизительно 50 об. волокна.
Машину 16 обработки натяжным разрывом отрегулировали таким образом, что расстояние между осевыми линиями валов 8с и 8ab составляло 8,0 дюйма, 203,2 мм. Скорость вращения поверхности вала 24а установили таким образом, что она была равной 4,5 м/мин, а скорость вращения поверхности вала 22а-5,0 м/мин. В валах 7а, 7в и 7с циркулировала вода, охлажденная до температуры приблизительно 40oF (4,5oC). Правая кромка насадки нагнетателя горячего воздуха отстояла на расстоянии 6,75 дюйма (171,9 мм) от осевой линии вала 7с, а температура на выходе из насадки составляла приблизительно 700oF (371oC). Воздух при комнатной температуре подавали в нагнетатель при расходе потока 12 куб. футов/мин, 0,34 куб.м/мин. Жгут, подвергнутый обработке натяжным разрывом, из машины для натяжного разрыва непрерывно наматывали на паковку на мотовиле 6. После обработки получили жгут приблизительно с 8860 денье.
Изготовили микрофотографии поверхности композитного жгута (увеличенную в 100 раз) путем фотографирования поверхности жгута с помощью оптического микроскопа. Таким образом выполнили 12 фотографий.
Ориентацию нитей определили следующим образом. После выполнения микрофотографий микрофотоснимки фотокопировали с повышением контрастности между нитями. Далее фотокопию вводили в планшет (модель DP5-IIIIA, выполненная фирмой "ГТКО Корпорейшн", 1055 First Street, штат Мэриленд 20850) с помощью перфоленты. Этот планшет был подключен к персональному компьютеру (изготовленному на фирме "Ай-Би-Эм"). В персональный компьютер ввели программу, разработанную таким образом, что она соответствовала данным процесса. Данные об ориентации каждой нити ввели в компьютер путем установки перекрестья волосков устройства для ввода координат (подвижной части планшета) над противоположными концами каждой нити фотокопии (на каждой фотокопии содержалось от 34 до 68 нитей) и путем ввода местоположения каждого конца нажатием кнопки устройства для ввода координат. После ввода данных обо всех нитях на фотокопии персональный компьютер использовали для организации каждого комплекта данных для каждой фотокопии. Компьютер определял угол ориентации каждой нити относительно планшета путем сопоставления противоположных концов каждой нити. Эти углы были классифицированы от наиболее отрицательного (в смысле направления отклонения) до самого положительного. Затем эти углы были "нормализованы" таким образом, чтобы средняя величина была равной 0o, что позволяло откорректировать степень дезориентации для ввода картинок в планшет. Эту нормализацию осуществляли путем добавления к каждому углу постоянной. Далее путем оценки данных и сведения результатов в таблицу определяли число нитей, которые входили в любой угол. Такую процедуру можно было бы также осуществить с помощью протрактора для измерения углов.
85,6% волокон были сориентированы параллельно осевому направлению внутри угла + или -5o, а 96,1% волокон в интервале от 1 до -10o относительно осевого направления.
Сравнительные сведения об ориентации волокон в зависимости от степени натяжения волокна приведены в таблице.
Реферат
Использование: изготовление композиционных полимерных материалов. Сущность изобретения: способ изготовления жгута, выполненного из полиэфирной или полиамидной матрицы, армированной разорванными в процессе вытяжки волокнами, ориентированными в осевом направлении, и содержащего матрицу в количестве 35-50% от объема жгута, получаемый подачей жгута из указанной матрицы, армированного волокном из непрерывных нитей в зону натяжения, где одновременно с нагреванием жгута до 316-370oC осуществляют натяжение жгута в направлении армирования до степени натяжения волокна, равной 8,3-10% с последующим охлаждением жгута при 4,5-10oC. Жгут, выполненный из полиэфирной или полиаимдной матрицы, армированной разорванными в процессе вытяжки волокнами, ориентированными в осевом направлении и содержащими матрицу в количестве 35-50% от объема жгута, причем длина разорванных волокон составляет 12,7-152,4 мм, причем 85,6-95% волокон ориентированы в осевом направлении в пределах ±5oC, а 95,6-97% волокон сориентированы в осевом направлении в пределах ±10o. 1 табл., 1 ил., 2 с., 2 з.п. ф-лы.
Комментарии