Способ укладки на поверхность по отклоняющейся траектории длинномерной ленты - RU2052353C1
Код документа: RU2052353C1
Чертежи


Описание
Изобретение относится к способу укладки ленты на рабочую поверхность, а точнее к контролированию положения ленты при ее укладке.
Для создания крупных плоских конструкций избирают способ автоматической укладки ленты из непрерывного волокна термоотверждающейся смолы. Этот способ находит широкое применение в производстве и обеспечивает экономию расходов в сравнении со способом ручной укладки. Существуют две основные проблемы: проблема обеспечения контроля при ее укладке и проблема укладки ленты с приданием ей фигурной формы.
Лента имеет иногда некоторый естественный перекос. Это означает, что при разматывании с рулона лента будет укладываться не прямолинейно, а с небольшим перекосом. Это связано с изменениями степени натяжения жгутов волокна при пропитке. Проблема заключается в том, что ленточная машина стремится работать прямолинейно, а лента пытается повернуть в сторону. Это ведет либо к сморщиванию ленты в зоне ее краев, либо к тому, что лента стремится сойти с направляющей системы. Такая потеря контроля за лентой при укладке обычно вызывает образование пустот в слое.
Поскольку лента из препрега на основе непрерывного волокна не может растягиваться, то большинство частей должно выполняться на плоской пресс-форме. Это создает проблему, заключающуюся в том, что сложные части трудно изготавливать с применением ленточного оборудования, использующего ленту из препрега на основе непрерывного волокна. При таком способе очертание пресс-формы необходимо математически модулировать. Компьютер определяет естественный путь, направленный перпендикулярно к поверхности пресс-формы, проходящей через контуры, это путь, по которому лента стремится следовать при укладке без сморщивания. Это решение не обеспечивает получения оптимальной конфигурации ленты и ведет к тому, что ограничение ориентации волокон вызывает ограничение гибкости конструкции.
Указанные недостатки вызывают необходимость создания такой ленты, которую можно контролировать при укладке в фасонную пресс-форму и которая не ограничивается естественным путем, т.е. лента должна изготавливаться управляемой и не допускающей сморщивания.
Известен способ укладки на поверхность по отклоняющейся траектории длинномерной ленты из синтетической смолы на основе органического полимера с волоконным упрочнением, включающий подачу ленты от источника к поверхности в заданном направлении, ее нагрев и прижатие с вытяжкой волокон ленты при приложении к ней усилия натяжения между источником и точкой прижима для удержания волокон в натянутом состоянии по ширине ленты.
Известный способ не обеспечивает точкой укладки ленты на формообразующую поверхность без ее складкообразования.
Для решения указанных задач в способе укладки на поверхность по отклоняющейся траектории длинномерной ленты из синтетической смолы на основе органического полимера с волоконным упрочнением, включающем подачу ленты от источника к поверхности в заданном направлении, ее нагрев и прижатие с вытяжкой волокон ленты при приложении к ней усилия натяжения между источником и точкой прижима для удержания волокон в натянутом состоянии по ширине ленты, используют ленту с волоконным упрочнением в виде ориентированных по длине штапельных волокон, полученных разрывом при натяжении и имеющих длину 2,5-7,5 см. Волокна выполнены из угля или представляют собой арамидные волокна, или выполнены из стекла. В качестве смолы используют термоотверждающий полимер или смолу на основе полиамидного полимера, или термопластичную смолу.
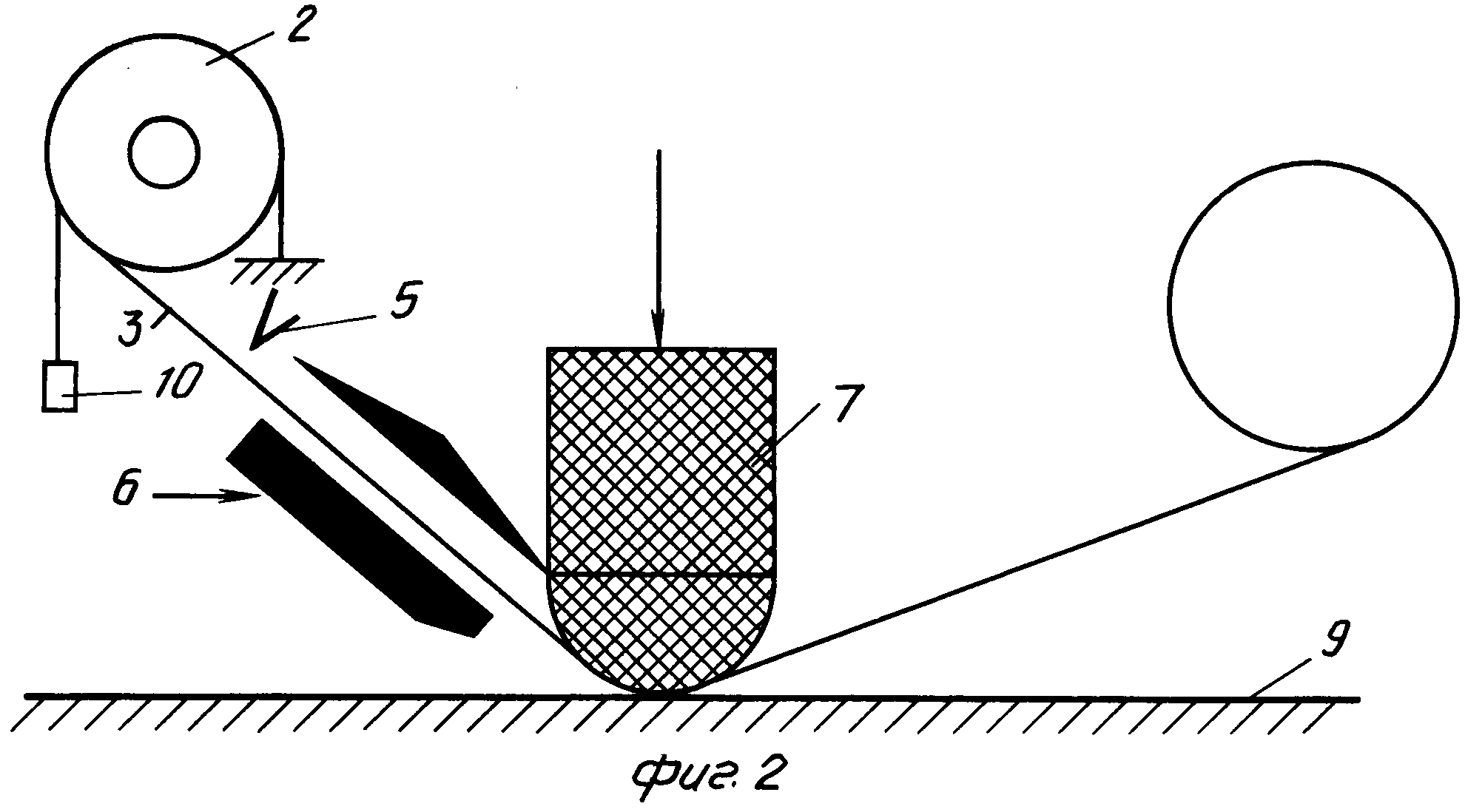
На фиг. 1 показана лентоукладочная головка; на фиг. 2 то же, вид сбоку; на фиг. 3 схема, показывающая желательное распределение напряжений по ширине ленты во время ее укладки; на фиг. 4 нежелательное распределение напряжений.
Лентоукладочная головка включает раму 1, на которой установлен рулон 2 с лентой 3 из упрочненной волокном смолы. Рулон 2 посажен на вращающуюся ось 4, снабженную магнитной муфтой (не показана). На раме 1 смонтированы нож 5, нагреватель 6, нажимная ножка 7 и ведомый приемный валик 8 для подложки-ленты. Нажимная ножка 7 может иметь форму башмака, как показано на чертеже, или вращающегося ролика. Раму 1 монтируют с возможностью ее перемещения относительно рабочей поверхности 9. Головку можно перемещать вручную или посредством манипулятора, прикрепляемого к раме (не показан).
При перемещении рамы 1 лента 3 из синтетической смолы на основе органического полимера, усиленная волокном, разматывается с рулона 2 на оси 4, преодолевая требуемую степень силы натяжения, прилагаемой с помощью магнитной муфты, включенной в ось 4. На фиг. 2 устройство для приложения обратной силы натяжения представлено в виде противовеса 10 на ленточном тормозе. Лента 3 под натяжением проходит через зону ножа 5, нагревателя 6 и под нажимной ножкой 7, которая давит на продвигающуюся ленту 3, поднимая ее к верху рабочей поверхности 9, которая может представлять собой поверхность частично созданной композитной конструкции. Если укладываемая лента 3 является первым слоем конструкции, ленту поджимают к рабочей поверхности 9, покрытой ранее смолой, обычно применяемой для изготовления ленты.
При эксплуатации устройства на ось 4 сажают рулон 2 ленты 3 и по мере разматывания ленты она следует по пути, проходящему через зону ножа 5 (для отрезания ленты в конце ряда) и поступает в систему нагрева горячим воздухом нагревателя 6, где к ленте 3 и к рабочей поверхности 9 непосредственно перед точкой расположения нажимной ножки 7 прилагают тепло. Ленту поджимают к рабочей поверхности 9, используя нажимную ножку 7, при этом с ленты приемным валиком 8 снимают бумажную подложку.
Предпочтительно, чтобы волокнистый наполнитель представлял собой непрерывное волокно, преобразуемое в короткие волокна, ориентированные все в одном направлении путем разрывной вытяжки (упорядоченное штапельное волокно). Разорванный вытяжкой жгут имеет волокна, которые в высокой степени выравнены, что придает такому жгуту преимущество перед жгутом непрерывных волокон, заключающееся в том, что его можно вытягивать. Множество таких жгутов направляют в установку для пропитки, где усиливающие волокна соединяют с синтетическим органическим полимером.
Ленту затем разрезают на полосы точной ширины и наматывают на стержень. Используют предпочтительно углеродное, арамидное или стеклянное волокно, а пригодными смолами являются термопластичные смолы, например, полиэфир или полиамиды, и термоотверждающие смолы, например, фенолвиниловый эфир и эпоксидная смола. Также пригодны и смолы на основе полиимидного полимера.
Для осуществления способа выкладки управляемой ленты, не допуская ее сморщивания, важно ленту натягивать, что позволяет поддерживать ленту в состоянии натяжения и оттягивать ленту при повороте головки. Необходимо нагреть ленту непосредственно перед ее укладкой. Это позволяет уменьшить вязкость смолы и, следовательно, нагрузку, необходимую для оттягивания ленты. При укладке ленту необходимо поджимать к рабочей поверхности, чтобы удерживать ее от смещения (затем она удерживается на месте липкостью смолы).
Все эти условия важны для обеспечения натяжения всех волокон в процессе укладки ленты (фиг. 3). Если натяжение будет недостаточным или лента будет слишком холодной, то некоторые из волокон могут претерпеть сжатие при укладке (фиг. 4), а это приводит к сморщиванию ленты, что нежелательно.
П р и м е р 1. Ленты изготавливали из упорядоченных штапельных углеродных волокон и эпоксидной смолы и упорядоченного штапельного арамидного волокна и эпоксидной смолы. Ленты испытывали при проведении радиусных испытаний. При радиусном испытании ленту укладывали, непрерывно уменьшая радиус до тех пор, пока внутренний край ленты не начинал сморщиваться. Условия и результаты радиусных испытаний для различных лент представлены в нижеследующих табл. 1 и 2.
П р и м е р 2. Проводили испытание ленты из упорядоченного штапельного углеродного волокна (полиамида avamid ok фирма "E.J.d и Pontole nemoursand Co".) на укладку ее в пресс-форму. Ленту укладывали в пресс-форму с углублением и сравнивали, как материал принимает очертания пресс-формы и до какой степени происходит смещение ленты после укладки. Пресс-форма имела квадратные карманы, образующие подкладочные зоны. Ленту из упорядоченного штапельного углеродного волокна (полиамида) укладывали в угол кармана, и она не поднималась от поверхности пресс-формы. Это объясняется тем, что волокна могут вытягиваться и растягиваться относительно друг друга, образуя необходимую дополнительную выступающую зону. Это дает преимущества по сравнению с лентой, упрочненной непрерывными волокнами, которую невозможно уложить в углах карманов без того, чтобы лента не поднялась над поверхностью пресс-формы.
Реферат
Использование: в технологии изготовления слоистых изделий методом выкладки ленты, усиленной волокнами, на формообразующую поверхность. сущность изобретения: при укладке ленты из упорядоченного штапельного волокна и смолы к ней прилагают достаточного тепла и силы натяжения перед укладкой для поддержания в упорядоченных штапельных волокнах состояния натяжения по всей ширине ленты. 6 з. п. ф-лы, 4 ил., 2 табл.
Комментарии